Una especificación incorrecta del trapeador no solo desperdicia presupuesto: desencadena fallas en el monitoreo ambiental, resultados de auditorías y costosos ciclos de investigación. Escriba "trapeador para sala limpia" (dos palabras) en la barra de búsqueda de su proveedor y es posible que reciba un trapeador de microfibra de calidad para el consumidor con bordes cortados que arroja partículas en el flujo de aire ISO Clase 5. Busque "trapeador para sala limpia" (una palabra) y es más probable que encuentre herramientas de grado farmacéutico con borde sellado y poca pelusa validadas para la fabricación GMP. Esto no es una inconsistencia del proveedor: es una separación lingüística que se relaciona con distinciones técnicas reales. ISO 14644 y el Anexo 1 de GMP de la UE utilizan “sala limpia” como un término técnico compuesto cerrado; Los proveedores y diccionarios de limpieza general mantienen “sala limpia” como dos palabras para espacios no regulados. Comprender qué término indica qué especificación de producto evita errores de adquisición que conducen a fallas de cumplimiento. Esta guía explica por qué existe la división terminológica, define qué significa realmente cada término en la práctica y proporciona el marco de decisión para redactar especificaciones que proporcionen un control de la contaminación de grado farmacéutico, no solo pisos limpios.

Why “Clean Room Mop” and “Cleanroom Mop” Are Searched Differently
How the Hyphen/Space Affects Search Behavior
La división de la terminología no es arbitraria: refleja cómo los diferentes grupos de usuarios conceptualizan los espacios "limpios". Los usuarios que buscan “trapeador de sala limpia” (dos palabras) generalmente se clasifican en tres categorías: administradores de instalaciones en entornos industriales ligeros (almacenes de empaque, ensamblaje de productos electrónicos), compradores de limpieza general que buscan pisos “más limpios de lo normal” y personal de adquisiciones farmacéuticas por primera vez que aún no ha aprendido la terminología regulada. Estas búsquedas a menudo revelan trapeadores de microfibra de consumo, suministros de limpieza comerciales y equipos de limpieza de uso general: productos diseñados para la limpieza visual pero no validados para el control de partículas o la compatibilidad con desinfectantes.
Searchers using “cleanroom mop” (one word) signal familiarity with regulated environments. This term correlates strongly with ISO classification queries (“ISO 5 cleanroom mop,” “Grade A mopping”), GMP compliance searches, and pharmaceutical vendor sites. The closed compound “cleanroom” acts as a technical filter: users employing this spelling are more likely to understand particle concentration limits, environmental monitoring requirements, and the need for sealed-edge construction. Vendor sites serving pharmaceutical manufacturers overwhelmingly adopt “cleanroom” as the category taxonomy, reinforcing the term’s association with compliance-grade products.
Geographic Differences (US vs Europe)
European regulatory language standardizes on “cleanroom” as a single word. EU GMP Annex 1—the binding regulation for sterile medicinal product manufacture across the European Union—uses “cleanroom” throughout its text and explicitly references ISO 14644 for classification and qualification protocols. This regulatory consistency means European pharmaceutical procurement teams, QA specialists, and facility engineers default to “cleanroom” as the correct professional term. UK facilities post-Brexit continue this convention, as UK GMP guidance mirrors Annex 1 language.
US usage shows more variation. While ISO 14644 (titled “Cleanrooms and associated controlled environments”) is the technical standard worldwide, American general English dictionaries like Merriam-Webster maintain “clean room” as the headword entry. This creates linguistic friction: FDA guidance documents and CGMP regulations don’t explicitly mandate one spelling, leading to mixed usage across US pharmaceutical sites. However, US vendors serving regulated industries (pharmaceutical, medical device, aerospace) follow ISO terminology and market products as “cleanroom mops” to align with international standards. The practical takeaway: when writing specifications for FDA-inspected facilities, use “cleanroom” (one word) to match ISO 14644 and ensure vendor search results return compliance-grade products rather than janitorial supplies.

Industry Jargon Differences (General Cleaning vs High-Grade Cleanrooms)
In non-regulated industries—food service, hospitality, education, light manufacturing—”clean room” appears as two words when describing spaces maintained to higher-than-normal hygiene standards but without particle count requirements. A hospital corridor might be termed a “clean room” in housekeeping SOPs, distinguishing it from patient rooms or surgical suites, but this usage doesn’t imply ISO classification or GMP compliance. Janitorial supply vendors serving these markets use “clean room mop” to indicate products suitable for hygienic environments without positioning them as pharmaceutical-grade.
Pharmaceutical and biotech professionals use “cleanroom” as a term of art with specific regulatory meaning. When a contamination control specialist says “cleanroom,” they’re referencing an ISO 14644-qualified space with defined particle concentration limits, validated HVAC systems, and documented environmental monitoring. “Cleanroom mop” in this context signals a tool designed for that regulatory framework: sealed-edge construction to prevent fiber shedding, materials compatible with pharmaceutical disinfectants (70% IPA, hydrogen peroxide, quaternary ammonium compounds), and often gamma irradiation or autoclave sterilization for use in Grade A/B areas. The terminology functions as professional shorthand—procurement specs that specify “cleanroom mop” immediately exclude consumer products and focus vendor responses on compliance-grade tools.
What “Clean Room Mop” Usually Refers To
For General Clean Environments (Non-ISO Areas)
“Clean room mop” (two words) typically describes microfiber or cotton mops sold through janitorial supply channels for spaces where cleanliness matters but particle counts don’t. These are the mops you’ll find in hospital hallways, school cafeterias, light manufacturing packaging rooms, and office environments. The “clean room” designation in these contexts means “cleaner than a standard facility”—better hygiene, more frequent mopping, perhaps disinfectant use—but without the rigor of ISO 14644 qualification or GMP validation.
These mops often feature standard cut-edge construction: fabric strips or microfiber loops attached to a backing with exposed, unfinished edges. While effective for removing soil and applying disinfectant to floor surfaces, cut edges shed lint and fibers during use—a non-issue for office floors but a contamination source in particle-controlled environments. Materials prioritize cost and durability over low-particulate performance. You’ll see polyester-cotton blends, standard commercial-grade microfiber (not cleanroom-knit), and conventional stitching that creates particle traps.
Microfiber/Housekeeping Cleaning Tools
Microfiber mops marketed as “clean room” tools (two words) occupy a middle ground: better than traditional string mops but not pharmaceutical-grade. These use twisted microfiber loops or flat microfiber pads to increase surface contact and improve soil pickup versus cotton. The microfiber material itself generates fewer particles than cotton and offers better disinfectant retention, making these mops suitable for environments where hygiene is important but ISO classification isn’t required.
However, construction details reveal their limitations for regulated use. Most consumer microfiber mops use:
- Cut or bound edges rather than sealed edges, allowing fiber ends to fray and shed over time
- Standard polyester blends (80/20 polyester-polyamide) optimized for cost, not low-lint performance
- Velcro or pocket attachments with hook-and-loop fasteners that trap particles and can’t withstand repeated autoclave cycles
- No particle generation testing—vendors provide no data on lint shedding or particle release rates
- Basic disinfectant compatibility—materials tolerate bleach and quaternary ammonium compounds but aren’t validated for pharmaceutical-grade disinfectant rotation (alcohols, peroxides, sporicidals) These mops excel in their intended application: high-traffic commercial floors where mechanical cleaning and visual results matter more than contamination control. They’re perfectly appropriate for packaging areas outside classified spaces, gowning room anterooms, or support corridors in pharmaceutical facilities—but not for the cleanrooms themselves.
Suitable for Labs, Schools, Offices, Packaging Rooms
The two-word “clean room mop” finds its proper niche in environments that need better-than-standard hygiene without regulatory oversight. University research labs preparing biological samples (but not manufacturing pharmaceuticals under GMP), food packaging facilities maintaining sanitary conditions (but not sterile processing), and electronics assembly areas protecting against static and gross contamination (but not meeting ISO Class limits) all benefit from upgraded janitorial tools without requiring pharmaceutical-grade specifications.
Cost drives adoption in these settings. A high-quality microfiber mop system costs $15–$30 per mop head versus $50–$150 for sealed-edge pharmaceutical cleanroom mops. For a 10,000 sq ft packaging facility mopping daily, the savings are substantial—and justified, since particle counts aren’t monitored and the space isn’t ISO-classified. The key is recognizing when this specification is sufficient versus when it creates compliance risk.
Not Designed for Particle-Sensitive Environments
The fundamental design disconnect: “clean room mops” (two words) optimize for mechanical cleaning efficiency and visual results, while “cleanroom mops” (one word) optimize for contamination control and regulatory compliance. Cut-edge construction that’s perfectly acceptable for removing soil from a hospital corridor becomes a particle generation source under laminar airflow. Microfiber blends that excel at trapping dirt fail when the cleanroom requires demonstrated <100 particles released per square meter of mopping.
Three technical gaps disqualify general “clean room mops” from pharmaceutical use:
- Uncontrolled particle generation: Without sealed edges and low-lint materials, these mops shed fibers that accumulate in unidirectional airflow, settle on product contact surfaces, and trigger environmental monitoring failures.
- Compatibilidad desinfectante no validada: Pharmaceutical cleanrooms rotate disinfectants (alcohols Monday/Wednesday, peroxide Tuesday/Thursday, bleach Friday, sporicidal weekly) to prevent microbial resistance. General mops may degrade under this regimen, releasing particles or harboring bioburden in damaged fibers.
- Sin vía de esterilización: Grade A/B pharmaceutical areas require sterile cleaning tools. General microfiber mops can’t withstand gamma irradiation (causes material breakdown) or repeated autoclave cycles (velcro attachments, pocket seams, and backing materials fail after 5–10 cycles).
If your environmental monitoring shows increasing particle counts correlated with mopping schedules, or if microbial surface sampling reveals post-cleaning contamination, the wrong mop specification is a likely cause—often traced back to purchasing “clean room” products when “cleanroom” tools were required.
What “Cleanroom Mop” Means in a GMP/ISO Context

Figure 1: Material and construction comparison illustrating the fundamental difference between “clean room mop” and “cleanroom mop” products. Left: Consumer-grade microfiber mop with cut edges showing exposed fiber ends that shed particles during use—suitable for general janitorial applications but disqualified from pharmaceutical cleanrooms. Right: Pharmaceutical-grade cleanroom mop with sealed-edge polyester construction, heat-sealed perimeter encapsulating all fiber ends to prevent particle generation—validated for ISO Class 5–8 GMP manufacturing environments.
Defined by ISO 14644 & GMP Annex 1 Usage
ISO 14644-1 defines cleanrooms as controlled environments “in which the concentration of airborne particles is controlled, and which is constructed and used in a manner to minimize the introduction, generation, and retention of particles inside the room.” This three-part mandate—control airborne particles, prevent introduction, minimize generation—extends to every activity inside the cleanroom, including cleaning. The “cleanroom mop” (one word) exists specifically to meet this standard: it must not generate particles during use, must not introduce contamination from outside the space, and must support validated protocols that remove particles rather than redistribute them.
EU GMP Annex 1 operationalizes these principles for pharmaceutical manufacturing. The regulation requires that “cleaning materials used in Grade A/B areas should be sterile” and that “disinfectants and detergents should be monitored for microbial contamination.” Cleanroom mops for aseptic manufacturing must therefore support pre-sterilization (gamma irradiation, ethylene oxide, or autoclave), resist degradation from repeated disinfectant exposure, and enable validated cleaning workflows that maintain environmental monitoring compliance. The regulatory text consistently uses “cleanroom” as one word, reinforcing the term’s technical specificity.
Low-Lint, Sealed-Edge Construction
Sealed-edge construction is the defining physical characteristic of pharmaceutical-grade cleanroom mops. Rather than cutting fabric and exposing fiber ends, sealed-edge manufacturing uses heat-sealing, ultrasonic bonding, or continuous-edge knitting to encapsulate all fabric edges. This prevents fiber ends from fraying, catching on rough floor surfaces, or releasing particles into airflow. The difference is immediately visible: cut-edge mops show loose threads and fuzzy borders, while sealed-edge mops present smooth, continuous perimeters with no exposed fiber ends.
La construcción del tejido es tan importante como el tratamiento de los bordes. Los trapeadores para salas blancas farmacéuticas utilizan tejidos de poliéster o mezcla de poliéster de tejido de bucle cerrado donde el proceso de tejido crea bucles continuos sin cortes. La tela se teje en forma de tubos o láminas y luego se convierte en cabezales de fregona con todos los bordes sellados. Esta construcción produce tasas de generación de partículas inferiores a 100 partículas ≥0,5 µm por metro cuadrado de trapeado, validadas mediante IEST-RP-CC003 o pruebas equivalentes. Compare esto con los trapeadores de microfibra de última generación que generan entre 1000 y 10 000 partículas por metro cuadrado y la diferencia en el control de la contaminación se vuelve cuantificable.
Mop head attachment systems also receive sealed-edge treatment. Pharmaceutical mops use pocket-style frames where the mop head slides into a continuous fabric pocket, or hook-and-release systems with sealed attachment strips. No exposed Velcro, no hook-and-loop fasteners that trap particles, no threaded connections that loosen under repeated autoclave cycles.
Non-Shedding Materials Used in Pharmaceutical Areas
Polyester dominates pharmaceutical cleanroom mop construction—typically 100% polyester knit or polyester-cellulose blends (for specific absorbency requirements). Polyester offers the best combination of low-lint performance, chemical resistance, autoclave durability, and mechanical strength. The polymer structure resists fiber breakage during wringing and floor contact, preventing the particle shedding that occurs with natural fibers (cotton) or lower-quality synthetics.
For critical Grade A/B applications, some manufacturers use continuous-filament polyester: ultra-long fibers knitted into fabric without cutting or splicing. This eliminates short fiber ends entirely, reducing particle generation to the absolute minimum. The material cost is higher ($80–$150 per mop head versus $40–$70 for standard polyester knit), but the contamination control benefit justifies the expense in aseptic filling suites and isolator environments where a single particle excursion can halt production.
Absorbency-enhancing materials must also meet low-lint standards. Some pharmaceutical mops incorporate microdenier polyester (fibers <1 denier) or controlled amounts of rayon/cellulose to increase fluid retention for larger mopping areas. These additives are knitted into the base polyester structure with sealed-edge construction maintained throughout, ensuring the absorbency benefit doesn’t compromise particle control.

Compatibility with Disinfectants (IPA, Quat, Bleach, H₂O₂)
Pharmaceutical cleanrooms rotate disinfectants to prevent microbial resistance, requiring mop materials to withstand sequential exposure to:
- 70% de alcohol isopropílico (IPA): Daily use in Grade A/B areas; causes swelling and potential degradation in some polymers
- Quaternary Ammonium Compounds (Quats): General disinfection; relatively mild but requires rinsing to prevent residue buildup
- Hipoclorito de sodio (lejía, 500 a 5000 ppm): Broad-spectrum antimicrobial but oxidizes many materials
- Peróxido de hidrógeno (3–6%): Sporicidal agent for periodic deep cleaning; degrades cellulose and some polyester blends
Cleanroom-grade polyester mops are validated for this rotation. Manufacturers conduct compatibility testing: soak mop heads in each disinfectant at validated concentrations for 2× typical contact time, perform particle generation testing post-exposure, measure mechanical strength retention, and verify no fiber breakage or material degradation. Specification sheets document pass/fail for each disinfectant class, enabling procurement teams to match mop selection to their facility’s disinfectant rotation protocol.
Material compatibility extends beyond chemical resistance to functional performance. Some disinfectants (high-concentration bleach, strong peroxides) cause temporary stiffening or texture changes in polyester. If these changes impair the mop’s ability to maintain floor contact or release trapped particles during wringing, the material is unsuitable despite passing basic chemical resistance tests. Pharmaceutical mop vendors provide application notes specifying maximum disinfectant concentrations, required rinse protocols, and recommended change-out frequencies to maintain validated performance.
Compatible with Autoclavable Buckets & Manijas
Cleanroom mops function as part of complete validated systems: mop heads + handles + buckets + carts, all qualified together. For Grade A/B use, every component must withstand 121°C steam autoclaving for 30 minutes without degradation. Polyester mop heads tolerate 50–100 autoclave cycles before material embrittlement requires replacement—dramatically better than microfiber mops (5–10 cycles) but still finite. Vendors specify autoclave service life in their qualification protocols.
Handle compatibility determines whether the complete mop system can be sterilized as a unit. Pharmaceutical mop handles use stainless steel (SS304 or SS316) or autoclave-grade polypropylene, with sealed construction that prevents water intrusion during steam cycles. Thread connections, if used, are sealed with autoclavable gaskets; most high-end handles eliminate threads entirely, using continuous-weld or friction-lock designs. The mop head attachment mechanism—typically a frame that clamps or slides onto the handle—must maintain secure connection through 50+ autoclave cycles without loosening or corroding.
For foundational contamination control principles and comprehensive cleaning tool selection, see the complete cleanroom mop guide covering materials, validation, and GMP workflows.
Technical Differences That Matter
Material selection determines particle generation, disinfectant compatibility, and service life—the three factors that drive total cost and compliance risk.
Material: Polyester vs Microfiber vs Foam
Poliéster (100% or polyester-dominant blends): The pharmaceutical industry standard. Continuous-filament or knit polyester with sealed edges generates <100 particles ≥0.5 µm per m² of mopping when properly manufactured. Polyester resists alcohols, quats, and moderate-concentration bleach/peroxide, withstands 50–100 autoclave cycles, and maintains mechanical integrity across 200–300 uses with proper laundering. Cost: $40–$150 per mop head depending on construction quality (standard knit vs continuous-filament). Best for: ISO Class 5–8 pharmaceutical manufacturing, medical device cleanrooms, biotech aseptic areas.
Microfibra (polyester-polyamide blends, typically 80/20): Offers superior absorbency and soil pickup versus standard polyester but comes with trade-offs. Quality varies widely—pharmaceutical-grade microfiber uses sealed-edge construction and low-lint knitting, while commercial microfiber (the type marketed as “clean room” with two words) uses cut edges and sheds particles. Even sealed-edge microfiber generates 100–500 particles per m²—acceptable for ISO Class 7–8 but marginal for Class 5–6. Microfiber degrades faster under bleach and peroxide (30–50 autoclave cycles vs 50–100 for polyester) and requires more frequent replacement. Cost: $25–$80 per mop head. Best for: ISO Class 7–8 general manufacturing areas, gowning rooms, Grade C/D support spaces.
Espuma (polyurethane or polyvinyl alcohol): Specialized use in high-purity electronics (semiconductor fabs) and specific pharmaceutical applications requiring ultra-smooth surface contact. Foam mops generate minimal particles (<50 per m²) because there are no fibers to shed, but absorbency is lower than polyester/microfiber and disinfectant compatibility is more limited. PVA foam dissolves in hot water, enabling single-use workflows; polyurethane foam can be autoclaved but degrades under bleach. Cost: $15–$40 per mop head (disposable PVA) or $60–$120 (reusable polyurethane). Best for: ISO Class 4–5 semiconductor cleanrooms, isolator maintenance, specialty pharmaceutical applications where low particle generation justifies the cost/limitation trade-off.
Manufacturing: Sealed-Edge vs Cut-Edge

Edge treatment is the binary dividing line between pharmaceutical-grade and general cleaning products. The manufacturing process determines whether the mop will shed particles or maintain its low-lint performance across hundreds of uses.
Sealed-Edge Manufacturing: Fabric edges are heat-sealed (thermoplastic melting), ultrasonically bonded (high-frequency vibration welding), or knit-closed (continuous-loop construction with no cut ends). The sealing process encapsulates fiber ends, preventing fraying and particle release. Sealed edges withstand the mechanical stress of wringing, floor abrasion, and repeated laundering without opening or degrading. Visual inspection reveals smooth, continuous borders; tactile examination shows no loose threads or fiber ends. Cost adder: $10–$30 per mop head versus cut-edge equivalent. Performance benefit: 10–100× reduction in particle generation. Pharmaceutical cleanrooms universally require sealed-edge construction for ISO Class 5–8 compliance.
Cut-Edge Manufacturing: Fabric is cut to shape with scissors, rotary blades, or die-cutting, leaving exposed fiber ends. Edges may be overlock-stitched (serged) to slow fraying but fibers still protrude and shed. This is the standard manufacturing method for consumer and commercial janitorial mops because it’s fast, inexpensive, and adequate for non-particle-controlled environments. Cut-edge mops shed 1,000–10,000 particles per m² of mopping—two to three orders of magnitude worse than sealed-edge equivalents. These mops are disqualified from pharmaceutical use by their particle generation profile alone, regardless of material or disinfectant compatibility.
The cost difference ($10–$30 per mop head) is trivial compared to the operational cost of environmental monitoring failures, investigation cycles, and potential production holds triggered by particle excursions. Yet procurement errors persist—typically when buyers search “clean room mop” (two words) and receive cut-edge products that vendors market as “suitable for cleanrooms” without specifying ISO class limitations.
Cleanroom Classification: ISO 3–9
ISO 14644-1 classifies cleanrooms by airborne particle concentration limits. The classification you target determines which mop specification you need:
| Clase ISO | Particles ≥0.5 µm/m³ (at rest) | Pharmaceutical GMP Grade | Mop Specification Required |
| ISO 3 | ≤35.2 | (special applications) | Foam or continuous-filament polyester; <50 particles/m² validated; gamma-sterilized |
| ISO 4 | ≤352 | (special applications) | Continuous-filament polyester; <50 particles/m² validated; gamma or autoclave sterilization |
| ISO 5 | ≤3,520 | Grado A | Sealed-edge polyester; <100 particles/m² validated; sterile (gamma or autoclave) |
| ISO 6 | ≤35,200 | Grado B | Sealed-edge polyester; <100 particles/m² validated; sterile (gamma or autoclave) |
| ISO 7 | ≤352,000 | Grado C | Sealed-edge polyester or high-grade microfiber; <200 particles/m² validated |
| ISO 8 | ≤3,520,000 | Grado D | Sealed-edge polyester or high-grade microfiber; <500 particles/m² validated |
| ISO 9 | ≤35,200,000 | (unclassified support) | High-grade microfiber; general low-lint construction acceptable |
The tighter the particle limit, the more critical sealed-edge construction and material selection become. ISO Class 5 (Grade A) aseptic processing areas have zero tolerance for particle-generating cleaning tools—a single mop shedding 1,000 particles per pass will cause immediate environmental monitoring failures and investigation cycles. ISO Class 7–8 (Grade C/D) areas have more margin, but over-specification wastes budget while under-specification creates compliance risk.
Particle Release Test Data (Include MIDPOSI Data if Available)
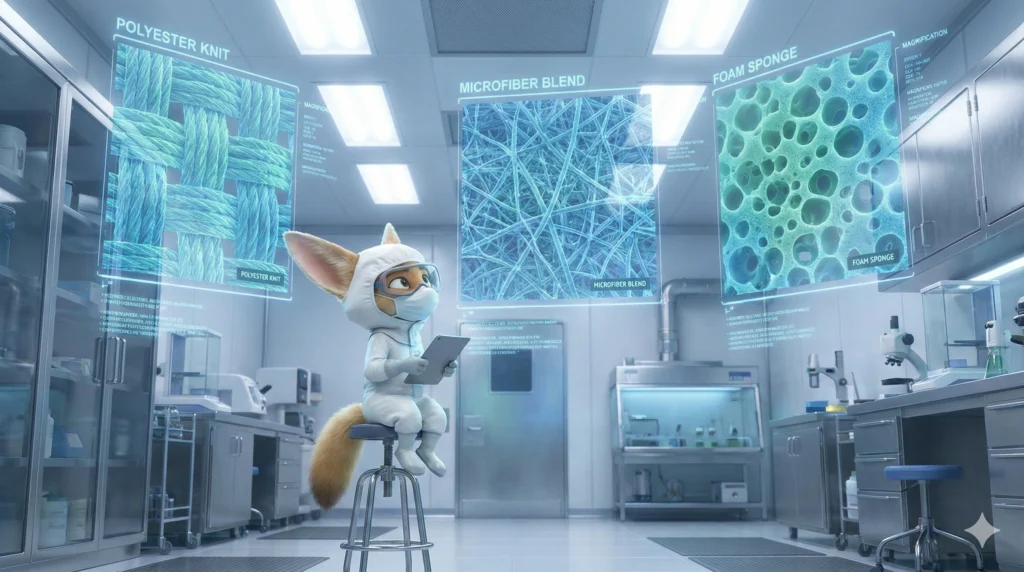
Figure 2: ISO 14644 cleanroom classification pyramid showing particle concentration requirements from ISO Class 3 (most stringent, ≤35.2 particles ≥0.5 µm/m³) to ISO Class 9 (least stringent, ≤35,200,000 particles/m³), with corresponding pharmaceutical GMP grades (A/B/C/D) and required mop specifications. Tighter particle limits demand stricter mop construction: ISO 5 (Grade A) requires sealed-edge polyester generating <100 particles/m² with gamma or autoclave sterilization, while ISO 8 (Grade D) accepts sealed-edge polyester or high-grade microfiber with <500 particles/m² validation.
Reputable pharmaceutical mop vendors provide particle generation test data conducted per IEST-RP-CC003.4 (“Garment System Considerations for Cleanrooms and Other Controlled Environments”) or equivalent protocols. Testing methodology: saturate the mop head with DI water or representative disinfectant, mop a controlled surface area (typically 1 m²) using standardized stroke pattern and pressure, measure airborne particle concentration using optical particle counter positioned downstream of the mopping operation, calculate particles released per square meter of mopping.
Typical results for pharmaceutical-grade mops:
- Sealed-edge knit polyester: 60–120 particles ≥0.5 µm per m²
- Sealed-edge continuous-filament polyester: 30–80 particles ≥0.5 µm per m²
- Sealed-edge knit polyester: 60–120 particles ≥0.5 µm per m²
- Sealed-edge microfiber (pharmaceutical-grade): 100–300 particles ≥0.5 µm per m²
- Cut-edge microfiber (commercial): 1,000–10,000 particles ≥0.5 µm per m²
MIDPOSI cleanroom mopping systems use sealed-edge knit polyester construction validated to generate <100 particles ≥0.5 µm per m² of mopping, meeting ISO Class 5–8 requirements. Mop heads undergo particle release testing at third-party cleanroom certification labs with results documented in product qualification protocols. The sealed-edge manufacturing process and polyester material selection ensure consistent low-lint performance across 200+ uses when mops are laundered per specification (neutral detergent, no fabric softener, validated rinse cycles) and autoclaved within service life limits (50–100 cycles depending on autoclave frequency and disinfectant exposure).
Sterilization Method Compatibility (Gamma, EO, Autoclave)
Grade A/B pharmaceutical areas require sterile cleaning tools. The sterilization method you specify determines which mop materials and construction types are compatible:
Irradiación gamma: Exposes mops to 25–50 kGy ionizing radiation, achieving SAL 10⁻⁶ without heat or chemical residues. Polyester tolerates gamma well; microfiber shows some strength loss at >40 kGy; foam degrades significantly. Advantage: vendor can supply pre-sterilized mops in sealed packaging, eliminating in-house sterilization workload. Disadvantage: single-use workflow (re-sterilization requires returning mops to vendor) and higher cost ($8–$15 per mop head for gamma sterilization service). Best for: facilities without autoclave capacity, single-use mop protocols, or when contamination risk justifies disposable workflows.
Ethylene Oxide (EO): Gas sterilization at 50–60°C, compatible with most polymers but requires aeration time (12–24 hours) to eliminate toxic residues. Rarely used for mops (more common for medical devices and heat-sensitive equipment) because autoclave is faster and doesn’t leave chemical residues requiring validation. Polyester and microfiber tolerate EO; foam compatibility varies by formulation.
Autoclave (Steam Sterilization): 121°C for 30 minutes (gravity cycle) or 15 minutes (pre-vacuum cycle), the most common in-house sterilization method for pharmaceutical cleanrooms. Polyester withstands 50–100 cycles; microfiber degrades faster (30–50 cycles); PVA foam dissolves (intentional for single-use protocols); polyurethane foam tolerates 20–30 cycles. Advantage: rapid turnaround (mops sterilized and ready for next shift), no vendor dependency, lowest cost per cycle ($0.50–$1.00 energy/labor cost). Disadvantage: requires validated autoclave, qualified cycles, biological indicator monitoring, and documented cycle records per 21 CFR 211.182. Best for: facilities with existing autoclave infrastructure, reusable mop protocols, and sufficient mop inventory to support laundering/sterilization rotation.
For detailed specifications on mop head materials and edge construction, see the mop head types guide covering polyester vs microfiber performance data, sealed-edge manufacturing processes, and selection criteria by ISO class.
Cleanroom Standard Requirements That Mops Must Meet
ISO 5–8 Contamination Control Standards
ISO 14644-1 establishes particle concentration limits that cleanroom mops must not compromise. The standard defines “at-rest” conditions (cleanroom operational with HVAC running but no personnel or processes active) and “operational” conditions (normal manufacturing activity). Mops are used during operational states, meaning their particle contribution adds to the existing background. For ISO Class 5 (≤3,520 particles ≥0.5 µm/m³), a mop generating 1,000 particles per m² of mopping can push localized particle counts above classification limits—especially in areas with reduced airflow velocity (floor-level dead zones, corners, behind equipment).
The standard also addresses microbial contamination, though particle limits are the primary classification criteria. ISO 14698 (“Cleanrooms and associated controlled environments — Biocontamination control”) provides bioburden control guidance, noting that viable particles (bacteria, fungi) adhere to non-viable particles and surfaces. A mop that sheds particles creates attachment sites for microorganisms, increasing both particle counts and microbial contamination risk. Pharmaceutical facilities typically set internal limits stricter than ISO minimums: a Grade A area (ISO 5 at rest) might require mop particle generation <50 per m² to maintain adequate contamination control margin.
GMP Annex 1 Environmental Cleaning Expectations
El Anexo 1 de GMP de la UE (en vigor desde agosto de 2023) endureció los requisitos para la validación de materiales de limpieza y desinfección. Disposiciones clave:
- Requisito de esterilidad: "Los materiales utilizados para la limpieza y desinfección en áreas de Grado A/B deben ser estériles. Cuando la desinfección de los materiales sea apropiada, se deben definir y validar el método, la concentración y el tiempo de contacto".
- Validación del programa de limpieza: "La limpieza y desinfección deben seguir un programa escrito y validado. Se debe monitorear la contaminación microbiana de los desinfectantes y detergentes; las diluciones deben mantenerse en recipientes previamente limpiados y solo deben almacenarse durante períodos definidos a menos que estén esterilizadas".
- Rotación de desinfectante: "Se debe emplear más de un tipo de desinfectante. Se debe realizar un seguimiento periódico para detectar el desarrollo de cepas resistentes".
- Eliminación de residuos: "Los procedimientos de limpieza deben diseñarse para eliminar eficazmente los residuos y deben validarse. El uso de detergentes u otros materiales en el proceso de limpieza requiere especial cuidado para evitar la contaminación".
Estos requisitos impactan directamente en las especificaciones del trapeador. “Estéril” significa irradiado con rayos gamma o esterilizado en autoclave con SAL 10⁻⁶ documentado. “Validado” significa pruebas documentadas que demuestran que el sistema de trapeador, balde y desinfectante logra la reducción requerida de la carga biológica (generalmente >3-log) sin generar partículas ni dejar residuos. “Rotación” significa que el trapeador debe tolerar alcoholes, quats, lejía y peróxidos sin degradarse. Las instalaciones deben documentar los métodos de esterilización de trapeadores, las frecuencias de cambio, los datos de generación de partículas y la compatibilidad de los desinfectantes en sus protocolos de validación de limpieza.
Por qué la microfibra de consumo no cumple con los requisitos
Los trapeadores de microfibra para el consumidor no cumplen con la calificación farmacéutica en múltiples frentes:
- Descalificación de generación de partículas.: La construcción de vanguardia arroja entre 1000 y 10 000 partículas por m², superando los límites aceptables entre 10 y 100 veces para entornos ISO Clase 5 a 8.
- Sin vía de esterilización: Los accesorios de velcro, los respaldos de espuma y las fibras de mezcla de poliamida se degradan después de 5 a 10 ciclos de autoclave; La irradiación gamma provoca pérdida de resistencia y descomposición del material.
- Compatibilidad desinfectante no validada: Los materiales pueden tolerar lejía o quats individualmente, pero fallan según los protocolos de rotación farmacéutica (alcohol los lunes, peróxido los martes, lejía los viernes).
- Sin documentación de calificación: Los proveedores de consumo no proporcionan datos de pruebas de generación de partículas, ni validación de esterilización, ni matrices de compatibilidad química, lo que deja a los equipos de control de calidad farmacéuticos incapaces de completar los protocolos IQ/OQ/PQ.
- Brechas de trazabilidad de materiales: Las regulaciones farmacéuticas exigen certificaciones de materiales, trazabilidad de lotes y control de cambios en las herramientas de limpieza. Los trapeadores de consumo carecen de estos controles.
Los auditores señalan los trapeadores de consumo durante las inspecciones de las instalaciones porque la brecha en las especificaciones es obvia: si su SOP de limpieza hace referencia a ISO 14644 y al Anexo 1 de GMP, pero su proveedor de trapeadores no puede proporcionar datos de generación de partículas o validación de esterilización, tiene una brecha en la documentación que no sobrevivirá al escrutinio regulatorio.
Validación de fregona para sala limpia & Documentación
Los trapeadores para salas blancas farmacéuticas requieren una calificación de tres niveles:
IQ (Cualificación de instalación): Documente las especificaciones del trapeador (composición del material, construcción con bordes sellados, dimensiones), verifique los números de lote y los certificados de conformidad, confirme el método de esterilización y la documentación SAL, inspeccione si hay defectos físicos (hilos sueltos, bordes dañados, contaminación).
OQ (calificación operativa): Demostrar las funciones del trapeador según lo especificado dentro del sistema de limpieza validado. Pruebe la compatibilidad del desinfectante (sin degradación después de 10 ciclos de cada tipo de desinfectante), verifique la capacidad de supervivencia del autoclave (sin pérdida de rendimiento después de 20 ciclos, si corresponde), mida la generación de partículas según IEST-RP-CC003.4 (<100 partículas por m² para uso ISO 5–8), confirma la integridad mecánica (sin desprendimiento de fibras durante el escurrido, contacto con el suelo).
PQ (calificación de desempeño): Demostrar que el sistema completo de trapeador (trapeador + balde + desinfectante + técnica) logra el control de contaminación requerido en el uso real. Realizar monitoreo ambiental antes y después de la limpieza (recuento de partículas, muestreo de superficie microbiana), demostrar >Reducción de la carga biológica de 3 log, verificar la estabilidad de la concentración de desinfectante durante todo el ciclo de limpieza, validar que el trapeado no eleve el recuento de partículas por encima de los límites de clase ISO.
Los paquetes de documentación incluyen las especificaciones del fabricante y datos de prueba, certificados de análisis y conformidad para cada lote, certificados de esterilización (registros de dosis gamma o documentación del ciclo de autoclave), procedimientos de control de cambios (qué sucede si el fabricante cambia materiales o procesos) y cronogramas periódicos de recalificación (verificación anual de generación de partículas, inspecciones visuales trimestrales).
¿Qué término deberían utilizar las empresas farmacéuticas?
Terminología utilizada por la FDA & OMS
Los documentos de orientación de la FDA para el procesamiento aséptico (“Sterile Drug Products Produced by Aseptic Processing - CGMP”, septiembre de 2004) hacen referencia a “salas limpias” sin especificar la ortografía de una o dos palabras, pero utilizan consistentemente el compuesto cerrado “sala limpia” cuando se habla de entornos de control de contaminación. La guía remite a la norma ISO 14644 para la metodología de clasificación, adoptando implícitamente la terminología de una sola palabra de ISO. Las guías de inspección y las cartas de advertencia de la FDA utilizan el término “sala limpia” cuando citan deficiencias relacionadas con las salas blancas, alineándose con el lenguaje normativo internacional.
La Serie de Informes Técnicos 1044 de la OMS, Anexo 2 (“Buenas prácticas de fabricación de productos farmacéuticos: principios fundamentales”) utiliza “salas limpias” en todo momento y hace referencia explícita a la norma ISO 14644 para la clasificación. El documento establece: "Las salas blancas y los dispositivos de aire limpio deben calificarse y su desempeño debe monitorearse de manera rutinaria. La calificación y el monitoreo deben realizarse de acuerdo con los principios establecidos en la norma ISO 14644". Esto refuerza que “sala limpia” sea el término correcto en la fabricación farmacéutica internacional.
Denominación recomendada para adquisiciones
Las especificaciones de adquisiciones deben utilizar “trapeador de sala limpia” (una palabra) para:
- Coincidir con el lenguaje regulatorio: Se alinea con ISO 14644, Anexo 1 de GMP de la UE y terminología de la OMS, lo que garantiza que las respuestas de los proveedores cumplan con los estándares farmacéuticos.
- Filtrar resultados de búsqueda: Los proveedores que prestan servicios a industrias reguladas catalogan los productos como “trapeadores para salas blancas”; la búsqueda de “trapeador para sala limpia” (dos palabras) arroja más resultados de suministros de limpieza que requieren filtrado manual.
- Requisitos técnicos de señal.: El “trapeador para sala limpia” comunica a los proveedores que necesitan una construcción con bordes sellados, datos de generación de partículas, compatibilidad de esterilización y documentación de calificación, no solo un trapeador “más limpio de lo normal”.
- Apoyar la defensa de auditoría: Cuando los inspectores revisan los registros de adquisiciones, las especificaciones que utilizan terminología alineada con la normativa demuestran competencia técnica e intención de cumplimiento.
Plantilla de idioma de especificación:
"El proveedor deberá proporcionar trapeadores para salas blancas (construcción de poliéster con bordes sellados) validados para uso de Clase ISO [5/6/7/8]. Documentación requerida: datos de prueba de generación de partículas según IEST-RP-CC003.4 que muestren <[50/100/200/500] partículas ≥0,5 µm por m² de trapeado; validación de compatibilidad química para 70 % de IPA, compuestos de amonio cuaternario, 3 a 6 % de H₂O₂ e hipoclorito de sodio de 500 a 5000 ppm; validación de la esterilización (irradiación gamma a SAL 10⁻⁶ o compatibilidad con autoclave 121°C/30 min durante un mínimo de 50 ciclos); certificados de conformidad de materiales y trazabilidad de lotes”.
Prevención de la compra de suministros que no cumplen con las normas
Tres controles de adquisiciones evitan compras de trapeadores con especificaciones incorrectas:
1. Lista de proveedores aprobados (AVL): Calificar a los proveedores antes de que se emitan las órdenes de compra. Criterios de calificación: el proveedor proporciona productos para salas blancas de calidad farmacéutica (no suministros generales de limpieza), los paquetes de documentación incluyen datos de generación de partículas y validación de esterilización, el proveedor tiene sistemas de control de cambios y trazabilidad, y el proveedor presta servicios a otros fabricantes de dispositivos médicos/farmacéuticos (referencias verificables). Los sistemas de compras deben bloquear las órdenes de compra a proveedores que no sean AVL para consumibles para salas blancas.
2. Compras basadas en especificaciones: vincule solicitudes de compra con especificaciones maestras. Cuando un usuario solicita "trapeadores para sala limpia de grado B", el sistema completa automáticamente la especificación (poliéster con borde sellado, <100 partículas/m², esterilizadas con rayos gamma, compatibles con la rotación de desinfectantes farmacéuticos) y rutas a proveedores de AVL que tengan productos precalificados que cumplan con esa especificación. Esto evita que los usuarios busquen términos genéricos (“trapeador para sala limpia”) y seleccionen productos que no cumplen con las normas.
3. Inspección de recepción: Verifique que los trapeadores entrantes coincidan con las especificaciones antes de liberarlos para su uso en salas blancas. Inspección visual de bordes sellados (sin hilos sueltos, perímetros continuos), revisión de documentación (certificados de análisis, registros de esterilización, números de lote) y pruebas periódicas de terceros (envío de muestras aleatorias para verificación independiente de generación de partículas). Rechazar lotes que lleguen sin la documentación requerida o presenten defectos de calidad.
Modo de falla común en las adquisiciones: las instalaciones especifican correctamente "trapeador para sala limpia" en las especificaciones maestras, pero luego permiten que los departamentos individuales realicen compras ad hoc a través de proveedores generales (Amazon Business, Grainger, Uline) que buscan "trapeador para sala limpia". Estas órdenes eluden los controles AVL e introducen productos que no cumplen con las normas y fallan durante el uso.
Cómo el trapeador para salas blancas MIDPOSI cumple con la definición de grado farmacéutico
Los sistemas de trapeado para salas blancas MIDPOSI están diseñados específicamente para cumplir con las GMP farmacéuticas:
- Construcción de poliéster con bordes sellados: Tejido de punto de poliéster con bordes termosellados que encapsulan todos los extremos de las fibras, validado para generar <100 partículas ≥0,5 µm por m² de trapeado (probado según IEST-RP-CC003.4).
- Calificación ISO Clase 5–8: El rendimiento de generación de partículas cumple con los requisitos de las áreas farmacéuticas de grado A/B/C/D; datos de prueba disponibles en la documentación de calificación del producto.
- Compatibilidad con desinfectantes farmacéuticos: Validado para 70 % de IPA, compuestos de amonio cuaternario, 3 a 6 % de peróxido de hidrógeno e hipoclorito de sodio (500 a 5000 ppm); Resiste los protocolos de rotación farmacéutica sin degradación.
- Compatible con autoclave: Los cabezales de fregona toleran entre 50 y 100 ciclos de esterilización con vapor a 121 °C/30 min; compatible con mangos/marcos de acero inoxidable y polipropileno que sobreviven a un servicio de autoclave equivalente.
- Cualificación completa del sistema: Los trapeadores se integran con sistemas de cubeta validados (configuraciones de cubeta doble y triple), marcos y carros para ofrecer flujos de trabajo de limpieza GMP listos para usar.
- Paquetes de documentación: Cada lote incluye certificados de análisis, certificaciones de materiales, datos de compatibilidad de esterilización (límites de ciclo de autoclave), informes de pruebas de generación de partículas y registros de trazabilidad que respaldan los protocolos IQ/OQ/PQ.
Para sistemas completos de trapeado para salas blancas, incluidos baldes, marcos y flujos de trabajo validados, consulte la guía del sistema integrado.
Tabla de resumen: trapeador para sala limpia versus trapeador para sala limpia
| Criterio | Trapeador para sala limpia (Dos palabras) | Trapeador para sala limpia (Una palabra) |
| Origen de la terminología | Inglés general (diccionario estándar) | Término técnico ISO 14644 / GMP Anexo 1 |
| Entorno objetivo | Áreas no ISO: oficinas, escuelas, embalajes, fabricación ligera | Salas blancas farmacéuticas ISO 5–8 (grado A/B/C/D) |
| Construcción | Tejido de vanguardia, extremos de fibra expuestos | Poliéster de borde sellado, extremos de fibra encapsulada |
| Material | Mezclas de algodón, microfibra estándar y poliéster. | Poliéster tejido (100 % o mezcla dominante), opciones de filamento continuo |
| Generación de partículas | 1.000–10.000 partículas ≥0,5 µm/m² | <100 partículas ≥0,5 µm/m² (validado ISO 5–8) |
| Compatibilidad desinfectante | Básico (lejía, quats); sin validación de rotación | Validado para rotación farmacéutica (IPA, quats, lejía, H₂O₂) |
| Esterilización | No esterilizable en autoclave (5 a 10 ciclos como máximo); sin opción gamma | 50 a 100 ciclos de autoclave; Opciones de esterilización gamma disponibles |
| Documentación regulatoria | Ninguno (producto de consumo) | Datos de partículas, compatibilidad química, validación de esterilización, trazabilidad de lotes. |
| Costo por cabezal de trapeador | $15–$30 | $40–$150 |
| Vida útil | 50 a 100 usos antes de la degradación visible | 200–300 usos (con lavado/esterilización adecuados) |
| Clases ISO adecuadas | ISO 9 / áreas de soporte no clasificadas únicamente | ISO 5–8 (fabricación farmacéutica, dispositivos médicos, biotecnología) |
| Cumplimiento de GMP | ❌ No cumple con los requisitos del Anexo 1 | ✅ Cumple con los requisitos de herramientas de limpieza estériles del Anexo 1 |
| Canales de compra | Suministros de limpieza, comercio electrónico general (Amazon, Grainger) | Proveedores de salas blancas farmacéuticas, distribuidores especializados. |
| Documentación de calificación | ❌ Sin soporte IQ/OQ/PQ | ✅ Paquetes completos de documentación IQ/OQ/PQ disponibles |

Figura 3: Sala limpia de grado farmacéutico B/C que muestra operaciones de trapeado GMP adecuadas con un operador completamente vestido que utiliza un sistema validado de triple cubo, un trapeador de sala limpia con borde sellado y una técnica de control de contaminación controlada. Este entorno requiere una especificación de “trapeador para sala limpia” (una palabra): herramientas de poliéster con borde sellado de grado farmacéutico validadas para el control de partículas ISO 5–8, no “trapeadores para sala limpia” (dos palabras) generales diseñados para uso comercial de limpieza. La terminología adecuada garantiza que la adquisición proporcione herramientas compatibles con las GMP que mantengan el cumplimiento del monitoreo ambiental y sobrevivan a la inspección regulatoria.
Almohadillas desechables para fregona para salas blancas
Lo mejor para: Flujos de trabajo de un solo uso, instalaciones sin infraestructura de lavado, áreas de alto riesgo de contaminación que requieren herramientas nuevas por habitación.
Presupuesto: Almohadillas de poliéster con borde sellado preesterilizadas (irradiación gamma), empaquetadas individualmente. Tamaño típico de 40 a 60 cm de ancho, compatible con marcos de trapeadores estándar para salas blancas. No es necesario lavarlo ni reesterilizarlo: úselo una vez y deséchelo según los protocolos de desechos farmacéuticos.
Ventajas: Cero riesgo de contaminación cruzada entre salas/lotes, sin carga de trabajo de lavado/esterilización, esterilidad garantizada (SAL 10⁻⁶ del proveedor), rendimiento constante (sin degradación por ciclos repetidos de autoclave).
Contras: Mayor costo por uso ($8–$15 por toalla sanitaria versus $0,50–$1,50 por uso para las reutilizables), genera más desechos (impacto ambiental, costo de eliminación), requiere mayor espacio de almacenamiento para el inventario.
Aplicaciones típicas: Salas de llenado aséptico (Grado A/B) donde el riesgo de contaminación justifica el costo de un solo uso, instalaciones multiproducto que evitan la contaminación cruzada entre campañas, instalaciones con capacidad limitada de autoclave o sin proceso de lavado validado.
Sistemas de trapeador esterilizables en autoclave
Lo mejor para: Instalaciones con infraestructura de autoclave existente, protocolos de trapeador reutilizables, operaciones sensibles a los costos que trapean grandes áreas de piso diariamente.
Presupuesto: Cabezales de trapeador de poliéster con bordes sellados y marcos compatibles con autoclave (acero inoxidable SS316 o polipropileno de alta temperatura). Los cabezales de fregona soportan entre 50 y 100 ciclos de autoclave a 121 °C/30 min. Los sistemas completos incluyen cabezales de trapeador, mangos, marcos y, a menudo, carros con cubetas, todos esterilizables como una unidad.
Ventajas: Menor costo por uso ($0,50–$1,50 después de amortizar el costo del cabezal del trapeador en 200 a 300 usos), entrega rápida (los trapeadores se esterilizan durante la noche para su uso al día siguiente), no depende del proveedor para la esterilización, reduce el desperdicio en comparación con los desechables.
Contras: Requiere ciclos de autoclave validados y mantenimiento, vida útil finita (los cabezales de los trapeadores se reemplazan después de 50 a 100 ciclos de autoclave porque el material se vuelve quebradizo), infraestructura de lavado necesaria (o servicio de lavado subcontratado), gestión de inventario (trapeadores suficientes para soportar la rotación mientras los lotes están en lavado/esterilización).
Aplicaciones típicas: Áreas de fabricación ISO Clase 6–8 (Grado B/C/D), instalaciones con protocolos de limpieza diarios que cubren más de 1000 m² de superficie, operaciones con autoclave calificado que ya respalda la esterilización de equipos/materiales.
Trapeador para sala limpia con irradiación gamma
Lo mejor para: Entornos críticos de grado A, instalaciones que requieren la mayor garantía de control de contaminación, operaciones donde la carga de documentación justifica el costo superior.
Presupuesto: Trapeadores de poliéster preesterilizados con borde sellado, irradiados con rayos gamma a SAL 10⁻⁶, suministrados en envases estériles validados con certificados de dosis de irradiación. A menudo se vende como cabezales de trapeador + paquetes de desinfectante presaturado (IPA estéril o solución esporicida) para flujos de trabajo completos y validados.
Ventajas: Máxima garantía de esterilidad (SAL 10⁻⁶ validado por el proveedor, sin riesgo de esterilización interna), documentación completa (certificados de irradiación, certificados de análisis, trazabilidad de lotes que respaldan las auditorías regulatorias), sin carga de trabajo en autoclave.
Contras: Mayor costo por uso ($10–$20 por trapeador dependiendo del tamaño/configuración), de un solo uso (sin opción de reesterilización), plazos de entrega más largos (los lotes de esterilización gamma pueden extender el cumplimiento del pedido a 2 a 4 semanas).
Aplicaciones típicas: Limpieza de aisladores (llenado aséptico, liofilización), áreas centrales asépticas de Grado A, fabricación de productos de alto valor donde el costo del evento de contaminación excede con creces el costo de los consumibles, instalaciones sin capacidad de autoclave o que buscan eliminar la carga de validación de esterilización interna.
Sistema de trapeado GMP de triple cubeta
Lo mejor para: Solución completa llave en mano para la construcción de instalaciones o la mejora de programas de limpieza de salas blancas, operaciones que requieren segregación de cucharones validada (cumplimiento del Anexo 1 Grado A/B/C).
Presupuesto: Sistema integrado que incluye cabezales de trapeador de poliéster con bordes sellados, carro de triple cubo de acero inoxidable o polipropileno (desinfectante/enjuague/segregación de desechos), escurridor de rodillo o de prensa, marcos y manijas esterilizables en autoclave. Los sistemas están precalificados como unidades completas con protocolos IQ/OQ proporcionados.
Ventajas: Flujo de trabajo validado completo (no es necesario calificar por separado baldes, trapeadores y escurridores), diseñado para cumplir con el Anexo 1 (la segregación de fluidos previene la dilución del desinfectante y la contaminación cruzada), generalmente incluye capacitación y plantillas de POE, un proveedor para todo el sistema (adquisición simplificada y control de cambios).
Contras: Mayor costo de capital inicial ($2000–$5000 por sistema completo versus $200–$500 solo para los trapeadores), requiere espacio en el piso para un carro de tres cubos, capacitación del operador más compleja (secuencia validada: desinfectar → escurrir en los desechos → enjuagar → escurrir en los desechos → recargar).
Aplicaciones típicas: Nuevas instalaciones de fabricación de productos farmacéuticos que establecen programas de limpieza GMP, instalaciones existentes que solucionan fallas de monitoreo ambiental o hallazgos de auditorías relacionadas con la validación de la limpieza, áreas de Grado A/B/C que requieren segregación de desinfectantes que cumpla con el Anexo 1.
Explore la gama completa de sistemas de trapeado reutilizables para salas blancas de MIDPOSI incluidos cabezales de trapeador con bordes sellados, marcos esterilizables en autoclave y configuraciones de baldes validadas para la fabricación farmacéutica ISO 5–8.