Når miljøovervågning i en aseptisk påfyldningslinje af klasse A markerer en partikeludsving tredive minutter efter gulvmopping, fører undersøgelsen næsten altid til den samme grundlæggende årsag: selve renseværktøjet. Dit moppehoved kan bestå en sterilitetstest, men hvis rammens velcro-beslag fjerner fibre med hvert slag, eller hvis spandesystemet krydsforurener desinfektionsmiddel mellem zoner, har du indført forurening under dække af rengøring.
At vælge det rigtige renrumsmoppesystem handler ikke om at gennemse produktkataloger – det handler om at validere en integreret rengøringsworkflow, der opfylder EU's GMP Annex 1-krav (gælder siden august 2023), ISO 14644-5 driftsstandarder (opdateret 2025) og FDA CGMP-forventninger. Denne vejledning nedbryder, hvordan komplette moppesystemer – ikke individuelle komponenter – forhindrer de tre mest almindelige rengøringsfejl i renrum: partikelgenerering fra dårligt designede værktøjer, fortynding af desinfektionsmiddel i utilstrækkelige skovlopsætninger og dokumentationshuller, der udløser revisionsresultater. Du vil se præcis, hvilken systemarkitektur der matcher ISO 5-8 farmaceutiske produktionsmiljøer, hvilke valideringsbeviser, indkøbsteam har brug for for at retfærdiggøre kapitaludgifter, og hvordan MIDPOSIs validerede moppesystemer leverer nøglefærdig overensstemmelse med partikeldata, kemiske kompatibilitetsmatricer og IQ/OQ/PQ-skabeloner klar til QA-gennemgang.
Hvad er et renrumsmoppesystem? (Ikke bare en moppe)
Indkøbsspecifikationer, der kræver "en renrumsmoppe", går glip af pointen. Reguleringsmyndigheder vurderer ikke moppehoveder isoleret - de vurderer hele rengøringssystemets evne til at opretholde miljøkontrol. EU GMP Annex 1 (afsnit 4.29-4.31) kræver validerede rengørings- og desinfektionsprogrammer, hvor materialer tåler gentagen kemisk eksponering uden nedbrydning eller partikeludskillelse. ISO 14644-5:2025 pålægger faciliteter at etablere et driftskontrolprogram, der inkluderer et dokumenteret rengøringsprogram med defineret levetid for forbrugsstoffer. Et moppesystem er den driftsenhed, der lever op til disse krav.
Her er, hvad der omfatter et valideret renrumsmoppesystem:
Moppehoved — Forseglet-kant polyester eller mikrofiber konstruktion, der genererer <100 partikler/m² pr. IEST-RP-CC004 Helmke tromletest. Skal demonstrere kemisk kompatibilitet med alle desinfektionsmidler i din rotation (70 % IPA, hydrogenperoxid, pereddikesyre, kvaternære ammoniumforbindelser). For genanvendelige hoveder løber den validerede levetid typisk 50-100 autoklavecyklusser; til engangsbrug, gammasterilisering til SAL 10⁻⁶.
Mopperamme — Autoklaverbart rustfrit stål (SS316) eller højtemperatur polypropylen med forseglede lommer, der forhindrer fiberfrigivelse. Velcro-tilbehør diskvalificeres i klasse A/B-zoner; kun helt lukkede rammekanter opfylder bilag 1s krav til materiale med lavt affald.
Håndtag — Et stykke, spaltefri konstruktion. Gevindsamlinger og teleskopiske segmenter skaber partikelfælder, der overtræder ISO 14644-1 overfladefinishkrav. Validerede håndtag bruger kontinuerlige profiler af rustfrit stål eller renrumskvalitet polypropylen.
Skovlsystem — Det er her, de fleste systemer fejler. Bilag 1 afsnit 4.29-4.31 kræver validering af desinfektionsmiddeleffektivitet pr. overflademateriale, hvilket betyder, at din spandkonfiguration skal forhindre krydskontaminering og opretholde kontakttiden for desinfektionsmidlet. Enkeltspandesystemer fortynder desinfektionsmiddel med det samme; opsætninger med to spande (ren/snavset adskillelse) reducerer fortynding, men kompromitterer stadig rotationsdesinfektionsprotokollerne. Kun systemer med tre spande – forskylning, påføring af desinfektionsmiddel, slutskylning – opfylder de validerede arbejdsflowkrav for klasse A/B-miljøer, hvor bilag 1 kræver sterile rengøringsmidler.
Standarddriftsprocedurer — Systemet omfatter skriftlige protokoller, der definerer rotation af desinfektionsmiddel (mindst to midler med forskellige virkningsmåder, plus periodisk sporicid påføring i henhold til bilag 1), hyppighed af udskiftning af moppehoved, spandfyldningsvolumener og operatørteknik. Disse SOP'er knytter komponentspecifikationer til miljøovervågningsresultater.
Hvorfor er forskellen mellem "system" vigtig? Fordi inspektører gennemgår din strategi for forureningskontrol holistisk. Når de undersøger rengøringsvalideringsrapporter, leder de efter beviser for, at dine moppehovedpartikeldata, rammematerialekvalifikation og skovlarbejdsgange SOP'er stemmer overens for at producere konsistente miljøovervågningsresultater. Et moppehoved med en <Specifikationsark på 50 partikler/m² betyder ingenting, hvis din ramme udskiller fibre, eller dit spandsystem krydsforurener zoner. Systemet er den validerede enhed, ikke moppehovedet alene.

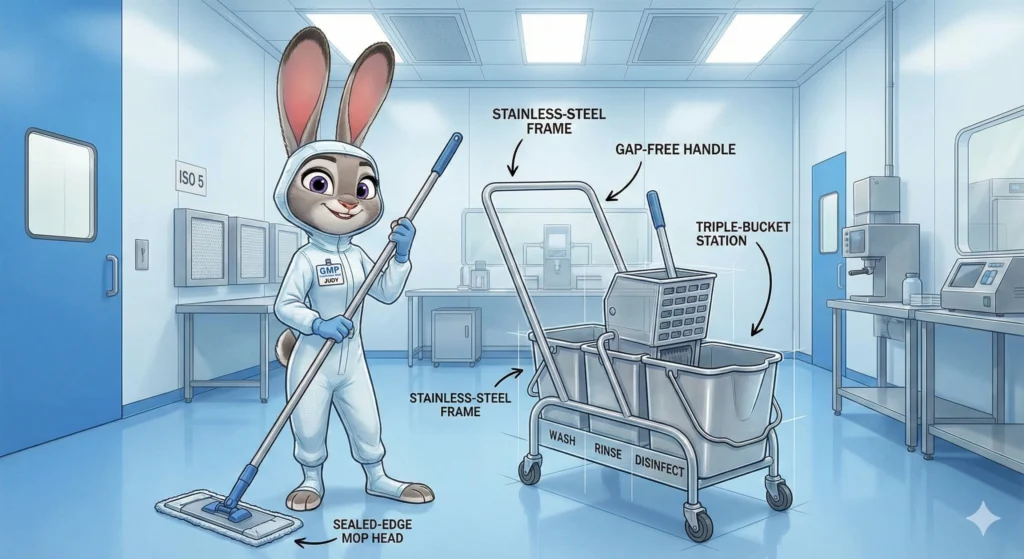
Figur 1: Komplet renrumsmoppesystem, der viser integrerede komponenter – moppehoved med forseglet kant, stel af rustfrit stål, håndtag i ét stykke og opsætning med tre skovle. EU GMP Annex 1 kræver validering af hele systemet, ikke individuelle komponenter, for at demonstrere kontamineringskontrol i henhold til kravene i ISO 14644-5:2025 Operations Control Program.
Systemkomponenter: Pude, ramme, håndtag & Bucket (GMP-valideret arkitektur)
Hver komponent i et renrumsmoppesystem medfører specifikke forureningsrisici. Indkøbsteams, der udvælger komponenter uafhængigt - "dette moppehoved ser godt ud, lad os parre det med den ramme" - ender med kvalifikationshuller, der dukker op under validering eller endnu værre, under FDA-inspektion. Her er, hvordan du vurderer hvert element i forhold til GMP-krav.
Moppehoved: Polyester med forseglet kant vs mikrofiber
Moppehovedet kontakter alle kritiske overflader i dit renrum, hvilket gør materialevalg til din første beslutning om forureningskontrol. To muligheder dominerer farmaceutiske applikationer, men kun den ene opfylder konsekvent bilag 1's krav til lav udskillelse.
Polyester med forseglet kant er den farmaceutiske standard. Kontinuerligt filament polyestergarn, termisk forseglet i alle kanter, genererer <50 partikler/m² i Helmke tromletest. Denne konstruktion forhindrer afskårne fibre i at frigives under brug. Kemisk resistens dækker hele desinfektionsspektret - det tåler 70 % IPA til rutinemæssig rengøring, overlever hydrogenperoxid og pereddikesyreoxidation (kritisk for sporicid rotation i henhold til bilag 1, afsnit 4.30), og forbliver stabil i kvartære ammoniumforbindelser. Autoklavens holdbarhed løber 80-100 cyklusser ved 121°C, før trækstyrken forringes under acceptkriterierne; gamma-steriliserede engangsversioner leverer SAL 10⁻⁶ til klasse A/B, hvor bilag 1 kræver sterile rengøringsmaterialer.
Mikrofiber giver højere partikelrisiko. Mens splitfiber mikrofiber udmærker sig ved væskeabsorption, skaber fiberopspaltningsprocessen afskårne kanter. Medmindre hver kant er termisk bundet, afgiver mikrofibermoppehoveder fragmenter - især efter gentagen vask eller autoklavering. Forbrugermikrofiber (den slags, der sælges til husholdningsrengøring) genererer mere end 200 partikler/m², hvilket diskvalificerer det fuldstændigt fra ISO 5-8 miljøer. Selv mikrofiber i renrumskvalitet med forseglede kanter viser partikelantal 2-3 gange højere end tilsvarende polyester. Omkostningsbesparelserne forsvinder, når du sporer en EM-udflugt til mikrofiberudskillelse.
Partikelgenereringsdata er ikke til forhandling. Efterspørg IEST-RP-CC004 Helmke tromletestrapporter, der viser partikelantal ved 0,5 µm og 5,0 µm, både før og efter simuleret brugskonditionering (f.eks. 10 autoklavecyklusser). Hvis leverandøren ikke kan levere disse data, er moppehovedet ikke valideret.
Kemisk forenelighed kræver eksponeringstest. Anmod om dokumentation, der viser moppehovedets integritet (visuel inspektion, trækprøvning, partikelafgivelse) efter 50 cyklusser af dit specifikke desinfektionsmiddel ved koncentration under brug. IPA-tolerance er bordspil; det egentlige spørgsmål er, om materialet overlever din sporicide rotation (ofte 6 % brintoverilte eller 0,8 % pereddikesyre) uden at nedbrydes.
Autoclave durability determines total cost of ownership. A mop head rated for 100 cycles at $15 per head costs $0.15 per use. Gamma-sterilized single-use heads at $8 each cost $8.00 per use but eliminate reprocessing validation and cross-contamination risk—often the right trade for Grade A aseptic core operations.
Mop Frame: Autoclavable, Sealed-Pocket Construction
The frame attaches mop head to handle. This interface is where most component-mix-and-match specifications fail.
Why Velcro Is Disqualified
Velcro hook-and-loop closures shed nylon fragments with every attachment cycle. Particle generation testing of Velcro mop frames consistently shows 150–300 particles/m²—triple the threshold for ISO 6 (Class 1,000) and catastrophic for ISO 5 (Class 100) Grade A/B zones. EU GMP Annex 1 explicitly requires materials that “minimize particle generation” (section 4.14). Velcro fails this requirement categorically.
Sealed-Pocket vs Cut-Edge Frames
Validated frames use sealed pockets where the mop head slides into a fully enclosed channel. The frame edge is either thermally welded (polypropylene frames) or mechanically crimped (stainless steel frames) to eliminate fiber exposure. Cut-edge frames—where the mop head simply folds over a flat bar—leave fabric edges exposed, allowing fibers to release during the push-pull motion of mopping.
Frame material options:
Stainless Steel 316L survives unlimited autoclave cycles, tolerates aggressive disinfectants (including high-concentration peroxide and peracetic acid), and provides the longest service life. Typical frame life exceeds 5 years in daily-use environments. Downsides: higher upfront cost ($80–$120 per frame) and weight (matters for operators cleaning large floor areas). SS316L is the standard for reusable mop systems in ISO 5–7 production suites.
High-Temperature Polypropylene (PP) offers lighter weight and lower cost ($30–$50 per frame) while maintaining autoclave compatibility (121°C for 50+ cycles). Chemical resistance covers IPA, quats, and moderate peroxide concentrations, but aggressive sporicidal agents degrade PP faster than stainless steel. Service life runs 2–3 years in typical use. PP frames work well for ISO 6–8 (Grade C/D) environments where cost sensitivity drives specification.
Gap-Free, One-Piece Construction
Seams, joints, and attachment points create particle traps. Validated frames are either welded (stainless) or molded (polypropylene) as single pieces. Multi-part frames with mechanical fasteners (screws, rivets) accumulate residue in threads and crevices—violations of ISO 14644-1 surface finish requirements that call for smooth, cleanable surfaces.
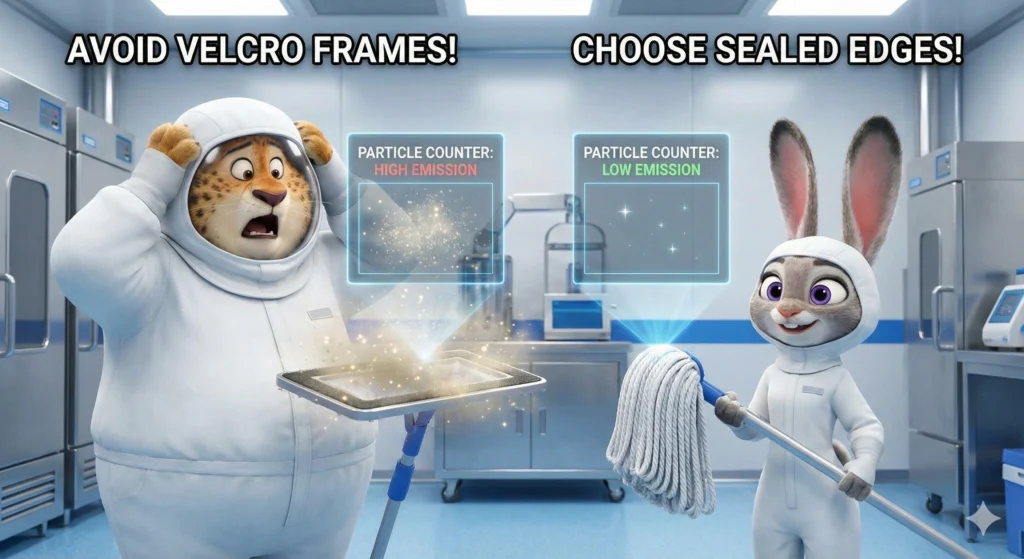
Figure 3: Sealed-edge polyester construction (left) vs cut-edge/Velcro frame (right). Thermal-sealed edges prevent particle generation (<50 particles/m² per IEST-RP-CC004), meeting ISO 14644-1 surface requirements. Velcro attachments and cut fabric edges create fiber release zones that generate 150–300 particles/m², disqualifying them from Grade A/B cleanrooms per EU GMP Annex 1 low-shedding material requirements (section 4.14).
Handle: One-Piece, Gap-Free, Cleanroom-Grade Materials
Handles seem simple until you examine where contamination hides.
Threaded Joints and Telescoping Segments Are Particle Sources
Commercial mop handles use threaded couplings to connect handle segments or adjust length. Every thread valley is a particle trap that collects residue from cleaning solutions, gowning fibers, and environmental fallout. During use, mechanical stress releases trapped particles. Telescoping handles—where one tube slides inside another—create friction zones that generate wear debris. These designs are incompatible with ISO 5–7 cleanroom standards.
Material Comparison
SS316 Stainless Steel: One-piece extrusions or single-weld construction, no threads, no joints. Length is fixed (typically 1.2–1.5 m for floor mops). Autoclave-compatible, chemically inert, unlimited service life. Weight: ~800–900 g. Cost: $60–$90. Best for high-grade environments (ISO 5–6, Grade A/B) where validation burden justifies capital investment.
High-Temperature Polypropylene: Injection-molded or extruded single-piece handles. Lighter weight (~300–400 g) reduces operator fatigue during extended cleaning. Autoclavable to 121°C for 50+ cycles. Chemical resistance matches PP frame limitations (IPA, quats, moderate peroxide). Cost: $20–$35. Suitable for ISO 6–8 (Grade B/C/D) where cost-performance balance favors disposable or semi-disposable workflows.
Attachment Mechanism to Frame
The handle-to-frame connection must be cleanable and secure without tools. Snap-lock designs that enclose the joint fully meet ISO surface requirements. Threaded connections (even when using cleanroom-compatible materials) create the same particle trap issues noted above. The best systems use tapered snap-fit connections where the handle end inserts into a matching frame socket—no threads, no tools, no gaps.
Bucket System: Dual vs Triple Bucket (Annex 1 Compliance)
Annex 1 sections 4.29–4.31 don’t explicitly mandate triple-bucket systems, but the validation requirements for disinfectant efficacy and cross-contamination prevention make triple-bucket configurations the only practical path to compliance in Grade A/B.
Why Single-Bucket Systems Fail Immediately
Single-bucket workflows—where the operator dips the mop into a bucket of disinfectant, mops the floor, and returns the mop to the same bucket—introduce floor contaminants (particles, bioburden, residues) directly into the disinfectant reservoir. After five dip cycles, disinfectant concentration drops as water and debris dilute the solution. After ten cycles, you’re mopping with contaminated water that spreads bioburden rather than removing it. This violates Annex 1 section 4.29’s requirement for validated disinfectant efficacy.
Dual-Bucket Shortcomings
Dual-bucket systems separate “clean” disinfectant (Bucket 1) from “dirty” rinse water (Bucket 2). The operator dips the mop in Bucket 1, mops a section, then rinses the mop in Bucket 2 before returning to Bucket 1 for the next section. This prevents gross contamination of the disinfectant but creates two problems:
- Disinfectant contact time is not controlled. Annex 1 requires validation of disinfectant efficacy per surface material, which means you must demonstrate that your application method achieves the required contact time (typically 1–5 minutes depending on the agent). In a dual-bucket workflow, the mop head carries disinfectant to the floor but immediately picks up water and debris, reducing contact time and diluting the agent.
- Disinfectant rotation fails. Annex 1 section 4.30 requires “more than one disinfectant with different modes of action” plus periodic sporicidal application. Dual-bucket systems provide no mechanism to apply different agents sequentially without fully draining and refilling buckets between agents—impractical during shift operations.
Why Triple-Bucket Systems Win
Triple-bucket configurations segregate:
- Bucket 1: Pre-rinse / debris removal — Plain purified water (or mild detergent solution) removes gross soil and particles. The operator mops a section, returns to Bucket 1, rinses, and wrings.
- Bucket 2: Disinfectant application — Contains the validated disinfectant at in-use concentration (e.g., 70% IPA for routine cleaning, or 6% hydrogen peroxide for sporicidal rotation). The operator dips the mop, wrings lightly to control solution volume, and applies to the floor. The mop head is not returned to Bucket 2 after use—it proceeds directly to Bucket 3.
- Bucket 3: Final rinse — Purified water removes excess disinfectant and ensures no agent carryover between zones (critical when rotating disinfectants or cleaning different grade areas sequentially).
This workflow achieves:
- Validated disinfectant contact time: Bucket 2 maintains disinfectant concentration because contaminated mops never return to it.
- Rotation-ready protocol: Swapping the agent in Bucket 2 (e.g., from IPA to hydrogen peroxide for sporicidal rotation per Annex 1 section 4.30) requires only draining and refilling Bucket 2, not the entire system.
- Cross-contamination prevention: Buckets 1 and 3 capture debris and rinse water; Bucket 2 remains uncontaminated throughout the shift.
Material and Construction Requirements
Stainless Steel Buckets (SS304 or SS316): Autoclavable, chemically inert, longest service life (10+ years). Typical capacity: 10–15 liters per bucket. Cost: $150–$250 per bucket (triple-bucket set: $450–$750). Best for validated reusable systems in long-term production facilities.
High-Temperature Polypropylene Buckets: Autoclavable to 121°C, lighter weight, lower cost ($40–$70 per bucket; triple set: $120–$210). Chemical resistance covers IPA, quats, moderate peroxide; aggressive sporicides shorten service life to 2–3 years. Suitable for cost-sensitive or semi-disposable workflows.
Wringer vs Press Mechanism: Wringers (roller or lever-action) generate particles from mechanical wear. Press plates (flat perforated inserts where the operator manually presses the mop head) eliminate moving parts and reduce particle generation. For ISO 5–6 (Grade A/B), press systems are preferred; for ISO 7–8 (Grade C/D), wringers are acceptable if qualified.
Color-Coding and Labeling
ISO 14644-5:2025 emphasizes operational controls that prevent cross-contamination. Color-coded bucket systems (e.g., blue for Bucket 1 pre-rinse, green for Bucket 2 disinfectant, yellow for Bucket 3 final rinse) reduce operator error. Permanent labels indicating bucket function, disinfectant type, and fill line further support SOP compliance and audit defense.

Figure 2: Triple-bucket workflow configuration meeting EU GMP Annex 1 sections 4.29–4.31 requirements for validated disinfectant efficacy. Bucket 1 (blue) removes gross soil, Bucket 2 (green) applies disinfectant at validated concentration without contamination return, Bucket 3 (yellow) performs final rinse to prevent agent carryover between zones. This segregated workflow maintains disinfectant stability and supports rotation protocols required by Annex 1 section 4.30.
Benefits of GMP-Validated Mop Systems (ISO 5–8 Success Factors)
Procurement cost comparisons often focus on the mop head unit price. What gets missed: the total cost of an environmental monitoring failure, an audit observation, or a batch hold traced to inadequate cleaning validation. Validated mop systems don’t just meet compliance—they prevent the operational disruptions that cost 10–100× the equipment investment.
1. Prevent Environmental Monitoring Failures
Particle excursions and elevated bioburden counts trigger deviation investigations that consume weeks of QA time, halt production lines, and create regulatory exposure. When investigations trace contamination to cleaning tools, the root cause analysis question becomes: “Why wasn’t the cleaning system validated to prevent this?”
Validated mop systems provide:
Partikelgenereringsdata that establishes baseline expectations. When your mop head’s Helmke drum test report shows <50 particles/m² and your routine EM samples show baseline particle counts before and after mopping (no excursions), you’ve demonstrated system control. If an excursion occurs, the validated baseline helps eliminate the mop as the variable—focusing investigation on other root causes.
Chemical compatibility evidence that prevents material degradation. Mop heads that survive 50+ autoclave cycles and 100+ disinfectant exposures (per validation testing) won’t suddenly shed fibers mid-shift. Unvalidated materials degrade unpredictably, releasing particles during use—the definition of an EM failure waiting to happen.
SOP-linked workflows that tie system use to EM outcomes. Your Contamination Control Strategy documents that mop system X, used per SOP Y, maintains Grade A particle counts between Z excursions per year. When EM trending shows stable performance, that’s validation; when it shows excursions, the validated baseline supports investigation.
Real cost of EM failures: A single Grade A particle excursion triggers 40–80 hours of investigation labor (QA review, root cause analysis, CAPA documentation). Multiply by 3–4 excursions/year from an unvalidated mop system, and you’ve spent $15,000–$30,000 in QA time alone—before counting any production impact.
2. Reduce Audit Findings (FDA/EMA/MHRA)
Regulatory inspections focus on cleaning validation evidence. Common audit observations related to cleaning systems include:
- “Inadequate validation of cleaning agent efficacy per surface material” (Annex 1 section 4.29 violation)
- “No documented service life for reusable cleaning consumables” (ISO 14644-5:2025 requirement)
- “Cleaning materials in Grade A/B areas not demonstrated sterile prior to use” (Annex 1 section 4.31 violation)
- “No evidence of particle generation testing for cleanroom mop heads”
Validated mop systems address these gaps with turnkey documentation:
Particle generation test reports (IEST-RP-CC004 Helmke drum data) demonstrate low-shedding material qualification.
Chemical compatibility matrices show validation of disinfectant exposure per Annex 1 requirements (IPA, peroxide, peracetic acid, quats—all tested at in-use concentrations).
Sterilization validation protocols (for gamma-sterilized single-use systems) or autoclave cycle qualification data (for reusable systems) prove sterility compliance in Grade A/B.
Service life documentation (autoclave cycle limits, retirement criteria) meets ISO 14644-5:2025 consumables requirements.
IQ/OQ/PQ skabeloner that integrate mop system qualification into your facility’s cleaning validation program.
Triple-bucket systems specifically address audit findings on disinfectant rotation. When inspectors ask, “How do you validate contact time and prevent cross-contamination during disinfectant rotation?” the triple-bucket workflow provides a documented, defensible answer. Dual-bucket or single-bucket systems force QA teams to justify validation gaps—explanations that rarely satisfy inspectors.
3. Extend Tool Service Life & Reduce Costs
Reusable mop systems with validated service life deliver better total cost of ownership than disposable alternatives—if, and only if, the system is designed for repeated sterilization cycles.
5-Year Cost Comparison (ISO 6 Cleanroom, 250 Cleaning Cycles/Year)
Validated Reusable System (sealed-edge polyester mop heads, SS316 frame/handle, autoclavable for 100 cycles):
- Initial equipment: $300 (frame + handle + buckets)
- Mop heads: 13 heads over 5 years ($15/head × 100 cycles each × 1,250 total cycles = 13 heads) = $195
- Reprocessing: Autoclave cost ~$2/cycle, 1,250 cycles = $2,500
- Total 5-year cost: $2,995 (~$600/year)
Gamma-Sterilized Single-Use System (pre-sterilized polyester mop heads, disposable PP frame, single-use workflow):
- Mop head + frame units: $12/unit × 250 uses/year × 5 years = $15,000
- No reprocessing cost
- Total 5-year cost: $15,000 (~$3,000/year)
Unvalidated Commercial System (microfiber mop heads, Velcro frame, dual-bucket, sourced from janitorial suppliers):
- Initial equipment: $80 (frame + handle + buckets)
- Mop heads: Fail particle testing after 20 cycles; require replacement every 5 months = 12 heads/year × 5 years = 60 heads × $10/head = $600
- EM excursion investigations: 3 excursions/year × $5,000 investigation cost = $15,000/year × 5 years = $75,000
- Total 5-year cost: $75,680 (~$15,136/year)
The validated reusable system costs 20% of the unvalidated system’s total expense—because it eliminates the EM failure penalty.
4. Ensure Disinfectant Contact-Time Stability
Annex 1 section 4.29 requires validated disinfectant efficacy, which depends on maintaining agent concentration and contact time throughout the cleaning shift. Bucket system design directly controls this.
Why Dual-Bucket Systems Fail Validation
Dual-bucket workflows can’t maintain disinfectant concentration. Every time the operator returns a contaminated mop to the “clean” bucket (even after rinsing in the “dirty” bucket), residual water and debris dilute the disinfectant. After 20 dip cycles, a 70% IPA solution drops to 60–65% effective concentration—below validated efficacy thresholds. Hydrogen peroxide is worse; organic debris rapidly decomposes peroxide, cutting its effective concentration in half after 10–15 cycles.
Why Triple-Bucket Systems Maintain Validation
The triple-bucket workflow isolates the disinfectant bucket (Bucket 2). Contaminated mops never return to it; they proceed from Bucket 2 directly to Bucket 3 (final rinse). This design keeps Bucket 2 at validated concentration for the entire shift. When your disinfectant efficacy validation shows that 70% IPA achieves 3-log bioburden reduction with 2-minute contact time, the triple-bucket system delivers that validated performance consistently—because concentration remains stable.
Contact time control: In a triple-bucket workflow, the operator applies disinfectant from Bucket 2, mops a defined area (typically 2–4 m²), and allows the solution to remain on the surface for the validated contact time before proceeding to the next section. The workflow SOP specifies contact time per disinfectant (e.g., 2 minutes for IPA, 5 minutes for hydrogen peroxide). This SOP-driven control isn’t feasible in dual-bucket systems where the operator continuously dips and mops without discrete dwell periods.

Top 3 Cleanroom Mop Systems for ISO 5–8 Pharma Lines
These system architectures represent the three validated approaches pharmaceutical facilities use to meet EU GMP Annex 1 and ISO 14644-5 requirements. Your choice depends on cleanroom grade, production volume, reprocessing capacity, and capital budget.
System 1 — Gamma-Sterilized Single-Use Mop System (Grade A/B)
Architecture: Pre-sterilized sealed-edge polyester mop head + disposable polypropylene frame, packaged in double-peel pouches, gamma-irradiated to SAL 10⁻⁶. Single-use workflow with no reprocessing.
Target Application: Aseptic filling suites, lyophilizer loading, vial inspection areas—any Grade A/B zone where Annex 1 section 4.31 requires sterile cleaning materials and cross-contamination risk must be eliminated completely.
Nøglespecifikationer:
- Particle generation: <50 particles/m² per IEST-RP-CC004 (tested post-irradiation to confirm gamma sterilization doesn’t degrade material)
- Sterility assurance level: 10⁻⁶ (pharmaceutical-grade gamma dose, typically 25–40 kGy)
- Chemical compatibility: Pre-qualified for 70% IPA, 6% hydrogen peroxide, 0.2–0.35% peracetic acid, sporicidal quats
- Double-peel pouch packaging for aseptic transfer into Grade A/B without outer carton contamination
- Certificate of Irradiation (CoI) and Certificate of Analysis (CoA) included with each lot
Advantages:
- Zero cross-contamination risk: Each cleaning event uses a fresh, sterile system
- No reprocessing validation required (eliminates autoclave qualification, cycle monitoring, retirement criteria)
- Immediate compliance with Annex 1 sterility requirements
- Forenkler SOP: Operatører håndterer ikke beslutninger om oparbejdning, cykelsporing eller moppehovedpensionering
Begrænsninger:
- Højeste pris pr. brug: $8-$12 pr. moppehoved + rammeenhed
- Genererer mere affald (bortskaffelseshensyn for anlæg med bæredygtighedsmandater)
- Kræver konsekvent forsyningskædestyring (gennemløbstider for gammasterilisering)
Ideel til: Kritiske zoner af høj kvalitet (Grade A aseptisk kerne, Grad B baggrund), lavfrekvent rengøring (1-2 cyklusser/dag), faciliteter med begrænset autoklavekapacitet eller operationer, der prioriterer absolut kontamineringskontrol over omkostninger.
System 2 — Autoklaverbart genanvendeligt polyestersystem (ISO 6–8)
Architecture: Sealed-edge polyester mop heads (100-cycle service life) + SS316 stainless steel frame and handle + autoclavable triple-bucket system (SS304/316 buckets). Reprocessing workflow: post-use laundering, autoclave sterilization (121°C, 30 minutes), cycle tracking, retirement at validated limits.
Target Application: Grade B/C production areas, Grade D warehousing and corridors, ISO 6–8 general manufacturing—zones where validated reusable systems deliver optimal ROI.
Nøglespecifikationer:
- Mop head: Continuous-filament polyester, four-edge thermal seal, <50 particles/m² new and <100 particles/m² after 50 autoclave cycles
- Frame: SS316L, sealed-pocket construction, no Velcro, mechanically crimped edges, weight 400–500 g
- Handle: SS316 one-piece extrusion, 1.2–1.5 m length, snap-fit frame connection, weight ~800 g
- Buckets: Triple-bucket SS304 set (10–15 L capacity each), autoclavable, color-coded (blue/green/yellow), press-plate wringer
- Service life: Mop heads validated to 80–100 autoclave cycles; frame/handle/buckets unlimited with proper maintenance
Advantages:
- Best total cost of ownership: ~$600/year for 250 cleaning cycles (see cost comparison in Section 4)
- Long equipment service life: Frame/handle/buckets last 5–10+ years
- Full validation documentation: Particle data, autoclave cycle qualification, chemical compatibility matrices, retirement SOPs
- Supports disinfectant rotation: Triple-bucket system enables per-shift agent changes (IPA to peroxide rotation per Annex 1 section 4.30)
Begrænsninger:
- Requires reprocessing infrastructure (washer, autoclave, cycle tracking system)
- Higher upfront capital ($500–$800 for complete system: frame, handle, 10–15 mop heads, triple-bucket set)
- Operator training needed for reprocessing SOP, cycle log management, retirement criteria
Ideel til: Medium- to high-frequency cleaning (2–5 cycles/day), facilities with existing autoclave capacity, operations seeking TCO optimization, sites with validated reprocessing programs already in place for gowning/gloves.
System 3 — Annex 1 Triple-Bucket Workflow System (Grade A/B/C)
Architecture: This is not a product configuration but a validated workflow system combining either System 1 or System 2 hardware with triple-bucket fluid management. The defining feature is operational control of disinfectant efficacy per Annex 1 sections 4.29–4.31.
Target Application: Any pharmaceutical cleanroom where disinfectant rotation is required, sporicidal agents are used, or inspectors expect documented validation of contact time and concentration control.
Workflow Specifications:
- Bucket 1 (Pre-rinse): Purified water or mild detergent (e.g., 0.5% Alcalex); removes gross soil/particles before disinfectant application
- Bucket 2 (Disinfectant): Contains validated agent at in-use concentration; mop heads dip here but never return post-use (prevents dilution)
- Bucket 3 (Final rinse): Purified water; removes excess disinfectant, prevents agent carryover between zones
- SOP-defined contact time: Operator applies disinfectant, allows validated dwell (e.g., 2 min for IPA, 5 min for H₂O₂), then proceeds
- Agent rotation protocol: Per Annex 1 section 4.30, facilities rotate ≥2 disinfectants (different modes of action) plus periodic sporicide; triple-bucket workflow accommodates daily or per-shift agent changes by draining/refilling Bucket 2 only
Key Validation Elements:
- Disinfectant efficacy testing: Demonstrate 3–4 log bioburden reduction at validated concentration and contact time
- Concentration stability study: Show that Bucket 2 maintains ≥95% of initial disinfectant concentration over full shift (no contaminated mop returns = no dilution)
- Cross-contamination prevention: Validate that Bucket 1 and Bucket 3 rinse water contains no detectable viable organisms above action limits
- SOP adherence monitoring: Use fill-line markers on buckets, time logs for contact time, and color-coding to reduce operator error
Advantages:
- Directly addresses the #1 audit finding on cleaning validation: “inadequate disinfectant efficacy validation”
- Enables compliance with Annex 1 disinfectant rotation requirements (section 4.30)
- Provides documented answer when inspectors ask, “How do you prevent cross-contamination during cleaning?”
- Supports multiple disinfectant agents in a single shift without cross-contamination
Begrænsninger:
- Requires more floor space: Three buckets vs one or two
- Longer setup time: Operators fill three buckets instead of one or two
- Higher training burden: Operators must understand workflow logic and SOP rationale (not just “dip and mop”)
Ideel til: Any facility facing audit scrutiny on cleaning validation, sites with Annex 1 disinfectant rotation requirements, operations where EM trends show bioburden excursions linked to cleaning, or QA teams seeking turnkey validation evidence.

Selection Framework:
- Grade A aseptic core → System 1 (single-use, gamma-sterilized) or System 3 (triple-bucket workflow)
- Grade B background to aseptic → System 2 (reusable polyester, SS316 hardware) + System 3 (triple-bucket workflow)
- Grade C/D general manufacturing → System 2 (reusable polyester, cost-optimized)
- Audit-risk mitigation priority → System 3 (triple-bucket workflow) regardless of grade
MIDPOSI Cleanroom Mop System Recommendation (ISO 5–8 Ready)
MIDPOSI cleanroom mop systems are engineered specifically for pharmaceutical GMP compliance, with every component designed to meet EU GMP Annex 1 and ISO 14644-5:2025 requirements. Our systems deliver turnkey validation packages that reduce your QA team’s qualification workload from months to weeks.
Why MIDPOSI Uses Sealed-Edge Polyester Only
We manufacture all mop heads with continuous-filament polyester yarn and four-edge thermal sealing—no cut edges, no Velcro, no microfiber shedding risks. This material selection is non-negotiable because it’s the only construction that consistently delivers <50 particles/m² across 100+ autoclave cycles.
Real Validation Data:
- Particle generation: 35–45 particles/m² (0.5 µm) per IEST-RP-CC004 Helmke drum testing, measured on new heads and again after 50 autoclave cycles
- Chemical compatibility: Validated exposure to 70% IPA (200 cycles), 6% H₂O₂ (100 cycles), 0.35% peracetic acid (50 cycles), and benzalkonium chloride quats (200 cycles)—all at in-use concentrations, with post-exposure particle testing confirming no degradation
- Autoclave durability: 100-cycle qualification protocol (121°C, 30 min per cycle) with tensile strength, visual integrity, and particle shedding measured at cycles 25, 50, 75, and 100
- Gamma sterilization (single-use option): 25–35 kGy dose, SAL 10⁻⁶, with post-irradiation particle testing confirming material stability
You receive this data with every mop head lot—not generic spec sheets, but batch-specific test reports your QA team can file directly in validation documentation.

Available Configurations (Reusable / Sterile / Triple-Bucket)
Reusable Polyester System (ISO 6–8 / Grade B/C/D)
- Mop heads: Sealed-edge polyester, 30 × 13 cm or 40 × 13 cm, autoclavable to 100 cycles, $14–$18/head
- Frame: SS316L sealed-pocket design, 300 mm or 400 mm width, mechanically crimped edges, $95–$125
- Handle: SS316 one-piece extrusion, 1.2 m or 1.5 m length, snap-fit connection, $75–$95
- Bucket system: Triple-bucket SS304 set (12 L capacity each), color-coded (blue/green/yellow), press-plate wringer, $650/set
- Complete system cost: $850–$1,100 (includes frame, handle, buckets, starter pack of 10 mop heads)
When to choose reusable: Medium- to high-frequency cleaning (2+ cycles/day), existing autoclave capacity, TCO optimization priority, Grade B/C/D zones where sterility can be achieved via terminal sterilization.
Gamma-Sterilized Single-Use System (ISO 5–6 / Grade A/B)
- Mop heads: Sealed-edge polyester + disposable PP frame, gamma-sterilized to SAL 10⁻₆, double-peel pouch packaging, $9–$13/unit
- Handle (reusable): High-temperature PP, autoclavable, snap-fit frame connection, $28–$35
- Bucket system: Optional triple-bucket autoclavable PP set, $180–$220
When to choose single-use: Grade A aseptic core operations, low-frequency cleaning (1–2 cycles/day), limited autoclave capacity, absolute cross-contamination prevention priority, facilities preferring to eliminate reprocessing validation.
Annex 1 Triple-Bucket Workflow Add-On
- Available for both reusable and single-use configurations
- Includes workflow SOP template, bucket fill-line markers, color-coded labels, disinfectant rotation log templates
- Validation support: Disinfectant concentration stability protocol, cross-contamination prevention validation template, contact time SOP guidance
Validation Package (Turnkey for QA Teams)
Every MIDPOSI cleanroom mop system ships with a complete validation package designed to integrate directly into your facility’s IQ/OQ/PQ protocols:
Particle Test Report — IEST-RP-CC004 Helmke drum data showing particle counts at 0.5 µm and 5.0 µm, tested on new material and after simulated-use conditioning (autoclave cycles or gamma irradiation). Batch-specific results traceable to your delivered lot.
Chemical Compatibility Data — Material integrity testing after exposure to your specific disinfectants. We pre-qualify IPA, hydrogen peroxide, peracetic acid, and quat compounds; if you use other agents (e.g., chlorine dioxide, sporicidal formulations), we’ll run custom compatibility testing and provide results before shipment.
Autoclave Cycle Validation — For reusable systems: 100-cycle qualification report showing tensile strength retention, visual integrity scoring, and particle generation trends across service life. Includes retirement criteria (typically: retire when particle count exceeds 150/m² or visual defects appear).
Sterilization Documentation — For gamma-sterilized systems: Certificate of Irradiation (dose and dose mapping per ISO 11137), post-irradiation sterility test results (USP <71>), material stability data confirming no radiation-induced degradation.
Certificates of Analysis & Conformance — Batch CoA covering material specifications (fiber type, edge seal integrity, dimensions); Certificate of Conformance stating compliance with ISO 14644-5 consumables requirements and EU GMP Annex 1 low-shedding material criteria.
IQ/OQ/PQ Templates — Editable protocols your QA team customizes for your facility:
- Installation Qualification (IQ): Equipment receipt, visual inspection, component identification, traceability verification
- Operational Qualification (OQ): Mop head attachment/detachment testing, bucket fill procedures, operator technique verification, SOP training records
- Performance Qualification (PQ): Environmental monitoring before/after cleaning with MIDPOSI system, particle count trending over 30–90 days, bioburden sampling demonstrating validated disinfectant efficacy
CTA: Request Pricing, Samples & Validation Documents
Ready to qualify your cleanroom mop system? MIDPOSI delivers:
- Free sample kits (1 mop head + frame for on-site particle testing)
- Custom quotes within 12 hours (quantity discounts for multi-site orders)
- Full validation packages with every order
- Technical support from contamination control specialists who’ve validated 200+ pharmaceutical cleaning systems
Contact MIDPOSI:
We respond to all inquiries within 12 business hours. For urgent qualification needs (audit prep, production line startups), ask about expedited validation document delivery.
FAQ — Cleanroom Mop Systems for Pharmaceutical Manufacturing
What mop system is required for Grade A/B cleanrooms?
EU GMP Annex 1 section 4.31 requires that disinfectants and detergents used in Grade A and Grade B areas must be sterile prior to use. This means your mop system must either be:
- Gamma-sterilized single-use: Pre-sterilized mop heads and frames (SAL 10⁻⁶) packaged for aseptic transfer into the Grade A/B zone. No reprocessing required—each cleaning event uses a fresh, sterile system.
- Autoclavable reusable system with terminal sterilization: Mop heads, frames, and buckets that undergo validated autoclave sterilization (121°C, 30 minutes minimum) after each use. Your facility must validate the autoclave cycle, establish service life limits (typically 80–100 cycles for sealed-edge polyester mop heads), and maintain cycle logs.
Begge tilgange opfylder sterilitetskravene i bilag 1. Engangssystemer eliminerer krydskontamineringsrisiko og genbehandlingsvalideringsbyrde; genanvendelige systemer giver bedre samlede ejeromkostninger, hvis du har autoklavekapacitet. Uanset hvad, skal moppesystemet også opfylde materialekrav: konstruktion med forseglet kant (ingen velcro, ingen afskårne stofkanter), partikeldannelse <100 partikler/m² pr. IEST-standarder og valideret kemisk kompatibilitet med alle desinfektionsmidler i din rotation (IPA, peroxid, sporicide midler).
Hvor mange autoklavecyklusser kan polyestermoppehoveder modstå?
Validerede polyestermoppehoveder med forseglet kant leverer typisk 80-100 autoklavecyklusser ved 121°C, før materialenedbrydning udløser pensionering. Den specifikke levetid afhænger af:
- Kantforseglingsintegritet: Firekants termiske tætninger forhindrer fiberfrigivelse; enhver tætningsfejl (synlig flossning, kantadskillelse) kræver øjeblikkelig tilbagetrækning uanset cyklusantal.
- Kemisk eksponering: Aggressive sporicide midler (brintoverilte med høj koncentration, pereddikesyre) fremskynder polyesternedbrydning. Moppehoveder, der udelukkende anvendes med 70 % IPA, overstiger ofte 100 cyklusser; hoveder udsat for 6 % H₂O₂ ugentligt kan trække sig tilbage efter 80 cyklusser.
- Mekanisk stress: Højfrekvent rengøring (3+ cyklusser/dag) forårsager mere slid end lavfrekvent brug. Hvidvaskningsintensiteten har også betydning - blide ekstraktionscyklusser bevarer materialet bedre end aggressive centrifugeringscyklusser.
Du skal validere levetiden for dine specifikke brugsforhold. Valideringsprotokollen måler partikelgenerering, trækstyrke og visuel integritet med intervaller (f.eks. cyklusser 25, 50, 75, 100). Pensionskriterier omfatter typisk: partikelantal overstiger 150/m², trækstyrke falder til under 50 % af originalen, eller der opstår visuelle defekter (huller, rifter, kantadskillelse). ISO 14644-5:2025 kræver dokumenteret levetid og tilbagetrækningskriterier for alle genanvendelige forbrugsstoffer; MIDPOSI giver en valideret 100-cyklus kvalifikationsrapport, som du kan anvende eller tilpasse til dit anlæg.
Hvorfor diskvalificeres forbrugermikrofibermopper til farmaceutiske renrum?
Mikrofibermopper i forbrugerkvalitet genererer 200-500 partikler/m² - langt over ISO 5-8 renrumsgrænser. Diskvalifikationen skyldes tre materielle mangler:
- Klip kanter: Mikrofibermopper til forbrugere bruger afskårne stofkanter (sømmede eller sømmede sømme) i stedet for termisk forseglede kanter. Hver afskåret fiberende er en partikelkilde. Under mopping frigiver mekanisk stress fiberfragmenter.
- Fiberspaltning nedbrydning: Mikrofiberrengøringsydelse afhænger af spaltede fibre, der skaber et stort overfladeareal. Men gentagen vask og autoklavering får fibre til at knække ved splittepunkter og frigive mikrofiberfragmenter. Efter 20-30 vaske-/autoklavecyklusser, partikeludskillelsesspidser.
- Kemisk uforenelighed: Forbrugermikrofiberblandinger (typisk polyester/polyamid) er ikke valideret til farmaceutiske desinfektionsmidler. Polyamid (nylon) nedbrydes i oxidationsmidler (brintoverilte, pereddikesyre), mister trækstyrke og afgiver partikler.
Selv "cleanroom-grade" mikrofiber med forseglede kanter genererer 2-3 gange flere partikler end tilsvarende polyester. EU GMP Annex 1 afsnit 4.14 kræver materialer, der "minimerer partikeldannelse." For ISO 5–7 (kvalitet A/B/C) er polyester med forseglet kant det eneste materiale, der konsekvent overholder partikelgrænserne i hele levetiden. Mikrofiber kan være acceptabelt til ISO 8 (Grade D) korridorer og lager – men kun hvis det er valideret med Helmke tromle partikeldata, der viser <100 partikler/m² efter simuleret brug.
Does Annex 1 require triple-bucket systems?
EU GMP Annex 1 does not explicitly mandate triple-bucket systems, but sections 4.29–4.31 create validation requirements that make triple-bucket configurations the only practical compliance path for Grade A/B:
- Section 4.29 requires validated disinfectant efficacy, which depends on maintaining agent concentration and contact time. Single-bucket and dual-bucket systems dilute disinfectant as contaminated mops return to the cleaning solution, invalidating efficacy claims.
- Section 4.30 requires “more than one disinfectant with different modes of action” plus periodic sporicidal application. Triple-bucket systems enable disinfectant rotation by isolating the application bucket (Bucket 2)—you drain and refill only Bucket 2 to change agents, without cross-contaminating pre-rinse (Bucket 1) or final-rinse (Bucket 3) reservoirs. Dual-bucket systems require draining the entire setup between agent changes, which is impractical during shift operations.
- Section 4.31 requires sterile disinfectants/detergents in Grade A/B. Triple-bucket workflows maintain sterility in Bucket 2 because contaminated mops never return to it after floor contact.
Inspektører vurderer din strategi for forureningskontrol holistisk. Når de gennemgår rengøringsvalidering, forventer de dokumenteret dokumentation for, at din spandkonfiguration forhindrer krydskontaminering og opretholder en valideret desinfektionsmiddelkoncentration. Faciliteter, der anvender enkelt- eller dobbeltspandssystemer, står over for revisionsresultater: "Utilstrækkelig validering af rengøringsmiddeleffektivitet pr. overflademateriale" (bilag 1, afsnit 4.29 overtrædelse). Triple-bucket-systemer giver den dokumenterede, forsvarlige arbejdsgang, der opfylder inspektørens forventninger.
For Grade C/D-områder, hvor sterilitetskravene er mindre strenge, kan dobbeltspandsystemer være acceptable, hvis de er validerede – men triple-bucket-konfigurationer tilbyder stadig bedre kontamineringskontrol og enklere kontrolforsvar.
What documentation is needed for mop system validation?
Pharmaceutical cleanroom mop system validation requires documentation that proves the complete system (mop head + frame + handle + buckets + workflow) maintains environmental control per ISO 14644 and EU GMP Annex 1. Your validation package must include:
Particle Generation Data: IEST-RP-CC004 Helmke drum test reports showing particle counts (≥0.5 µm and ≥5.0 µm) for mop heads in new condition and after simulated-use conditioning (e.g., 50 autoclave cycles). Acceptance: <100 particles/m² for ISO 6–8, <50 particles/m² for ISO 5. Frame and handle components should also be tested if particle-generating mechanisms exist (e.g., Velcro, threaded joints).
Chemical Compatibility Matrices: Materialeintegritetstestning efter eksponering for alle desinfektionsmidler i din rotation (IPA, hydrogenperoxid, pereddikesyre, quats, sporicide midler) ved koncentrationer under brug. Dokumentationen skal vise partikelantal efter eksponering, fastholdelse af trækstyrke og visuel integritet. Accept: ingen synlig nedbrydning, partikelantal forbliver inden for validerede grænser, trækstyrke ≥70% af originalen.
Steriliseringsvalidering: For genanvendelige systemer, autoklavcykluskvalificering (temperaturfordeling, gennemtrængningsundersøgelser, biologiske indikatorer), der viser sterilitetsopnåelse. For gamma-steriliserede engangssystemer, bestrålingscertifikat, der viser dosis- og dosiskortlægning i henhold til ISO 11137, plus sterilitetstestresultater pr. USP <71>.
Dokumentation for levetid: Til genanvendelige moppehoveder, validerede levetidsprotokoller, der viser tendenser til partikeldannelse, trækstyrke og visuel integritet på tværs af autoklavecyklusser. Skal inkludere pensionskriterier (f.eks. gå på pension efter 100 cyklusser, eller når partikelantallet overstiger 150/m², alt efter hvad der indtræffer først). ISO 14644-5:2025 kræver eksplicit definition af levetiden for forbrugsstoffer.
Standarddriftsprocedurer: Skriftlige protokoller, der dækker brug af moppesystem (opsætning af spand, fyldningsmængder af desinfektionsmiddel, hyppighed af skift af moppehoved, kontakttid pr. desinfektionsmiddel), genbehandling (vaskning, autoklavecyklusparametre, styring af cykluslog) og tilbagetrækning (kriterier, sporbarhed, bortskaffelse). SOP'er skal koble systembrug til miljøovervågningsresultater.
Installation/drifts-/ydelseskvalifikation (IQ/OQ/PQ): Protocols that qualify the mop system within your facility’s Contamination Control Strategy. IQ verifies equipment receipt and traceability; OQ tests operational parameters (mop head attachment, bucket workflow, operator training); PQ demonstrates that the system maintains environmental control (EM sampling before/after cleaning, particle trending, bioburden control over 30–90 days).
Certificates of Analysis & Conformance: Batch-specific CoA from the mop system supplier showing material specifications and test results; Certificate of Conformance stating compliance with ISO 14644 and EU GMP Annex 1 requirements.
MIDPOSI renrumsmoppesystemer leveres med nøglefærdige valideringspakker inklusive al ovenstående dokumentation i redigerbare formater, dit QA-team kan tilpasse til stedspecifik kvalifikation. Dette reducerer valideringstidslinjen fra 6-9 måneder (når man starter fra bunden) til 4-8 uger.







