When a pharmaceutical QA manager builds a specification for cleanroom mops, the first decision often comes down to material: microfiber or polyester? Marketing claims pull in opposite directions—microfiber vendors emphasize superior absorbency and particle pickup, while polyester suppliers point to lower lint generation and longer autoclave life. For facilities operating under ISO 14644-1 and EU GMP Annex 1, this choice is not a matter of preference. It’s a documented contamination control decision that determines whether your cleaning program maintains ISO classification, passes environmental monitoring, and withstands regulatory scrutiny.
La verdad: ninguno de los materiales es universalmente "mejor". Cada uno tiene casos de uso óptimos determinados por la arquitectura de la fibra, la clasificación del área, la química del desinfectante y las prioridades operativas. La construcción de fibra dividida de microfibra ofrece una absorbencia de 6 a 8 veces mayor y una captura de partículas mejorada, ideal para el manejo de derrames y trapeado de áreas grandes en zonas ISO 7 a 8. El diseño de filamento continuo del poliéster elimina los extremos cortados y mantiene la generación de partículas por debajo de 50 partículas por pasada en 150 a 200 ciclos de autoclave, algo esencial para áreas de soporte asépticas ISO 5 a 6 y programas agresivos de rotación de desinfectantes. Elegir el material incorrecto para su aplicación introduce riesgo de contaminación, acorta la vida útil del trapeador y complica la validación.
This guide compares microfiber and polyester cleanroom mops across five dimensions: fiber architecture and edge construction; absorption, durability, and particle control performance; pharma facility selection criteria; ISO grade decision framework; and MIDPOSI product recommendations. By the end, you’ll have a clear decision matrix that matches material to cleanroom classification, operational workflow, and budget constraints—backed by particle generation data, chemical compatibility validation, and real-world pharmaceutical deployment.
Microfibra versus poliéster: diferencias estructurales en salas blancas
La brecha de rendimiento entre los trapeadores para salas blancas de microfibra y poliéster comienza en el nivel de la fibra. Comprender cómo se diseña cada material (desde el diámetro del filamento hasta el método de sellado de bordes) explica por qué se comportan de manera diferente en condiciones de sala blanca farmacéutica.
Descripción general de la arquitectura de fibra
Microfibra: fibra dividida, gran superficie
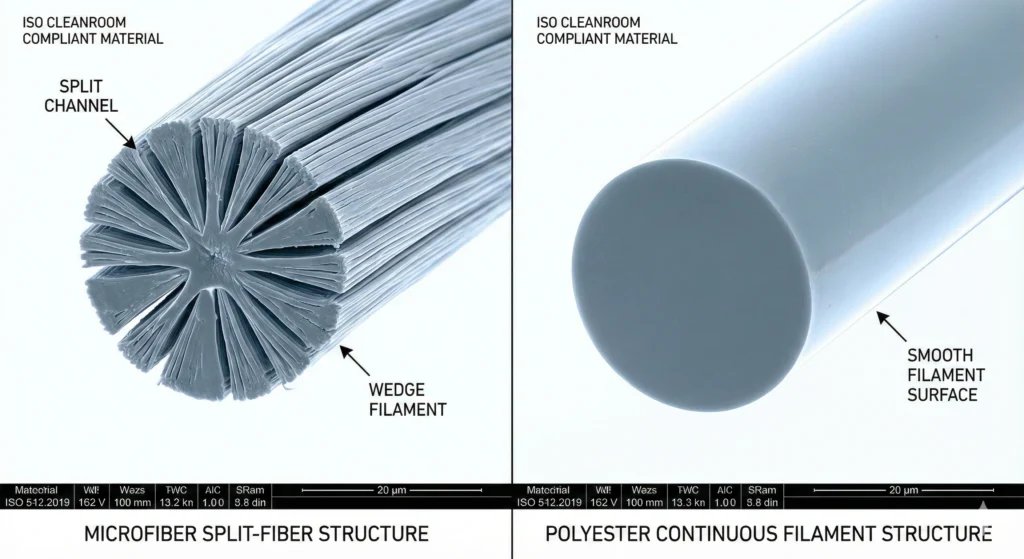
Microfiber mop heads are constructed from ultra-fine synthetic fibers below 1 denier (≈10 micrometers in diameter)—roughly one-tenth the thickness of a human hair. Most pharmaceutical-grade cleanroom microfiber uses an 80/20 polyester/polyamide (nylon) blend engineered with split-fiber cross-sections. During manufacturing, the polyester and polyamide polymers are co-extruded, then mechanically or chemically split to create star-shaped or wedge-shaped fiber profiles with multiple grooves running lengthwise.
Esta geometría de fibra dividida cumple dos funciones. En primer lugar, aumenta drásticamente el área de superficie por gramo de tela: cada fibra presenta múltiples canales capilares que absorben el líquido a través de la tensión superficial, brindando una absorbencia de 6 a 8 veces el peso seco. En segundo lugar, las ranuras crean trampas mecánicas para las partículas: los contaminantes submicrónicos se alojan en los canales durante el trapeado, lo que mejora la eficiencia de recolección de partículas en comparación con las fibras lisas de monofilamento. Para las instalaciones farmacéuticas, esto significa que la microfibra es excelente para eliminar partículas residuales y absorber grandes volúmenes de solución desinfectante en una sola pasada.
La arquitectura de fibra dividida introduce una compensación estructural. Las ranuras y el diámetro fino de la fibra hacen que la microfibra sea más vulnerable a la abrasión mecánica y la degradación química. La esterilización repetida en autoclave (vapor a 121 °C) y la exposición a desinfectantes oxidantes (peróxido de hidrógeno, hipoclorito de sodio) pueden provocar que la división de la fibra progrese hasta llegar a su rotura, lo que aumenta el desprendimiento de partículas con el tiempo. Los trapeadores de microfibra generalmente califican para 50 a 100 ciclos de autoclave, más cortos que los de poliéster, pero suficientes para instalaciones con protocolos validados de un solo uso o de ciclo de vida medio.
Poliéster: filamento continuo, baja liberación de partículas
Los trapeadores de poliéster para salas blancas utilizan hilos de filamento continuo 100% poliéster: hebras largas e ininterrumpidas tejidas en una estructura de tela apretada sin extremos de fibra cortados. A diferencia de los hilos hilados (que retuercen fibras cortas, creando puntos débiles donde las fibras pueden salir), el filamento continuo elimina las discontinuidades internas. Cada hilo recorre toda la longitud de la almohadilla del trapeador y la estructura tejida distribuye la tensión mecánica por toda la tela.
Esta construcción ofrece un rendimiento inherente con poca pelusa. Sin extremos cortados que se deshilachen ni fibras cortas que se suelten, el poliéster de filamento continuo genera recuentos de partículas muy por debajo de los límites ISO Clase 5 (<10 particles ≥0.5 µm per stroke) when edges are properly sealed. The smooth, round cross-section of polyester filaments also resists particle capture—absorbency is lower than microfiber (typically 3–4× dry weight)—but the material’s chemical inertness and thermal stability allow 150–200+ autoclave cycles with minimal dimensional change or performance degradation.
For low-lint cleanroom mops, el poliéster de filamento continuo es el estándar de la industria en áreas de soporte aséptico ISO Clase 5-7, donde los límites de generación de partículas son estrictos y la larga vida útil reduce el costo total de propiedad. La arquitectura de la fibra también tolera una rotación agresiva de desinfectantes: 70 % de IPA, 3 a 35 % de peróxido de hidrógeno, compuestos de amonio cuaternario (2000 ppm) e hipoclorito de sodio hasta 1 % sin daños significativos a la fibra ni pérdida de color.
Por qué la geometría de la fibra determina la formación de pelusas, el comportamiento de limpieza y la estabilidad de la esterilización
Las diferencias estructurales entre la microfibra de fibra dividida y el poliéster de filamento continuo se reflejan en cada métrica de rendimiento:
- pelusa: Microfiber’s thin, split fibers break under stress, releasing fibrous particles. Continuous-filament polyester’s thick, unbroken yarns resist breakage, maintaining low particle generation across hundreds of cycles.
- Absorbencia: Microfiber’s capillary channels wick liquid aggressively; polyester’s smooth surface absorbs more slowly but releases disinfectant more predictably during mopping.
- Durabilidad: Microfiber degrades faster under oxidizers and heat; polyester maintains dimensional stability and mechanical strength across extended autoclave and chemical exposure.
- Particle capture: Microfiber traps particles in fiber grooves; polyester relies on knit density and does not capture particles as efficiently, but also does not release captured contaminants as easily during subsequent mopping.
Estas compensaciones significan que la selección del material no puede realizarse basándose únicamente en la absorbencia. Un trapeador de microfibra que absorbe 8 veces su peso puede arrojar 200 partículas por pasada en un área ISO Clase 6, expulsando al medio ambiente de la clasificación. Una fregona de poliéster que absorbe sólo 3 veces su peso pero genera <20 partículas por golpe mantienen el cumplimiento y duran tres veces más ciclos.
Diferencias en la construcción de bordes
La construcción de los bordes es el factor más crítico que determina si un trapeador califica como "bajo en pelusa" para uso farmacéutico. Incluso el material de fibra de alta calidad se convierte en una fuente de partículas si los bordes no se sellan.
Microfibra: mayor riesgo de pelusa debido a las puntas abiertas
La arquitectura de fibras divididas de la microfibra hace que el sellado de los bordes sea especialmente importante. Si los bordes simplemente se cortan y se dejan sin sellar, los finos filamentos se desenredan rápidamente: cada pasada de trapeado suelta las fibras y la estructura dividida acelera la rotura. Un trapeador de microfibra de última generación puede arrojar entre 500 y 1000 partículas por pasada, lo que lo descalifica de cualquier entorno con clasificación ISO.
Los trapeadores de microfibra de calidad farmacéutica abordan este problema mediante una construcción de borde sellado:
- Corte por láser: Corte y sellado térmico simultáneos en una sola pasada, utilizando energía láser enfocada para derretir los extremos de las fibras y fusionarlos en un borde sólido. Este método ofrece el borde más limpio y se prefiere para aplicaciones de microfibra ISO Clase 5–6.
- Sellado ultrasónico: High-frequency vibration generates heat at the fabric edge, welding fibers together without introducing adhesives or foreign materials. Suitable for ISO Class 6–8 applications.
- Heat sealing: Thermal welding using heated tools to melt and bond fiber ends. Effective but may leave a thicker, stiffer edge compared to laser or ultrasonic methods.
Even with sealed edges, microfiber’s thin fiber diameter means sealed borders are less robust than polyester equivalents. Edges can separate after 30–50 autoclave cycles if the mop is subjected to aggressive wringing or abrasion, requiring earlier replacement to prevent particle excursions.
Polyester: Heat-Sealed, Ultrasonic Sealed, Continuous Perimeter Construction
Los hilos más gruesos del poliéster de filamento continuo crean bordes sellados más fuertes que resisten la separación en más de 150 a 200 ciclos. Se utilizan los mismos métodos de sellado de bordes (corte por láser, soldadura ultrasónica, unión térmica), pero el resultado es un perímetro más duradero que tolera tensiones mecánicas repetidas y exposición química.
Algunas mopas de poliéster también usan construcción perimetral continua, donde el patrón de tejido está diseñado para que los hilos se enrollen continuamente alrededor de los cuatro bordes sin cortar los extremos. Esto elimina el sellado de bordes como único punto de falla, lo que brinda la menor generación de partículas posible para aplicaciones de núcleos asépticos de Grado A/B.
Por qué los bordes sellados son obligatorios para los espacios ISO farmacéuticos
La norma ISO 14644-1 clasifica las salas blancas según la concentración de partículas en el aire: los bordes cortados de los trapeadores introducen una fuente de partículas incontrolada que puede hacer que los ambientes salgan de las especificaciones. El Anexo 1 de las BPF de la UE (párrafo 4.10) exige que los materiales utilizados en áreas clasificadas minimicen la generación de partículas; Los bordes del trapeador sin sellar o mal sellados violan este requisito.
Durante las inspecciones reglamentarias, los auditores examinan los registros de calificación de las herramientas de limpieza. Una carta de advertencia de la FDA de 2020 citaba específicamente “deshilachado observado en los cabezales de los trapeadores utilizados para limpiar la sala estéril” y “al menos un cabezal de trapeador construido con material generador de partículas”, concluyendo que la instalación carecía de un control de contaminación adecuado. La construcción de borde sellado no es una característica premium; es un requisito básico de GMP para cualquier trapeador que ingrese a áreas ISO Clase 5 a 8.

Figura 2: La construcción del borde determina la generación de pelusa tanto para los trapeadores de microfibra como para los de poliéster para salas blancas. Los bordes cortados (izquierda) se deshacen durante el uso, lo que libera entre 500 y 1000 partículas por pasada y descalifica a los trapeadores de entornos con clasificación ISO. Los bordes termosellados (centro) utilizan soldadura térmica para fusionar los extremos de las fibras, lo que reduce la generación de partículas a <100 partículas/golpe: adecuado para áreas ISO Clase 7–8. Los bordes sellados por ultrasonidos (derecha) unen las fibras mediante vibración de alta frecuencia sin adhesivos, logrando <50 partículas/carrera para aplicaciones farmacéuticas ISO Clase 5–7. La construcción con bordes sellados es un requisito básico de GMP según el párrafo 4.10 del Anexo 1 de GMP de la UE.
Apoyo & Variaciones de archivos adjuntos
How a mop pad attaches to its frame determines ease of use, cross-contamination risk, and compatibility with validated laundering or sterilization protocols.
Hook-and-Loop (Microfiber) vs Pocket/Clip (Polyester Sealed-Edge)
Many commercial microfiber mops use hook-and-loop (Velcro) attachment systems: a plastic or fabric strip sewn onto the mop pad back, mating with corresponding hooks on the mop frame. This design allows quick pad changes and is common in janitorial applications.
For pharmaceutical cleanrooms, hook-and-loop systems introduce two contamination risks:
- Particle generation from Velcro hooks: The plastic hooks shed microparticles when subjected to repeated attach/detach cycles and autoclave stress. Even “cleanroom-grade” Velcro generates measurable particles—typically 50–100 particles per attachment cycle—which may exceed ISO Class 5–6 acceptance criteria.
- Particle entrapment in hook structures: Lint, fibers, and bioburden from previous mopping operations lodge in the hook matrix and are not fully removed during laundering or autoclaving. This creates a hidden contamination reservoir that cross-contaminates subsequent mopping cycles.
As a result, sealed-edge polyester mops for pharmaceutical applications typically use alternative attachment methods:
- Pocket/sleeve attachment: El marco del trapeador se desliza dentro de un bolsillo cosido a lo largo de un borde de la almohadilla del trapeador. Sin velcro ni adhesivos, solo tela de filamento continuo por todas partes. Este método es compatible con más de 200 ciclos de autoclave y elimina la generación de partículas relacionadas con los ganchos.
- Accesorio de clip: Los clips magnéticos o con resorte en el marco del trapeador sujetan el borde de la almohadilla del trapeador. Los clips están fabricados con acero inoxidable o polímeros estables en autoclave, validados para la generación de partículas y se pueden limpiar entre usos.
Por qué el velcro descalifica a la mayoría de las almohadillas de microfibra para aplicaciones ISO
While hook-and-loop attachment is convenient, the particle generation and cross-contamination risks make it unsuitable for ISO Class 5–7 pharmaceutical cleanrooms. Facilities specifying microfiber mops for these areas should require sealed-edge pads with pocket or clip attachment, not Velcro-backed designs.
For ISO Class 8 support areas and non-aseptic zones, where particle limits are more lenient (3,520,000 particles/m³ at ≥0.5 µm), Velcro-backed microfiber may be acceptable if the CCS risk assessment justifies the trade-off between convenience and contamination control. However, best practice remains pocket or clip attachment across all classified areas to maintain system-wide consistency and simplify operator training.
Absorción, Durabilidad & Comparación de control de partículas
When procurement teams evaluate cleanroom mop materials, three performance metrics dominate the decision: absorbency (how much disinfectant the mop can hold), particle shedding (whether the mop contaminates the environment), and durability (how many autoclave cycles before replacement). Microfiber and polyester trade off these attributes in opposite directions.
Absorción & Rendimiento de eliminación del suelo
Microfiber = Superior Absorbency (6–8× Dry Weight)
Microfiber’s split-fiber channels create microscopic capillaries that wick liquid through surface tension. A 200-gram dry microfiber mop pad can absorb 1,200–1,600 grams of disinfectant solution—roughly 6–8 times its own weight. This high absorbency translates to practical advantages:
- Fewer mop changes: Una sola almohadilla de microfibra puede limpiar áreas de piso más grandes (200–300 m² en ambientes ISO Clase 7–8) antes de requerir resaturación o reemplazo.
- Gestión de derrames: La microfibra destaca por absorber y contener derrames de líquidos, algo fundamental para instalaciones que manipulan desinfectantes a granel, soluciones tampón o concentrados de productos químicos de limpieza.
- recogida de partículas: Las ranuras de fibra atrapan mecánicamente las partículas durante el trapeado, eliminando el polvo residual y la pelusa de manera más efectiva que los materiales de fibra lisa.
However, high absorbency is not always an advantage in GMP workflows. Microfiber’s aggressive liquid uptake can make it difficult to control wet film thickness during validated disinfection. If a mop absorbs too much 70% IPA, the residual surface moisture may exceed drying time specifications, delaying room release or creating slip hazards. Operators must learn to pre-saturate microfiber mops to a controlled moisture level—typically wringing to 70–80% saturation before mopping—which adds procedural complexity.
Polyester = Controlled Absorbency, Predictable Disinfectant Release
Pharmaceutical cleaning validation protocols specify contact time, disinfectant concentration, and surface coverage—not “maximum absorbency.” A mop that absorbs 8× its weight but leaves puddles or takes 15 minutes to dry may fail validation even if it removes more soil than a 3× absorbency mop that delivers controlled, compliant application. Procurement decisions should align material absorbency with operational workflow requirements, not assume “more is better.”
- Uniform wet film thickness: Polyester releases liquid more consistently during mopping, delivering controlled surface coverage that meets validated disinfection protocols (e.g., 10 mL/m² contact time specifications).
- Faster drying: Less residual moisture on floors reduces drying time and room turnaround, especially important in high-throughput aseptic filling areas where downtime costs are significant.
- Operator control: Easier to train operators to maintain consistent mopping technique, reducing variability in cleaning validation performance.
For facilities prioritizing compliance and reproducibility over maximum absorbency, polyester’s controlled moisture management is a feature, not a limitation.
Why High Absorbency Is Not Always an Advantage in GMP Cleaning
Pharmaceutical cleaning validation protocols specify contact time, disinfectant concentration, and surface coverage—not “maximum absorbency.” A mop that absorbs 8× its weight but leaves puddles or takes 15 minutes to dry may fail validation even if it removes more soil than a 3× absorbency mop that delivers controlled, compliant application. Procurement decisions should align material absorbency with operational workflow requirements, not assume “more is better.”
Derramamiento de partículas & Comportamiento de pelusa
Particle generation is the primary regulatory concern for cleanroom mops. ISO 14644-14 provides the test framework: mops are subjected to simulated-use conditions (mechanical agitation, wet mopping strokes) while optical particle counters measure airborne particle release at ≥0.5 µm and ≥5 µm.
Microfiber Lint Range: 100–500 Particles/m²
Sealed-edge microfiber mops validated for pharmaceutical use typically generate 100–200 particles ≥0.5 µm per square meter mopped when new. After 25–50 autoclave cycles, particle generation increases to 200–500 particles/m² as fiber splitting progresses and sealed edges begin to separate.
This performance envelope makes microfiber acceptable for ISO Class 7–8 environments (352,000 and 3,520,000 particles/m³ limits, respectively) where the mop’s contribution remains a small fraction of total particle budget. However, in ISO Class 5–6 areas (3,520 and 35,200 particles/m³ limits), microfiber’s particle generation can represent 5–10% of the classification limit—significant enough to trigger environmental monitoring excursions when combined with other particle sources (personnel gowning, material transfer, equipment operation).
Key variables affecting microfiber lint performance:
- Edge sealing method: Laser-cut edges shed 30–40% less than ultrasonic or heat-sealed edges.
- Autoclave cycle count: Particle generation doubles between cycle 0 and cycle 50 for most microfiber formulations.
- Disinfectant chemistry: Exposure to >1% sodium hypochlorite or >10% hydrogen peroxide accelerates fiber degradation and lint generation.
- Mechanical stress: Aggressive wringing, abrasive floor surfaces, and high-pressure mopping increase particle release.
Polyester Lint Range: <50–100 Particles/m²
Continuous-filament polyester mops with sealed edges generate <50 particles ≥0.5 µm per square meter mopped when new, and maintain this performance across 100–150 autoclave cycles before increasing to 50–100 particles/m². Even at end of qualified life (150–200 cycles), polyester particle generation remains below microfiber’s new-mop baseline.
This 5× to 10× particle generation advantage makes polyester the only defensible choice for ISO Class 5–6 aseptic support areas, sampling booths, and weighing rooms. For ISO Class 7 environments, polyester reduces baseline particle counts, simplifying environmental monitoring trend analysis and making it easier to detect true contamination events versus tool-related noise.
Why Polyester Dominates in ISO 5–7 Due to Particle Generation Limits
ISO Class 5 allows a maximum of 3,520 particles ≥0.5 µm per cubic meter of air. A typical cleanroom floor area mopped per shift might be 50–100 m². Using microfiber (200 particles/m² generation) introduces 10,000–20,000 particles during cleaning—enough to create measurable particle spikes in continuous monitoring systems. Polyester mops (50 particles/m²) generate 2,500–5,000 particles for the same area—4× lower contamination contribution that keeps the room within specification during and after cleaning.
For facilities operating close to their ISO classification limits—common in high-utilization aseptic filling lines—polyester’s particle control advantage directly translates to fewer EM excursions, reduced investigation burden, and lower batch contamination risk.

Figure 3: Particle generation performance across autoclave cycle life. Microfiber (orange bars) starts at 100–200 particles ≥0.5 µm per m² when new, doubles to 200–500 particles/m² by cycle 50, then requires replacement to prevent ISO classification excursions. Polyester (blue bars) maintains <50 particles/m² through cycle 100 and stays below 100 particles/m² through cycle 200—delivering 5× to 10× lower contamination contribution across qualified life. This performance gap makes polyester the only defensible choice for ISO Class 5–7 aseptic support areas where particle limits are tightly controlled.
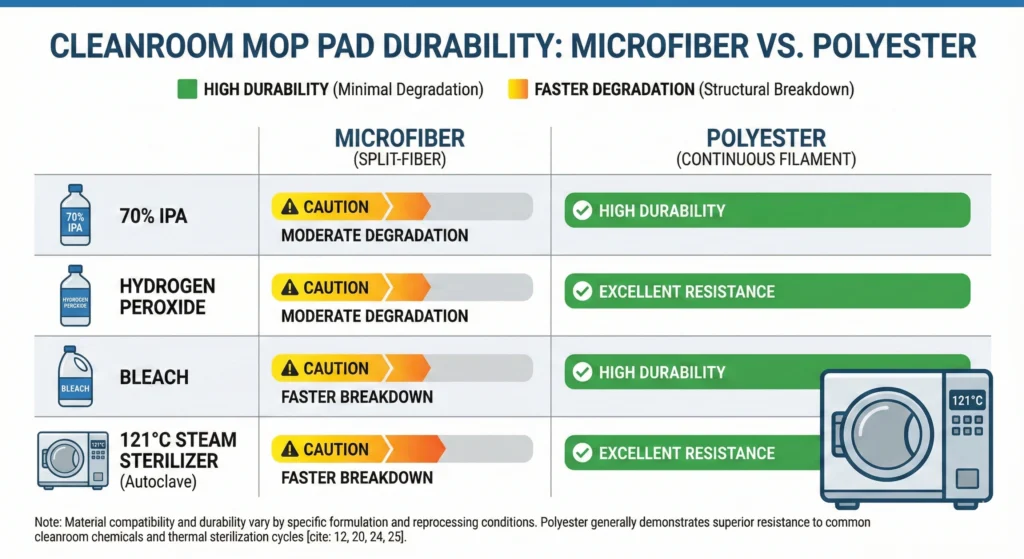
Resistencia química
Pharmaceutical facilities rotate disinfectants per EU GMP Annex 1 to prevent microbial resistance and address different contamination types (vegetative bacteria, spore-formers, fungi). Mop materials must tolerate weekly or daily exposure to multiple chemistries without degradation.
Common Disinfectant Exposures:
- 70% isopropyl alcohol (IPA): Routine disinfection; daily use
- Quaternary ammonium compounds (quats, 2,000 ppm): Broad-spectrum disinfection; 2–3× per week
- 3–6% hydrogen peroxide: Sporicidal treatment; weekly or after contamination events
- 0.5–1% sodium hypochlorite (5,000 ppm bleach): Sporicidal treatment; monthly or after high-risk events
Microfiber Suffers Faster Degradation
Microfiber’s 80/20 polyester/polyamide blend shows excellent compatibility with IPA and quats—no measurable performance loss after 50 exposures. However, the polyamide component degrades under oxidizing disinfectants:
- Hydrogen peroxide (>6%): Polyamide fibers yellow and lose tensile strength after 10–15 exposures; particle generation increases by 50–100%.
- Sodium hypochlorite (>0.5%): Severe degradation after 5–10 exposures; fibers become brittle and break during mopping.
Las instalaciones que utilizan programas oxidantes agresivos deben (1) limitar los trapeadores de microfibra a aplicaciones solo de IPA/quat, o (2) aceptar una vida útil más corta (25 a 50 ciclos en lugar de 50 a 100) y reemplazar los trapeadores con más frecuencia.
Filamento continuo de poliéster = amplia tolerancia química
La fibra 100 % poliéster es químicamente inerte a los alcoholes, los quats y los oxidantes moderados. Los trapeadores de poliéster validados toleran:
- IPA y quats: Sin degradación en más de 200 exposiciones.
- 3–35% de peróxido de hidrógeno: <5% de cambio dimensional y sin pérdida de color después de 100 exposiciones.
- 00,5 a 1 % de hipoclorito de sodio: <10% de pérdida de resistencia a la tracción después de 50 exposiciones; aceptable para tratamiento esporicida mensual.
Polyester’s broad chemical compatibility simplifies disinfectant rotation validation and allows a single mop material to be used across all cleaning protocols—reducing SKU complexity, operator training burden, and the risk of using the wrong mop with incompatible chemistry.
The Impact on Long-Term System Validation
Cleaning validation protocols qualify mop materials through worst-case chemical exposure studies: materials are subjected to maximum disinfectant concentrations at maximum frequency, then tested for particle generation, dimensional stability, and mechanical integrity. Polyester’s chemical resistance allows qualification across full disinfectant rotation programs with 150–200 cycle life. Microfiber requires split qualifications (IPA/quat protocols vs oxidizer protocols) or shorter qualified life, complicating validation documentation and increasing requalification frequency.
Durabilidad de la esterilización
Reusable cleanroom mops must maintain performance across repeated sterilization cycles. Autoclave durability determines total cost of ownership and replacement frequency.
Microfiber: 30–50 Autoclave Cycles (ISO Class 7–8)
Pharmaceutical-grade sealed-edge microfiber mops are validated for 50–100 autoclave cycles at 121°C, depending on edge sealing quality and fiber formulation. In practice, most facilities replace microfiber mops at 50 cycles to maintain particle generation within acceptance criteria:
- Dimensional change: 3–5% shrinkage by cycle 50; 5–10% by cycle 100.
- Edge integrity: Sealed borders begin separating after 30–50 cycles under aggressive use (frequent wringing, abrasive floors).
- Generación de partículas: Doubles between cycle 0 and cycle 50 for typical split-fiber formulations.
Para áreas de soporte ISO Clase 8 y zonas no críticas, una vida útil de 50 ciclos es aceptable y ofrece un costo por uso razonable cuando se compara con la absorbencia superior de la microfibra. Para áreas ISO Clase 6–7, un ciclo de vida más corto aumenta la frecuencia de reemplazo y el costo total de propiedad en comparación con el poliéster.
Poliéster: 50 a 100 ciclos de autoclave (ISO Clase 5 a 7)
Los trapeadores de poliéster de filamento continuo con bordes sellados califican para más de 150 a 200 ciclos de autoclave con una degradación mínima del rendimiento:
- Dimensional change: <2% de contracción hasta el ciclo 100; 3–5% para el ciclo 200.
- Edge integrity: Los bordes termosellados o soldados por ultrasonidos permanecen intactos durante más de 150 ciclos.
- Generación de partículas: <50 particles/m² maintained through cycle 100; increases to 50–100 particles/m² by cycle 150–200 (still within ISO Class 5–7 acceptance criteria).
Polyester’s 3× to 4× longer service life translates directly to lower cost-per-cycle, reduced replacement logistics, and less frequent requalification. For high-volume facilities mopping 500–1,000 m² per day, polyester’s durability advantage can reduce annual mop purchases by 50–70% compared to microfiber.
Why Polyester Maintains Integrity Better After Heat/Chemical Stress
La construcción de filamento continuo distribuye la tensión térmica y química a través de hilos largos e ininterrumpidos. La estructura molecular cristalina del poliéster resiste la hidrólisis y la oxidación mejor que las mezclas de poliamida. La combinación de diseño estructural (sin puntos débiles por los extremos cortados o uniones de fibras) y la química del material (poliéster inerte frente a poliamida reactiva) le da al poliéster una durabilidad inherente que la microfibra no puede igualar.
Qué instalaciones farmacéuticas deberían elegir
La selección de materiales debe seguir un marco basado en riesgos que combine la arquitectura de la fibra con la clasificación del área, el flujo de trabajo operativo y las prioridades de control de la contaminación. La siguiente guía proporciona una lógica de decisión por tipo de instalación y caso de uso.
Fabricación aséptica (grado A/B, ISO 5–7)
Recomendado: Poliéster únicamente con borde sellado
Grade A/B aseptic cores—filling lines, lyophilization loading, vial capping under unidirectional airflow—operate under extreme particle limits (3,520 particles/m³ at ≥0.5 µm for ISO Class 5). Any cleaning tool that generates measurable particle contribution risks classification excursions and batch contamination.
Why polyester is non-negotiable:
- Generación de partículas: <50 particles/m² maintained across 150+ autoclave cycles, delivering 5×10× lower contamination than microfiber.
- Sterilization pathway: Compatible with gamma irradiation (for pre-sterilized disposables) or in-house autoclaving (for reusable systems) per EU GMP Annex 1 paragraph 4.22.
- Compatibilidad química: Tolerates full disinfectant rotation including sporicidal agents (6% H₂O₂, 0.5% bleach) without performance degradation.
- Validation simplicity: Single material qualification covers all aseptic workflows, simplifying IQ/OQ/PQ protocols and reducing documentation burden.
For Grade B support areas (ISO Class 7), polyester remains the safest choice to prevent particle migration into adjacent Grade A cores. While sealed-edge microfiber may technically meet ISO Class 7 limits, the narrow margin of safety and shorter service life make polyester the more defensible specification.
Fabricación no aséptica (grado C/D, ISO 7–8)
Microfiber Acceptable If Sealed-Edge + Particle-Tested
Grade C/D manufacturing areas—non-sterile compounding, tablet production, secondary packaging—operate under relaxed particle limits (352,000 and 3,520,000 particles/m³ at ≥0.5 µm). Sealed-edge microfiber can meet these limits if properly validated.
When microfiber makes sense in Grade C/D:
- Large-area mopping: Facilities cleaning 500+ m² per shift benefit from microfiber’s 6–8× absorbency, reducing mop changes and operator fatigue.
- Spill response: Areas handling bulk liquids (buffer preparation, cleaning chemical storage) need high absorbency for rapid spill containment.
- Budget constraints: Microfiber’s lower upfront cost (typically 30–40% less than polyester) can be justified in non-critical areas where shorter service life is acceptable.
Qualification requirements for Grade C/D microfiber:
- Laser-cut or ultrasonic-sealed edges (no cut-edge mops)
- Particle generation testing per ISO 14644-14 showing <200 particles/m² when new and <500 particles/m² at end of qualified life
- Chemical compatibility validation for facility-specific disinfectant program
- Replacement at 50 autoclave cycles or when visual inspection reveals edge separation
Use cases: Support rooms, airlocks, equipment corridors
Microfiber is well-suited for:
- Gowning rooms and personnel airlocks: ISO Class 8 areas with high foot traffic where absorbency and particle pickup efficiency outweigh particle generation concerns.
- Equipment corridors and staging areas: ISO Class 7–8 zones supporting production but not directly contacting product or product-contact surfaces.
- Material airlocks: Transfer areas where sealed-edge microfiber can handle both cleaning (IPA/quat application) and spill containment without introducing unacceptable contamination.
For these applications, specify pocket or clip attachment (not Velcro) and validate particle generation under actual use conditions including worst-case disinfectant exposure and mechanical stress.
Áreas de suelo alto & Derrames pesados
Microfiber Better for Spill Pickup
When contamination events occur—bulk disinfectant spills, buffer overflows, cleaning chemical releases—absorbency becomes the primary concern. Microfiber’s 6–8× capacity allows a single mop to absorb and contain 1–2 liters of liquid, preventing spread to adjacent areas and reducing cleanup time.
But Must Be Paired with Low-Lint Polyester for Final Disinfection Pass
A validated two-step protocol addresses both spill containment and particle control:
- Step 1 — Spill removal with microfiber: Use sealed-edge microfiber mop to absorb bulk liquid and remove visible soil. Discard mop (if single-use) or transfer to contaminated waste staging (if reusable).
- Step 2 — Disinfection with polyester: After spill area is dry, perform validated disinfection using polyester sealed-edge mop saturated with qualified disinfectant (70% IPA or facility-standard protocol). This final pass delivers low-particle-count surface disinfection that meets GMP requirements.
This hybrid approach captures microfiber’s absorbency advantage while maintaining particle control through polyester’s low-lint finish.
Operadores & Consideración ergonómica
Microfiber Lighter, Easier for Large-Area Mopping
Las almohadillas de microfibra para trapeador pesan entre 150 y 200 gramos en seco; cuando se satura a 6 veces la absorbencia, el peso total alcanza entre 1200 y 1400 gramos. Las almohadillas de poliéster pesan entre 200 y 250 gramos secas; con una absorbencia 3×, el peso total es de 800 a 1000 gramos. Para los operadores que limpian entre 200 y 500 m² por turno, el sistema de microfibra más ligero reduce la fatiga de brazos y hombros.
Sin embargo, esta ventaja ergonómica viene con una compensación procesal: la microfibra requiere un escurrido cuidadoso para controlar el contenido de humedad antes de trapear, agregando de 10 a 15 segundos por cambio de trapeador. La absorbencia controlada del poliéster permite procedimientos más simples de "inmersión y escurrido una vez" que los operadores dominan rápidamente.
Poliéster preferido por su consistencia desinfectante & Espesor preciso de la película húmeda
La validación de limpieza farmacéutica especifica el espesor de la película húmeda para garantizar un tiempo de contacto adecuado con el desinfectante. La liberación de líquido predecible del poliéster (que deposita de 8 a 12 ml/m² con una técnica de trapeado constante) ofrece una cobertura de superficie reproducible que cumple con los criterios de aceptación de validación. La absorbencia variable y la absorción agresiva de la microfibra hacen que sea más difícil lograr un espesor constante de película húmeda sin una capacitación y supervisión exhaustivas del operador.
Para las instalaciones que priorizan el cumplimiento de la validación y la reproducibilidad, la simplicidad operativa del poliéster supera las ventajas ergonómicas de la microfibra.
¿Qué material es mejor para diferentes grados ISO?
El siguiente marco de decisión asigna la selección de materiales a la clasificación ISO, equilibrando los requisitos de control de partículas con las prioridades operativas y las limitaciones de costos.
ISO 5 (Núcleo Aséptico)
Sólo poliéster
ISO Class 5 environments—Grade A filling zones, lyophilization loading, aseptic compounding—demand particle generation below 10 particles/m² to avoid measurable contamination contribution. Only continuous-filament polyester with sealed edges and validated particle testing meets this threshold.
Prefer Continuous Filament + Gamma Sterile Option
For Grade A cores, specify:
- Pre-sterilized disposable polyester mops: Gamma-irradiated to SAL 10⁻⁶, individually packaged in double-pouch sterile barrier systems. Eliminates reprocessing risk and simplifies material transfer into aseptic zones.
- Opción presaturada: Polyester mops pre-wetted with sterile 70% IPA in triple-layer packaging for direct use in Grade A areas without additional disinfectant handling.
Los trapeadores de poliéster reutilizables son aceptables para áreas de soporte ISO 5 (cabinas de muestreo, salas de pesaje) si se esterilizan en autoclave inmediatamente antes de su uso y se validan para la generación de partículas. <10 partículas/m² durante toda la vida útil.
ISO 6–7 (fondo & Áreas de soporte de grado B/C)
Poliéster = Mejor control de partículas
Las áreas ISO Clase 6–7 (35 200 y 352 000 partículas/m³ a ≥0,5 µm) respaldan las operaciones asépticas mediante la preparación de materiales, la preparación de equipos y la vestimenta del personal. Los límites de partículas son menos extremos que los de ISO 5, pero la contaminación en estas áreas puede migrar a zonas de mayor grado a través del flujo de aire, el movimiento de personal o la transferencia de materiales.
Por qué el poliéster sigue siendo la opción óptima:
- Generación de partículas: 50–100 particles/m² even at end of qualified life (150–200 cycles), maintaining 5× safety margin below microfiber baseline.
- Estabilidad de la tendencia de los mercados emergentes: Lower baseline particle counts simplify environmental monitoring, making it easier to detect true contamination events versus cleaning tool noise.
- Cross-area contamination prevention: Using polyester facility-wide eliminates the risk of accidentally using a higher-shedding microfiber mop in a critical area.
Microfiber = Acceptable If Sealed-Edge + Validated
Sealed-edge microfiber can meet ISO 6–7 particle limits if:
- Particle generation validated at <200 particles/m² when new; <500 particles/m² at end of qualified life (cycle 50)
- Edges laser-cut or ultrasonically sealed (not heat-sealed, which degrades faster)
- Pocket or clip attachment (no Velcro)
- Replacement at 50 autoclave cycles or when edge separation visible
- CCS risk assessment justifies trade-off between cost/absorbency and particle generation
For risk-averse facilities or those with limited QA resources for ongoing mop qualification, polyester’s superior particle control and longer service life simplify compliance and reduce total cost of ownership.
ISO 8 (Producción General & almacenamiento)
Microfiber Widely Acceptable
ISO Class 8 areas (3,520,000 particles/m³ at ≥0.5 µm)—general manufacturing, packaging, warehousing adjacent to cleanrooms—have lenient particle limits that both microfiber and polyester easily meet. Material selection in these areas prioritizes cost, absorbency, and operational efficiency over maximum particle control.
Cuándo elegir microfibra en ISO 8:
- Limpieza de grandes superficies (>300 m² por turno) donde la absorbencia entre 6 y 8 veces reduce los cambios de fregona
- Ambientes propensos a derrames (preparación de buffer, almacenamiento de productos químicos de limpieza) que requieren una contención rápida de líquidos
- Adquisición consciente del presupuesto donde un costo inicial entre un 30% y un 40% menor justifica una vida útil más corta
Se recomienda poliéster cuando la rotación del desinfectante implica peróxido/lejía
Incluso en áreas ISO 8, el poliéster tiene sentido cuando:
- El programa de desinfección incluye el uso frecuente de oxidantes (>6% H₂O₂, >0.5% lejía) que degrada las fibras de poliamida de microfibra.
- La instalación aplica una política de material único (todas las áreas utilizan poliéster para eliminar el riesgo de contaminación cruzada y simplificar la capacitación de los operadores)
- Optimización de costos a largo plazo: la vida útil de 150 a 200 ciclos del poliéster ofrece un menor costo por uso a pesar de un precio inicial más alto
Tabla resumen de la matriz de decisiones
| Prioridad | Material óptimo | Por qué |
| control de partículas | Poliéster | Generación de pelusa 5×10× menor; <50 partículas/m² en más de 150 ciclos |
| Absorción de derrames | Microfibra | 6 a 8 veces la absorbencia frente a 3 a 4 veces para el poliéster; contención de líquidos más rápida |
| Durabilidad del autoclave | Poliéster | 150 a 200+ ciclos frente a 50 a 100 para la microfibra; menor costo de reemplazo |
| Cumplimiento de ISO 5–7 | Poliéster | Sólo reunión material <Límite de 50 partículas/m² para áreas asépticas |
| Optimización de costos ISO 7–8 | Híbrido de microfibra/poliéster | Microfibra para grandes superficies. & derrames; poliéster para desinfección final |
Recomendación de adquisiciones B2B
Para instalaciones farmacéuticas que construyen especificaciones de trapeador para salas blancas:
- Single-material approach (polyester only): Simplest validation, lowest cross-contamination risk, best long-term cost-per-use. Recommended for facilities with ISO 5–7 areas or limited QA resources.
- Hybrid approach (polyester for ISO 5–7, microfiber for ISO 8): Balances performance and cost. Requires validated segregation protocols (color-coding, physical separation, operator training) to prevent cross-area contamination.
- Avoid microfiber in ISO 5–6: Particle generation risk too high; regulatory expectation is continuous-filament polyester or equivalent low-lint material.
Recomendación MIDPOSI: cuando recomendamos poliéster o microfibra
MIDPOSI fabrica trapeadores para salas blancas de poliéster de filamento continuo y de microfibra con borde sellado validados para aplicaciones GMP farmacéuticas. Nuestras recomendaciones de materiales siguen el mismo marco basado en riesgos descrito en esta guía, haciendo coincidir la arquitectura de fibra con la clasificación ISO, el programa de desinfección y el flujo de trabajo operativo de su instalación.
Cuando MIDPOSI recomienda el poliéster
ISO 5–7 Uso farmacéutico
Para núcleos de fabricación aséptica (Grado A/B), salas de muestreo/pesaje y áreas de soporte de Grado C, MIDPOSI especifica el poliéster de filamento continuo como el único material que cumple con los requisitos de durabilidad y generación de partículas:
- Almohadilla para trapeador de poliéster estéril gamma MIDPOSI (Código de producto: CMP-DS-POLY-GS): tejido 100% poliéster de filamento continuo, bordes termosellados, irradiación gamma a SAL 10⁻⁶. Generación de partículas <10 particles/m² validated per ISO 14644-14. Individual double-pouch packaging for direct transfer into Grade A/B areas.
- Trapeador reutilizable de poliéster con borde sellado MIDPOSI (Product Code: CMP-RUS-POLY-150): Autoclave-validated for 150+ cycles at 121°C. Particle generation <50 particles/m² maintained across qualified life. Compatible with 70% IPA, 3–35% H₂O₂, quats, and 0.5–1% bleach.
EU GMP Annex 1 Disinfectant Rotation
Facilities rotating alcohols, quats, hydrogen peroxide, and sodium hypochlorite per Annex 1 sporicidal requirements benefit from polyester’s broad chemical compatibility. A single polyester mop material qualifies across all disinfectant protocols, simplifying validation and reducing the risk of material-chemistry incompatibility.
Flujos de trabajo de autoclaves reutilizables
Para instalaciones con infraestructura interna validada de lavado y esterilización, la durabilidad de 150 a 200 ciclos del poliéster ofrece el costo por uso más bajo. Los trapeadores de poliéster reutilizables de MIDPOSI mantienen la estabilidad dimensional (<3 % de contracción hasta el ciclo 100) y generación de partículas dentro de las especificaciones, evitando los costos de reemplazo prematuro asociados con la vida útil más corta de la microfibra.
Zonas de monitoreo ambiental de alto riesgo
Areas with history of EM excursions or operating close to ISO classification limits benefit from polyester’s 5×10× lower particle generation. Switching from microfiber to polyester in Grade C support areas has resolved chronic particle count trends in multiple customer facilities, eliminating investigation burden and reducing OOS risk.

Cuando MIDPOSI recomienda la microfibra
Large-Area ISO 7–8
For non-aseptic manufacturing, packaging, and warehouse areas where particle limits are lenient (352,000+ particles/m³ at ≥0.5 µm), sealed-edge microfiber delivers operational advantages:
- Trapeador reutilizable de microfibra MIDPOSI (borde sellado) (Product Code: CMP-RUS-MF-100): 80/20 polyester/polyamide blend, ultrasonic-sealed edges. Particle generation <200 particles/m² when new; <500 partículas/m² en el ciclo 50. Absorbencia de 6 a 8 veces el peso seco para una eficiencia de trapeado de áreas grandes.
Las instalaciones que limpian más de 500 m² por turno en áreas ISO 8 ven una reducción del 30 al 40 % en los cambios de trapeador usando microfibra versus poliéster, lo que reduce la fatiga del operador y mejora el rendimiento.
Gestión de derrames/limpieza previa
Las áreas que manipulan líquidos a granel (preparación de soluciones tampón, almacenamiento de productos químicos de limpieza, estaciones de lavado de equipos) requieren una contención rápida de derrames. Los trapeadores de microfibra MIDPOSI absorben entre 1,5 y 2 veces más líquido por almohadilla que sus equivalentes de poliéster, lo que contiene los derrames más rápido y evita la propagación a las zonas adyacentes de la sala limpia.
Recomendamos un protocolo de dos pasos: microfibra para absorción de derrames y eliminación de suciedad; poliéster para pase final de desinfección validado.
Escenarios de optimización de costos
For budget-constrained facilities where ISO 8 areas represent >70% of total cleanroom space, microfiber’s 30–40% lower upfront cost can be justified if:
- Disinfectant program avoids high-concentration oxidizers (>6% H₂O₂, >0.5% bleach)
- Mop replacement at 50 cycles is acceptable and documented in cleaning SOPs
- Particle generation validated at <500 particles/m² through qualified life
MIDPOSI provides particle generation test reports, chemical compatibility matrices, and autoclave validation data to support customer IQ/OQ/PQ protocols for microfiber qualification.
Non-Aseptic Cleanrooms
Biotechnology R&Los laboratorios D, las instalaciones de cultivo celular y las áreas de composición farmacéutica no estériles clasificadas ISO 7–8 pueden usar microfibra cuando no se requiere la esterilidad del producto. Los trapeadores de microfibra MIDPOSI cumplen con los límites de partículas, toleran los programas IPA/quat y brindan la absorbencia necesaria para una limpieza eficiente de áreas grandes.
Solicitar muestras & Paquete de validación
MIDPOSI ofrece soporte de calificación integral para ayudar a los equipos de control de calidad, ingenieros de instalaciones y especialistas en adquisiciones en la selección y validación de materiales:
Kits de muestra
- Paquetes de evaluación que contienen de 5 a 10 cabezales de trapeador (mezcla de poliéster y microfibra, reutilizables y desechables) para pruebas piloto internas
- Comparación lado a lado según su programa de desinfección, técnica de trapeado y protocolo de autoclave reales
- Muestreo sin costo para instalaciones que evalúan >100 cabezales de fregona al año
Datos de prueba de partículas
- Informes de pruebas de generación de partículas ISO 14644-14 que muestran recuentos de partículas a ≥0,5 µm y ≥5 µm en condiciones de uso simuladas
- Pruebas realizadas en fregonas nuevas y después de un envejecimiento acelerado (25, 50, 75, más de 100 ciclos de autoclave)
- Criterios de aceptación alineados con los límites ISO Clase 5, 6, 7 y 8.
Informes de compatibilidad química
- Validación de exposición ASTM D543 para 70 % de IPA, 3–35 % de H₂O₂, quats (2000 ppm) y 0,5–1 % de NaOCl
- Datos de estabilidad dimensional, retención de resistencia a la tracción y solidez del color después de 10, 25, 50 y 100 exposiciones.
- Pruebas de estrés químico en el peor de los casos que simulan la rotación diaria de desinfectante según el Anexo 1 de GMP de la UE
Tablas de durabilidad del autoclave
- Calificación del ciclo de vida que muestra el cambio dimensional, la integridad de los bordes y la generación de partículas en 50, 100, 150 y 200 ciclos de autoclave a 121 °C.
- Criterios de aceptación para la determinación del final de vida (aumento de generación de partículas, separación de bordes, >5% de contracción)
- Calendarios de sustitución recomendados por grado ISO e intensidad de uso
POE para la calificación (IQ/OQ/PQ)
- Plantilla de protocolos para calificación de instalación (recepción, inspección, etiquetado, almacenamiento)
- Cualificación operativa (pruebas de generación de partículas, verificación de compatibilidad química, validación del ciclo de autoclave)
- Calificación del desempeño (monitoreo en uso, análisis de tendencias EM, capacitación de operadores)
- Personalizado según el marco de validación de limpieza y los requisitos reglamentarios de su instalación.
Para catálogos de productos, especificaciones técnicas o para solicitar un kit de muestra y un paquete de validación, visite Consumibles para salas blancas MIDPOSI o comuníquese con su representante técnico regional. Nuestros especialistas en control de contaminación están disponibles para revisar la clasificación ISO, el programa de desinfectantes y las prioridades operativas de sus instalaciones y luego recomendar la configuración óptima de trapeador de poliéster o microfibra que equilibre el control de partículas, la durabilidad, el costo y el cumplimiento de GMP.