A QA-focused technical guide for GMP material entry into Grade A/B zones—covering peel-and-pass logic, packaging integrity risks, and audit-defensible controls aligned with EU GMP Annex 1 expectations.

يتم تحقيق العقم أثناء التصنيع، ولكن معظم أحداث التلوث تحدث أثناء التصنيع نقل العقيم—when materials move from uncontrolled areas to Grade C, then B, and finally A. Without redundant barriers, the mop packaging surface can act as a carrier for particulates and bioburden.
في الممارسة العملية، تغليف ممسحة معقمة functions as a controlled boundary: the outer bag is stripped at the interface, while the inner bag remains sterile until the point of use. This is the operational basis of قشر وتمرير.
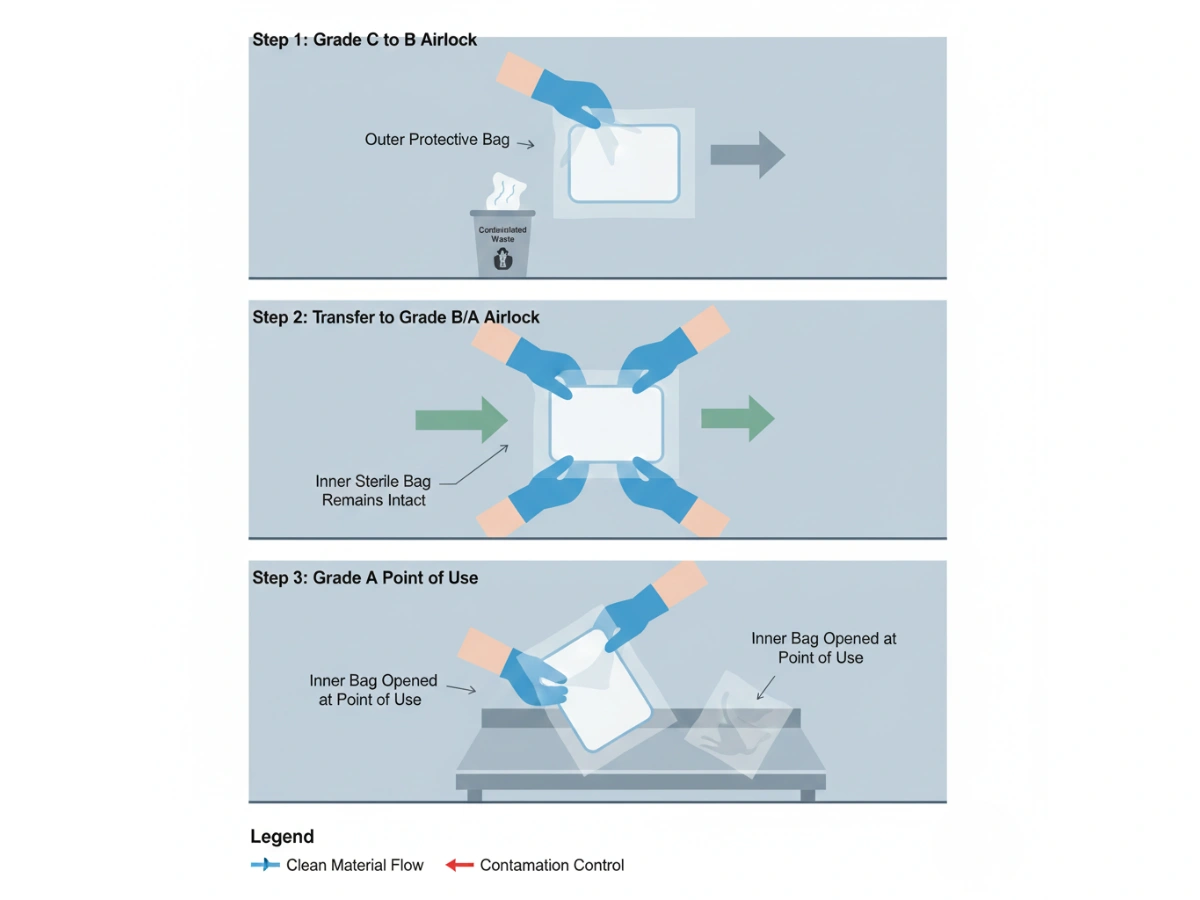

For Grade A/B operations, the core question is not “sterile at release,” but “sterile at point-of-use.” Double-bagging reduces transfer variability by removing the external surface at the boundary rather than relying on wipe-down success every time.

Use this simplified logic to align packaging selection with grade, transfer method, and validation burden. For Grade A/B, an engineered barrier is typically preferred over manual disinfection dependence.
| عامل القرار | التعبئة والتغليف في كيس واحد | التعبئة والتغليف حقيبة مزدوجة |
|---|---|---|
| التحكم في النقل | يتطلب التحقق من صحة المسح والانضباط | قشر وتمرير يزيل التلوث عند الحدود |
| وضع الفشل | نقطة واحدة من الفشل | طبقات حاجزة معقمة زائدة عن الحاجة |
| إمكانية الدفاع عن التدقيق | تعتمد بشكل كبير على أدلة تنفيذ SOP | سرد تحكم هندسي أقوى لـ CCS |
| عبء العمل التشغيلي | أعلى (التطهير، المراقبة، الانحرافات) | أقل (عملية موحدة للتقطيع على الحدود) |


