
Figura 1: Autoclave farmacéutico (Consolidated SR-24C) que muestra una cámara de acero inoxidable, un panel de control digital con múltiples manómetros y un diseño de puerta con doble bisagra. Los autoclaves validan la esterilización del trapeador de sala limpia mediante la colocación de indicadores biológicos, el monitoreo paramétrico (temperatura, presión, tiempo) y la calificación de la configuración de carga para lograr SAL 10⁻⁶.
¿Qué significa “esterilizable en autoclave” en las herramientas de limpieza para salas blancas?
Definición de autoclave: temperatura, vapor, presión
La esterilización en autoclave es una esterilización con calor húmedo que utiliza vapor saturado bajo presión para lograr una letalidad microbiana validada. Los ciclos farmacéuticos estándar funcionan a 121–134°C (250–273°F) con una presión manométrica de 15–30 psi (103–207 kPa por encima de la atmosférica). A 121°C, el vapor penetra cargas porosas y se condensa en superficies más frías, liberando calor latente que desnaturaliza las proteínas y altera las estructuras celulares en bacterias vegetativas, esporas, hongos y virus.
El diseño del ciclo tiene como objetivo un nivel de garantía de esterilidad (SAL) de 10⁻⁶, una probabilidad de ≤1 entre 1.000.000 de que un microorganismo viable sobreviva al proceso. La validación utiliza indicadores biológicos (BI) que contienen esporas de Geobacillus stearothermophilus (antes Bacilo estearothermophilus), un organismo resistente al calor con un valor D₁₂₁ documentado (tiempo de reducción decimal a 121°C) normalmente ≥1 minuto. Un enfoque excesivo ofrece una reducción de ≥12 log (12 veces el valor D) para cumplir con los requisitos SAL; Los enfoques específicos del producto calculan F₀ (minutos equivalentes a 121 °C) en función de la carga biológica medida y los valores D.
Para los trapeadores de sala blanca, el autoclave cumple dos funciones: esterilización terminal (logrando SAL 10⁻⁶ para uso de Grado A/B) y reprocesamiento entre usos (eliminando la carga biológica adquirida durante la limpieza mientras se mantiene el rendimiento del material). “Autoclavable” significa que el material resiste la exposición repetida a vapor saturado a 121 °C sin fallas funcionales, pero las afirmaciones de marketing rara vez especifican cuántos ciclos o qué métricas de rendimiento se mantienen.
Nivel de garantía de esterilidad requerido (SAL 10⁻⁶ para aséptico)
La sección 4.29 del Anexo 1 de las GMP de la UE exige que “los desinfectantes y detergentes deben ser estériles” cuando se utilizan en entornos de Grado A y Grado B. “Estéril” en términos regulatorios significa SAL 10⁻⁶ demostrado: no limpieza visual, no carga biológica <10 UFC, pero garantía probabilística validada mediante ciclos excesivos o cálculos de carga biológica/valor D.
La validación SAL para trapeadores esterilizables en autoclave requiere:
Colocación de indicadores biológicos.: BI colocados en los peores puntos fríos (identificados durante los estudios de distribución de calor) dentro de las cargas de trapeador. Las cargas apretadas, las telas en capas y las bolsas selladas crean desafíos para la penetración del vapor. La validación confirma que todos los BI están desactivados en ejecuciones consecutivas.
Monitoreo paramétrico del ciclo: Registro continuo de la temperatura, presión y tiempo de la cámara. Se debe lograr una exposición mínima (normalmente de 15 a 30 minutos a 121 °C o de 3 a 10 minutos a 134 °C) en cada ubicación de la carga, y el cálculo de F₀ confirma una letalidad acumulada equivalente a ≥8 a 12 minutos.
Calificación de configuración de carga: Se deben validar los peores escenarios (número máximo de trapeadores, embalaje más denso, contenedores/bolsas utilizadas en la práctica). Un ciclo que esteriliza 10 cabezales de trapeadores sueltos puede fallar cuando 20 cabezales están apilados o envueltos en bolsas de autoclave.
Monitoreo de BI de rutina: Las ejecuciones periódicas de indicadores biológicos (frecuencia definida en el protocolo de validación, a menudo semanalmente o por lote) confirman la eficacia de la esterilización continua. El monitoreo ambiental de la calidad del agua del autoclave, la pureza del vapor y la carga biológica de la cámara complementa la liberación paramétrica.
Las áreas de grado C y D pueden aceptar trapeadores desinfectados (no esterilizados), pero las mejores prácticas farmacéuticas extienden cada vez más la validación SAL 10⁻⁶ a herramientas de limpieza reutilizables en todas las zonas clasificadas para evitar la migración de la carga biológica de grados inferiores a superiores.
Diferencia entre "limpio", "estéril" y "esterilizable en autoclave"
Estos términos a menudo se combinan en las especificaciones de adquisiciones, creando brechas de calificación que surgen durante las auditorías:
Limpio: Visiblemente libre de tierra, partículas y contaminación grave. Esto se logra mediante el lavado con detergentes de grado farmacéutico, ciclos de enjuague validados y secado en sala limpia. Los trapeadores “limpios” aún pueden albergar una carga biológica de 10³–10⁶ UFC y generar cientos de partículas por m². Aceptable para áreas no clasificadas; insuficiente para salas limpias con clasificación ISO.
Estéril: Validado para SAL 10⁻⁶ mediante esterilización terminal (autoclave, irradiación gamma, óxido de etileno). Pruebas microbiológicas (USP <71> prueba de esterilidad) y el monitoreo paramétrico confirman la ausencia de organismos viables. Se requieren trapeadores estériles para áreas de Grado A/B según el Anexo 1, Sección 4.29. La esterilidad se degrada con el tiempo (fecha de caducidad) y se ve comprometida por un almacenamiento inadecuado o violaciones del embalaje.
Esterilizable en autoclave: El material resiste la esterilización con calor húmedo sin una degradación inaceptable. Ésta es una propiedad material, no un estado de esterilidad. Materiales esterilizables en autoclave se puede esterilizar mediante ciclos validados, pero “esterilizable en autoclave” por sí solo no significa “actualmente estéril” o “apto para uso farmacéutico”. Una toalla de poliéster de consumo puede sobrevivir al tratamiento en autoclave, pero genera 10 000 partículas/m² y desprende fibras: técnicamente esterilizable en autoclave, funcionalmente descalificada.
Las especificaciones de adquisición deben separar la capacidad del material (“esterilizable en autoclave a 121 °C durante 50 ciclos por datos de validación”) de los resultados del proceso (“esterilizado a SAL 10⁻⁶ por ciclo validado”) y el mantenimiento del rendimiento (“generación de partículas”). <100/m² mantenido durante toda la vida útil calificada”).
Por qué las herramientas reutilizables deben resistir ciclos repetidos
Los trapeadores estériles de un solo uso (irradiados con rayos gamma, empaquetados individualmente) alcanzan SAL 10⁻⁶ mediante la validación del proveedor y evitan por completo el problema del recuento de ciclos. Sin embargo, los sistemas reutilizables esterilizables en autoclave deben mantener el rendimiento durante más de 50 a 200 ciclos para justificar la inversión de capital y la complejidad operativa.
Impulsor económico: Los trapeadores reutilizables cuestan entre $60 y $150 por cabeza, pero entregan entre $1 y $3 por uso cuando se amortizan en 100 a 200 usos (incluidos los costos de lavado y autoclave). Los trapeadores de un solo uso cuestan entre 15 y 30 dólares por uso. Para un área de grado C de 1000 m² que se trapea 5 veces por semana (260 usos al año), los sistemas reutilizables ahorran entre $3000 y $7000 al año por trapeador. Las instalaciones que limpian áreas grandes (salas de fabricación farmacéutica, zonas de producción de productos biológicos, salas limpias de ensamblaje de dispositivos) obtienen ahorros anuales de cinco cifras con sistemas reutilizables, pero solo si los trapeadores sobreviven el ciclo completo calificado sin fallas prematuras.
Conductor operativo: Las instalaciones con autoclaves y lavandería internos pueden entregar trapeadores reutilizables durante la noche, lo que respalda los programas de limpieza diarios sin grandes reservas de inventario. Los trapeadores de un solo uso esterilizados con rayos gamma requieren plazos de entrega del proveedor de 2 a 4 semanas y mayores existencias de seguridad, lo que complica la gestión de inventario para operaciones de varios turnos.
Conductor regulatorio: La Sección 4.20 del Anexo 1 define la vida útil de los consumibles como “el período de tiempo o número de ciclos para los cuales un consumible de sala limpia es adecuado para su uso”. El control de calidad debe documentar los límites del ciclo, el monitoreo de la degradación y los criterios de retiro. Los trapeadores clasificados para 50 ciclos pero utilizados durante 80 ciclos sin recalificación generan resultados de auditoría, incluso si "se ven bien" visualmente.
Conceptos erróneos: “esterilizable en autoclave” ≠ “siempre apto para aséptico”
Los materiales de marketing promocionan “esterilizable en autoclave” como una característica premium, lo que implica idoneidad para la fabricación aséptica. La realidad regulatoria tiene más matices:
Concepto erróneo 1: todos los materiales esterilizables en autoclave son equivalentes. Los materiales sobreviven al autoclave a través de diferentes mecanismos. El poliéster se basa en una alta temperatura de transición vítrea (Tg ~250°C) y una estructura hidrofóbica que resiste la penetración del vapor. El polipropileno utiliza una estructura cristalina y aditivos termoestabilizadores. Las mezclas de microfibra poliéster/poliamida dependen de proporciones equilibradas de copolímero: ligeros cambios en la formulación hacen que un material dure 100 ciclos y otro falle después de 20. “Autoclavable” sin una validación documentada del ciclo no tiene sentido.
Concepto erróneo 2: si no se derrite, está calificado. La estabilidad dimensional es necesaria pero insuficiente. Los trapeadores pueden conservar su forma mientras experimentan daños en las fibras (aumentando la generación de partículas de 60 a 300 partículas/m²), degradación química (pérdida de resistencia a la tracción, volviéndose quebradizas) o acumulación de residuos (se unen desinfectantes, albergan biopelículas). La calificación del desempeño rastrea la generación de partículas, la resistencia mecánica y la limpieza microbiana, no solo la integridad visual.
Concepto erróneo 3: Estéril = libre de contaminación para siempre. La esterilidad se aplica en el momento de finalizar la esterilización. El enfriamiento incontrolado, el almacenamiento no estéril o las violaciones del embalaje introducen recontaminación. El Anexo 1 exige que los materiales estériles se “utilicen inmediatamente” o se empaqueten/almacenen en condiciones validadas con tiempos de espera definidos. Los trapeadores esterilizados en autoclave que se retiran de la cámara y se dejan descubiertos dejan de ser estériles en cuestión de horas.
Concepto erróneo 4: los grados C/D no necesitan trapeadores autoclavables validados. Si bien el Anexo 1 exige explícitamente la esterilidad para los Grados A/B, las evaluaciones de riesgos de las estrategias de control de la contaminación (CCS) extienden cada vez más la esterilización validada a los Grados C/D para evitar la migración de la carga biológica. Los trapeadores utilizados en vestuarios de Grado D transportan contaminación al personal que luego ingresa a las áreas de producción de Grado B. Los equipos de control de calidad que validan programas completos de limpieza de instalaciones tratan la calificación de herramientas esterilizables en autoclave como un requisito de todo el sistema, no solo como una especificación de zona aséptica.
Por qué farmacéutica & Las instalaciones de productos biológicos requieren trapeadores esterilizables en autoclave
Impulsores de cumplimiento: Anexo 1 de GMP de la UE, ISO 14644, PDA TR 70
Los marcos regulatorios convergen en un único requisito: las herramientas de limpieza utilizadas en áreas clasificadas deben estar validadas para no introducir contaminación. Los trapeadores esterilizables en autoclave cumplen esto a través de tres vías de control:
Anexo 1 de GMP de la UE (en vigor desde agosto de 2023) establece la línea base de esterilidad. Sección 4.29: “Los desinfectantes y detergentes deben ser estériles cuando se utilicen en áreas de Grado A y B”. La sección 4.20 se extiende a los consumibles: "Los materiales utilizados deben seleccionarse para minimizar la generación de partículas y microorganismos... El número de ciclos de lavado/esterilización que pueden someterse a las prendas de sala blanca debe definirse en función de su calificación". Los trapeadores esterilizables en autoclave ponen en práctica esto al permitir una esterilización validada y una vida útil definida.
ISO 14644-5 (Operaciones) exige que “los procesos de limpieza deberán validarse” y “los materiales y equipos utilizados para la limpieza deberán ser adecuados para la clasificación de sala limpia”. La norma ISO 14644-18 (Evaluación de la idoneidad de los consumibles) proporciona el marco de evaluación: los consumibles deben demostrar emisiones controladas (partículas, organismos viables, residuos químicos) y una vida útil documentada. Los sistemas esterilizables en autoclave cumplen con los requisitos ISO al combinar la calificación del material (baja generación de partículas) con la validación de la esterilización (control de carga biológica).
Informe Técnico PDA 70 (Validación de Limpieza) aborda el reprocesamiento de herramientas de limpieza reutilizables. TR 70 especifica que las instalaciones deben validar los procesos de lavado/esterilización para eliminar la tierra, los residuos y la carga biológica hasta límites definidos, demostrar que el reprocesamiento no degrada el rendimiento de las herramientas (generación de partículas, absorbencia, integridad estructural) y establecer criterios de retiro (ciclos máximos, puntos de control de inspección). Los protocolos de validación de trapeadores esterilizables en autoclave implementan directamente la guía TR 70.
Prevención del traspaso de carga biológica entre salas de grado A/B/C
Las instalaciones farmacéuticas están divididas en zonas según el riesgo de contaminación: los núcleos asépticos de grado A (agujas de llenado, recipientes para tapones) funcionan bajo un flujo de aire unidireccional con los límites más estrictos de partículas y microbios; Los fondos de Grado B (habitaciones que rodean el Grado A) brindan protección secundaria; El grado C respalda la preparación de procesamiento aséptico; El grado D cubre el embalaje final y los compuestos no estériles.
Los trapeadores no esterilizados o mal esterilizados crean vías de migración de carga biológica:
Escenario 1: Contaminación Grado C → Grado B. Un trapeador usado en un área de preparación de materiales de Grado C (límite de carga biológica: ≤100 UFC/m³ de aire activo) recoge organismos ambientales (formadores de esporas). Bacilo especies, mohos ambientales, flora cutánea eliminada por personal vestido con bata). Si el trapeador se "desinfecta" con IPA al 70% pero no se esteriliza, las esporas supervivientes siguen siendo viables. El mismo trapeador usado en el Grado B (límite de carga biológica: ≤10 UFC/m³) introduce esporas en los pisos directamente adyacentes a las zonas de Grado A. Las esporas se aerosolizan durante el trapeado, contaminan las batas y se transfieren al grado A durante la entrada de personal/material.
Escenario 2: Contaminación cruzada entre líneas de productos. Una instalación fabrica antibióticos a base de penicilina en un conjunto y antibióticos de cefalosporina en otro. La contaminación cruzada con betalactámicos es una señal de alerta regulatoria; Incluso trazas de residuos de penicilina en productos de cefalosporina desencadenan reacciones alérgicas en pacientes sensibilizados. Los trapeadores usados en áreas de penicilina y luego “limpiados” con detergente retienen los residuos de API que migran a áreas de cefalosporina. La esterilización en autoclave a 121 °C combinada con un lavado validado elimina los residuos por debajo de los límites de detección de HPLC, rompiendo la cadena de contaminación cruzada.
Escenario 3: Formación de biopelículas en herramientas no esterilizadas. Los trapeadores almacenados húmedos o no completamente esterilizados desarrollan biopelículas: comunidades microbianas recubiertas de matriz resistentes a los desinfectantes. Pseudomonas, Burkholderia y otros organismos asociados al agua colonizan las fibras de los trapeadores, el interior de los baldes y los mecanismos del escurridor. Las bacterias del biofilm se desprenden durante el uso, contaminando los pisos y provocando fallas en el monitoreo ambiental. Los ciclos de autoclave interrumpen las biopelículas mediante destrucción térmica y penetración de vapor, evitando fuentes de contaminación crónica.
Los sistemas esterilizables en autoclave previenen estos escenarios al garantizar que cada trapeador que ingresa a un área clasificada tenga un nivel SAL 10⁻⁶, lo que elimina la contaminación viable antes de su uso.
Garantizar la integridad del desinfectante: sin derrames ni lixiviables
La eficacia desinfectante depende de la concentración, el tiempo de contacto y la ausencia de interferencias. Los materiales del trapeador afectan a los tres:
El desprendimiento de partículas neutraliza los desinfectantes. Los trapeadores que generan más de 1000 partículas/m² liberan fragmentos de fibra, restos textiles y partículas de polímero en soluciones desinfectantes. Las partículas adsorben compuestos de amonio cuaternario (quats), reduciendo la concentración de activo libre por debajo de los umbrales de eficacia validados. El peróxido de hidrógeno se descompone en las fibras de celulosa y en determinadas superficies poliméricas. El poliéster de borde sellado esterilizable en autoclave genera <100 partículas/m², minimizando la unión del desinfectante y manteniendo la actividad de la solución durante todo el ciclo de limpieza.
Los lixiviados químicos comprometen la garantía de esterilidad. Algunos polímeros liberan plastificantes, estabilizadores o productos de degradación que inactivan los desinfectantes o promueven el crecimiento microbiano. El polipropileno de baja calidad lixivia antioxidantes que neutralizan los esporicidas a base de peróxido. Los componentes de poliamida de microfibra pueden lixiviar oligómeros de nailon. Los materiales de calidad farmacéutica esterilizables en autoclave están validados para extraíbles/lixiviables (E&L) según ICH Q3D y USP <661>, asegurando que no haya interferencia con los agentes de limpieza.
La retención de fibra previene la contaminación cruzada. Los trapeadores de microfibra que no se pueden esterilizar en autoclave se degradan y se convierten en superficies pegajosas que retienen residuos que se unen a los polvos API, los agentes de limpieza y la contaminación microbiana. El poliéster validado y esterilizable en autoclave resiste la retención de residuos a través de superficies de fibra suaves y química hidrofóbica, lo que permite un lavado completo y evita el arrastre entre usos.
Reducción de riesgos por fallas en el monitoreo ambiental
Los programas de monitoreo ambiental (EM) rastrean los recuentos de partículas, muestras viables de aire/superficie y contaminación microbiana del personal. Las fallas EM relacionadas con herramientas de limpieza siguen tres patrones:
Excursiones de partículas durante el trapeado. Los trapeadores no validados generan explosiones de partículas cuando se mojan, se escurren o se arrastran por el suelo. Las áreas ISO Clase 5 (≤3.520 partículas ≥0,5 µm/m³) tienen margen cero; una fregona que desprende 500 partículas/m² hace que los recuentos a nivel del suelo superen temporalmente los límites. Incluso si la excursión se resuelve en 30 minutos (la filtración HEPA elimina las partículas), desencadena ciclos de investigación, documentación CAPA y posibles suspensiones de producción. Trapeadores de poliéster de baja pelusa esterilizables en autoclave que generan <50 partículas/m² eliminan este modo de fallo.
Aumenta la carga biológica posterior a la limpieza. Las fallas de EM ocurren cuando los hisopos de superficie o las placas de contacto muestran recuentos de UFC más altos después de la limpieza que antes, lo que evidencia que los trapeadores redistribuyeron la contaminación en lugar de eliminarla. Causas fundamentales: esterilización inadecuada (trapeadores que albergan carga biológica), crecimiento de biopelículas en los sistemas de trapeadores o inactivación de desinfectantes por herramientas contaminadas. Los trapeadores validados en autoclave en SAL 10⁻⁶ eliminan la variable "herramienta contaminada", simplificando las investigaciones y reduciendo los resultados falsos positivos.
Tendencias crónicas de carga biológica de bajo nivel. Las instalaciones que utilizan trapeadores reutilizables no esterilizados a menudo experimentan una carga biológica persistente de grado C/D (muestras de aire de 30 a 50 UFC/m³, placas de contacto de 10 a 20 UFC) que se resiste a mejorar a pesar de los protocolos de desinfección validados. La fuente: fregonas que acumulan organismos resistentes (formadores de esporas, especies de biopelículas) debido a una esterilización incompleta. El cambio a sistemas esterilizables en autoclave con ciclos validados de 121 °C generalmente reduce la carga biológica inicial entre un 50% y un 70%, lo que mejora los márgenes de cumplimiento de EM.
Requisitos de validación: resistencia al calor, desprendimiento de partículas
Los equipos de control de calidad farmacéutico que califican los trapeadores esterilizables en autoclave deben documentar cuatro atributos de rendimiento:
1. Resistencia al calor en todo el recuento de ciclos calificados. Los protocolos IQ/OQ/PQ incluyen:
- IQ: Verificar las especificaciones del material (tipo de fibra de poliéster, construcción con bordes sellados, materiales del marco/mango), confirmar la calibración del autoclave y la calificación del lote de indicadores biológicos.
- OQ: Ejecute de 3 a 5 ciclos consecutivos de autoclave a 121 °C/30 min con cargas de trapeador, coloque los BI en los puntos fríos (centro de los paquetes de trapeador bien empaquetados), confirme que todos los BI estén inactivados y que se cumplan los límites paramétricos (mínimo F₀ ≥8 min).
- PQ: Pruebe el rendimiento del trapeador a 0 ciclos (nuevo), 25 a 30 ciclos (mediana vida útil) y 50 a 100 ciclos (final de vida útil calificada); medir la generación de partículas según ISO 14644-14, inspección visual (desgarros, degradación de bordes, decoloración), resistencia mecánica (pruebas de tracción, resistencia a la abrasión)
2. Estabilidad en el desprendimiento de partículas. La norma ISO 14644-14 (Evaluación de la idoneidad para el uso de equipos mediante concentración de partículas en el aire) proporciona el método de prueba: operar los cabezales de los trapeadores en un ambiente controlado con contadores ópticos de partículas que miden las concentraciones posteriores. Criterios de aceptación: <100 partículas ≥0,5 µm/m² para uso ISO Clase 5–7, <200 partículas/m² para Clase 8. Pruebas de calificación de los trapeadores al inicio de su vida útil y después de cada 20 a 25 ciclos de autoclave para detectar la degradación. Los trapeadores que exceden los límites de partículas se retiran incluso si conservan su integridad física.
3. Estabilidad dimensional y desempeño funcional.. El autoclave provoca la contracción del polímero en materiales de baja calidad. Mida las dimensiones del cabezal del trapeador (largo, ancho, grosor) antes y después de 10, 30, 50, 80 y 100 ciclos; definir límites de tolerancia (normalmente ±5% de cambio dimensional). Pruebe los parámetros funcionales: absorbencia de fluidos (ml retenidos por gramo de peso seco), eficiencia de escurrido (% de líquido liberado bajo presión estandarizada) y seguridad de la fijación del marco (fuerza de tracción requerida para separar el trapeador del marco). La degradación más allá de los límites definidos desencadena la jubilación.
4. Compatibilidad desinfectante post-autoclave. Los programas de limpieza farmacéutica rotan los desinfectantes (IPA, quats, peróxido, lejía) para prevenir la resistencia microbiana. Las pruebas de validación simulan la exposición secuencial en el peor de los casos: autoclave → 70% IPA → autoclave → 5% H₂O₂ → autoclave → 1000 ppm de lejía → autoclave, repitiéndose durante 50 ciclos. Confirme que la generación de partículas, la integridad visual y la resistencia mecánica se mantienen dentro de los criterios de aceptación. Los materiales que pasan las pruebas de autoclave únicamente pero que no superan la exposición combinada de autoclave + productos químicos están descalificados.

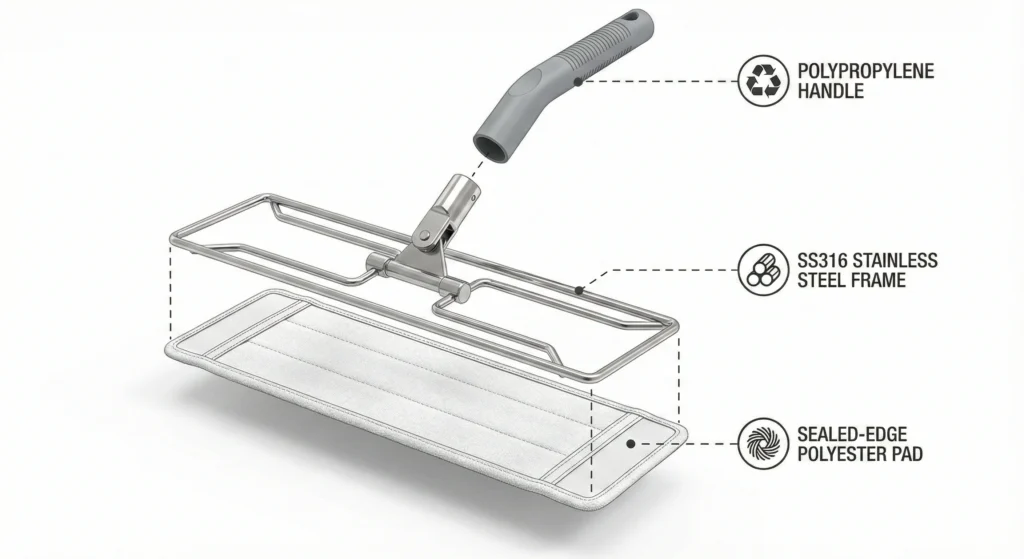
Figura 2: Cabezal de trapeador de poliéster con borde sellado que muestra la construcción perimetral termosellada y el marco de aluminio. Los bordes sellados evitan el desprendimiento de fibras y la generación de partículas, manteniendo <100 partículas/m² mediante 50–100 ciclos de autoclave a 121°C. Esta construcción es fundamental para el cumplimiento de las GMP farmacéuticas según los requisitos de generación de partículas ISO 14644-14.
Materiales aptos para esterilización en autoclave (almohadillas + marcos + manijas)
Almohadillas de poliéster con borde sellado para trapeador
El poliéster domina los cabezales de fregona farmacéuticos esterilizables en autoclave porque combina de forma única resistencia al calor, compatibilidad química y baja generación de partículas.
química de materiales: El poliéster de tereftalato de polietileno (PET) tiene una temperatura de transición vítrea (Tg) de ~80 °C y un punto de fusión de ~260 °C. A temperaturas de autoclave (121-134°C), el poliéster permanece en su estado cristalino sólido, muy por debajo del punto de fusión. La estructura aromática del polímero y sus enlaces éster hidrofóbicos resisten la hidrólisis por exposición al vapor. El poliéster de filamento continuo de alto peso molecular (utilizado en trapeadores de calidad farmacéutica) mantiene la resistencia a la tracción. >70% después de 100 ciclos de autoclave.
Construcción de borde sellado: Crítico para el control de partículas. Los bordes cortados exponen los extremos de las fibras que se deshilachan y desprenden partículas durante el trapeado. Las almohadillas para trapeador de calidad farmacéutica utilizan perímetros termosellados (cortados con láser y unidos térmicamente) o soldadura ultrasónica para encapsular todos los bordes. Algunos diseños utilizan tejido de bucle continuo (construcción tubular sin bordes cortados). Los bordes sellados evitan que se desenrede y se generen partículas, manteniendo <80 partículas/m² durante 50 a 100 ciclos.
Especificaciones de rendimiento:
- Durabilidad del autoclave: 50–100 ciclos a 121°C/30 min (poliéster estándar), 100–150 ciclos (poliéster de filamento continuo premium)
- Generación de partículas: <50 partículas ≥0,5 µm/m² (nuevas), <100 partículas/m² (después de 50 ciclos)
- Compatibilidad química: Resistente a 70% IPA, 3–10% H₂O₂, quats hasta 2000 ppm, hipoclorito de sodio hasta 1% (concentraciones más altas de lejía causan un amarillamiento gradual y pérdida de fuerza, pero mantienen <100 partículas/m² durante toda la vida útil)
- Absorbencia: 4–6 veces el peso seco (menos que la microfibra pero suficiente para la aplicación de desinfectantes farmacéuticos)
- Costo: $60–$150 por cabezal de trapeador (40–60 cm de ancho)
Especificaciones de adquisiciones: “100 % poliéster o mezcla predominante de poliéster (≥90 %), construcción de filamento continuo, bordes sellados (sellados térmicamente, soldados por ultrasonido o tejidos de bucle continuo), calificados para 50 a 100 ciclos de autoclave a 121 °C según los datos de validación del proveedor, generación de partículas <100/m² según ISO 14644-14 mantenido durante una vida útil calificada”.
Mezclas de microfibra (Precauciones & Necesidades de Calificación)
Los trapeadores de microfibra (mezclas de poliéster/poliamida, generalmente 80/20 o 70/30) ofrecen una absorbencia superior (6 a 8 veces el peso seco) y captura de suciedad en comparación con los 100% poliéster. Sin embargo, la microfibra presenta desafíos de validación en autoclave:
Degradación de poliamida (nylon): La poliamida 6 y 6,6 (componentes comunes de microfibra) tienen menor resistencia al calor que el poliéster. La Tg del nailon es de 50 a 60 °C con puntos de fusión de 220 a 260 °C, más cercanas a las temperaturas del autoclave. La exposición repetida a 121°C provoca escisión de la cadena (reducción del peso molecular), fragilidad y fusión de las fibras. Las imágenes SEM de microfibra después de 20 ciclos de autoclave muestran aglomeraciones de filamentos y daños en la superficie.
Generación acelerada de partículas.: Los estudios documentan que la generación de partículas de microfibra aumenta de ~100 partículas/m² (nuevas) a 300–800 partículas/m² después de 20–40 ciclos de autoclave, lo que descalifica el rendimiento para entornos ISO Clase 5–7. La estructura de fibra dividida (las microfibras se dividen mecánicamente para crear fisuras para la captura del suelo) se delamina bajo estrés térmico, liberando fragmentos de fibra submicrónicos.
Retención de residuos: La microfibra dañada se vuelve pegajosa y retiene residuos de desinfectantes, polvos API y suciedad orgánica. Esto aumenta el riesgo de carga biológica (los residuos orgánicos favorecen el crecimiento microbiano) y el potencial de contaminación cruzada (transferencia de residuos entre ciclos de limpieza).
Vida útil limitada200/m² cumple con los requisitos de clasificación. Las aplicaciones de grado A/B deben utilizar poliéster; El riesgo de que las partículas de la microfibra se desplacen a mitad de su vida útil es inaceptable en zonas asépticas.
Aplicaciones recomendadas: Los trapeadores de microfibra esterilizables en autoclave son aceptables para áreas ISO Clase 7–8 (Grado C/D) donde los beneficios de una mayor absorbencia superan la vida útil reducida y la generación de partículas. <200/m² cumple con los requisitos de clasificación. Las aplicaciones de grado A/B deben utilizar poliéster; El riesgo de que las partículas de la microfibra se desplacen a mitad de su vida útil es inaceptable en zonas asépticas.
Requisitos de calificación: Exija datos de validación del proveedor que muestren curvas de generación de partículas desde 0 hasta ciclos calificados de fin de vida útil (p. ej., 0, 10, 20, 30, 40, 50 ciclos), evidencia visual/SEM de integridad de la fibra y pruebas de estabilidad dimensional. Establecer protocolos internos de inspección y seguimiento del ciclo para detectar la degradación temprana.
Marcos de acero inoxidable
Los marcos de los trapeadores conectan los cabezales con los mangos y deben sobrevivir a más de 200 ciclos de autoclave sin corrosión, deformación o fallas mecánicas.
Especificaciones de materiales: Acero inoxidable SS316 (18% cromo, 14% níquel, 2,5% molibdeno) o SS304 (18% cromo, 8% níquel). SS316 ofrece una resistencia superior a la corrosión en entornos con alto contenido de cloro (importante para instalaciones que utilizan esporicidas a base de lejía); SS304 es aceptable para programas IPA/quat/peróxido únicamente.
Construcción: Los marcos de una pieza soldados o de curvatura continua eliminan las conexiones roscadas y las grietas que atrapan la carga biológica. El accesorio del cabezal del trapeador debe utilizar bolsillos sellados (fundas de poliéster) o mecanismos de clip suaves, sin cierres de velcro o de velcro expuestos que alberguen contaminación y desprendan partículas.
Durabilidad del autoclave: SS316/SS304 soportan más de 200 ciclos de autoclave a 121°C sin degradación funcional. Es posible que se requiera pasivación (tratamiento químico que forma una capa protectora de óxido de cromo) después de 100 a 150 ciclos si aparece decoloración de la superficie o micropicaduras, pero la integridad mecánica y el rendimiento de generación de partículas siguen siendo aceptables.
Costo: $70–$200 por marco (40–60 cm de ancho). Con un costo inicial más alto que el polipropileno (entre $25 y $80), pero se amortiza en más de 200 ciclos frente a los 50-100 ciclos del PP, el acero inoxidable ofrece un costo total de propiedad más bajo.
Especificaciones de adquisiciones: “Acero inoxidable SS316 o SS304, construcción de una sola pieza soldada o de curvatura continua, cabezal de trapeador sellado (sin velcro expuesto), acabado superficial electropulido o pasivado, calificado para más de 200 ciclos de autoclave a 121°C”.
Marcos de aluminio anodizado (Limitaciones)
Los marcos de aluminio anodizado ofrecen un peso más liviano (entre 150 y 250 g frente a 300 y 500 g para el acero inoxidable) y un costo más bajo (entre 40 y 120 dólares), pero presentan desafíos de calificación:
Corrosión inducida por autoclave: La anodización (recubrimiento de óxido electroquímico) protege el aluminio de la oxidación, pero el vapor a 121 °C degrada gradualmente la capa anódica. Los ciclos repetidos provocan picaduras, formación de óxido blanco y rugosidad de la superficie, lo que aumenta la generación de partículas y crea puertos de carga biológica.
Ciclo de vida limitado: Los marcos de aluminio anodizado de calidad farmacéutica suelen alcanzar entre 50 y 100 ciclos de autoclave antes de que la degradación de la superficie los descalifique. Esto coincide con la vida útil del cabezal del trapeador de poliéster, lo que permite un retiro sincronizado, pero no ofrece ninguna ventaja sobre los marcos de polipropileno a un costo similar.
Incompatibilidad química: El aluminio se corroe rápidamente en ambientes alcalinos. Las instalaciones que utilizan detergentes alcalinos para el lavado o hipoclorito de sodio (lejía, que genera alcalinidad mediante hidrólisis) deben evitar los marcos de aluminio. Incluso las superficies anodizadas fallan bajo una exposición prolongada a lejía.
Aplicaciones recomendadas: aplicaciones ISO Clase 7–8 con programas de desinfección solo IPA/quat y flujos de trabajo sensibles al peso (por ejemplo, trapear techos, limpiar paredes que requieren mangos de alcance extendido). Las aplicaciones de grado A/B deben utilizar acero inoxidable para evitar riesgos de corrosión a mitad de vida útil.
Mangos de polipropileno esterilizables en autoclave
Las manijas conectan los marcos con los operadores y deben ser esterilizables en autoclave, ergonómicas y selladas contra la infiltración de carga biológica.
Especificaciones de materiales: Polipropileno (PP) de alta temperatura formulado con estabilizadores térmicos, normalmente una temperatura de transición vítrea de ~0 °C y un punto de fusión de ~165 °C. El PP estándar se funde o se deforma a 121°C; El PP esterilizable en autoclave de grado farmacéutico utiliza copolímeros y estabilizadores para mantener la rigidez a temperaturas de esterilización.
Construcción: Diseño de extrusión de una sola pieza o moldeado por inyección sin cavidades huecas ni tapas roscadas que atrapen la humedad y la carga biológica. La fijación del marco debe utilizar conexiones roscadas selladas con juntas esterilizables en autoclave o conjuntos de manija y marco moldeados de una sola pieza.
Durabilidad del autoclave: El PP de alta temperatura resiste entre 50 y 100 ciclos a 121 °C. La degradación se manifiesta como fragilidad, agrietamiento de la superficie y desprendimiento de hilos en los puntos de unión. La inspección visual cada 20 a 25 ciclos detecta signos tempranos de falla.
Mangos de acero inoxidable versus polipropilenoMangos de acero inoxidable versus polipropileno
Especificaciones de adquisiciones: “Polipropileno esterilizable en autoclave (formulación para alta temperatura) o acero inoxidable SS316, construcción sellada de una sola pieza, calificada para ≥50 ciclos de autoclave a 121 °C, roscas de fijación del marco selladas con juntas esterilizables en autoclave”.
Compatibilidad con desinfectantes (IPA, H₂O₂, QAC)
Los materiales esterilizables en autoclave deben resistir la rotación de desinfectantes farmacéuticos sin degradación acumulativa:
70% alcohol isopropílico (IPA): Uso diario en áreas de Grado A/B/C. El poliéster, el acero inoxidable y el PP esterilizable en autoclave muestran una excelente compatibilidad: no se hinchan, decoloran ni pierden resistencia después de más de 100 ciclos de exposición. La poliamida de microfibra puede hincharse ligeramente pero sigue siendo funcional.
Peróxido de hidrógeno (H₂O₂, 3–10%): Limpieza esporicida semanal. El poliéster y SS316 resisten la oxidación del peróxido. El PP esterilizable en autoclave muestra un blanqueamiento gradual de la superficie después de más de 50 exposiciones al peróxido, pero mantiene la integridad mecánica. La poliamida de microfibra se degrada más rápidamente: coloración amarillenta y pérdida de resistencia después de 30 a 50 ciclos. El estrés combinado de autoclave + peróxido acelera la degradación de la microfibra; limite a 30 a 40 ciclos totales en programas de rotación de peróxido.
Compuestos de amonio cuaternario (quats, 200-2000 ppm): 2-3 veces por semana desinfección general. Bien tolerado por todos los materiales esterilizables en autoclave. La gestión de residuos es fundamental: los quats forman películas en las superficies que reducen la actividad desinfectante posterior. Los protocolos de lavado validados deben eliminar los residuos de quat entre usos.
Hipoclorito de sodio (lejía, 500 a 5000 ppm): Uso de esporicidas de amplio espectro 1 a 2 veces por semana. El poliéster resiste la lejía, pero muestra un color amarillento gradual y una pérdida de resistencia a la tracción del 20 al 30 % después de más de 50 exposiciones a >1000 ppm. SS316 resiste la corrosión por cloruros; SS304 puede mostrar picaduras después de más de 100 exposiciones por encima de 2000 ppm. Tanto el PP como la microfibra, esterilizables en autoclave, se degradan rápidamente con lejía: agrietamiento de la superficie, fragilidad y generación acelerada de partículas. Las instalaciones con CCS con mucho cloro deben especificar marcos de acero inoxidable 316, cabezales de trapeador 100 % poliéster y limitar la vida útil del trapeador a 50 a 70 ciclos cuando se utiliza cloro. >Rutinariamente se utilizan 1000 ppm.
Enfoque de validación: Cree una matriz de compatibilidad que documente la aprobación/rechazo para cada combinación de material + desinfectante, con "aprobado" definido como: sin degradación visible (agrietamiento, coloración amarillenta, cambio de textura de la superficie más allá de los límites aceptables), generación de partículas. <100/m² mantenido, retención de resistencia mecánica >70%, después de 50 ciclos de exposición secuencial en el peor de los casos (autoclave → desinfectante → autoclave).
Temperatura del autoclave & Limitaciones del ciclo (explicación de la validación)
121°C / 20–30 min Ciclos estándar
El ciclo de 121 °C/15 a 30 minutos es el caballo de batalla del autoclave farmacéutico, ya que equilibra la letalidad validada con la preservación del material.
Parámetros del ciclo: Vapor saturado a 121 °C (250 °F) a una presión manométrica de 15 psi (103 kPa por encima de la atmosférica), tiempo de exposición de 15 a 30 minutos dependiendo de la densidad de carga y los requisitos de penetración del vapor. La F₀ (letalidad acumulada equivalente a una exposición a 121 °C) suele alcanzar entre 8 y 15 minutos para cargas porosas como los cabezales de fregona.
¿Por qué 121°C?: A esta temperatura, G. stearothermophilus las esporas (el indicador biológico estándar para la esterilización por vapor) exhiben un valor D de ~1,5 minutos (tiempo para lograr una reducción de 1 log o 90 %). Una exposición de 15 minutos produce una reducción de 10 log; 30 minutos proporcionan una reducción de 20 log: un exceso enorme que garantiza SAL 10⁻⁶ incluso con una alta carga biológica o una mala penetración del vapor.
Tolerancia de materiales: El poliéster, SS316 y el PP esterilizable en autoclave toleran 121 °C sin sufrir daños agudos. Esta es la base de calificación: los materiales que fallan a 121 °C quedan descalificados independientemente del costo o los beneficios de rendimiento.
Calificación del ciclo: IQ/OQ valida el equipo del autoclave (distribución de temperatura, calidad del vapor, integridad del sello de la puerta). PQ valida cargas específicas: empaquete los cabezales de los trapeadores en la configuración del peor de los casos (recuento máximo, disposición más ajustada, en bolsa si se usa en la práctica), coloque los BI en el centro geométrico y la periferia, ejecute 3 ciclos consecutivos, confirme que todos los BI estén inactivados y que se haya alcanzado el F₀ mínimo en todas las ubicaciones de los sensores. Documente los registros del ciclo (gráficos de tiempo/temperatura/presión) y los resultados de BI para la inspección reglamentaria.
Ciclos cortos de 134°C
En algunas instalaciones farmacéuticas se utiliza la esterilización de ciclo corto a alta temperatura (134 °C/3 a 10 minutos) para aumentar el rendimiento del autoclave.
Parámetros del ciclo: 134°C (273°F) a 30 psi (207 kPa por encima de la atmósfera), tiempo de exposición de 3 a 10 minutos. Equivalencia F₀: 3 minutos a 134 °C ofrecen aproximadamente la misma letalidad que 30 minutos a 121 °C (debido a la relación exponencial entre la temperatura y el valor D por valor z ~10 °C para las esporas).
Riesgo material: Una temperatura más alta acelera la degradación del polímero. El poliéster mantiene la integridad, pero muestra una pérdida de color y resistencia a la tracción más rápida: vida útil de 50 ciclos a 134 °C frente a vida útil de 100 ciclos a 121 °C. El PP esterilizable en autoclave se acerca a su punto de fusión (165°C); la vida útil se reduce a 30 a 50 ciclos, con riesgo de deformación si la temperatura de la cámara se excede o el enfriamiento es demasiado rápido. La poliamida de microfibra se degrada severamente: la fusión de fibras y la generación de partículas aumentan después de 10 a 20 ciclos a 134 °C.
Aplicaciones recomendadas: Los ciclos de 134°C son aceptables para marcos/mangos de acero inoxidable (sin degradación) y trapeadores de poliéster de filamento continuo de primera calidad donde una vida útil de 50 ciclos es suficiente. Evite 134°C para componentes de microfibra, poliéster de grado estándar y polipropileno. Si los autoclaves de las instalaciones funcionan a 134 °C para otras cargas (instrumentos quirúrgicos, cristalería), establezca ciclos separados de 121 °C para los trapeadores de sala blanca o acepte una vida útil reducida y realice un seguimiento del recuento de ciclos en consecuencia.
Validación: Mismo marco IQ/OQ/PQ que los ciclos de 121°C. La ubicación del BI es crítica: 134 °C reduce el margen de seguridad para los puntos fríos. Los estudios de vida útil deben realizarse a 134 °C para determinar los límites reales del ciclo; no extrapolar a partir de datos de 121°C.
Exposición repetida al autoclave & Estudios de envejecimiento
Los materiales se degradan acumulativamente a lo largo de los ciclos de autoclave. La determinación de la vida útil requiere una validación de envejecimiento acelerado:
Diseño de estudio de envejecimiento: Pruebe los trapeadores a intervalos durante la vida útil proyectada: 0 ciclos (línea de base), 20 ciclos, 40 ciclos, 60 ciclos, 80 ciclos, 100 ciclos, midiendo:
- Generación de partículas según ISO 14644-14 (<criterio de aceptación 100/m²)
- Integridad visual (desgarros, degradación de los bordes, decoloración)
- Estabilidad dimensional (largo, ancho, espesor dentro del ±5% del original)
- Resistencia mecánica (ensayo de tracción, resistencia a la abrasión)
- Rendimiento funcional (absorbencia, eficiencia de escurrido)
Trazar métricas de rendimiento versus recuento de ciclos para identificar curvas de degradación. La vida útil del trapeador se define como el recuento de ciclos en el que cualquier parámetro excede los criterios de aceptación, generalmente cuando la generación de partículas alcanza 100/m² (para uso ISO 5-7) o la resistencia mecánica cae por debajo del 70 % del original.
Patrones típicos de degradación:
- Poliéster: Coloración amarillenta gradual después de 40 a 60 ciclos (solo cosmético, sin impacto funcional); generación de partículas estable <80/m² durante 80 ciclos, aumentando a 90-100/m² en 100 ciclos; resistencia a la tracción 85–90% de retención a 100 ciclos. Vida útil: 80 a 100 ciclos (retírese antes de que se supere el límite de partículas).
- Microfibra: Generación de partículas 100–150/m² en 30 ciclos, 200–400/m² en 50 ciclos; fusión de fibras visible con aumento después de 20 ciclos; la absorbencia cae entre un 20% y un 30% cada 40 ciclos. Vida útil: 30–40 ciclos.
- Marcos de PP esterilizables en autoclave: El agrietamiento de la superficie aparece después de 60 a 80 ciclos; Los hilos se pelan o se agrietan entre 80 y 100 ciclos. Vida útil: 70 a 80 ciclos (inspección visual cada 20 ciclos para detectar fallas tempranas).
Desencadenantes de recalificación: Si los trapeadores en uso muestran una degradación inesperada (excursiones de partículas, marcos rotos, decoloración prematura), deje de usarlos e investigue. Posibles causas: excesos de temperatura del autoclave, problemas con la calidad del vapor (vapor sobrecalentado o vapor húmedo), contaminación con productos químicos incompatibles (p. ej., exposición a lejía que no forma parte de la validación original) o cambios en la formulación del material del proveedor. Vuelva a calificar utilizando muestras nuevas y revise los límites del ciclo si es necesario.
Riesgo de contracción en almohadillas de baja calidad
La contracción del polímero por la exposición al vapor es un modo de falla común para los trapeadores de grado no farmacéutico:
Mecanismo: Los polímeros contienen tensiones residuales de la fabricación (hilado, tejido, termofijación). El calor del autoclave proporciona energía para que las cadenas de polímeros se relajen hacia conformaciones de menor energía, lo que se manifiesta como una contracción dimensional. El poliéster de baja calidad puede encogerse entre un 5 % y un 15 % en longitud/ancho después de 5 a 10 ciclos; Los materiales de calidad farmacéutica utilizan un recocido controlado por termofijado y alivio de tensiones durante la fabricación para minimizar la tensión residual, limitando la contracción a <3% en 100 ciclos.
Impacto: Los cabezales de trapeador encogidos ya no se ajustan correctamente a los marcos, lo que crea puntos de sujeción sueltos que generan partículas por fricción. La superficie reducida disminuye la cobertura del piso y la capacidad de fluido. La tela ajustada aumenta la rigidez, lo que reduce la maniobrabilidad del operador y la eficiencia de captura de partículas.
Pruebas de calificación: Mida las dimensiones del cabezal del trapeador (largo, ancho y grosor en tres lugares) en 0, 10, 20, 30, 50 ciclos. Criterio de aceptación: <5% de cambio dimensional a través de una vida útil calificada. Rechazar proveedores que no puedan proporcionar datos de validación de merma o que muestren >5% de contracción en los primeros 10 ciclos (lo que indica un tratamiento térmico de fabricación inadecuado).
Deformación del metal en marcos que no son aptos para laboratorio
Los marcos metálicos fallan por corrosión (analizada anteriormente en aluminio) o deformación mecánica:
Fallo de unión soldada: Los marcos que utilizan soldaduras por puntos o puntos de soldadura (en lugar de soldaduras continuas) desarrollan grietas por tensión en los puntos de soldadura después de 30 a 50 ciclos de autoclave. El vapor penetra en las grietas, acelerando la corrosión y el fallo de las juntas. Los marcos de calidad farmacéutica utilizan soldadura de cordón continuo o una construcción estampada/doblada de una sola pieza.
pelado de hilos: Los puntos de fijación del mango roscado experimentan expansión/contracción térmica cíclica. El acero inoxidable de baja calidad (p. ej., SS201, un grado con bajo contenido de níquel comercializado como “inoxidable”) o las aleaciones de aluminio blando pelan las roscas después de 20 a 40 ciclos. SS316 y aleaciones de aluminio de alta resistencia mantienen la integridad de la rosca durante más de 200 ciclos.
Pandeo: Aluminio de calibre fino (<2 mm) o los marcos de acero estampado pueden deformarse bajo los diferenciales de presión del autoclave, especialmente durante el enfriamiento rápido. Los marcos deformados crean un contacto desigual con el piso (lo que reduce la eficacia de la limpieza) y tensionan los puntos de fijación del cabezal del trapeador (lo que provoca desgarros).
Pruebas de calificación: Cargue los marcos en el autoclave a la máxima densidad operativa, ejecute 20 ciclos, inspeccione si hay grietas en las soldaduras (prueba de tintes penetrantes), daños en las roscas (medidores de paso/no paso) y deformaciones (medición de planitud en la superficie de referencia). Aceptación: sin daños visibles, compromiso del hilo. >80% del original, desviación de planitud <2 mm a lo largo del marco.
Cómo especificar correctamente la validación de autoclave en adquisiciones
Las especificaciones de adquisiciones deben separar el marketing del proveedor de la documentación lista para la validación:
Datos de proveedor requeridos:
- Composición de materiales: Tipo exacto de polímero (p. ej., “poliéster PET, filamento continuo, 150 denier”, no “mezcla de poliéster”), construcción de fibra (método de borde sellado, patrón de tejido), grado de metal (SS316, formulación de PP esterilizable en autoclave)
- Calificación del ciclo de autoclave: Configuración de temperatura, tiempo, presión y carga utilizada en la validación del proveedor; número de ciclos probados (mínimo 50 para calificación reutilizable); Criterios de aceptación para generación de partículas, estabilidad dimensional, resistencia mecánica.
- Datos de generación de partículas.: Informes de prueba ISO 14644-14 que muestran recuentos de partículas a 0, 25, 50, 75, 100 ciclos (o el límite calificado del proveedor); condiciones de prueba (trapeador saturado, carga aerodinámica de 500 g, patrón de trazo estandarizado); especificaciones del contador de partículas ópticas
- Determinación de la vida útil: Método utilizado para establecer límites de ciclo (estudios de envejecimiento, pruebas aceleradas, datos históricos de campo); Criterios de retirada (límite de partículas, lista de defectos visuales, umbral de resistencia mecánica).
- Certificados de conformidad: CoC específico del lote que confirma que el material coincide con la especificación; registros del ciclo del autoclave (si el proveedor preesteriliza); resultados de indicadores biológicos (si corresponde)
Lenguaje de especificación de muestra:
"Cabezal de trapeador para sala limpia esterilizable en autoclave: construcción de filamento continuo 100% poliéster, borde sellado (perímetro termosellado o soldado por ultrasonidos), calificado para un mínimo de 50 ciclos de autoclave a 121 °C/30 min según el estudio de validación del proveedor. El proveedor deberá proporcionar: (1) Informe de prueba de generación de partículas ISO 14644-14 que documente <100 partículas ≥0,5 µm/m² mantenidas mediante un recuento de ciclos calificado, (2) datos de estabilidad dimensional que muestren <5% de cambio de longitud/ancho a través de ciclos calificados, (3) certificados de análisis de materiales, (4) metodología de determinación de la vida útil y criterios de retiro. Los cabezales de trapeador se entregarán con certificados de conformidad específicos del lote y documentación de seguimiento del ciclo que permitan monitorear la vida útil de las instalaciones”.
Banderas rojas en reclamos de proveedores:
- “Autoclavable” sin límites de ciclo especificados ni datos de validación
- “Probado a 121 °C” sin duración, configuración de carga ni métricas de rendimiento
- Datos de generación de partículas solo para trapeadores nuevos/sin usar (sin estudio de envejecimiento)
- “Apto para salas limpias” sin clase ISO o especificación de grado GMP
- Negarse a proporcionar la composición del material o detalles del proceso de fabricación.
Las instalaciones deben realizar pruebas piloto en pequeñas cantidades (10 a 20 cabezales de trapeador) con validación interna en autoclave antes de adoptarlas en todas las instalaciones. Las pruebas dirigidas por control de calidad identifican lagunas en los datos de los proveedores y verifican el rendimiento en condiciones de uso reales (desinfectantes específicos de las instalaciones, equipos de autoclave, técnicas del operador).
Fregonas para salas blancas esterilizables en autoclave o desechables: cómo elegir
Tabla comparativa
| Criterio | Esterilizable en autoclave Reutilizable | Desechable esterilizado con rayos gamma |
| Costo por uso | SAL 10⁻⁶ mediante validación interna en autoclave; requiere monitoreo de BI y liberación paramétrica | SAL 10⁻⁶ mediante irradiación gamma del proveedor (25–50 kGy); Certificados de esterilidad y registros de dosis proporcionados. |
| Garantía de esterilidad | SAL 10⁻⁶ mediante validación interna en autoclave; requiere monitoreo de BI y liberación paramétrica | SAL 10⁻⁶ mediante irradiación gamma del proveedor (25–50 kGy); Certificados de esterilidad y registros de dosis proporcionados. |
| Generación de partículas | <100 partículas/m² cuando esté calificado; se degrada entre 30 y 100 ciclos según el material; requiere nuevas pruebas periódicas | <50 partículas/m² (sin preocupación por la degradación; un solo uso elimina la variable de envejecimiento) |
| Riesgo de contaminación cruzada | Baja a moderada; El lavado validado elimina los residuos de <Límites de detección de HPLC; requiere segregación por habitación/producto | Cero; El uso único elimina el traspaso de un lote a otro. |
| Complejidad del POE | Alto; requiere autoclave IQ/OQ/PQ, seguimiento de ciclos, validación de lavado, monitoreo de vida útil, protocolos de retiro | Bajo; recibir inspección y eliminación únicamente |
| Inventario | Moderado; Cantidad de uso diario de 3 a 5 veces para respaldar la rotación de lavado/esterilización (p. ej., 30 trapeadores para instalaciones que usan 10 por día) | Alto; Suministro para 1 a 2 semanas más stock de seguridad para los plazos de entrega del proveedor (p. ej., 100 a 200 trapeadores para las instalaciones que usan 10 por día) |
| Infraestructura | Requiere autoclave validado, lavandería de calidad farmacéutica (o servicio subcontratado) y almacenamiento controlado | Sin infraestructura de esterilización; solo requiere almacenamiento controlado que cumpla con los requisitos de integridad/caducidad del paquete |
| Mejores aplicaciones | ISO 6–8 fabricación de grandes superficies (>500 m² de fregado diario), instalaciones con capacidad de autoclave existente, operaciones sensibles a los costos | Núcleos asépticos ISO 5 Grado A/B, instalaciones API multiproducto/de alta potencia que requieren cero riesgo de contaminación cruzada, instalaciones sin capacidad de autoclave |
| Impacto ambiental | Menor volumen de residuos; Los sistemas reutilizables generan residuos sólo al final de su vida útil. | Mayor volumen de residuos; cada uso genera eliminación del cabezal del trapeador + embalaje (algunos proveedores ofrecen programas de reciclaje) |
| Documentación de auditoría | Extenso; registros de validación de autoclaves, registros de monitoreo de BI, seguimiento de ciclos, estudios de vida útil, registros de retiro | Moderado; certificados de esterilidad del proveedor, registros de inspección de recepción, cumplimiento del almacenamiento, seguimiento de vencimientos |
Análisis del costo total de propiedad (TCO)
Escenario: 1000 m² de área de fabricación de grado C trapeada 5 veces por semana (260 usos/año)
Sistema reutilizable esterilizable en autoclave (TCO de 5 años):
- Reemplazo del cabezal del trapeador: $100 × 8 reemplazos (vida útil de 80 ciclos, 260 usos/año = 3,25 ciclos de vida del cabezal del trapeador/año) × 5 años = $4000
- Escenario: 1000 m² de área de fabricación de grado C trapeada 5 veces por semana (260 usos/año)
- Costo del sistema: $300 × 3 juegos (inventario de rotación) = $900
- Autoclave: $0,75/ciclo (servicios públicos, BI, tiempo del operador) × 260/año × 5 años = $975
- Eliminación: $0,50/unidad × 260/año × 5 años = $650
- Sistema desechable esterilizado con rayos gamma (TCO de 5 años)
Sistema desechable esterilizado con rayos gamma (TCO de 5 años):
- El sistema reutilizable ahorra $14,425 en 5 años (48% de reducción del TCO) para este escenario.
- Costo total de 5 años: $15,825 ($3,165/año, $12.17 por evento de trapeado)
- Costo total de 5 años: $30 250 ($6050/año, $23,27 por evento de trapeado)
- Validación: $1000 (recepción de protocolos de inspección, procedimientos de almacenamiento, una sola vez)
Validación: $8,000 (IQ/OQ/PQ, validación de lavado, estudios de vida útil, una sola vez)
Escenario: Sala de llenado aséptico de grado A/B de 200 m² fregada 3 veces por semana (156 usos/año)
Esterilizable en autoclave reutilizable:
- Desechables esterilizados con rayos gamma
- Riesgo de investigación: 2 fallas de EM/5 años (reducido de 3 con herramientas no validadas) × $8000 costo promedio = $16000
- Lavado: $2/ciclo (grado superior para lavado aséptico de herramientas) × 156/año × 5 años = $1,560
- Reemplazo del cabezal del trapeador: $120 × 5 reemplazos × 5 años = $3000
- Escenario: Sala de llenado aséptico de grado A/B de 200 m² fregada 3 veces por semana (156 usos/año)
- Costo del sistema: $350 × 3 = $1050
- Costo total de 5 años: $34,390 ($6,878/año, $44.10 por evento de trapeado)
Desechables esterilizados con rayos gamma:
- 200–300 usos/año) y clasificaciones de menor riesgo (Grado C/D). Los sistemas desechables se optimizan para aplicaciones de bajo volumen y alto riesgo (Grado A/B
- : Los sistemas reutilizables logran una ventaja de retorno de la inversión (ROI) con mayores volúmenes de uso (
- El sistema desechable ahorra $6160 (reducción del 18 % del costo total de propiedad) para esta aplicación de alto riesgo y menor volumen.
- Eliminación: $0,50/unidad × 156/año × 5 años = $390
- Riesgo de investigación: 0,5 fallos de ME/5 años (opción de menor riesgo) × $8.000 = $4.000
Costo del trapeador: $28/unidad × 156 usos/año × 5 años = $21,840
Marco de decisión sobre el coste total de propiedad: Los sistemas reutilizables logran una ventaja de retorno de la inversión (ROI) con mayores volúmenes de uso (>200–300 usos/año) y clasificaciones de menor riesgo (Grado C/D). Los sistemas desechables se optimizan para aplicaciones de bajo volumen y alto riesgo (Grado A/B <200 usos/año) donde la evitación de costos de investigación supera el mayor costo por uso.
Riesgo de contaminación entre habitaciones
Los sistemas reutilizables requieren una limpieza validada entre usos para evitar la contaminación de una habitación a otra:
Validación de lavado: El reprocesamiento de textiles farmacéuticos sigue la guía PDA TR 70. La validación demuestra que el lavado elimina la tierra, los residuos de API y la carga biológica por debajo de los límites de detección. Parámetros críticos: calidad del agua (WFI o agua purificada para el enjuague final), tipo/concentración de detergente (grado farmacéutico, probado para residuos), temperatura de lavado y tiempo del ciclo, ciclos de enjuague (mínimo 3 a 5 con enjuague final <10 UFC/100 ml, <0.25 EU/mL de endotoxina) y método de secado (aire filtrado con HEPA, temperatura/tiempo validados que previenen el crecimiento microbiano).
Protocolos de segregación: La codificación de colores (azul para Grado A/B, verde para Grado C, amarillo para Grado D, rojo para áreas de desechos) evita el uso cruzado accidental. La segregación física (almacenamiento separado para cada grado/línea de producto) refuerza los controles de procedimiento. El etiquetado (asignación de habitación, fecha de servicio, recuento de ciclos) permite la trazabilidad.
Pruebas de residuos en el peor de los casos: Contaminar intencionalmente los trapeadores con el peor de los casos (polvo API de alta potencia, agente de limpieza concentrado, cóctel de organismos con alta carga biológica), lavar según el protocolo validado, realizar pruebas de residuos mediante HPLC (API) o TOC (agentes de limpieza) y carga biológica mediante un hisopo de superficie. Aceptación: API <1% de la dosis terapéutica más baja (cálculo específico del producto), agentes de limpieza <LOD, carga biológica <10 UFC/fregona.
Los sistemas desechables eliminan la complejidad de la validación del lavado y brindan una garantía absoluta de cero arrastre: la preferencia regulatoria por instalaciones de múltiples productos, API de alta potencia y fabricación de betalactámicos.
Integración SOP y diseño de flujo de trabajo
Flujo de trabajo reutilizable y esterilizable en autoclave:
- Utilice el trapeador en el área designada según el SOP de trapeado validado.
- Después del uso, recójalo en un contenedor designado para herramientas contaminadas.
- Traslado al área de lavandería (diario o por protocolo de lote)
- Lavado por ciclo validado (lote de documentos, fecha, operador)
- Inspeccione si hay daños (desgarros, degradación de los bordes, decoloración); retirarse si hay defectos presentes
- Cargue en el autoclave en una configuración calificada, coloque los BI según el protocolo PQ (si la ejecución de BI de rutina está programada)
- Ejecutar ciclo de autoclave validado; registrar datos paramétricos (tiempo, temperatura, presión, F₀)
- Permitir un enfriamiento controlado; transferir al área de almacenamiento estéril manteniendo el embalaje/tiempo de retención según la validación
- Entregar a producción la documentación del recuento de ciclos (seguir el límite de vida útil)
- Repita los pasos 1 a 9 hasta que el trapeador alcance el límite de ciclo calificado, luego retírelo según el procedimiento de destrucción validado.
Flujo de trabajo desechable:
- Reciba trapeadores esterilizados con rayos gamma en envases sellados del proveedor
- Inspeccionar la integridad del embalaje (sin roturas, sellos intactos) y verificar la documentación (certificado de esterilidad, fecha de vencimiento, trazabilidad del lote)
- Almacenar en condiciones controladas (temperatura, humedad, segregado por lote) según validación
- Problema para la producción que mantiene la integridad del embalaje hasta el punto de uso.
- Abrir en el área designada para batas/esclusa de aire mediante técnica aséptica
- Úselo una vez por SOP de trapeado validado.
- Eliminar según los protocolos de residuos farmacéuticos (segregados por grado/producto si es necesario para la trazabilidad de la investigación)
Los flujos de trabajo desechables eliminan los pasos 3 a 8 de los protocolos reutilizables, lo que reduce la carga de capacitación del operador y el riesgo de desviación de procedimientos. Sin embargo, los flujos de trabajo reutilizables ofrecen una mayor flexibilidad operativa (sin dependencia del proveedor para el reabastecimiento de emergencia, entrega al día siguiente frente a plazos de entrega de 2 a 4 semanas).
Desempeño del monitoreo ambiental
Los programas EM rastrean el rendimiento de las herramientas de limpieza a través de dos métricas:
Tendencias del recuento de partículas: Los contadores ópticos de partículas colocados durante las operaciones de trapeado (o las pruebas de recuperación posteriores al trapeado) detectan trapeadores degradantes. Base: <50 partículas/m² para mopas nuevas esterilizables en autoclave, <30 partículas/m² para desechables. Tendencia: la generación promedio mensual de partículas durante el trapeado debería permanecer estable. Las tendencias al alza (p. ej., 50 → 70 → 95 partículas/m² durante 3 meses) indican una degradación del trapeador que requiere un retiro más temprano o una investigación de la deriva del proceso de autoclave/lavado.
Las investigaciones de fallas de EM deben diferenciar las fallas de las herramientas de la técnica del operador o los problemas con el desinfectante. Si varias habitaciones muestran aumentos de partículas/carga biológica simultáneamente, sospeche de degradación de la herramienta (los trapeadores se acercan al final de su vida útil). Si está aislado en una habitación u operador, sospeche de técnica o preparación desinfectante.
Verificación de la reducción de la carga biológica: Los hisopos de superficie o las placas de contacto antes y después de trapear miden la eficacia de la limpieza. Aceptación: reducción ≥2 log (eliminación del 99%) para limpieza de rutina, reducción ≥3 log (eliminación del 99,9%) para limpieza esporicida. Los trapeadores esterilizables en autoclave con SAL 10⁻⁶ y los trapeadores estériles desechables logran esto cuando se usan con técnicas y desinfectantes validados. Los trapeadores no esterilizados o mal esterilizados a menudo presentan <Reducción de 1 log o incluso aumento de la carga biológica (organismos redistribuidores de herramientas contaminadas).
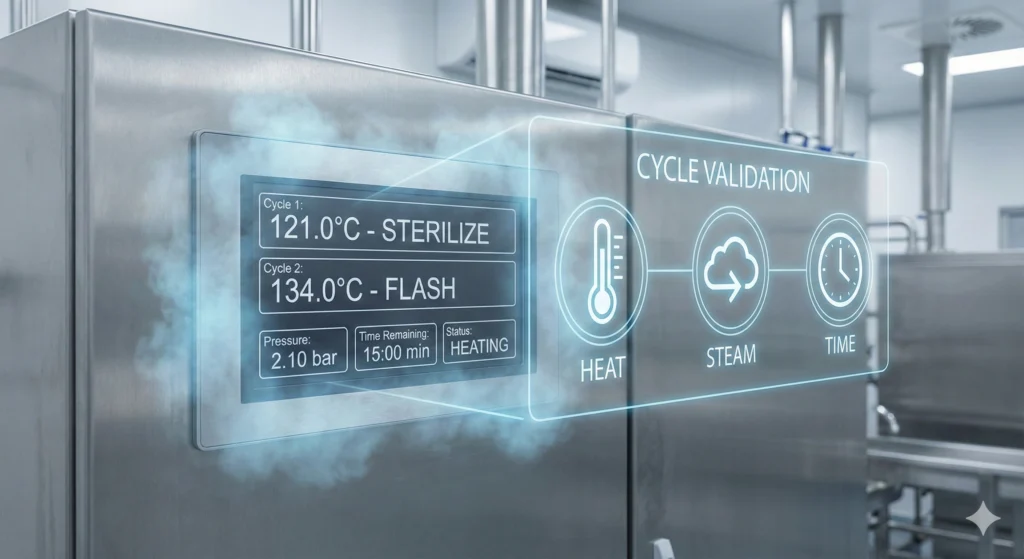
Figura 3: Sala limpia de grado farmacéutico B/C que muestra al personal en bata con el equipo de protección y el entorno de fabricación adecuados. La Sección 4.29 del Anexo 1 de las GMP de la UE requiere materiales de limpieza estériles (incluidos trapeadores) en áreas de Grado A/B, lo que se logra mediante ciclos de autoclave validados que entregan SAL 10⁻⁶.
Recomendación del sistema de trapeador esterilizable en autoclave MIDPOSI (ISO 5–8)
Los sistemas de trapeador para salas blancas esterilizables en autoclave MIDPOSI están diseñados para el control de la contaminación farmacéutica y combinan el rendimiento del material validado con paquetes de documentación llave en mano que reducen los plazos de calificación de las instalaciones de meses a semanas.
Almohadillas para trapeador de poliéster validadas en autoclave
Las almohadillas para trapeador de poliéster con borde sellado MIDPOSI utilizan poliéster PET de filamento continuo en una construcción de tejido tubular con perímetros termosellados. Sin extremos de fibra expuestos; sin bordes cortados; sin vías de liberación de partículas.
Especificaciones de rendimiento:
- Generación de partículas: <80 partículas ≥0,5 µm/m² (nuevas), <100 partículas/m² mantenidas durante 80 ciclos de autoclave a 121 °C/30 min (según la prueba ISO 14644-14)
- Durabilidad del autoclave: calificado para 80 a 100 ciclos con criterios de aceptación de integridad visual, dimensional y mecánica documentados.
- Compatibilidad química: Validado para la rotación de desinfectantes farmacéuticos (70 % de IPA diario, 5 % de H₂O₂ semanal, 1000 ppm quat 2 veces por semana, 500 ppm de hipoclorito de sodio semanal) sin aumento de generación de partículas ni pérdida de resistencia mecánica. >15% después de 80 ciclos combinados
- Absorbencia: 5 veces el peso seco (460 ml por cabezal de trapeador de 40 cm, 780 ml por cabezal de 60 cm)
- Tamaños disponibles: opciones de ancho de 30 cm, 40 cm, 60 cm para trapeadores planos; 350 mm y 450 mm para cabezales de fregona tubulares
Paquete de validación: Informe de prueba de generación de partículas (protocolo ISO 14644-14, probado a 0, 20, 40, 60, 80 ciclos), estudio de envejecimiento en autoclave (estabilidad dimensional, retención de resistencia a la tracción, integridad visual en 100 ciclos), matriz de compatibilidad química (pasa/falla para IPA, peróxido, quats, lejía), certificados de análisis de materiales (tipo de fibra, cumplimiento de tintes, metales pesados), trazabilidad de lotes (registros de lotes que vinculan la fuente de materia prima con el acabado) producto).
Marcos de acero inoxidable
Los marcos de los trapeadores MIDPOSI utilizan acero inoxidable SS316 en una construcción de una sola pieza con curvatura continua o soldadura TIG. Fijación del cabezal de la fregona mediante bolsillos de poliéster sellados (sin velcro ni sujetadores expuestos).
Especificaciones de rendimiento:
- Material: SS316 (18% Cr, 14% Ni, 2,5% Mo) con acabado electropulido (<0.4 µm Ra rugosidad de la superficie)
- Durabilidad del autoclave: >200 ciclos a 121°C sin degradación funcional; Servicio de pasivación disponible si aparece decoloración después de más de 150 ciclos.
- Construcción: Diseño de curvatura continua (30 cm, 40 cm, 60 cm de ancho) o marco de tubo soldado (para cabezales ajustables/articulados)
- Accesorio del mango: conexión roscada de acero inoxidable con junta sellada (silicona esterilizable en autoclave, con capacidad para más de 200 ciclos)
Paquete de validación: Certificados de materiales (certificados de fábrica que confirman la composición de SS316), informes de inspección de soldadura (pruebas de tintes penetrantes para la integridad de la soldadura), calificación de autoclave (prueba de 200 ciclos con inspección visual y mecánica a intervalos de 50, 100, 150, 200 ciclos), pruebas de generación de partículas (conjunto de marco + cabezal de trapeador) <Rendimiento del sistema de 100 partículas/m²).
Mangos de Polipropileno / Aluminio
MIDPOSI ofrece mangos de polipropileno de alta temperatura (costo optimizado, vida útil de 80 ciclos) y mangos de acero inoxidable SS316 (durabilidad superior, vida útil de más de 200 ciclos).
Mangos de PP esterilizables en autoclave:
- Material: Copolímero de polipropileno de alta temperatura con estabilizadores térmicos, punto de fusión 165°C
- Durabilidad del autoclave: 80 ciclos a 121 °C (probado a 100 ciclos con retiro a 80 para mantener el margen de seguridad)
- Construcción: tubo moldeado por inyección de una sola pieza, conexión de marco roscada sellada con junta esterilizable en autoclave
- Longitudes: 120 cm, 140 cm, 160 cm de longitud fija; Telescópico de 90 a 180 cm (diseño de junta sellada)
- Longitudes: 120 cm, 140 cm, 160 cm de longitud fija; Telescópico de 90 a 180 cm (diseño de junta sellada)
manijas SS316:
- Material: tubo de acero inoxidable SS316, electropulido
- Durabilidad del autoclave: >200 ciclos
- Construcción: tubo soldado de una sola pieza o extrusión sin costura, conexión de marco sellada
- Longitudes: 120 cm, 150 cm de longitud fija; telescópico de 100 a 200 cm
- Configuración
Guía de selección: Haga coincidir la vida útil del mango con la vida útil del cabezal del trapeador y del marco. Si usa trapeadores de poliéster de 80 ciclos con armazones SS316 de 200 ciclos, elija mangos de PP (80 ciclos) para un retiro sincronizado, o elija mangos SS316 (200 ciclos) que duran más de 2 a 3 ciclos de vida útil del cabezal del trapeador, lo que reduce el costo a largo plazo.
Sistema de triple cubeta para la integridad del desinfectante
Los sistemas de carro de triple cubo MIDPOSI se integran con cabezales/marcos/mangos de trapeador esterilizables en autoclave para ofrecer una validación completa del flujo de trabajo.
Configuración: Tres baldes de acero inoxidable de 12 litros sobre un armazón de carro con ruedas, marcas de volumen graduadas (en incrementos de 500 ml), escurridor tipo prensa integrado colocado sobre el balde de desechos. Las tapas codificadas por colores (azul = desinfectante, verde = enjuague, rojo = desechos) evitan la confusión del operador.
Material: Cubetas y marco de acero inoxidable SS316, ruedas esterilizables en autoclave (nylon de alta temperatura o acero inoxidable), construcción soldada (sin juntas que generen partículas).
Compatibilidad con autoclaves: Carro completo (cubos, estructura, escurridor) esterilizable en autoclave a 121°C como unidad ensamblada. La calificación respalda el uso de Grado B/C con sistemas de trapeador esterilizados.
Paquete de validación: Validación de la segregación de fluidos (prueba en el peor de los casos: trapear 500 m² con un solo cubo de llenado, medir la concentración de desinfectante cada 100 m², verificar los restos entre el 90 % y el 110 % del objetivo hasta su finalización), verificación del tiempo de contacto del desinfectante (medir la duración de la humedad residual en la superficie del piso), prueba de carga biológica del cubo/escurridor (prueba con hisopo que confirma después del autoclave) <1 UFC por 25 cm² de superficie), SOP de capacitación del operador con documentación fotográfica del flujo de trabajo.

Informes de calificación disponibles
MIDPOSI proporciona documentación de validación llave en mano que reduce la carga de IQ/OQ/PQ de las instalaciones:
Informe de generación de partículas: Pruebas del protocolo ISO 14644-14; sistema de trapeador + marco + mango probado como se usa; especificaciones de contadores ópticos de partículas y registros de calibración; entorno de prueba (cámara ISO Clase 5, temperatura/humedad controladas); tabla de resultados que muestra recuentos de partículas en intervalos de 0, 20, 40, 60, 80 ciclos con criterios de aceptación y determinación de pasa/falla.
Informe de calificación del autoclave: Diseño del estudio de envejecimiento (intervalos de recuento de ciclos, parámetros de prueba); resultados de la inspección visual (fotografías que muestran el estado del trapeador en cada intervalo); medidas de estabilidad dimensional (largo, ancho, espesor en tres lugares por trapeador); pruebas de resistencia mecánica (resultados de pruebas de tracción, resistencia a la abrasión, fuerza de tracción del hilo para marcos); desempeño funcional (absorbencia, eficiencia de escurrido); Criterios de jubilación y fundamento de determinación de la vida útil.
Informe de compatibilidad química: Matriz de prueba (todos los desinfectantes de las instalaciones frente a todos los componentes del sistema); protocolo de exposición (concentración, tiempo de contacto, número de ciclos); criterios de evaluación (degradación visual, nueva prueba de generación de partículas, retención de resistencia mecánica); resultados de pasa/falla por combinación material-químico; recomendaciones para la rotación de desinfectantes específicos de las instalaciones.
Pruebas de compatibilidad de desinfectantes: Simulación de exposición secuencial (autoclave → IPA → autoclave → peróxido → autoclave → quat → autoclave durante 50 ciclos); tendencia de generación de partículas (verificar <100/m² mantenido); evaluación visual/mecánica; declaración de aceptación.
Certificados de materiales: Certificados de análisis específicos del lote (tipo de fibra, lote de tinte, composición del metal); certificados de conformidad (el producto cumple con las especificaciones); documentación de trazabilidad (registros de lotes que vinculan el CoA con los números de lote del producto terminado).
Plantillas IQ/OQ/PQ: Protocolos preescritos personalizables según detalles específicos de la instalación (modelo de autoclave, parámetros de ciclo, clasificaciones de habitaciones); incluye criterios de aceptación, formularios de registro de datos, procedimientos de desviación/investigación; reduce el tiempo de creación de validación de 40 a 60 horas a 8 a 12 horas de personalización.
Plazo de entrega rápido, soporte de ingeniería
Cadena de suministro y soporte técnico de MIDPOSI:
Plazos de entrega: Los artículos en stock (cabezales de fregona de poliéster estándar de 40 cm y 60 cm, marcos de acero inoxidable 316, mangos de PP de 120 cm y 150 cm) se envían en un plazo de 5 días hábiles. Las configuraciones personalizadas (tamaños especiales, impresión de logotipos, opciones codificadas por colores) se envían en un plazo de 15 días hábiles. Los paquetes de documentación de validación se entregan dentro de los 3 días hábiles posteriores al pedido (entrega electrónica en PDF).
Soporte de ingeniería: Consulta técnica previa a la venta (llamada de 30 a 60 minutos con equipos de validación y control de calidad para revisar los requisitos de las instalaciones, recomendar configuraciones y discutir el enfoque de validación). Programas de evaluación de muestras (las instalaciones pueden solicitar de 5 a 10 trapeadores de muestra para realizar pruebas piloto internas antes del compromiso de capital). Revisión del protocolo de validación (el equipo técnico de MIDPOSI revisa los borradores de IQ/OQ/PQ de las instalaciones y proporciona comentarios sobre los criterios de aceptación, los métodos de prueba y el registro de datos). Solución de problemas posventa (apoyo en la investigación si los trapeadores muestran una degradación inesperada o impactos electromagnéticos).
Capacitación: Capacitación de operadores en sitio o virtual que cubre la técnica de trapeado adecuada, configuración de carga del autoclave, seguimiento del conteo de ciclos, inspección visual para criterios de retiro y acciones correctivas para herramientas dañadas.
CTA de conversión:
Solicitar informe de validación — Descargue el informe completo de prueba de generación de partículas ISO 14644-14, el estudio de envejecimiento en autoclave y la matriz de compatibilidad química para los sistemas de trapeador de poliéster MIDPOSI. Incluye plantillas de protocolo IQ/OQ/PQ. [Botón de solicitud]
Solicitar cotización OEM (respuesta en 12 horas) — Enviar los requisitos de las instalaciones (clase ISO, área de piso, especificaciones del autoclave, programa de desinfectante) para una cotización del sistema personalizado. Los precios incluyen descuentos por volumen para adquisiciones en múltiples sitios. Consulta de ingeniería incluida. [Botón de solicitud]
Descargar Ficha Técnica (PDF) — Hoja de especificaciones imprimible que cubre la composición del material, las especificaciones de rendimiento, la durabilidad del autoclave, la compatibilidad química, los tamaños disponibles y la información para realizar pedidos. [Botón Descargar]
Preguntas frecuentes: fregonas para salas blancas esterilizables en autoclave
¿Cuál es la diferencia entre “esterilizable en autoclave” y “estéril”?
“Autoclavable” describe una propiedad del material: la capacidad de resistir la esterilización con calor húmedo a 121-134 °C sin una degradación inaceptable. “Estéril” describe un estado microbiológico: ausencia validada de organismos viables hasta el nivel de garantía de esterilidad (SAL) 10⁻⁶. Un trapeador apto para autoclave se puede hacer Estéril mediante ciclos de autoclave validados, pero el hecho de que sea esterilizable en autoclave no significa que sea actualmente estéril. La esterilidad se logra mediante un proceso validado (autoclave, irradiación gamma) y se mantiene mediante almacenamiento/envasado controlado hasta el punto de uso. Las especificaciones de adquisición deben abordar ambos: los materiales deben ser esterilizables en autoclave (soportar ciclos repetidos sin pérdida de rendimiento) y se debe validar el proceso de esterilización (demostrar SAL 10⁻⁶ mediante indicadores biológicos y monitoreo paramétrico).
¿Cuántos ciclos de autoclave puede soportar una fregona de poliéster?
Los trapeadores de poliéster con borde sellado de calidad farmacéutica resisten entre 50 y 100 ciclos de autoclave a 121 °C/30 min antes de alcanzar los límites de rendimiento. El poliéster de filamento continuo de primera calidad alcanza entre 80 y 100 ciclos; El poliéster estándar de calidad farmacéutica alcanza entre 50 y 80 ciclos. El factor limitante no es la falla aguda del material (fusión, desgarro), sino el aumento gradual de la generación de partículas: los trapeadores generan <80 partículas/m² cuando son nuevas normalmente alcanzan 90-100 partículas/m² en 80 ciclos, acercándose al límite de aceptación ISO Clase 5-7 de <100 partículas/m². Las instalaciones deben retirar los trapeadores entre el 70 % y el 80 % del recuento de ciclos validados por el proveedor (p. ej., si el proveedor califica para 100 ciclos, retirarlos entre 70 y 80 ciclos) para mantener el margen de seguridad y evitar fallas en la clasificación a mitad de vida útil. Las mezclas de microfibras alcanzan sólo entre 30 y 50 ciclos debido a la degradación térmica de la poliamida. Los ciclos de temperatura más alta (134 °C) reducen la vida útil entre un 30 % y un 50 % para todos los materiales.
¿Se pueden esterilizar en autoclave los trapeadores de microfibra?
Sí, pero con importantes limitaciones. La microfibra (mezclas de poliéster/poliamida, normalmente 80/20 o 70/30) puede sobrevivir al autoclave, pero la poliamida se degrada más rápido que el 100% poliéster. La microfibra esterilizable en autoclave de grado farmacéutico alcanza de 30 a 50 ciclos a 121 °C antes de que la generación de partículas supere los límites ISO (aumentando de ~100 partículas/m² nuevas a 200 a 400 partículas/m² en 40 a 50 ciclos). La microfibra también muestra fusión de fibras (filamentos que se funden entre sí bajo SEM), contracción dimensional (5-10% en 30 ciclos) y retención de residuos (las fibras dañadas se vuelven pegajosas). Para aplicaciones de Grado A/B, el poliéster 100% con borde sellado es superior (vida útil más larga, generación de partículas más estable, mejor estabilidad dimensional). La microfibra sigue siendo aceptable para ISO Clase 7–8 (Grado C/D), donde los beneficios de una mayor absorbencia (6–8 veces el peso seco frente a 4–6 veces para el poliéster) superan la reducción de la durabilidad y la generación de partículas. <200/m² cumple con la clasificación. Las instalaciones que utilizan microfibra deben: (1) calificar para un máximo de 30 a 40 ciclos, (2) generar tendencias en la generación de partículas cada 10 ciclos, (3) evitar ciclos de 134°C (degradación severa de la poliamida), (4) restringir el uso a áreas de Grado C/D.
¿Todos los componentes del trapeador esterilizables en autoclave necesitan el mismo ciclo de vida?
No, pero el ciclo de vida no coincidente genera desperdicio o complejidad operativa. Estrategia óptima: igualar la vida útil de los componentes para permitir el retiro sincronizado.
Ejemplo de vida útil coincidente: Mopa de poliéster de 80 ciclos + bastidores de polipropileno de 80 ciclos + mangos de PP de 80 ciclos. Todos los componentes se retiran juntos después de 80 ciclos: no hay desperdicio por desechar componentes funcionales de larga duración, ni riesgo por usar componentes de corta vida más allá de la calificación.
Ejemplo de vida útil no coincidente: Cabezales de trapeador de poliéster de 80 ciclos + bastidores SS316 de 200 ciclos + mangos SS316 de 200 ciclos. Los marcos y mangos duran más de 2 o 3 ciclos de vida del cabezal del trapeador. Económicamente óptimo (menor costo a largo plazo), pero requiere seguimiento del inventario (emparejar cabezales de trapeadores nuevos con marcos/mangos usados con un historial de ciclo conocido) e inspección periódica del marco/mango (verificar que no haya degradación después de 80, 160 ciclos antes de volver a emparejarlos).
El peor escenario de desajuste: cabezales de trapeador de 80 ciclos + bastidores de 50 ciclos + mangos de 80 ciclos. Los marcos fallan a mitad de su vida útil, lo que obliga a retirar los cabezales y mangos de trapeadores funcionales, lo que desperdicia capital y requiere la adquisición de marcos de emergencia.
Guía de adquisiciones: Para simplificar la operación, iguale la vida útil de todos los componentes (acepte un costo inicial más alto para componentes de larga duración o acepte una vida útil más corta del sistema con componentes de menor costo). Para optimizar costos, combine marcos/mangos de larga duración (SS316, más de 200 ciclos) con cabezales de trapeador de menor duración (poliéster, 80 ciclos), aceptando la complejidad del inventario para la utilización de marcos/mangos durante varias décadas.
¿Son mejores los trapeadores esterilizados con rayos gamma que los esterilizables en autoclave para el Grado A?
No necesariamente “mejor”, pero a menudo se prefiere para perfiles operativos/de riesgo específicos:
Ventajas de los desechables esterilizados con rayos gamma para Grado A:
- Riesgo cero de contaminación cruzada (el uso único elimina el arrastre de un lote a otro)
- Sin degradación de la vida útil (cada trapeador tiene un rendimiento “nuevo”)
- Validación más sencilla (el proveedor proporciona certificados de esterilidad; el centro solo valida la recepción/almacenamiento)
- Menor carga de investigación (si se produce una falla de EM, los trapeadores de un solo uso se eliminan como fuente de contaminación crónica)
Ventajas reutilizables y esterilizables en autoclave para Grado A:
- Menor costo por uso ($3–$7 frente a $20–$30 para los desechables)
- Independencia operativa (entrega de un día para otro frente a plazos de entrega del proveedor de 2 a 4 semanas)
- Beneficio medioambiental (menor volumen de residuos)
Marco de decisión: Si el área de Grado A es pequeña (<200 m²) y la frecuencia de trapeado es baja (2 a 3 veces por semana), los desechables justifican el costo superior a través de la reducción del riesgo de investigación: una sola investigación de falla de EM (costo de entre $8 000 y $15 000) anula años de ahorro por uso. Si el área de Grado A es grande (>500 m²) o el uso es elevado (trapeado diario), los sistemas reutilizables ofrecen un fuerte retorno de la inversión, pero requieren una sólida validación del autoclave, seguimiento de la vida útil y protocolos de lavado. Las instalaciones de API de alta potencia o de múltiples productos deben utilizar de forma predeterminada los desechables debido a la intolerancia al riesgo de contaminación cruzada, independientemente del tamaño del área. Las instalaciones con infraestructura de autoclave validada y capacidades de lavandería GMP pueden utilizar de forma segura sistemas esterilizables en autoclave de Grado A, aceptando una mayor carga de validación para ahorrar costos a largo plazo.
¿Cómo valido que el autoclave realmente esteriliza mis trapeadores?
La validación de la esterilización sigue un marco de tres niveles IQ/OQ/PQ:
IQ (Cualificación de instalación): Verifique que el autoclave cumpla con las especificaciones (tamaño de la cámara, rango de temperatura, capacidad de presión), confirme la calibración de las sondas de temperatura y los manómetros (dentro de ±1°C y ±0,5 psi), documente la calificación del lote de indicadores biológicos (confirmación de especies, recuento de población, certificados de valor D y valor z), verifique la calidad del vapor (conductividad del condensado). <5 µS/cm, contenido de gas no condensable <3,5%).
OQ (calificación operativa): Ejecute estudios de distribución de calor en cámaras vacías (termopares en 9 a 12 ubicaciones en toda la cámara, mapee la uniformidad de la temperatura, identifique puntos fríos, generalmente en el centro geométrico y cerca de la puerta). Realice estudios de penetración de calor en cámara cargada con cargas de trapeadores en la configuración del peor de los casos (número máximo de trapeadores, empaque más apretado, bolsas para autoclave si se usan). Coloque los termopares en los puntos donde se sospecha que están fríos (centro de trapeadores apilados muy juntos, centro de bolsas). Confirme la temperatura mínima ≥121°C y el tiempo mínimo de exposición ≥15 min logrados en todas las ubicaciones. Calcule F₀ (letalidad acumulada) a partir de datos de tiempo y temperatura; aceptación ≥8 min para ciclos de vapor.
PQ (calificación de desempeño): Ejecute 3 ciclos exitosos consecutivos con las cargas del peor de los casos. Colocar indicadores biológicos (Geobacillus stearothermophilus tiras de esporas o BI autónomos, población ≥10⁶ UFC, D₁₂₁ ~1,5 min) en puntos fríos identificados en OQ plus centro y periferia de las cargas de trapeador. Incluir BI de control positivo (sin esterilizar, incubado para confirmar la viabilidad). Después del ciclo, transfiera asépticamente los BI al medio de crecimiento (caldo de soja tríptico), incube a 55–60 °C durante 7 días. Aceptación: todos los BI de proceso no muestran crecimiento (lo que indica una reducción ≥6 log); el control positivo muestra crecimiento (lo que confirma que los BI eran viables). Documente los datos paramétricos (gráficos de tiempo/temperatura/presión) que muestren que el ciclo cumplió con los parámetros validados.
Monitoreo de rutina: Garantía de esterilización continua mediante: liberación paramétrica (los datos de tiempo/temperatura/presión de cada ciclo confirman que se cumplieron los parámetros validados), ejecuciones periódicas de BI (frecuencia por protocolo de la instalación: semanal, mensual o por lote), mantenimiento del autoclave (mantenimiento preventivo anual, pruebas de calidad del vapor trimestralmente, pruebas de fugas de la cámara semestralmente).
¿Qué documentación necesito para las auditorías FDA/EMA?
Los inspectores regulatorios que examinan la validación de los trapeadores para salas blancas esterilizables en autoclave esperan:
1. Registros de calificación de equipos: Protocolos IQ/OQ/PQ del autoclave con datos ejecutados, certificados de lote de indicadores biológicos (especies, valor D, valor z, caducidad), registros de mantenimiento del autoclave (horarios de PM, certificados de calibración para instrumentación de temperatura/presión), resultados de pruebas de calidad del vapor.
2. Registros de calificación de materiales: Informes de validación de proveedores (generación de partículas según ISO 14644-14, estudios de durabilidad de autoclaves, matrices de compatibilidad química), certificados de análisis y conformidad de materiales, estudios de determinación de la vida útil (estabilidad dimensional, retención de resistencia mecánica, integridad visual en todo el recuento de ciclos calificados).
3. Registros de validación de procesos: Validación de lavado (que demuestra la eliminación de residuos por debajo de los límites de detección), calificación del ciclo de autoclave (estudios de distribución y penetración del calor para cargas de trapeadores), definición de carga en el peor de los casos (recuento máximo de trapeadores, configuración del empaque), criterios de aceptación para datos paramétricos y de BI.
4. Registros de seguimiento de rutina: Registros de lotes para cada ciclo de esterilización (fecha, operador, parámetros del ciclo, descripción de la carga, resultados de BI, si corresponde), registros de seguimiento del recuento de ciclos (vinculación de números de serie de trapeadores o códigos de lote a ciclos acumulativos, retiro en el límite calificado), registros de inspección visual (inspección periódica de desgarros, degradación de bordes, decoloración), tendencias EM (recuentos de partículas y datos de carga biológica correlacionados con las operaciones de trapeado).
5. Procedimientos operativos estándar: POE de operación del autoclave (carga, selección de ciclos, descarga, tiempos de espera), POE de lavado (parámetros de lavado, requisitos de calidad del agua, especificaciones de detergente), POE de uso y almacenamiento del trapeador (asignaciones de habitaciones, técnica de manipulación estéril, condiciones de almacenamiento/tiempos de espera), POE de retiro y eliminación (límites de recuento de ciclos, criterios de defectos visuales, procedimientos de eliminación).
6. Estrategia de Control de la Contaminación (CAC): Evaluación de riesgos que justifica la selección de esterilizables en autoclave versus desechables por zona de la instalación, declaraciones de idoneidad del equipo (por qué los materiales de trapeador/método de esterilización elegidos cumplen con los requisitos del Anexo 1), registros de capacitación (calificación del operador sobre la técnica de trapeado, operación del autoclave, seguimiento de ciclos, procedimientos de inspección).
7. Registros de investigación (si corresponde): documentación CAPA para cualquier falla de EM atribuida a herramientas de limpieza, investigaciones de OOS cuando la generación de partículas excedió los límites, fallas de esterilización (resultados positivos de BI, desviaciones paramétricas).
Los auditores pueden preguntar: "¿Cómo sabes que tus trapeadores siguen siendo aptos durante toda su vida útil?" (Espere que los datos de tendencias muestren una generación estable de partículas a lo largo de los ciclos). “¿Qué sucede si este trapeador se usa accidentalmente más allá de su recuento de ciclos calificados?” (Espere que el SOP describa el informe de desviaciones, la evaluación de riesgos y la evaluación del impacto potencial del producto). “¿Cómo se previene la contaminación cruzada entre productos/salas?” (espere datos de validación de lavado, protocolos de segregación y resultados de pruebas de residuos en el peor de los casos).







