Når en farmaceutisk QA manager opbygger en specifikation for renrumsmopper, kommer den første beslutning ofte ned til materiale: mikrofiber eller polyester? Markedsføringspåstande trækker i modsatte retninger - mikrofiberleverandører lægger vægt på overlegen absorberingsevne og partikelopsamling, mens polyesterleverandører peger på lavere fnugdannelse og længere autoklavelevetid. For faciliteter, der opererer under ISO 14644-1 og EU GMP Annex 1, er dette valg ikke et spørgsmål om præference. Det er en dokumenteret forureningskontrolbeslutning, der afgør, om dit rengøringsprogram bibeholder ISO-klassificering, består miljøovervågning og modstår regulatorisk kontrol.
The truth: neither material is universally “better.” Each has optimal use cases determined by fiber architecture, area classification, disinfectant chemistry, and operational priorities. Microfiber’s split-fiber construction delivers 6–8× absorbency and enhanced particle capture—ideal for spill management and large-area mopping in ISO 7–8 zones. Polyester’s continuous-filament design eliminates cut ends and maintains particle generation below 50 particles per stroke across 150–200 autoclave cycles—essential for ISO 5–6 aseptic support areas and aggressive disinfectant rotation programs. Choosing the wrong material for your application introduces contamination risk, shortens mop life, and complicates validation.
Denne guide sammenligner renrumsmopper af mikrofiber og polyester på tværs af fem dimensioner: fiberarkitektur og kantkonstruktion; absorption, holdbarhed og partikelkontrolydelse; pharma facilitet udvælgelseskriterier; ISO-beslutningsramme; og MIDPOSI produktanbefalinger. Til sidst vil du have en klar beslutningsmatrix, der matcher materiale til renrumsklassificering, operationelle arbejdsgange og budgetbegrænsninger – understøttet af data om partikelgenerering, validering af kemisk kompatibilitet og udrulning af lægemidler i den virkelige verden.
Mikrofiber vs polyester — Renrums strukturelle forskelle
The performance gap between microfiber and polyester cleanroom mops begins at the fiber level. Understanding how each material is engineered—from filament diameter to edge sealing method—explains why they behave differently under pharmaceutical cleanroom conditions.
Oversigt over fiberarkitektur
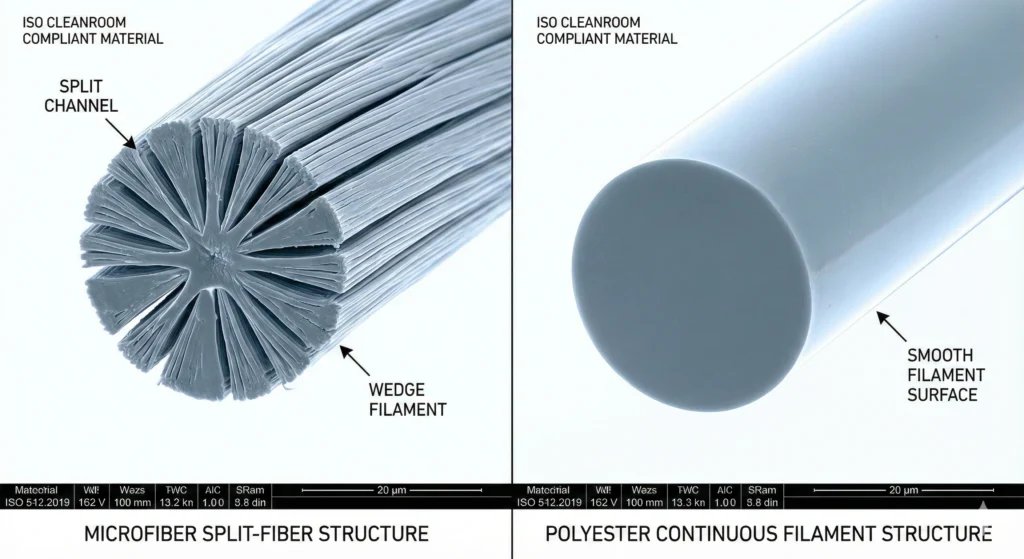
Microfiber: Split-Fiber, High Surface Area
Microfiber mop heads are constructed from ultra-fine synthetic fibers below 1 denier (≈10 micrometers in diameter)—roughly one-tenth the thickness of a human hair. Most pharmaceutical-grade cleanroom microfiber uses an 80/20 polyester/polyamide (nylon) blend engineered with split-fiber cross-sections. During manufacturing, the polyester and polyamide polymers are co-extruded, then mechanically or chemically split to create star-shaped or wedge-shaped fiber profiles with multiple grooves running lengthwise.
Denne splitfibergeometri har to funktioner. For det første øger det overfladearealet dramatisk pr. gram stof - hver fiber præsenterer flere kapillærkanaler, der suger væske gennem overfladespændingen og leverer 6-8× tørvægtsabsorbering. For det andet skaber rillerne mekaniske fælder for partikler: sub-mikron forurenende stoffer sætter sig i kanalerne under mopping, hvilket forbedrer partikelopsamlingseffektiviteten sammenlignet med glatte monofilamentfibre. For farmaceutiske faciliteter betyder det, at mikrofiber udmærker sig ved at fjerne resterende partikler og absorbere store mængder desinfektionsopløsning i en enkelt passage.
Split-fiber architecture introduces a structural trade-off. The grooves and thin fiber diameter make microfiber more vulnerable to mechanical abrasion and chemical degradation. Repeated autoclaving (steam at 121°C) and exposure to oxidizing disinfectants (hydrogen peroxide, sodium hypochlorite) can cause fiber splitting to progress into fiber breakage, increasing particle shedding over time. Microfiber mops typically qualify for 50–100 autoclave cycles—shorter than polyester, but sufficient for facilities with validated single-use or medium-cycle-life protocols.
Polyester: Continuous Filament, Low Particle Release
Polyester renrumsmopper bruger 100 % polyestergarn med kontinuerlige filamenter - lange, ubrudte tråde strikket til en stram stofstruktur uden afskårne fiberender. I modsætning til spundet garn (som sno korte fibre sammen, hvilket skaber svage punkter, hvor fibre kan trække sig ud), eliminerer kontinuerlige filamenter interne diskontinuiteter. Hvert garn løber i hele moppepuden, og strikstrukturen fordeler mekanisk belastning over hele stoffet.
Denne konstruktion leverer iboende lav-fnug-ydelse. Uden afskårne ender til at flosse og ingen korte fibre, der kan brydes løs, genererer kontinuerlig filamentpolyester et partikelantal langt under ISO-klasse 5-grænserne (<10 particles ≥0.5 µm per stroke) when edges are properly sealed. The smooth, round cross-section of polyester filaments also resists particle capture—absorbency is lower than microfiber (typically 3–4× dry weight)—but the material’s chemical inertness and thermal stability allow 150–200+ autoclave cycles with minimal dimensional change or performance degradation.
For low-lint cleanroom mops, continuous-filament polyester is the industry standard in ISO Class 5–7 aseptic support areas, where particle generation limits are tight and long service life reduces total cost of ownership. The fiber architecture also tolerates aggressive disinfectant rotation: 70% IPA, 3–35% hydrogen peroxide, quaternary ammonium compounds (2,000 ppm), and sodium hypochlorite up to 1% without significant fiber damage or color loss.
Why Fiber Geometry Determines Linting, Cleaning Behavior, and Sterilization Stability
The structural differences between split-fiber microfiber and continuous-filament polyester cascade into every performance metric:
- Linting: Microfiber’s thin, split fibers break under stress, releasing fibrous particles. Continuous-filament polyester’s thick, unbroken yarns resist breakage, maintaining low particle generation across hundreds of cycles.
- Absorberingsevne: Microfiber’s capillary channels wick liquid aggressively; polyester’s smooth surface absorbs more slowly but releases disinfectant more predictably during mopping.
- Holdbarhed: Microfiber degrades faster under oxidizers and heat; polyester maintains dimensional stability and mechanical strength across extended autoclave and chemical exposure.
- Particle capture: Microfiber traps particles in fiber grooves; polyester relies on knit density and does not capture particles as efficiently, but also does not release captured contaminants as easily during subsequent mopping.
These trade-offs mean material selection cannot be made on absorbency alone. A microfiber mop that absorbs 8× its weight may shed 200 particles per stroke in an ISO Class 6 area, pushing the environment out of classification. A polyester mop that absorbs only 3× its weight but generates <20 particles per stroke maintains compliance and lasts three times as many cycles.
Kantkonstruktionsforskelle
Edge construction is the single most critical factor determining whether a mop qualifies as “low lint” for pharmaceutical use. Even high-quality fiber material becomes a particle source if edges are left unsealed.
Microfiber: Higher Lint Risk Due to Split Ends
Microfiber’s split-fiber architecture makes edge sealing especially important. If edges are simply cut and left unsealed, the thin filaments unravel rapidly—each mopping pass pulls fibers loose, and the split structure accelerates breakage. A cut-edge microfiber mop can shed 500–1,000 particles per stroke, disqualifying it from any ISO-classified environment.
Pharmaceutical-grade microfiber mops address this through sealed-edge construction:
- Laser cutting: Simultaneous cutting and heat-sealing in a single pass, using focused laser energy to melt fiber ends and fuse them into a solid border. This method delivers the cleanest edge and is preferred for ISO Class 5–6 microfiber applications.
- Ultrasonic sealing: High-frequency vibration generates heat at the fabric edge, welding fibers together without introducing adhesives or foreign materials. Suitable for ISO Class 6–8 applications.
- Heat sealing: Thermal welding using heated tools to melt and bond fiber ends. Effective but may leave a thicker, stiffer edge compared to laser or ultrasonic methods.
Even with sealed edges, microfiber’s thin fiber diameter means sealed borders are less robust than polyester equivalents. Edges can separate after 30–50 autoclave cycles if the mop is subjected to aggressive wringing or abrasion, requiring earlier replacement to prevent particle excursions.
Polyester: Heat-Sealed, Ultrasonic Sealed, Continuous Perimeter Construction
Continuous-filament polyester’s thicker yarns create stronger sealed edges that resist separation across 150–200+ cycles. The same edge sealing methods are used—laser cutting, ultrasonic welding, thermal bonding—but the result is a more durable perimeter that tolerates repeated mechanical stress and chemical exposure.
Some polyester mop pads also use continuous perimeter construction, where the knit pattern is designed so yarns loop continuously around all four edges without cut ends. This eliminates edge sealing as a single point of failure, delivering the lowest possible particle generation for Grade A/B aseptic core applications.
Why Sealed Edges Are Mandatory for Pharmaceutical ISO Spaces
ISO 14644-1 klassificerer renrum efter koncentration af luftbårne partikler – afskårne kanter på mopper introducerer en ukontrolleret partikelkilde, der kan skubbe miljøer ud af specifikationen. EU GMP Annex 1 (afsnit 4.10) pålægger materialer, der anvendes i klassificerede områder, at minimere partikeldannelse; uforseglede eller dårligt forseglede moppekanter overtræder dette krav.
During regulatory inspections, auditors examine cleaning tool qualification records. A 2020 FDA Warning Letter specifically cited “fraying observed on mop heads used to clean the sterile suite” and “at least one mop head constructed of particle generating material,” concluding the facility lacked adequate contamination control. Sealed-edge construction is not a premium feature—it is a baseline GMP requirement for any mop entering ISO Class 5–8 areas.

Figure 2: Edge construction determines lint generation for both microfiber and polyester cleanroom mops. Cut edges (left) unravel during use, releasing 500–1,000 particles per stroke and disqualifying mops from ISO-classified environments. Heat-sealed edges (center) use thermal welding to fuse fiber ends, reducing particle generation to <100 particles/stroke—suitable for ISO Class 7–8 areas. Ultrasonic-sealed edges (right) bond fibers through high-frequency vibration without adhesives, achieving <50 particles/stroke for ISO Class 5–7 pharmaceutical applications. Sealed-edge construction is a baseline GMP requirement per EU GMP Annex 1 paragraph 4.10.
Opbakning & Vedhæftningsvariationer
Hvordan en moppepude fastgøres til dens ramme bestemmer brugervenlighed, krydskontamineringsrisiko og kompatibilitet med validerede hvidvask- eller steriliseringsprotokoller.
Krog-og-løkke (mikrofiber) vs lomme/klemme (forseglet polyesterkant)
Mange kommercielle mikrofibermopper bruger krog-og-løkke (Velcro) fastgørelsessystemer: en plast- eller stofstrimmel, der er syet på moppepudens bagside, der passer til de tilsvarende kroge på mopperammen. Dette design tillader hurtige padskift og er almindeligt i rengøringsopgaver.
For farmaceutiske renrum introducerer krog-og-løkke-systemer to kontamineringsrisici:
- Partikelgenerering fra velcro kroge: The plastic hooks shed microparticles when subjected to repeated attach/detach cycles and autoclave stress. Even “cleanroom-grade” Velcro generates measurable particles—typically 50–100 particles per attachment cycle—which may exceed ISO Class 5–6 acceptance criteria.
- Particle entrapment in hook structures: Lint, fibers, and bioburden from previous mopping operations lodge in the hook matrix and are not fully removed during laundering or autoclaving. This creates a hidden contamination reservoir that cross-contaminates subsequent mopping cycles.
As a result, sealed-edge polyester mops for pharmaceutical applications typically use alternative attachment methods:
- Pocket/sleeve attachment: The mop frame slides into a sewn pocket along one edge of the mop pad. No Velcro, no adhesives—just continuous-filament fabric throughout. This method is compatible with 200+ autoclave cycles and eliminates hook-related particle generation.
- Clip attachment: Spring-loaded or magnetic clips on the mop frame grip the mop pad edge. Clips are constructed from stainless steel or autoclave-stable polymers, validated for particle generation and cleanable between uses.
Why Velcro Disqualifies Most Microfiber Pads from ISO Applications
While hook-and-loop attachment is convenient, the particle generation and cross-contamination risks make it unsuitable for ISO Class 5–7 pharmaceutical cleanrooms. Facilities specifying microfiber mops for these areas should require sealed-edge pads with pocket or clip attachment, not Velcro-backed designs.
For ISO Class 8 support areas and non-aseptic zones, where particle limits are more lenient (3,520,000 particles/m³ at ≥0.5 µm), Velcro-backed microfiber may be acceptable if the CCS risk assessment justifies the trade-off between convenience and contamination control. However, best practice remains pocket or clip attachment across all classified areas to maintain system-wide consistency and simplify operator training.
Absorption, Holdbarhed & Sammenligning af partikelkontrol
When procurement teams evaluate cleanroom mop materials, three performance metrics dominate the decision: absorbency (how much disinfectant the mop can hold), particle shedding (whether the mop contaminates the environment), and durability (how many autoclave cycles before replacement). Microfiber and polyester trade off these attributes in opposite directions.
Absorption & Ydeevne til jordfjernelse
Microfiber = Superior Absorbency (6–8× Dry Weight)
Microfiber’s split-fiber channels create microscopic capillaries that wick liquid through surface tension. A 200-gram dry microfiber mop pad can absorb 1,200–1,600 grams of disinfectant solution—roughly 6–8 times its own weight. This high absorbency translates to practical advantages:
- Fewer mop changes: A single microfiber pad can clean larger floor areas (200–300 m² in ISO Class 7–8 environments) before requiring re-saturation or replacement.
- Spill management: Microfiber excels at absorbing and containing liquid spills—critical for facilities handling bulk disinfectants, buffer solutions, or cleaning chemical concentrates.
- Particle pickup: The fiber grooves mechanically trap particles during mopping, removing residual dust and lint more effectively than smooth-fiber materials.
However, high absorbency is not always an advantage in GMP workflows. Microfiber’s aggressive liquid uptake can make it difficult to control wet film thickness during validated disinfection. If a mop absorbs too much 70% IPA, the residual surface moisture may exceed drying time specifications, delaying room release or creating slip hazards. Operators must learn to pre-saturate microfiber mops to a controlled moisture level—typically wringing to 70–80% saturation before mopping—which adds procedural complexity.
Polyester = Controlled Absorbency, Predictable Disinfectant Release
Pharmaceutical cleaning validation protocols specify contact time, disinfectant concentration, and surface coverage—not “maximum absorbency.” A mop that absorbs 8× its weight but leaves puddles or takes 15 minutes to dry may fail validation even if it removes more soil than a 3× absorbency mop that delivers controlled, compliant application. Procurement decisions should align material absorbency with operational workflow requirements, not assume “more is better.”
- Uniform wet film thickness: Polyester releases liquid more consistently during mopping, delivering controlled surface coverage that meets validated disinfection protocols (e.g., 10 mL/m² contact time specifications).
- Faster drying: Less residual moisture on floors reduces drying time and room turnaround, especially important in high-throughput aseptic filling areas where downtime costs are significant.
- Operator control: Easier to train operators to maintain consistent mopping technique, reducing variability in cleaning validation performance.
For facilities prioritizing compliance and reproducibility over maximum absorbency, polyester’s controlled moisture management is a feature, not a limitation.
Why High Absorbency Is Not Always an Advantage in GMP Cleaning
Pharmaceutical cleaning validation protocols specify contact time, disinfectant concentration, and surface coverage—not “maximum absorbency.” A mop that absorbs 8× its weight but leaves puddles or takes 15 minutes to dry may fail validation even if it removes more soil than a 3× absorbency mop that delivers controlled, compliant application. Procurement decisions should align material absorbency with operational workflow requirements, not assume “more is better.”
Partikelafgivelse & Fnugadfærd
Partikeldannelse er den primære regulatoriske bekymring for renrumsmopper. ISO 14644-14 udgør testrammen: mopper udsættes for simulerede brugsforhold (mekanisk omrøring, vådmoppeslag), mens optiske partikeltællere måler frigivelse af luftbårne partikler ved ≥0,5 µm og ≥5 µm.
Mikrofiberfnugområde: 100–500 partikler/m²
Mikrofibermopper med forseglet kant, der er valideret til farmaceutisk brug, genererer typisk 100-200 partikler ≥0,5 µm pr. kvadratmeter, som moppes, når de er nye. Efter 25-50 autoklavecyklusser stiger partikeldannelsen til 200-500 partikler/m², efterhånden som fiberspaltning skrider frem, og forseglede kanter begynder at adskilles.
Denne ydeevnekonvolut gør mikrofiber acceptabelt i ISO klasse 7-8 miljøer (henholdsvis 352.000 og 3.520.000 partikler/m³ grænser), hvor moppens bidrag forbliver en lille del af det samlede partikelbudget. I ISO-klasse 5-6-områder (grænser på 3.520 og 35.200 partikler/m³) kan mikrofibers partikelgenerering dog repræsentere 5-10 % af klassificeringsgrænsen – signifikant nok til at udløse miljøovervågningsudflugter, når de kombineres med andre partikelkilder (personalebeklædning, materialeoverførsel, betjening af udstyr).
Nøglevariabler, der påvirker mikrofiberfnugydelse:
- Kantforseglingsmetode: Laserskårne kanter afgiver 30–40 % mindre end ultralyds- eller varmeforseglede kanter.
- Autoklav-cyklustælling: Particle generation doubles between cycle 0 and cycle 50 for most microfiber formulations.
- Disinfectant chemistry: Exposure to >1% sodium hypochlorite or >10% hydrogen peroxide accelerates fiber degradation and lint generation.
- Mekanisk stress: Aggressive wringing, abrasive floor surfaces, and high-pressure mopping increase particle release.
Polyester Lint Range: <50–100 Particles/m²
Continuous-filament polyester mops with sealed edges generate <50 particles ≥0.5 µm per square meter mopped when new, and maintain this performance across 100–150 autoclave cycles before increasing to 50–100 particles/m². Even at end of qualified life (150–200 cycles), polyester particle generation remains below microfiber’s new-mop baseline.
This 5× to 10× particle generation advantage makes polyester the only defensible choice for ISO Class 5–6 aseptic support areas, sampling booths, and weighing rooms. For ISO Class 7 environments, polyester reduces baseline particle counts, simplifying environmental monitoring trend analysis and making it easier to detect true contamination events versus tool-related noise.
Why Polyester Dominates in ISO 5–7 Due to Particle Generation Limits
ISO Class 5 allows a maximum of 3,520 particles ≥0.5 µm per cubic meter of air. A typical cleanroom floor area mopped per shift might be 50–100 m². Using microfiber (200 particles/m² generation) introduces 10,000–20,000 particles during cleaning—enough to create measurable particle spikes in continuous monitoring systems. Polyester mops (50 particles/m²) generate 2,500–5,000 particles for the same area—4× lower contamination contribution that keeps the room within specification during and after cleaning.
For facilities operating close to their ISO classification limits—common in high-utilization aseptic filling lines—polyester’s particle control advantage directly translates to fewer EM excursions, reduced investigation burden, and lower batch contamination risk.

Figure 3: Particle generation performance across autoclave cycle life. Microfiber (orange bars) starts at 100–200 particles ≥0.5 µm per m² when new, doubles to 200–500 particles/m² by cycle 50, then requires replacement to prevent ISO classification excursions. Polyester (blue bars) maintains <50 particles/m² through cycle 100 and stays below 100 particles/m² through cycle 200—delivering 5× to 10× lower contamination contribution across qualified life. This performance gap makes polyester the only defensible choice for ISO Class 5–7 aseptic support areas where particle limits are tightly controlled.
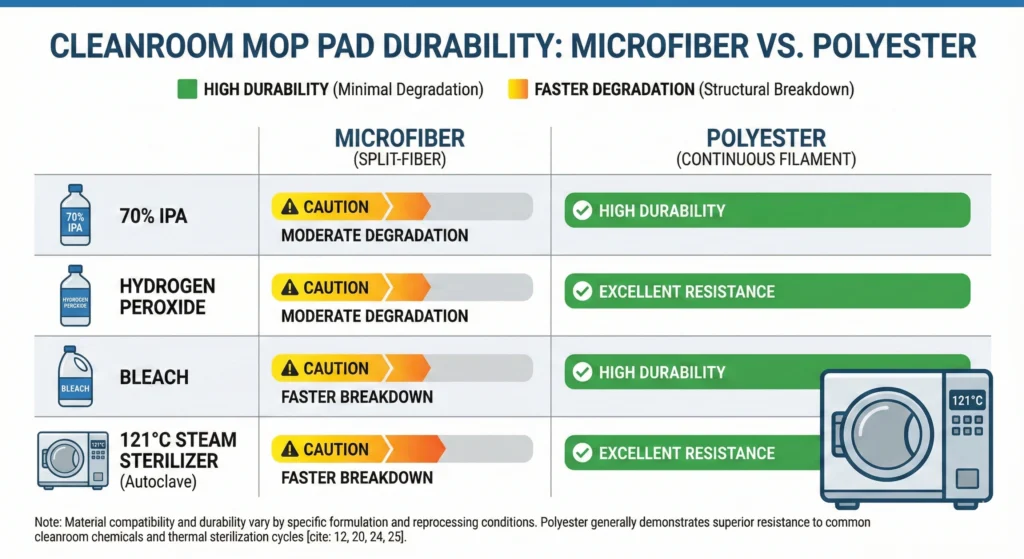
Kemisk resistens
Pharmaceutical facilities rotate disinfectants per EU GMP Annex 1 to prevent microbial resistance and address different contamination types (vegetative bacteria, spore-formers, fungi). Mop materials must tolerate weekly or daily exposure to multiple chemistries without degradation.
Common Disinfectant Exposures:
- 70% isopropyl alcohol (IPA): Routine disinfection; daily use
- Quaternary ammonium compounds (quats, 2,000 ppm): Bredspektret desinfektion; 2-3 gange om ugen
- 3-6% hydrogenperoxid: Sporicid behandling; ugentligt eller efter forureningshændelser
- 00,5-1 % natriumhypochlorit (5.000 ppm blegemiddel): Sporicid behandling; månedligt eller efter højrisikohændelser
Mikrofiber lider hurtigere nedbrydning
Microfibers 80/20 polyester/polyamid-blanding viser fremragende kompatibilitet med IPA og quats - intet målbart ydeevnetab efter 50 eksponeringer. Imidlertid nedbrydes polyamidkomponenten under oxiderende desinfektionsmidler:
- Hydrogenperoxid (>6 %): Polyamidfibre gulner og mister trækstyrke efter 10-15 eksponeringer; partikelproduktionen stiger med 50-100%.
- Natriumhypochlorit (>0,5 %): Alvorlig nedbrydning efter 5-10 eksponeringer; fibre bliver skøre og knækker under mopping.
Faciliteter, der bruger aggressive oxidationsprogrammer, skal enten (1) begrænse mikrofibermopper til kun IPA/quat-applikationer eller (2) acceptere kortere levetid (25-50 cyklusser i stedet for 50-100) og udskifte mopper oftere.
Polyester kontinuerlig filament = bred kemisk tolerance
100% polyesterfiber er kemisk inert over for alkoholer, quats og moderate oxidationsmidler. Validerede polyestermopper tåler:
- IPA og quats: Ingen nedbrydning på tværs af 200+ eksponeringer.
- 3-35% hydrogenperoxid: <5 % dimensionsændring og intet farvetab efter 100 eksponeringer.
- 0,5–1 % natriumhypochlorit: <10 % trækstyrketab efter 50 eksponeringer; acceptabel til månedlig sporicid behandling.
Polyester’s broad chemical compatibility simplifies disinfectant rotation validation and allows a single mop material to be used across all cleaning protocols—reducing SKU complexity, operator training burden, and the risk of using the wrong mop with incompatible chemistry.
The Impact on Long-Term System Validation
Cleaning validation protocols qualify mop materials through worst-case chemical exposure studies: materials are subjected to maximum disinfectant concentrations at maximum frequency, then tested for particle generation, dimensional stability, and mechanical integrity. Polyester’s chemical resistance allows qualification across full disinfectant rotation programs with 150–200 cycle life. Microfiber requires split qualifications (IPA/quat protocols vs oxidizer protocols) or shorter qualified life, complicating validation documentation and increasing requalification frequency.
Sterilisering Holdbarhed
Reusable cleanroom mops must maintain performance across repeated sterilization cycles. Autoclave durability determines total cost of ownership and replacement frequency.
Microfiber: 30–50 Autoclave Cycles (ISO Class 7–8)
Forseglede mikrofibermopper af farmaceutisk kvalitet er valideret til 50-100 autoklavecyklusser ved 121°C, afhængigt af kantforseglingskvalitet og fiberformulering. I praksis udskifter de fleste faciliteter mikrofibermopper ved 50 cyklusser for at opretholde partikeldannelse inden for acceptkriterier:
- Dimensionsændring: 3-5 % krympning ved cyklus 50; 5-10 % ved cyklus 100.
- Kantintegritet: Forseglede kanter begynder at adskilles efter 30-50 cyklusser under aggressiv brug (hyppig vridning, slibende gulve).
- Partikelgenerering: Fordobles mellem cyklus 0 og cyklus 50 for typiske splitfiberformuleringer.
For ISO klasse 8-støtteområder og ikke-kritiske zoner er 50-cyklus levetid acceptabel og giver en rimelig pris pr. brug, når den afbalanceres mod mikrofibers overlegne absorberingsevne. For ISO klasse 6-7 områder øger kortere cyklus levetid udskiftningsfrekvensen og de samlede ejeromkostninger sammenlignet med polyester.
Polyester: 50-100 autoklavecyklusser (ISO-klasse 5-7)
Polyestermopper med kontinuerlige filamenter med forseglede kanter kvalificerer sig til 150–200+ autoklavecyklusser med minimal ydeevneforringelse:
- Dimensionsændring: <2% krympning gennem cyklus 100; 3–5 % efter cyklus 200.
- Kantintegritet: Varmeforseglede eller ultralydssvejsede kanter forbliver intakte gennem 150+ cyklusser.
- Partikelgenerering: <50 partikler/m² opretholdt gennem cyklus 100; stiger til 50-100 partikler/m² med cyklus 150-200 (stadig inden for ISO klasse 5-7 acceptkriterier).
Polyesters 3× til 4× længere levetid oversættes direkte til lavere omkostninger pr. cyklus, reduceret udskiftningslogistik og mindre hyppig genkvalificering. For store faciliteter, der mopper 500-1.000 m² om dagen, kan polyesters holdbarhedsfordel reducere årlige moppekøb med 50-70 % sammenlignet med mikrofiber.
Hvorfor polyester bevarer integriteten bedre efter varme/kemisk stress
Continuous-filament construction distributes thermal and chemical stress across long, unbroken yarns. Polyester’s crystalline molecular structure resists hydrolysis and oxidation better than polyamide blends. The combination of structural design (no weak points from cut ends or fiber junctions) and material chemistry (inert polyester vs reactive polyamide) gives polyester inherent durability that microfiber cannot match.
Hvilke Pharma-faciliteter skal vælge
Material selection should follow a risk-based framework that matches fiber architecture to area classification, operational workflow, and contamination control priorities. The following guidance provides decision logic by facility type and use case.
Aseptisk fremstilling (kvalitet A/B, ISO 5–7)
Recommended: Polyester Sealed-Edge Only
Grade A/B aseptic cores—filling lines, lyophilization loading, vial capping under unidirectional airflow—operate under extreme particle limits (3,520 particles/m³ at ≥0.5 µm for ISO Class 5). Any cleaning tool that generates measurable particle contribution risks classification excursions and batch contamination.
Why polyester is non-negotiable:
- Partikelgenerering: <50 particles/m² maintained across 150+ autoclave cycles, delivering 5×10× lower contamination than microfiber.
- Sterilization pathway: Compatible with gamma irradiation (for pre-sterilized disposables) or in-house autoclaving (for reusable systems) per EU GMP Annex 1 paragraph 4.22.
- Kemisk kompatibilitet: Tolerates full disinfectant rotation including sporicidal agents (6% H₂O₂, 0.5% bleach) without performance degradation.
- Validation simplicity: Single material qualification covers all aseptic workflows, simplifying IQ/OQ/PQ protocols and reducing documentation burden.
For Grade B support areas (ISO Class 7), polyester remains the safest choice to prevent particle migration into adjacent Grade A cores. While sealed-edge microfiber may technically meet ISO Class 7 limits, the narrow margin of safety and shorter service life make polyester the more defensible specification.
Ikke-aseptisk fremstilling (kvalitet C/D, ISO 7–8)
Microfiber Acceptable If Sealed-Edge + Particle-Tested
Grade C/D manufacturing areas—non-sterile compounding, tablet production, secondary packaging—operate under relaxed particle limits (352,000 and 3,520,000 particles/m³ at ≥0.5 µm). Sealed-edge microfiber can meet these limits if properly validated.
When microfiber makes sense in Grade C/D:
- Large-area mopping: Facilities cleaning 500+ m² per shift benefit from microfiber’s 6–8× absorbency, reducing mop changes and operator fatigue.
- Spill response: Areas handling bulk liquids (buffer preparation, cleaning chemical storage) need high absorbency for rapid spill containment.
- Budget constraints: Microfiber’s lower upfront cost (typically 30–40% less than polyester) can be justified in non-critical areas where shorter service life is acceptable.
Qualification requirements for Grade C/D microfiber:
- Laser-cut or ultrasonic-sealed edges (no cut-edge mops)
- Particle generation testing per ISO 14644-14 showing <200 particles/m² when new and <500 particles/m² at end of qualified life
- Kemisk kompatibilitetsvalidering for facilitetsspecifikt desinfektionsprogram
- Udskiftning ved 50 autoklavecyklusser, eller når visuel inspektion afslører kantadskillelse
Brugssager: Støtterum, luftsluser, udstyrskorridorer
Mikrofiber er velegnet til:
- Påklædningsrum og personaleluftsluser: ISO-klasse 8-områder med høj fodtrafik, hvor absorptionsevne og partikelopsamlingseffektivitet opvejer bekymringerne for partikeldannelse.
- Udstyrsgange og scenepladser: ISO-klasse 7–8-zoner, der understøtter produktionen, men som ikke er i direkte kontakt med produktet eller produktkontaktflader.
- Materiale luftsluser: Overfør områder, hvor mikrofiber med forseglet kant kan håndtere både rengøring (IPA/quat-påføring) og indeslutning af spild uden at indføre uacceptabel forurening.
For disse applikationer, specificer lomme- eller clipsfastgørelse (ikke velcro) og valider partikelgenerering under faktiske brugsforhold, herunder værst tænkelige desinfektionsmiddeleksponering og mekanisk stress.
Højjordsområder & Kraftige spild
Mikrofiber bedre til spildafhentning
Når der opstår kontamineringshændelser - spild af desinfektionsmidler i bulk, bufferoverløb, rensende kemikalieudslip - bliver absorptionsevne det primære problem. Microfibers kapacitet på 6–8× tillader en enkelt moppe at absorbere og indeholde 1–2 liter væske, hvilket forhindrer spredning til tilstødende områder og reducerer oprydningstiden.
Men skal parres med lav-fnug-polyester for endelig desinfektionsbeståelse
En valideret to-trins protokol adresserer både spildindeslutning og partikelkontrol:
- Trin 1 — Spildfjernelse med mikrofiber: Brug mikrofibermoppe med forseglet kant til at absorbere bulkvæske og fjerne synligt snavs. Kassér moppen (hvis den er til engangsbrug) eller overfør den til kontamineret affaldsstation (hvis den kan genbruges).
- Trin 2 — Desinfektion med polyester: Efter spildområdet er tørt, udfør en valideret desinfektion ved at bruge polyestermoppe med forseglet kant mættet med kvalificeret desinfektionsmiddel (70 % IPA eller facilitetsstandardprotokol). Denne sidste gennemgang leverer overfladedesinfektion med lavt antal partikler, der opfylder GMP-kravene.
Denne hybride tilgang fanger mikrofibers absorptionsevne, samtidig med at den bevarer partikelkontrol gennem polyesters lav-fnug-finish.
Operatører & Ergonomi overvejelser
Mikrofiberlettere, nemmere til mopping af store arealer
Microfiber mop pads weigh 150–200 grams dry; when saturated to 6× absorbency, total weight reaches 1,200–1,400 grams. Polyester pads weigh 200–250 grams dry; at 3× absorbency, total weight is 800–1,000 grams. For operators mopping 200–500 m² per shift, the lighter microfiber system reduces arm and shoulder fatigue.
However, this ergonomic advantage comes with a procedural trade-off: microfiber requires careful wringing to control moisture content before mopping, adding 10–15 seconds per mop change. Polyester’s controlled absorbency allows simpler “dip and wring once” procedures that operators master quickly.
Polyester Preferred for Disinfectant Consistency & Precise Wet Film Thickness
Farmaceutisk rengøringsvalidering specificerer våd filmtykkelse for at sikre tilstrækkelig kontakttid for desinfektionsmidlet. Polyesters forudsigelige væskefrigivelse - aflejrer 8-12 mL/m² med konsekvent moppeteknik - leverer reproducerbar overfladedækning, der opfylder valideringsacceptkriterier. Microfibers variable absorptionsevne og aggressive fugttransport gør det sværere at opnå ensartet våd filmtykkelse uden omfattende operatørtræning og overvågning.
For faciliteter, der prioriterer valideringsoverholdelse og reproducerbarhed, opvejer polyesters enkelhed i drift opvejer mikrofibers ergonomiske fordele.
Hvilket materiale er bedst til forskellige ISO-klasser?
Følgende beslutningsramme kortlægger materialevalg til ISO-klassificering, balancerer krav til partikelkontrol med operationelle prioriteter og omkostningsbegrænsninger.
ISO 5 (aseptisk kerne)
Kun polyester
ISO Klasse 5-miljøer – Grad A-fyldningszoner, lyofiliseringsbelastning, aseptisk blanding – kræver partikelgenerering under 10 partikler/m² for at undgå målbart kontamineringsbidrag. Kun kontinuerligt filament polyester med forseglede kanter og valideret partikeltestning opfylder denne tærskel.
Foretrækker kontinuerlig filament + gammasteril mulighed
Angiv for klasse A-kerner:
- Forsteriliserede engangsmopper af polyester: Gammabestrålet til SAL 10⁻⁶, individuelt pakket i sterile barrieresystemer med dobbeltpose. Eliminerer oparbejdningsrisiko og forenkler materialeoverførsel til aseptiske zoner.
- Præ-mættet mulighed: Polyestermopper forvædet med steril 70 % IPA i trelags emballage til direkte brug i Grad A områder uden yderligere håndtering af desinfektionsmiddel.
Genanvendelige polyestermopper er acceptable til ISO 5-støtteområder (prøvetagningskabiner, vejerum), hvis autoklaveret umiddelbart før brug og valideret til partikeldannelse <10 partikler/m² over kvalificeret levetid.
ISO 6–7 (baggrund & Grad B/C støtteområder)
Polyester = Bedste partikelkontrol
ISO klasse 6-7 områder (35.200 og 352.000 partikler/m³ ved ≥0,5 µm) understøtter aseptiske operationer gennem materialeinddeling, klargøring af udstyr og personalebeklædning. Partikelgrænserne er mindre ekstreme end ISO 5, men forurening i disse områder kan migrere ind i zoner af højere kvalitet via luftstrøm, personalebevægelser eller materialeoverførsel.
Hvorfor polyester forbliver det optimale valg:
- Partikelgenerering: 50–100 partikler/m², selv ved slutningen af den kvalificerede levetid (150–200 cyklusser), bibeholder 5× sikkerhedsmargin under mikrofiberbaseline.
- EM trend stabilitet: Lavere baseline-partikelantal forenkler miljøovervågning, hvilket gør det nemmere at detektere ægte forureningshændelser i forhold til rengøringsværktøjsstøj.
- Forebyggelse af kontaminering på tværs af områder: Brug af polyester i hele faciliteten eliminerer risikoen for ved et uheld at bruge en mikrofibermoppe med højere slibning i et kritisk område.
Mikrofiber = acceptabelt hvis forseglet kant + valideret
Mikrofiber med forseglet kant kan opfylde ISO 6-7 partikelgrænser, hvis:
- Partikelgenerering valideret kl <200 partikler/m² som ny; <500 partikler/m² ved slutningen af kvalificeret levetid (cyklus 50)
- Kanter laserskåret eller ultralydsforseglet (ikke varmeforseglet, hvilket nedbrydes hurtigere)
- Lomme eller clips (ingen velcro)
- Udskiftning ved 50 autoklavecyklusser eller når kantadskillelse er synlig
- CCS-risikovurdering retfærdiggør afvejning mellem omkostning/absorbering og partikeldannelse
For risikovillige faciliteter eller dem med begrænsede QA-ressourcer til løbende moppekvalificering, forenkler polyesters overlegne partikelkontrol og længere levetid overholdelse og reducerer de samlede ejeromkostninger.
ISO 8 (Generel produktion & lager)
Mikrofiber bredt acceptabelt
ISO klasse 8-områder (3.520.000 partikler/m³ ved ≥0,5 µm) – generel fremstilling, emballering, oplagring ved siden af renrum – har lempelige partikelgrænser, som både mikrofiber og polyester nemt overholder. Materialevalg inden for disse områder prioriterer omkostninger, absorptionsevne og driftseffektivitet frem for maksimal partikelkontrol.
Hvornår skal du vælge mikrofiber i ISO 8:
- Rengøring af store områder (>300 m² pr. skift), hvor 6–8× sugeevne reducerer moppeskift
- Miljøer, der er udsat for spild (bufferforberedelse, opbevaring af rengøringskemikalier), der kræver hurtig væskeindeslutning
- Budgetbevidst indkøb, hvor 30-40 % lavere upfront-omkostninger retfærdiggør kortere levetid
Polyester anbefales, når rotation af desinfektionsmiddel involverer peroxid/blegemiddel
Selv i ISO 8-områder giver polyester mening, når:
- Desinfektionsprogram inkluderer hyppig brug af oxidationsmidler (>6% H2O2, >0,5 % blegemiddel), der nedbryder mikrofiberpolyamidfibre
- Faciliteten driver enkeltmaterialepolitik (alle områder bruger polyester for at eliminere krydskontamineringsrisiko og forenkle operatøruddannelsen)
- Long-term cost optimization: polyester’s 150–200 cycle life delivers lower cost-per-use despite higher upfront price
Oversigtstabel for beslutningsmatrix
| Priority | Optimal Material | Why |
| Particle control | Polyester | 5×10× lower lint generation; <50 particles/m² across 150+ cycles |
| Spill absorption | Mikrofiber | 6–8× absorbency vs 3–4× for polyester; faster liquid containment |
| Autoklave holdbarhed | Polyester | 150–200+ cycles vs 50–100 for microfiber; lower replacement cost |
| ISO 5–7 compliance | Polyester | Only material meeting <50 particles/m² limit for aseptic areas |
| ISO 7–8 cost optimization | Microfiber/Polyester hybrid | Microfiber for large areas & spills; polyester for final disinfection |
B2B Procurement Recommendation
For pharmaceutical facilities building cleanroom mop specifications:
- Enkeltmateriale tilgang (kun polyester): Den enkleste validering, laveste krydskontamineringsrisiko, bedste langsigtede pris pr. brug. Anbefales til faciliteter med ISO 5-7 områder eller begrænsede QA-ressourcer.
- Hybrid tilgang (polyester for ISO 5-7, mikrofiber for ISO 8): Balancerer ydeevne og omkostninger. Kræver validerede adskillelsesprotokoller (farvekodning, fysisk adskillelse, operatørtræning) for at forhindre kontaminering på tværs af områder.
- Undgå mikrofiber i ISO 5–6: Risiko for partikeldannelse for høj; regulatoriske forventninger er kontinuerlig filament polyester eller tilsvarende lavfnugende materiale.
MIDPOSI-anbefaling — når vi anbefaler polyester eller mikrofiber
MIDPOSI manufactures both continuous-filament polyester and sealed-edge microfiber cleanroom mops validated for pharmaceutical GMP applications. Our material recommendations follow the same risk-based framework outlined in this guide, matching fiber architecture to your facility’s ISO classification, disinfectant program, and operational workflow.
Når MIDPOSI anbefaler polyester
ISO 5–7 Pharmaceutical Use
For aseptic manufacturing cores (Grade A/B), sampling/weighing rooms, and Grade C support areas, MIDPOSI specifies continuous-filament polyester as the only material meeting particle generation and durability requirements:
- MIDPOSI Gamma-Sterile Polyester Mop Pad (Product Code: CMP-DS-POLY-GS): 100% continuous-filament polyester knit, heat-sealed edges, gamma-irradiated to SAL 10⁻⁶. Particle generation <10 particles/m² validated per ISO 14644-14. Individual double-pouch packaging for direct transfer into Grade A/B areas.
- MIDPOSI Polyester Sealed-Edge Reusable Mop (Product Code: CMP-RUS-POLY-150): Autoclave-validated for 150+ cycles at 121°C. Particle generation <50 particles/m² maintained across qualified life. Compatible with 70% IPA, 3–35% H₂O₂, quats, and 0.5–1% bleach.
EU GMP Annex 1 Disinfectant Rotation
Facilities rotating alcohols, quats, hydrogen peroxide, and sodium hypochlorite per Annex 1 sporicidal requirements benefit from polyester’s broad chemical compatibility. A single polyester mop material qualifies across all disinfectant protocols, simplifying validation and reducing the risk of material-chemistry incompatibility.
Reusable Autoclave Workflows
For facilities with validated in-house laundering and sterilization infrastructure, polyester’s 150–200 cycle durability delivers the lowest cost-per-use. MIDPOSI’s reusable polyester mops maintain dimensional stability (<3% shrinkage through cycle 100) and particle generation within specification, avoiding the premature replacement costs associated with microfiber’s shorter service life.
High-Risk Environmental Monitoring Zones
Områder med historie med EM-udflugter eller opererer tæt på ISO-klassificeringsgrænser drager fordel af polyesters 5×10× lavere partikelgenerering. Skift fra mikrofiber til polyester i Grad C-støtteområder har løst kroniske tendenser i antallet af partikler i flere kundefaciliteter, hvilket eliminerer undersøgelsesbyrden og reducerer OOS-risikoen.

Når MIDPOSI anbefaler mikrofiber
Stort område ISO 7–8
Til ikke-aseptiske fremstillings-, emballerings- og lagerområder, hvor partikelgrænserne er lempelige (352.000+ partikler/m³ ved ≥0,5 µm), giver mikrofiber med forseglet kant driftsmæssige fordele:
- MIDPOSI genanvendelig mikrofibermoppe (forseglet kant) (Produktkode: CMP-RUS-MF-100): 80/20 polyester/polyamidblanding, ultralydsforseglede kanter. Partikelgenerering <200 partikler/m² som ny; <500 particles/m² at cycle 50. Absorbency 6–8× dry weight for large-area mopping efficiency.
Facilities cleaning 500+ m² per shift in ISO 8 areas see 30–40% reduction in mop changes using microfiber versus polyester, reducing operator fatigue and improving throughput.
Spill Management/Pre-Cleaning
Areas handling bulk liquids—buffer preparation, cleaning chemical storage, equipment wash stations—require rapid spill containment. MIDPOSI microfiber mops absorb 1.5–2× more liquid per pad than polyester equivalents, containing spills faster and preventing spread to adjacent cleanroom zones.
We recommend a two-step protocol: microfiber for spill absorption and soil removal; polyester for final validated disinfection pass.
Cost Optimization Scenarios
For budget-constrained facilities where ISO 8 areas represent >70% of total cleanroom space, microfiber’s 30–40% lower upfront cost can be justified if:
- Disinfectant program avoids high-concentration oxidizers (>6% H2O2, >0.5% bleach)
- Mop replacement at 50 cycles is acceptable and documented in cleaning SOPs
- Partikelgenerering valideret kl <500 particles/m² through qualified life
MIDPOSI provides particle generation test reports, chemical compatibility matrices, and autoclave validation data to support customer IQ/OQ/PQ protocols for microfiber qualification.
Non-Aseptic Cleanrooms
Biotechnology R&D labs, cell culture facilities, and non-sterile pharmaceutical compounding areas classified ISO 7–8 can use microfiber where product sterility is not required. MIDPOSI microfiber mops meet particle limits, tolerate IPA/quat programs, and deliver the absorbency needed for efficient large-area cleaning.
Anmod om prøver & Valideringspakke
MIDPOSI offers comprehensive qualification support to assist QA teams, facility engineers, and procurement specialists in material selection and validation:
Sample Kits
- Evaluation packs containing 5–10 mop heads (mix of polyester and microfiber, reusable and disposable) for in-house pilot testing
- Side-by-side comparison under your actual disinfectant program, mopping technique, and autoclave protocol
- No-cost sampling for facilities evaluating >100 mop heads per year
Particle Test Data
- ISO 14644-14 particle generation test reports showing particle counts at ≥0.5 µm and ≥5 µm under simulated-use conditions
- Testing performed on new mops and after accelerated aging (25, 50, 75, 100+ autoclave cycles)
- Acceptance criteria aligned to ISO Class 5, 6, 7, and 8 limits
Chemical Compatibility Reports
- ASTM D543 exposure validation for 70% IPA, 3–35% H₂O₂, quats (2,000 ppm), and 0.5–1% NaOCl
- Dimensional stability, tensile strength retention, and color fastness data after 10, 25, 50, and 100 exposures
- Worst-case chemical stress testing simulating daily disinfectant rotation per EU GMP Annex 1
Autoclave Durability Charts
- Cyklus-levetidskvalifikation, der viser dimensionsændring, kantintegritet og partikelgenerering på tværs af 50, 100, 150 og 200 autoklavecyklusser ved 121°C
- Acceptkriterier for bestemmelse af end-of-life (stigning i partikelgenerering, kantadskillelse, >5% svind)
- Anbefalede udskiftningsplaner efter ISO-kvalitet og brugsintensitet
SOP'er for kvalifikation (IQ/OQ/PQ)
- Skabelonprotokoller til installationskvalifikation (modtagelse af inspektion, mærkning, opbevaring)
- Driftskvalifikation (partikelgenereringstestning, kemisk kompatibilitetsverifikation, autoklavecyklusvalidering)
- Ydelseskvalifikation (overvågning i brug, EM-tendensanalyse, operatørtræning)
- Tilpasset til dit anlægs rengøringsvalideringsramme og lovmæssige krav
For produktkataloger, tekniske specifikationer eller for at anmode om et prøvesæt og valideringspakke, besøg MIDPOSI forbrugsstoffer til renrum eller kontakt din regionale tekniske repræsentant. Vores forureningskontrolspecialister står til rådighed for at gennemgå dit anlægs ISO-klassificering, desinfektionsprogram og driftsprioriteter – og anbefaler derefter den optimale polyester- eller mikrofibermoppekonfiguration, der balancerer partikelkontrol, holdbarhed, omkostninger og GMP-overholdelse.







