Polyester cleanroom mops are generally preferred for ISO 5–7 pharmaceutical environments because they generate fewer particles, tolerate repeated sterilization, and resist aggressive disinfectants. Microfiber cleanroom mops provide higher absorbency and are useful for ISO 7–8 support areas, routine cleaning, and spill management.
For ISO 5–7 GMP cleanrooms: choose sealed-edge continuous-filament polyester mop systems.
For ISO 7–8 support areas and spill pickup: microfiber can be suitable when sealed-edge, particle-tested, and validated.
For aseptic pharmaceutical environments: polyester is usually the safer long-term contamination-control choice.
Use this summary when creating a cleanroom mop specification for pharmaceutical, biotech, laboratory, or controlled manufacturing environments.
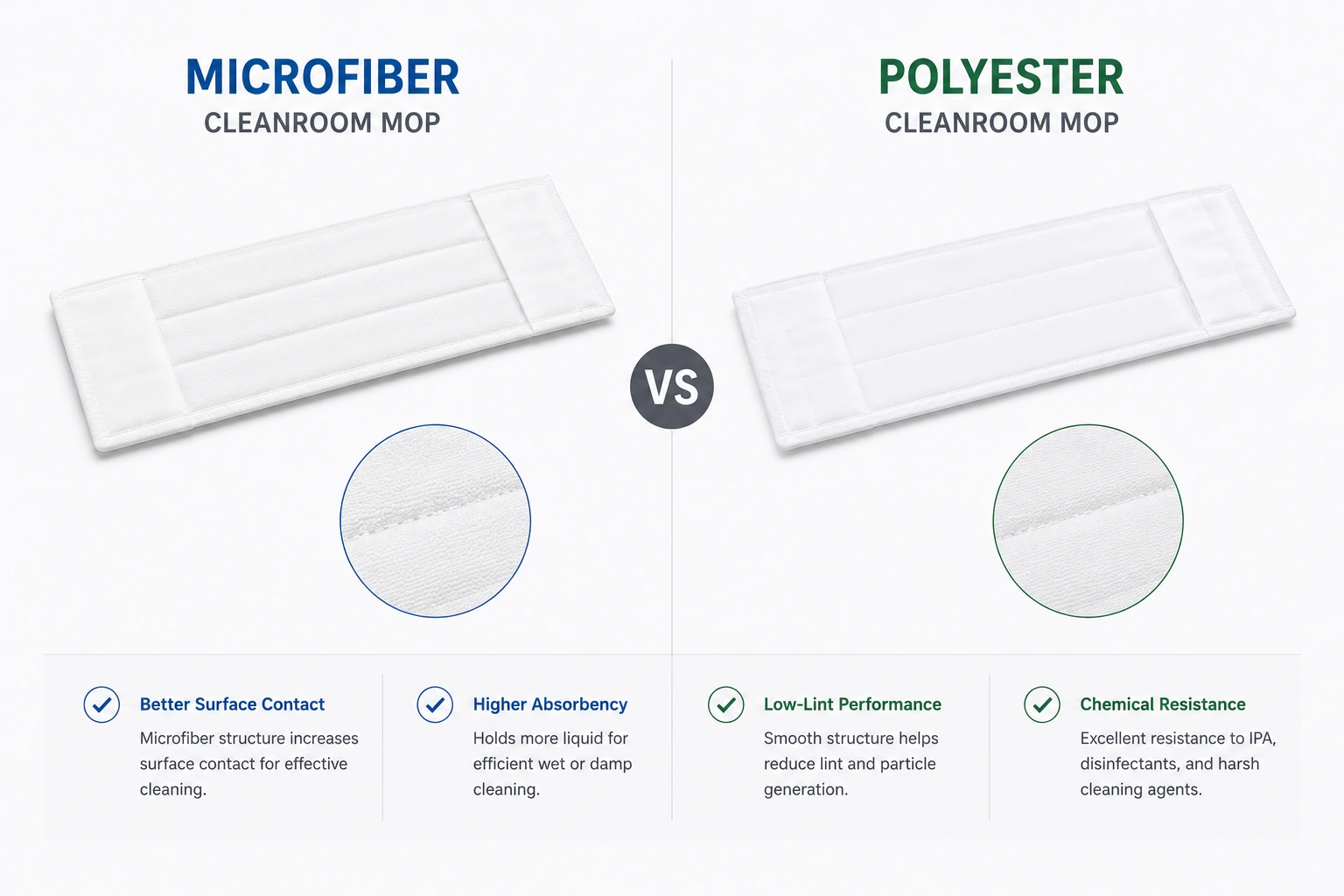
Continuous-filament polyester produces lower lint and particle release, making it better suited for ISO 5–7 cleanroom areas.
Microfiber offers higher liquid absorption and stronger soil pickup, useful for ISO 7–8 support areas and spill management.
The best material depends on ISO grade, disinfectant chemistry, sterilization method, edge construction, and cleaning SOP.
Neither material is universally better. Polyester is stronger for contamination control; microfiber is stronger for absorbency and soil removal.
| Comparison Point | Polyester Cleanroom Mop | Microfiber Cleanroom Mop |
|---|---|---|
| Best Use | ISO 5–7 pharmaceutical and aseptic support areas | ISO 7–8 support areas, routine cleaning, spill pickup |
| Particle Control | Lower particle generation due to continuous-filament structure | Higher lint risk if edges are not properly sealed |
| Absorbency | Controlled absorbency and predictable disinfectant release | Higher absorbency and stronger soil pickup |
| Sterilization Durability | Better resistance to repeated autoclave or sterilization cycles | Shorter service life under repeated heat and chemical stress |
| Disinfectant Compatibility | Better compatibility with IPA, peroxide, quats, and mild bleach programs | Good for IPA and quats; oxidizers may shorten service life |
The material structure directly affects linting, absorption, chemical resistance, and sterilization stability.
Microfiber uses ultra-fine split fibers that create high surface area and capillary channels. This improves liquid pickup and particle capture but may increase fiber breakage after repeated sterilization or harsh chemical exposure.
Polyester cleanroom mops use long continuous filaments with fewer loose fiber ends. This supports lower particle release and better durability in GMP cleaning programs.

For pharmaceutical cleanrooms, edge construction is often more important than the base material itself.
Cut edges can release fibers and particles during mopping. They are not recommended for GMP or ISO-classified cleanrooms.
Heat sealing reduces fiber release and improves mop suitability for controlled environments.
Ultrasonic sealing provides cleaner bonding without adhesives and is preferred for higher-grade cleanroom applications.
Cleanroom mop selection should balance liquid absorption, particle control, disinfectant release, and total service life.
| Performance Factor | Recommended Material | Reason |
|---|---|---|
| Lowest particle generation | Polyester | Continuous filaments reduce loose fiber ends and lint release. |
| Highest liquid absorption | Microfiber | Split fibers provide high surface area and capillary absorption. |
| Repeated autoclave durability | Polyester | Polyester maintains structure better under repeated heat exposure. |
| Oxidizing disinfectant programs | Polyester | Polyester has stronger resistance to peroxide and bleach-based programs. |
| Spill pickup and pre-cleaning | Microfiber | Higher absorbency supports faster liquid containment. |

The right material depends on cleanroom grade, contamination risk, cleaning frequency, and validation expectations.
This decision matrix helps QA, procurement, and contamination-control teams select the right cleanroom mop material.
| Cleanroom Grade | Recommended Material | Reason |
|---|---|---|
| ISO 5 / Grade A | Polyester only | Lowest particle generation and best fit for aseptic contamination-control requirements. |
| ISO 6–7 / Grade B-C | Polyester preferred | Better particle control, chemical resistance, and sterilization durability. |
| ISO 7–8 Support Areas | Microfiber or polyester | Microfiber can be used when absorbency is needed and particle testing is acceptable. |
| Spill Management | Microfiber first, polyester final pass | Use microfiber for liquid pickup and polyester for final validated disinfection. |
| High Disinfectant Rotation | Polyester | Better compatibility with peroxide, IPA, quats, and mild bleach programs. |
For ISO 5 aseptic pharmaceutical environments, MIDPOSI recommends continuous-filament polyester sealed-edge mop systems because they provide lower particle generation, stronger sterilization stability, and better compatibility with GMP cleaning validation programs.
For ISO 7–8 support areas, sealed-edge microfiber can be used when absorbency and soil removal are the main priorities, provided the mop is particle-tested and validated under the facility’s actual cleaning SOP.
MIDPOSI supports both polyester and microfiber cleanroom mop systems for pharmaceutical, biotech, laboratory, and controlled manufacturing use.
Recommended for ISO 5–7 environments, aseptic support areas, and facilities prioritizing low particle release and repeat sterilization.
Recommended for ISO 7–8 routine cleaning, large-area cleaning, wall and ceiling cleaning, and spill pickup workflows.
MIDPOSI can support buyers with product specifications, sample evaluation, cleaning workflow suggestions, and documentation support.

Common questions from QA managers, facility engineers, and cleanroom procurement teams.
Polyester is better for ISO 5–7 pharmaceutical cleanrooms because it produces fewer particles and offers stronger sterilization durability. Microfiber is better for absorbency and spill management in ISO 7–8 support areas.
Yes. Sealed-edge microfiber mops can be used in ISO 7–8 support areas if they are particle-tested and validated under the facility’s cleaning SOP.
Polyester continuous-filament mops have lower lint generation and better resistance to repeated sterilization, making them more suitable for aseptic contamination-control programs.
Yes. Some facilities use microfiber for pre-cleaning or spill pickup and polyester for the final disinfection pass in higher-grade GMP areas.
Tell us your cleanroom ISO grade, disinfectant program, sterilization method, and cleaning workflow. MIDPOSI can help recommend a suitable polyester or microfiber cleanroom mop system.
Request Samples & Validation Support
