Renrums-moppespanden er ikke en dagligvareforsyning – det er en forureningskontrolenhed, der bestemmer, om dit desinfektionsmiddel når valideret kontakttid eller bliver fortyndet til ineffektive koncentrationer, før det rører gulvet. Vælg den forkerte skovlkonfiguration, og du vil se miljøovervågningsudflugter, revisionsresultater for utilstrækkelig rengøringsvalidering og de dyre undersøgelsescyklusser, der følger. Konfigurer det korrekt – match skovlsystemets design til din ISO-klasse, desinfektionsmiddelrotation og steriliseringskapacitet – og du har bygget en valideret rengøringsarbejdsgang, der overlever lovmæssige inspektioner og forhindrer krydskontamineringshændelser, der stopper produktionen. Denne vejledning nedbryder den tekniske logik bag enkelt-, dobbelt- og trespandssystemer, forklarer hvorfor valg af vridemekanisme påvirker partikeldannelse og autoklavernes holdbarhed, og giver beslutningsrammer for materialevalg (rustfrit stål versus polypropylen), EU GMP Annex 1-overensstemmelse og komplet SOP-integration. Uanset om du designer et greenfield-farmaceutisk anlæg eller løser tilbagevendende EM-fejl i eksisterende operationer, finder du de tekniske specifikationer og valideringsarbejdsgange til at bygge renrumsmoppespandsystemer, der leverer reproducerbar kontamineringskontrol.
Figur 1: Komplet trippel-spand moppesystem i farmaceutisk klasse B renrum, der viser korrekt beklædning (steril kjole, handsker, ansigtsskærm), spandvogn af rustfrit stål med adskilte væskestrømme (desinfektionsmiddel/skyl/affald) og vridemekanisme placeret til kontamineringskontrol. Denne konfiguration opfylder EU GMP Annex 1-kravene til sterile rengøringsværktøjer og validerede arbejdsgange til kontamineringskontrol i aseptiske behandlingsområder.
Hvad gør en renrumsmoppespand anderledes?
Hvorfor standard kommercielle skovle fejler i renrum
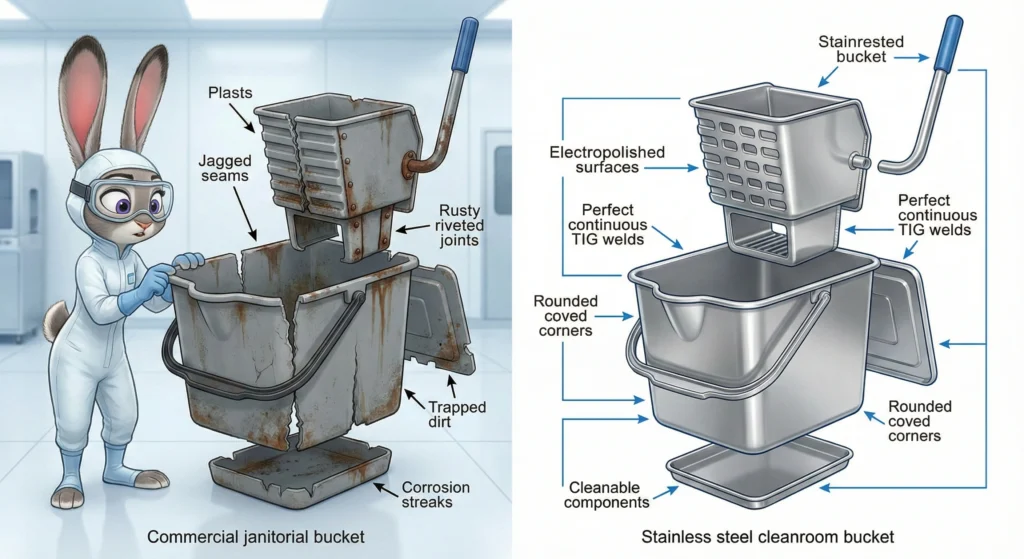
Standard rengøringsmoppespande fejler renrumskvalifikation på fire kritiske fronter. For det første materialer: kommercielle spande bruger lavkvalitets plast eller galvaniseret stål med ru overflader, sømme og sprækker, der fanger partikler og biobelaster - præcis den forurening, du forsøger at fjerne. Disse materialer afgiver partikler under mekanisk belastning (vridningsvirkning, rullende bevægelse) og nedbrydes under desinfektionsmidler af farmaceutisk kvalitet. For det andet drænbarhed: kommercielle spande har flad bund med afrundede hjørner, der samler væske, hvilket skaber stillestående zoner, hvor biobelastning ophobes mellem rengøringscyklusser. Du kan ikke tømme dem helt, og du kan ikke validere, at resterende desinfektionsmiddel ikke vil forurene den næste batch opløsning. For det tredje, svejsekvalitet og samlingsdesign: Standardskovle bruger udsatte svejsninger, nittesamlinger og gevindbefæstelser, der skaber partikelfælder og ikke kan overleve gentagne autoklavecyklusser uden at korrodere eller løsne sig. For det fjerde, steriliseringskompatibilitet: De fleste kommercielle spande kan ikke modstå 121°C dampautoklavering eller aggressiv rotation af desinfektionsmiddel (alkoholer, peroxider, hypokloriter) uden at vride, revne eller afgasse - diskvalificere dem fra klasse A/B farmaceutisk brug, hvor sterile rengøringsværktøjer er obligatoriske.
GMP & ISO 14644 Krav til forureningskontrol
EU GMP Annex 1 kræver, at materialer, der anvendes i renrum, udvælges til at minimere partikeldannelse og modstå gentagen påføring af desinfektionsmidler og sporicide midler. Specifikt skal rengøring og desinfektion følge et skriftligt, valideret program; desinfektionsmidler og rengøringsmidler, der anvendes i klasse A/B områder, skal være sterile før brug; og rengøringsprocessen skal fjerne rester, der kan hæmme desinfektionsmiddeleffektiviteten. Forordningen påbyder brug af mere end ét desinfektionsmiddel med forskellige virkemåder, periodisk sporicid anvendelse og løbende overvågning for effektivitet og mikrobielle floraændringer. ISO 14644 giver den operationelle ramme: renrum er klassificeret efter luftbårne partikelkoncentrationsgrænser (ISO-klasse 5 = ≤3.520 partikler ≥0,5 µm/m³; Klasse 8 = ≤3.520.000), og alle aktiviteter – inklusive rengøring – må ikke gå på kompromis med disse. Dit moppe-spandsystem skal understøtte validerede rengøringsarbejdsgange uden at indføre partikler, forhindre fuldstændig drænbarhed eller skabe krydskontamineringsvektorer under overførsel mellem områder.
Designforskelle: Svejsninger, samlinger, drænbarhed, overfladefinish
Renrumsmoppespande bruger kontinuerlige TIG-svejsninger (ikke punktsvejsninger) med fuld penetration og glat perlefinish, hvilket eliminerer sprækker og partikelfælder. Samlinger er svejset eller ultralydsbundet (ikke nittet eller gevindskåret), og alle indvendige hjørner har profiler med stor radius (typisk R10-15 mm) for at eliminere døde zoner, hvor væske samler sig. Drænbarheden er konstrueret: skovle vipper eller har skrå bund med afløbsåbninger placeret på det sande lavpunkt, hvilket muliggør fuldstændig væskefjernelse og forhindrer overført kontaminering. Overfladefinish har betydning - renrumsspande i rustfrit stål får elektropolering (fjerner overfladeruhed til Ra <00,5 µm) og passivering (chromoxidlag forhindrer korrosion); polypropylenspande er støbt af harpiks af medicinsk kvalitet med glatte kavitetsfinisher, hvilket undgår sekundær bearbejdning, der skaber overfladefejl. Rammer og hjul anvender renrumskompatible materialer (rustfrit stål, anodiseret aluminium, termoplastiske hjul uden mærkning) med forseglede lejer for at forhindre smøremiddellækage og partikeldannelse under transport.
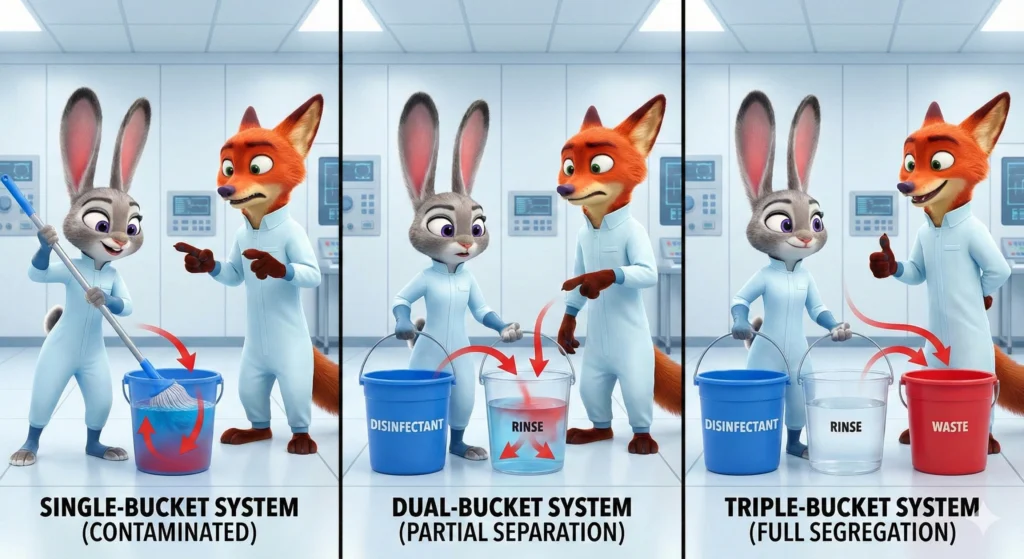
Figur 2: Sammenligning af spandkonfiguration, der illustrerer principper for væskeadskillelse. Enkeltspandesystemer (til venstre) skaber kontamineringsfeedback-sløjfer, hvor jorden vender tilbage til desinfektionsmiddelreservoiret, hvilket fortynder den aktive koncentration. Dobbeltspandsystemer (i midten) adskiller rent desinfektionsmiddel fra skyllevand, hvilket forhindrer direkte tilbageførsel, men tillader forurening af skyllevandet. Triple-spand-systemer (højre) isolerer forurenet spildevand i en dedikeret affaldsspand, og bibeholder desinfektions- og skyllevandets integritet gennem hele rengøringscyklusser - kritisk for Grad A/B farmaceutiske områder, hvor valideret desinfektionsmiddelkoncentration skal opretholdes.
Renrums moppespandkonfigurationer (1-, 2-, 3-spandsystemer)
Single-Bucket System: Når det er acceptabelt (ISO 7-8)
Enkeltspandesystemer bruger en spand indeholdende desinfektionsopløsning; moppen dyppes, vrides over den samme spand og påføres igen gentagne gange. Denne konfiguration er ikke acceptabel for at opnå GMP-standard renlighed i farmaceutisk fremstilling. Forskning viser, at mopping med en enkelt spand genindfører jord og mikrober i desinfektionsopløsningen med hver vridningscyklus, hvilket hurtigt fortynder den aktive koncentration og forurener efterfølgende gulvgange. Reduktioner i antallet af mikrobielle er markant lavere i forhold til multi-bucket-metoder. Single-bucket-tilgangen kan være tilstrækkelig i ikke-GMP-industrielle omgivelser (lagerkontorer, ikke-klassificerede supportrum), men opfylder ikke EU GMP Annex 1-valideringskravene for kontrolleret kontakttid for desinfektionsmiddel og forebyggelse af krydskontaminering. Selv i ISO Klasse 7–8 farmaceutiske emballager eller beklædningsområder, favoriserer lovgivningsmæssige forventninger og bedste praksis for kontamineringskontrol konfigurationer med to eller tre skovle.
Dual-Bucket System: Mest almindeligt for farmaceutiske områder
Systemer med to spande adskiller rent desinfektionsmiddel fysisk fra skyllevand. Spand 1 indeholder det validerede desinfektionsmiddel eller detergentopløsning; Spand 2 indeholder rent skyllevand med en vridemaskine placeret ovenover. Den validerede arbejdsgang: påfør opløsning fra spand 1 på gulvet, vend tilbage til spand 2 for at skylle moppen og vride forurenet væske ud, og genfyld derefter med frisk opløsning fra spand 1. Dette indskudte skylletrin forhindrer tilbageførsel af jord og biobyrde til det aktive desinfektionsmiddel, og opretholder en effektiv koncentration gennem hele rengøringscyklussen. Dual-bucket-systemer er velegnede til ISO Klasse 6-8 farmaceutiske områder (Grade C/D-produktionszoner, personaleluftsluser, påklædningsrum, emballagesuiter), hvor valideret desinfektion er påkrævet, men risikoprofilen tillader en forenklet arbejdsgang. De klarer sig markant bedre end enkelt-spand-metoder med hensyn til at opretholde desinfektionseffektivitet og reducere mikrobiel belastning, og de er minimumskonfigurationen for GMP-overholdelse i de fleste farmaceutiske rengørings-SOP'er. Men skyllevandet i spand 2 akkumulerer forurening over tid, og den opvredede væske fra forurenede mopper kan sprøjte tilbage og skabe en sekundær forureningskilde.
Triple-Bucket System: Påkrævet for Annex 1 Grade A/B/C Workflows
Triple-bucket-systemer tilføjer en dedikeret affaldsspand under vridemaskinen, der fysisk isolerer forurenet spildevand fra både skyllevandet og det aktive desinfektionsmiddel. Den validerede sekvens: Tør måloverfladen med opløsning fra spand 1 (desinfektionsmiddel/opvaskemiddel), vend tilbage til vridemaskinen placeret over spand 3 (tom affaldsspand) og vrid den forurenede væske ud, skyl moppen i spand 2 (rent vand) og vrid igen ind i spand 3, genfyld derefter den friske opløsning fra denne B-protokol fra denne B-protokol. skyllevand og desinfektionsopløsningen, hvilket giver overlegen rengørings- og desinfektionseffektivitet sammenlignet med konfigurationer med to spande – især når de kombineres med mekaniske vridemaskiner, der maksimerer væskeudvindingen. Branchevejledning anbefaler triple-bucket-systemer til EU GMP Grade A/B aseptiske behandlingsområder og Grade C-zoner indeholdende isolatorer, hvor kontamineringskontrolmarginerne er tættest, og desinfektionsmiddeleffektiviteten skal opretholdes på validerede niveauer gennem længere rengøringscyklusser. Affaldsspanden fanger biobyrden uden at genindføre den i rengøringssystemet, hvilket muliggør kvantificerbar validering af desinfektionsmiddelkoncentrationsstabilitet og mikrobiel reduktion.
Hvordan hver konfiguration påvirker biobelastningskontrol & Brug af desinfektionsmiddel
Skovlkonfiguration bestemmer direkte desinfektionsmiddelfortyndingshastigheden og biobyrdeakkumulering. Enkeltspandssystemer oplever eksponentiel fortynding: hver vridningscyklus tilføjer snavset vand tilbage i opløsningen, hvilket reducerer koncentrationen af aktive ingredienser og øger mikrobiel belastning. Efter 10-15 gulvgange kan koncentrationen af desinfektionsmiddel falde til under validerede effektivitetstærskler, og spanden bliver et bioburden-reservoir, der genforurener overflader. Dual-bucket-systemer forsinker denne nedbrydning ved at skylle mopper i separat vand før genpåfyldning af desinfektionsmiddel, men skyllespanden akkumulerer stadig forurening og skal skiftes hyppigt (typisk for hver 20-30 m² gulvareal). Triple-bucket-systemer opretholder desinfektionsmiddelkoncentrationsstabiliteten over 50-100 m² mopping ved at adskille spildevand fuldstændigt; forbruget af desinfektionsmiddel falder faktisk, fordi du ikke fortynder den aktive opløsning med snavset skyllevand. Afvejningen: triple-bucket-systemer kræver mere fysisk plads, mere operatørtræning (streng sekvensoverholdelse) og mere kompleks workflowvalidering – men de leverer reproducerbar kontakttid for desinfektionsmiddel og mikrobiel reduktion, der modstår regulatorisk kontrol. Til højrisiko farmaceutisk fremstilling (aseptisk påfyldning, lyofilisering, isolatormiljøer) er triple-bucket-konfigurationen faktisk obligatorisk.
Wringer vs Press Systems
Wringer-mekanismetype påvirker partikeldannelse, væskeudvindingseffektivitet og autoklavens holdbarhed. Rullevridere bruger to parallelle ruller (metal eller hård plast), der komprimerer moppehovedet, når det passerer mellem dem; pressesystemer bruger en perforeret kurv eller et bur, som operatøren presser nedad mod en plade og presser væske gennem perforeringerne. Mekaniske vridere (rulletype med gearet håndsving eller fodpedalaktivering) forbedrer rengøringseffektiviteten i systemer med flere skovle ved at maksimere væskeudvindingen - vridning fjerner 80-90 % af væsken versus 60-70 % for manuelle pressesystemer - hvilket reducerer kontaminering mellem spande og forlænger vandopløsningens levetid og desinfektionsmiddels levetid. Men rullevridere har flere bevægelige dele (lejer, gear, aksler), der kan generere partikler, hvis de ikke vedligeholdes korrekt, og ældre designs bruger udsatte metalkomponenter, der korroderer under aggressive desinfektionsmidler. Pressesystemer er mekanisk enklere (færre bevægelige dele = lavere risiko for partikeldannelse), fuldt autoklaverbare, når de er konstrueret af rustfrit stål eller højtemperaturpolypropylen, og lettere at rengøre/validere, fordi der ikke er nogen interne mekanismer til at fange biobelastning. For klasse A/B farmaceutiske områder, hvor partikelkontrol er kritisk, specificer presse-type vridemaskiner med elektropoleret rustfrit stål eller medicinsk kvalitet PP konstruktion, forseglet dræning og ingen udsatte lejer. Til Grade C/D-områder, hvor gennemstrømningen er vigtig, tilbyder rullevrigere med renrumskompatible lejer (forseglet, fødevaregodkendt smøremiddel) og korrosionsbestandig konstruktion hurtigere drift. Autoklavkompatibilitet er den afgørende faktor: Pressesystemer er 100 % autoklaverbare og viser ingen ydeevneforringelse over 500+ dampcyklusser; rullevridere med plastgear eller uforseglede lejer kan kræve komponentudskiftning efter 50-100 cyklusser.

Figur 3: Wringer-mekanisme sammenligning for partikelgenerering og autoklavekompatibilitet. Rullevridere (venstre) bruger tandhjul, aksler og lejer, der maksimerer væskeudsugning (80-90%), men genererer partikler fra bevægelige dele og kræver udskiftning af komponenter efter 50-100 autoklavecyklusser. Presse-type vridemaskiner (højre) bruger simple perforerede kurve med manuel kompression, der giver lavere væskeudvinding (60–70 %), men 100 % autoklavekompatibilitet på tværs af 500+ cyklusser uden bevægelige dele til at fange biobyrden – foretrukket til klasse A/B-miljøer, hvor partikelkontrol er kritisk.
Hvordan moppespande reducerer forurening
Adskillelse af rene vs snavsede væsker
Fysisk adskillelse af rent desinfektionsmiddel, skyllevand og forurenet spildevand er det centrale princip for forureningskontrol. Når rene og snavsede væsker blandes – som i systemer med en enkelt spand – skaber du en kontinuerlig forureningsfeedbacksløjfe: jord og biobelastning fjernet fra gulvet vender tilbage til desinfektionsmiddelreservoiret, hvilket reducerer den aktive koncentration, øger mikrobiel belastning og genforurener i sidste ende efterfølgende overfladepassager. Multi-bucket-systemer bryder denne sløjfe ved at dedikere separate beholdere til hver væskestrøm. I dobbeltspand-opsætninger kommer forurenet væske opvredet fra moppen ind i spand 2 (skyllevand), hvor mekanisk fortynding og bundfældning reducerer biobelastningen, før moppen genfyldes fra spand 1 (rent desinfektionsmiddel). I triple-spand-konfigurationer opfanges forurenet spildevand i spand 3 (affald), der aldrig blandes med hverken skyllevand eller desinfektionsmiddel. Denne adskillelse muliggør kvantitativ validering: Du kan prøve spand 1 gennem hele rengøringscyklussen for at verificere, at koncentrationen af desinfektionsmiddel forbliver over effektivitetstærsklerne, og du kan dyrke spand 3-affald for at måle den samlede fjernede biobyrde – data, der understøtter rengøringsvalideringsprotokoller og lukker revisionsresultater.
Forebyggelse af desinfektionsmiddelfortynding & Re-deposition
Desinfektionsmiddelfortynding er den skjulte fejltilstand i dårligt designede skovlsystemer. Hver milliliter snavset vand, der vrides tilbage i desinfektionsspanden, reducerer koncentrationen af det aktive stof. For kvaternære ammoniumforbindelser valideret ved 200 ppm, sænker en 10 % fortynding dig til 180 ppm - potentielt under den minimale effektive koncentration mod målorganismer. For sporicide protokoller med hydrogenperoxid (6 % H₂O₂ med 10 minutters kontakttid), kan fortynding til 5,2 % ugyldiggøre hele dit valideringsstudie. Triple-bucket-systemer forhindrer denne nedbrydning ved at sikre, at kun rent, ubrugt desinfektionsmiddel kommer ind i spand 1; opvredet væske går til spilde, ikke tilbage i den aktive opløsning. Genaflejring af rester – fænomenet, hvor forurenede moppehoveder genpåfører biobyrde på tidligere rensede overflader – forhindres af det obligatoriske skylletrin i spand 2. Jordpartikler og mikrobielle celler fanget i moppehovedfibre frigives til skyllevandet og opvredes i affald i stedet for at blive overført til næste gulvsektion. Dette er grunden til, at EU GMP Annex 1 kræver rengøring før desinfektion: fjernelse af grov forurening og rester sikrer, at desinfektionsmidlet kan nå valideret kontakttid på rene overflader, i stedet for at blive inaktiveret af organisk belastning eller fysiske barrierer.
Minimering af operatørinduceret partikelgenerering
Skovlsystemdesign påvirker, hvordan operatører interagerer med udstyret, hvilket direkte påvirker partikeldannelsen. Dårligt designede skovle kræver besværlige løft, overdreven bøjning eller kraftig vridning - alt dette øger operatørens bevægelser og mekaniske belastninger, der frigiver partikler fra beklædningsmaterialer og moppekomponenter. Renrumsoptimerede skovlsystemer bruger ergonomiske funktioner: fodpedalvridere (håndfri betjening reducerer handskekontakt og partikeldannelse), vippespandrammer (eliminerer løft til tømt affald) og mobile vogne med låsehjul (stabil vrideplatform forhindrer sprøjt). Wringer-højde og moppehåndtagslængde er specificeret for at give operatører mulighed for at arbejde i neutrale stillinger uden overdreven rækkevidde eller bøjning - kritisk i fuld aseptisk beklædning, hvor bevægelsesområdet er begrænset. Glatte væskestrømningsbaner (brede spandeåbninger, drypskærme, stænkskærme) forhindrer aerosoldannelse og dråbesprøjt, der opstår, når opvredet væske rammer spandens vægge med høj hastighed. Disse designdetaljer betyder noget i klasse A/B-miljøer, hvor ensrettet luftstrøm ikke må forstyrres, og partikeldannelse fra alle kilder – inklusive rengøringsoperationer – skal minimeres for at opretholde ISO Klasse 5-partikelgrænser.
Validering af skovlsystemer under EM (miljøovervågning)
Miljøovervågning giver bevis for, at din skovlsystemkonfiguration leverer valideret kontamineringskontrol. EM-protokoller bør omfatte partikelantal før- og efterrensning (levedygtige og ikke-levedygtige) på repræsentative gulvplaceringer, med acceptkriterier knyttet til ISO-målklassen. For eksempel bør ISO-klasse 7-områder (≤352.000 partikler ≥0,5 µm/m³ i hvile) vise partikelantal, der vender tilbage til hvileniveau inden for 15-30 minutter efter rengøring; vedvarende stigning indikerer, at selve rengøringsoperationen er en partikelkilde – ofte sporet til utilstrækkelig spandkonfiguration eller nedbrudte moppehoveder. Mikrobiel overfladeprøvetagning (kontaktplader, vatpinde) før og efter desinfektion validerer reduktion af biobyrden; manglende opnåelse >3-log reduktion indikerer typisk desinfektionsmiddelfortynding (enkelt- eller dårligt administreret dobbeltspandsystem) eller utilstrækkelig kontakttid. Tendensanalyse er kritisk: Hvis antallet af partikler eller mikroorganismer stiger i løbet af sekventielle rengøringscyklusser, mens du bruger den samme spandkonfiguration, bliver dit skyllevand eller desinfektionsmiddel et forureningsreservoir - den rygende pistol til utilstrækkelig væskeudskillelse. Valider dit spandsystem ved at demonstrere, at desinfektionsmiddelkoncentrationen (målt via titrering eller teststrimler) forbliver over validerede effektivitetstærskler gennem en komplet rengøringscyklus, der dækker dit anlægs maksimale gulvareal pr. spandskift. Til grundlæggende principper for forureningskontrol, se omfattende renrumsmoppevejledning.
Hvordan korrekt skovldesign reducerer revisionsobservationer
Regulatoriske inspektører leder efter tre skovlrelaterede fejltilstande. For det første utilstrækkelig væskeadskillelse: Hvis du bruger enkeltspandsystemer eller dobbeltspandsopsætninger uden validerede udskiftningsfrekvenser, skal du forvente en 483-observation for rengøringsprocedurer, der ikke er valideret for at forhindre krydskontaminering. For det andet ikke-sterile desinfektionsmidler i klasse A/B: Bilag 1 kræver eksplicit sterile desinfektionsmidler og rengøringsværktøjer til aseptiske områder; hvis dine spande og opløsninger ikke er præsteriliseret eller autoklaveret med dokumenteret SAL 10⁻⁶, er det en konstatering. For det tredje, mangel på valideringsdokumentation: auditorer vil bede om dit skovlsystems kvalifikationsprotokol (IQ/OQ/PQ), rengøringsvalideringsundersøgelse, der viser desinfektionsmiddelstabilitet og biobelastningsreduktion på tværs af repræsentative gulvarealer, og SOP, der definerer skovludskiftningshyppigheder, vridervedligeholdelse og operatørtræning. Korrekt skovldesign - tredobbelt skovl til klasse A/B/C, autoklaverbare materialer, fuldstændig drænbarhed, validerede rengøringsarbejdsgange - giver det tekniske grundlag for at besvare disse spørgsmål med data. Når inspektører spørger "Hvordan sikrer du, at desinfektionsmiddelkoncentrationen forbliver effektiv under hele rengøringscyklussen?" du peger på din triple-bucket adskillelsesprotokol og trenddata for desinfektionsmiddelkoncentration. Når de spørger "Hvordan forhindrer du krydskontaminering mellem produktbatcher?" du viser dem din validerede spandsteriliseringscyklus og dedikerede spandbeholdning pr. produktionspakke.
Anbefalede skovlmaterialer: rustfrit stål vs polypropylen (PP)
Rustfrit stål (SS304 / SS316): Autoklaverbar, længste levetid
Renrumsspande i rustfrit stål bruger enten 304- eller 316-legering, som begge tilbyder fuld autoklavekompatibilitet og lang levetid, når de vedligeholdes korrekt. SS316 giver overlegen korrosionsbestandighed i forhold til 304, især når den udsættes for natriumhypochlorit (blegemiddel) desinfektionsmidler. Forskning viser, at hypokloritioner aggressivt angriber rustfrit stål, hvilket forårsager grubetæring og sprækkekorrosion; dog tolererer 316 resterende klorkoncentrationer på 15-20 ppm i op til 24 timer, når kontakttiden er minimeret, temperaturen forbliver omgivende, og grundig skylning følger efter eksponering. For faciliteter, der bruger blegemiddelbaseret desinfektionsmiddelrotation (500-5000 ppm natriumhypochlorit), er SS316 den sikrere specifikation – selvom selv 316 kræver strenge protokoller (lav koncentration, kort kontakt, øjeblikkelig skylning) for at forhindre korrosion.
Elektropolering og passivering er obligatoriske overfladebehandlinger: elektropolering fjerner overfladeruhed til Ra <0.5 µm, hvilket eliminerer partikelfælder; passivering danner et chromoxidlag, der modstår korrosion og kemiske angreb. Spande i rustfrit stål er 100 % autoklaverbare ved 121°C i 30 minutter på tværs af 500+ dampcyklusser uden forringelse af ydeevnen – hvilket gør dem til guldstandarden for Grade A/B farmaceutiske faciliteter, der kræver daglig sterilisering. Kontinuerlige TIG-svejsninger med fuld gennemtrængning, afrundede indvendige hjørner (R10-15 mm radius) og glat perlefinish eliminerer sprækker og muliggør fuldstændig drænbarhed.
Afvejningen: spande i rustfrit stål koster 3-5 gange mere end polypropylen-ækvivalenter på forhånd ($200-$400 pr. spand mod $50-$100 for PP). SS316's levetid forlænger dog 10-15 år ved typisk farmaceutisk brug (forudsat korrekt hypoklorithåndtering), hvilket giver lavere TCO end PP-spande, der udskiftes hvert 2.-3. år. Vægt er en overvejelse - rustfri stel og skovle er betydeligt tungere end PP, hvilket påvirker operatørens ergonomi og vognens manøvredygtighed.
Renrumskvalitet PP: Let, korrosionsbestandig
Polypropylenspande er støbt af harpiks af medicinsk kvalitet (densitet 0,855-0,946 g/cm³), hvilket giver letvægtshåndtering, bred kemisk resistens og autoklavekompatibilitet til lavere forudgående omkostninger. PP modstår de fleste farmaceutiske desinfektionsmidler ved stuetemperatur: 70% isopropylalkohol, 3-6% hydrogenperoxid, kvaternære ammoniumforbindelser og moderate koncentrationer af ikke-oxiderende syrer/baser kan opbevares og bruges i PP-beholdere. PP viser bedre tolerance over for højkoncentreret blegemiddel i forhold til rustfrit stål (ingen risiko for grubetæring), selvom oxidationsmidler accelererer PP-nedbrydning over tid.
PP-spande modstår gentagne 121°C autoklavecyklusser - det er derfor, medicinsk og laboratorieudstyr bruger PP i udstrakt grad. Men gentagen varmepåvirkning forårsager termooxidativ ældning: PP bliver gradvist skørt, udvikler overfladerevner, revner og tab af slagstyrke. Typisk levetid er 50-100 autoklavecyklusser, før synlig nedbrydning (hvidning, skørhed, mikrorevner) kræver udskiftning - omkring 1-2 år i højbrugsfarmaceutiske operationer versus 10+ år for rustfrit stål.
Den forudgående omkostningsfordel ($50-$100 pr. spand) gør PP attraktiv for faciliteter med begrænsede kapitalbudgetter, lavere autoklavefrekvens eller engangs-/engangsarbejdsgange. PP-spande er ofte specificeret til Grade C/D-støtteområder, bioteknologiske pilotfaciliteter og multiproduktproducenter, som adskiller skovlbeholdning efter produktlinje for at forhindre krydskontaminering. Vægtreduktion (PP-skovle vejer 60-70 % mindre end tilsvarende rustfrit stål) forbedrer operatørens ergonomi og reducerer den fysiske belastning under transport.
Kemisk kompatibilitetsmatrix
| Desinfektionsmiddel type | Rustfrit stål (SS316) | Polypropylen (PP) |
| 70 % isopropylalkohol (IPA) | Fremragende; ingen nedbrydning over 1000+ cyklusser | Fremragende; stabil ved stuetemperatur |
| Hydrogenperoxid (3-6 %) | Fremragende; verificere koncentration/temp grænser | God; nedbrydes hurtigere kl >6% eller forhøjet temp |
| Natriumhypochlorit (500-5000 ppm) | Moderat; 316 tåler 15-20 ppm med skylning; højere koncentrationer kræver strenge protokoller | Fremragende; ingen pittingrisiko; oxidativ aldring over tid |
| Kvaternære ammoniumforbindelser | Fremragende; bred kompatibilitet | Fremragende; stabil med de fleste QAC-formuleringer |
| Autoklav (121°C, 30 min) | 500+ cyklusser; intet præstationstab | 50-100 cyklusser før skørhed |
| Servicelevetid (typisk medicinbrug) | 10-15 år (med korrekt hypochloritbehandling) | 1-3 år (højt brug); 3-5 år (moderat brug) |
| Forhåndspris (pr. spand) | $200-$400 | $50-$100 |
| TCO (10 års levetid) | $200-$400 (enkelt køb) | $200-$500 (3-5 erstatninger) |

Figur 4: Sammenligning af spandmateriale matrix kontrasterende rustfrit stål SS316 (venstre) versus renrumskvalitet polypropylen (højre). SS316 tilbyder 500+ autoklavecyklusser, 10-15 års levetid og overlegen korrosionsbestandighed (tolererer 15-20 ppm resterende klor med skylning) til højere forudgående omkostninger ($200-$400). PP giver letvægtshåndtering (60-70 % vægtreduktion), ingen risiko for grubetæring fra blegemiddel og lavere initialinvestering ($50-$100), men kræver udskiftning efter 50-100 autoklavecyklusser (1-3 år) på grund af termooxidativ skørhed. Materialevalg afhænger af autoklavefrekvens, desinfektionsmiddelkemi og facilitets TCO-analyse.
Desinfektion og autoklavecyklus påvirker materialestabilitet
Autoklavecyklusfrekvens bestemmer direkte PP-skovludskiftningskadence. Faciliteter, der autoklaverer spande dagligt (365 cyklusser/år), vil se PP-nedbrydning inden for 3-6 måneder; autoklavering ugentligt (52 cyklusser/år) forlænger PP's levetid til 18-24 måneder. Overvåg PP-spande for udskiftningsindikatorer: overfladeblegning/kridning, skørhed (revner, når de tabes eller belastes), vridning (skovlene sidder ikke længere fladt eller tætner ordentligt) og lækage ved sømme eller bundsamlinger. Udskift med det samme, når nedbrydning forekommer - fortsat brug risikerer partikeldannelse og forurening af rengøringsopløsninger.
Spande i rustfrit stål viser minimal nedbrydning fra autoklavecyklusser, men kræver vedligeholdelse efter desinfektion, når de udsættes for hypoklorit: Skyl grundigt med DI-vand umiddelbart efter kontakt med blegemiddel, inspicér for grubetæring eller sprækkekorrosion hvert kvartal, og genpassivér, hvis overfladen bliver sløv eller misfarvning. Faciliteter, der bruger aggressive blegeprotokoller (>1000 ppm, daglig eksponering) bør overveje at rotere til hydrogenperoxid eller alkoholbaserede sporicide midler for at forlænge rustfrit ståls levetid.
Hvordan materialevalg påvirker langsigtet TCO
Til storvolumen farmaceutisk fremstilling (daglige autoklavecyklusser, stor skovlbeholdning, 10+ års levetid på faciliteten), leverer rustfrit stål SS316 den laveste TCO på trods af 3-5 gange højere forudgående omkostninger. Et anlæg, der bruger 20 skovle, autoklaveres dagligt, vil erstatte PP-spande 3-5 gange over 10 år ($3.000–$10.000 samlede omkostninger plus bortskaffelses- og genkvalificeringsarbejde) versus engangskøb af rustfrit stål ($4.000–$8.000 uden udskiftninger). Faktor i valideringsarbejdsbyrden: hver PP-spandudskiftningsbatch kræver genkvalifikationstest (partikelgenerering, kemisk kompatibilitet, dimensionsstabilitet) – QA-arbejde, som rustfrit stål undgår.
Til operationer med lavt volumen (pilotfaciliteter, R&D renrum, sjældne autoklavecyklusser, <5-årige projekttidslinjer), PP-spande giver bedre økonomi. En lille biotek med 5 spande, der autoklaveres ugentligt, vil bruge PP i 18-24 måneder før udskiftning ($250-$500 på forhånd) mod $1.000-$2.000 for rustfrit - og anlægget kan skalere eller dreje, før det når PP's end-of-life. Til komplette integrerede moppesystemer, se købers guide, der sammenligner konfigurationer af skovl/moppe/vogn.
Ideel moppespandopsætning til Pharma & Biotek
EU Annex 1 Forventninger til klasse A/B/C/D rengøringsværktøjer
EU GMP Annex 1 påbyder, at desinfektionsmidler og rengøringsmidler, der anvendes i klasse A/B områder, skal være sterile før brug. Dette krav omfatter spandene, der indeholder disse løsninger: enten præsteriliser spandene (gammastråling, EO-gas, autoklave med SAL 10⁻⁶ dokumentation) eller implementer validerede in-house autoklaveprotokoller. Grade A/B arbejdsgange kræver systemer med tre skovle for at opretholde koncentrationen af desinfektionsmiddel og forhindre krydskontaminering; Grad C-områder, der indeholder isolatorer eller højrisikobehandling, drager også fordel af triple-bucket-konfigurationer. Grade C/D-støtteområder (omklædningsrum, pakkesuiter, luftsluser) kan bruge dobbeltspandsystemer med validerede udskiftningsfrekvenser.
Alle spande – uanset kvalitet – skal bruge materialer, der minimerer partikeldannelse, modstår gentagen desinfektionsmiddel/sporicidpåføring og muliggør fuldstændig drænbarhed. Buede hjørner, glatte overflader, kontinuerlige svejsninger og vipperammer til fjernelse af affald er ikke-omsættelige designfunktioner. Valideret overførselsdesinfektion er påkrævet, når skovle flyttes mellem klasser: spande i klasse D skal gennemgå overfladedesinfektion, før de går ind i klasse C, og grad C spande kræver validerede overførselsprotokoller før klasse B indgang.
Komplet konfiguration af skovlsystem (skovle + wringer + ramme)
Et valideret renrumsmoppespandsystem integrerer flere komponenter: spande (rent desinfektionsmiddel, skyllevand, affald), vridemekanisme (pressetype eller rulle), mobil vognramme (rustfrit eller anodiseret aluminium med renrumshjul) og hjælpefunktioner (opbevaring af moppehåndtag, handske/værktøjskroge, drypskjolde). For Grade A/B triple-spand-opsætning: Konfigurer spand 1 (5-10 l kapacitet) med sterilt desinfektionsmiddel, spand 2 (10-15 l) med sterilt skyllevand og spand 3 (10-15 l) som tom affaldsopsamler under vridemaskinen. Placer vrideren direkte over spand 3 for at opfange al opvredet væske uden at sprøjte.
Vognens rammer skal bruge ikke-mærkende, renrumskompatible hjul (polyurethan- eller termoplastiske hjul, forseglede lejer, låsemekanismer), der glider jævnt uden at generere partikler eller efterlade gulvmærker. Integreret værktøjsopbevaring (moppehåndtagsclips, sprayflaskekroge) holder alle rengøringsredskaber på én mobil platform, hvilket reducerer risikoen for krydskontaminering under rum-til-rum-transport. Drypskærme og stænkskærme omkring vridezoner forhindrer aerosoldannelse af forurenet væske.
SOP-integration: Rotation af desinfektionsmiddel, udskiftning af moppe, affaldshåndtering
SOP'er skal definere validerede arbejdsgange for hvert bucket-systemelement. Desinfektionsmiddelrotation: specificer, hvilke desinfektionsmidler der fylder spand 1 efter dag/uge (f.eks. mandag/onsdag = 70 % IPA; tirsdag/torsdag = 3 % H₂O₂; fredag = 1000 ppm blegemiddel; ugentlig = sporicidt middel), validerede kontakttider for hver og maksimale tilberedte opløsningsperioder. Udskiftning af moppehoved: definer hyppigheden pr. renset område (udskift f.eks. moppehovedet for hver 30 m² eller når det er synligt snavset), adskillelse efter kvalitet (klasse A/B mopper aldrig brugt i C/D) og validerede vaske-/steriliseringscyklusser mellem brug.
Affaldshåndtering: angiv, hvordan indholdet i spand 3 skal bortskaffes (kemisk affaldsstrøm, afløb til valideret vask, biohazard-protokol afhængigt af fremstillingsprodukt), maksimal fyldevolumen før tømning (forhindrer sprøjt under transport) og dekontamineringskrav før spand genbruges. Farvekodede spande og moppehåndtag efter kvalitet eller desinfektionsmiddeltype: blå for klasse A/B, grøn for klasse C, gul for klasse D; eller rød for blegemiddel, blå for peroxid, klar for alkohol. Visuel styring forhindrer operatørfejl, der udløser krydskontaminering.
Anbefalede spandstørrelser, fyldningsniveauer og etiketkodning
Skovlstørrelse afbalancerer desinfektionsmiddelvolumen (tilstrækkeligt til målgulvarealet) mod vægt/ergonomi (operatører kan manøvrere fuldt læssede vogne). Klasse A/B triple-spand-systemer: 5-10 l kapacitet for spand 1 (desinfektionsmiddel - mindre volumen opretholder koncentrationen), 10-15 l for spand 2 (skyllevand - større volumen rummer flere skyllecyklusser), 15-20 l for spand 3 (affaldsopsamler). Klasse C/D dobbeltspandsystemer: 10–15 L for begge skovle. Fyld spande til 60-70 % kapacitet (forhindrer skvulp under transport, giver plads til opvredet væske i affaldsspanden).
Etiketkodning skal omfatte: spandfunktion (desinfektionsmiddel / skylning / affald), målkvalitet (A/B/C/D), desinfektionsmiddeltype og -koncentration, forberedelsesdato/-tidspunkt, udløbsdato/-tidspunkt (i henhold til validerede grænser for brug) og operatørinitialer. Brug vandtætte, autoklave-stabile etiketter (laser-ætsede rustfri etiketter, højtemperatur polyester etiketter), der overlever 121°C damp uden at falme eller delaminere. Farvekodede låg eller spandens yderside giver et øjeblikkeligt visuel bekræftelse under hurtige rengøringsoperationer.
Visuel styring: Farvekodning til lokaleklasser og arbejdsgange
Farvekodning forhindrer de mest almindelige skuffesystemfejl: Brug af Grade C/D-spande i Grade A/B uden gensterilisering, blanding af desinfektionsmiddeltyper eller overskridelse af validerede opløsningsperioder. Implementer to-niveau kodning: primær farve angiver målkvalitet (blå = A/B, grøn = C, gul = D), sekundær farve angiver desinfektionsmiddelfamilie (rød stribe = oxidationsmidler som blegemiddel/peroxid, blå stribe = alkoholer, hvid stribe = quats). Træn operatører, at skovle aldrig flytter til højere kvaliteter uden valideret sterilisering – visuelle signaler forstærker procedurekontrol.
Alternativt kan du kode efter produktionspakke eller produktlinje: lilla spande til fremstilling af produkt A, orange for produkt B, grå til fælles områder med flere produkter. Dette forhindrer krydskontaminering mellem produktkampagner og forenkler rengøringsvalidering (hver produktlinje har dedikeret spandbeholdning, hvilket eliminerer risiko for overførsel).
Autoklave-cyklusvejledning til skovle og komponenter
Autoklaver spande og vridekomponenter adskilt fra moppehoveder for at forhindre overbelastning og sikre dampgennemtrængning. Standardcyklus: 121°C i minimum 30 minutter, tyngdekraft eller prævakuumcyklus afhængig af belastningstæthed. Adskil vridemekanismerne (fjern presseplader, rullesamlinger) og orienter spandene omvendt eller vippet for at tillade kondensatdræning. Indlejr ikke spande (fanger damp, forhindrer grundig opvarmning); brug autoklavestativer med en afstand mellem spande 5-10 cm.
Post-autoklave: lad spandene køle af i steril opbevaring (minimum grad C) før brug. Hvis øjeblikkelig brug i klasse A/B er påkrævet, overføres spande via valideret gennemløb eller materialeluftsluse med valideret overførselsdesinfektion. Dokumenter hver autoklavecyklus (belastningsindhold, cyklusparametre, biologiske indikatorresultater, operatørsignatur) i henhold til 21 CFR 211.182 udstyrsrengøringsregistre. Genkvalificere autoklavens effektivitet kvartalsvis med biologiske indikatorer (Geobacillus stearothermophilus sporestrimler) placeret i værst tænkelige belastningssteder (spandinteriør, vridesamlinger).
Tjekliste for valideringsvenlig arbejdsgang (GMP-klar)
☑ Sterilisering før brug: Autoklaver spande, vridemaskiner og rammer ved 121°C i 30 minutter (eller leverandørleverede sterile forbrugsvarer med SAL 10⁻⁶ dokumentation). Opbevar steriliserede spande i klasse C eller bedre indtil brug. Forbered sterile desinfektionsmidler i rengjorte/steriliserede beholdere (krav til klasse A/B); overvåge for mikrobiel kontaminering og kontrollere udløb under brug.
☑ Kvalifikationsdokumentation: Oprethold IQ (installationskvalifikation), der dokumenterer skovlsystemets design, materialer, autoklavekompatibilitet og overfladefinishspecifikationer. Fuldstændig OQ (driftskvalifikation), der definerer desinfektionsmiddeldækning, kontakttider, vrideydelse og validerede udskiftningsfrekvenser. Udfør PQ (performance qualification), der demonstrerer partikelantal og biobelastningsreduktion på tværs af repræsentative gulvarealer, tilpasset facilitetskvaliteter og EM-acceptkriterier.
☑ Rengøringsvalidering: Validerer spandrensningsprocessen for at fjerne rester og snavs, der hæmmer desinfektionseffektiviteten. Vis desinfektionsmiddelkoncentrationsstabilitet i hele det maksimale gulvareal pr. udskiftning. Valider reduktion af biobyrde (>3-log) via mikrobiel overfladeprøvetagning før og efter rengøring.
☑ Forebyggelse af kontaminering på tværs af rum: Brug valideret overførselsdesinfektion ved flytning af skovle mellem grader (envejs flow: kun lav- til højkvalitets). Implementer luftsluseprotokoller (dørlåse, separate materiale-/personelluftsluser, skyl med filtreret luft). Åbn aldrig begge luftslusedøre samtidigt. Adskil skovlbeholdning efter kvalitet (Grade A/B spande kommer aldrig ind i C/D uden gensterilisering).
☑ EM acceptkriterier: Definer partikelantal og mikrobielle grænser pr. ISO-klasse (Grade A = luft ≤5 CFU/m³, bundfælde ≤1 CFU/4h, kontakt ≤1 CFU/plade; Grade B = luft ≤10, bundfælde ≤5, kontakt ≤5; Grade C = luft ≤5 kontakt ≤5; Grad D = luft ≤200, afregn ≤100, kontakt ≤50). Indstil alarm-/handlingsniveauer; undersøge udflugter. Trend EM-data til at detektere nedbrydning (stigende partikelantal, der korrelerer med rengøringsplaner, indikerer svigt af spand/moppesystem).
Valideringsvenlig rengøringsarbejdsgang (udvidet)
Trin-for-trin valideret arbejdsgang (ISO 5–8)
Forberedelse: Bekræft områdegradstatus, EM-prøveudtagningsberedskab, dørlåse og trykforskelle. Stage triple-bucket vogn via valideret overførselsdesinfektion. Tag fuld aseptisk beklædning på efter krav til klasse (Klasse A/B = steril kjole, dobbelthandske, ansigtsskærm; Grade C/D = renrumskjole, handsker, hårbetræk). Fyld spand 1 med sterilt desinfektionsmiddel (valideret koncentration, dokumenteret forberedelsestid), spand 2 med sterilt skyllevand, spand 3 tom. Fastgør sterilt moppehoved til håndtaget.
Udførelse: Påfør desinfektionsmiddel fra spand 1 med overlappende S-mønsterstrøg, der dækker 2-3 m² pr. gennemløb. Tilbage til indkøbskurven; anbring moppen over spand 3 (affald) og vrid grundigt. Dyp moppen i spand 2 (skyllevand), ryst for at frigøre fangede partikler, vrid ind i spand 3 igen. Genfyld moppen fra spand 1 (desinfektionsmiddel). Gentag sekvensen for hele målområdet. Gendesinficer handsker hvert 10.-15. minut (spray med IPA, tillad kontakttid, eller skift til friske sterile handsker).
Kontakt tid: Overhold valideret desinfektionsmiddelkontakttid, før overfladen erklæres "ren" (typisk 3-10 minutter afhængigt af middel og organisme). Gå ikke på våde overflader, før kontakttiden er gået. For sporicide midler kan kontakttiden strække sig til 10-30 minutter; Brug sekventiel rengøring (mop én zone, lad kontakttid, vask derefter næste zone, mens den først tørrer).
Udskiftninger: Udskift moppehovedet for hver 30-50 m² eller ved synligt snavset (alt efter hvad der kommer først). Skift spand 2 skyllevand for hver 20-30 m² (overvåg uklarhed; hvis skyllevandet ser uklart ud, skift det straks). Tøm Bucket 3-spild, når den er 70% fuld (forhindrer sprøjt). Desinfektionsmiddel i spand 1 bør holde i fuld rengøringscyklus, hvis triple-bucket protokol forhindrer fortynding; overvåg koncentrationen via teststrimler.

Figur 5: Valideret rengøringsarbejdsgang med tre spande for farmaceutiske områder i ISO 5–8 (Grade A/B/C). Sekvens: (1) Fyld spand 1 med sterilt desinfektionsmiddel, spand 2 med sterilt skyllevand, spand 3 tom til affald; (2) Påfør desinfektionsmiddel med overlappende S-mønsterstrøg, der dækker 2-3 m²; (3) Vrid moppen grundigt over spand 3 for at opfange forurenet væske uden tilbagesprøjtning; (4) Skyl moppen i spand 2 for at frigøre fangede partikler og biobelastning; (5) Vrid igen ind i spand 3, og genfyld derefter fra spand 1. Denne protokol opretholder desinfektionsmiddelkoncentrationen over validerede effektivitetstærskler gennem 50-100 m² rengøringscyklusser og muliggør kvantitativ validering via overvågning af desinfektionsmiddelkoncentration og dyrkning af affaldsbiobyrde.
Desinfektionsmiddel Kontakt Tidsforventninger
Validerede kontakttider varierer efter desinfektionsmiddelkemi og målorganismer. Alkoholer (70 % IPA): 30 sekunder til 2 minutter for vegetative bakterier; ineffektiv mod sporer (kræver sporicid rotation). Hydrogenperoxid (3–6%): 5–10 minutter til bredspektret desinfektion; 10-30 minutter for sporicid aktivitet. Natriumhypochlorit (500–5000 ppm): 5–10 minutter for bakterier og svampe; 10+ minutter for sporer. Kvaternære ammoniumforbindelser: 5-10 minutter til generel desinfektion; ineffektiv over for sporer (parret med sporicidt middel). Valider kontakttider ved hjælp af ASTM E2197 (overfladedesinfektion time-kill) eller tilsvarende testmetoder på repræsentative anlægsoverfladematerialer (epoxygulve, rustfrit stål, malede vægge).
Sådan undgår du at samle rester
Opsamling af rester opstår, når overskydende desinfektionsmiddel ophobes i gulvspalter, sømme eller lavtliggende områder, hvilket skaber klæbrige film, der tiltrækker partikler og forstyrrer efterfølgende desinfektionscyklusser. Forebyg pooling ved at vride moppehoveder grundigt (80–90 % væskeudtræk), ved at bruge korrekt moppeteknik (overlapningsslag uden overvædning) og sikre, at gulve har korrekt hældning/dræning (ingen flade døde zoner). Til områder med uundgåelige lave pletter, brug absorberende servietter eller gummiskraber til at fjerne overskydende væske, før kontakttiden udløber. Ophobning af rester indikerer utilstrækkelig skylning (spand 2 kontamineret, kræver hyppigere udskiftninger) eller for høj desinfektionsmiddelkoncentration (fortyndet i henhold til valideret protokol).
Operatørteknik Faktorer, der påvirker kontaminering
Selv med validerede skovlsystemer bestemmer operatørteknikken rengøringens effektivitet. Almindelige fejl: utilstrækkelig vridning mellem spandene (bærer biobyrde ind i skyllevand og desinfektionsmiddel), springer skylletrin over (efterlader organisk belastning på moppen, reducerer kontakt med desinfektionsmiddel), gå på våde overflader inden kontakttiden udløber (omfordeler biobyrde), berøring af ikke-desinficerede overflader, mens du bærer vektor- og overkontaminerede handsker (krydskontaminerede handsker), under transport spreder forurening).
Træning skal omfatte praktisk demonstration: korrekt S-mønster overlappende slag (sikrer fuld dækning uden mellemrum), vrideaktiveringsteknik (maksimer væskeudsugning uden at sprøjte), skovltransport (stabil vognbevægelse, låsning af hjul under vridning) og frekvens for re-desinfektion af handsker (hver 10.-15. min. eller efter berøring af overflader). Kvalificere operatører årligt via praktisk vurdering; observere rengøringsoperationer kvartalsvis for at identificere teknikdrift.







