Quando un responsabile del controllo qualità farmaceutico fa risalire un errore di monitoraggio ambientale agli strumenti di pulizia, raramente è più una sorpresa. Le indagini di settore collegano costantemente il 30-60% delle escursioni EM alla contaminazione introdotta dalle apparecchiature di pulizia e il colpevole è quasi sempre la dispersione di particelle. Per le strutture che operano secondo la norma ISO 14644-1 e EU GMP Allegato 1, la scelta tra panni per camere bianche standard e a basso rilascio di pelucchi non è una questione di preferenza. Si tratta di un punto di controllo documentato e convalidato nella tua strategia di controllo della contaminazione che determina se le tue aree classificate rispettano le specifiche o attivano indagini OOS, blocchi di produzione e risultati normativi.
Uno straccio per camere bianche a basso rilascio di pelucchi non è semplicemente uno straccio “migliore”. Si tratta di un dispositivo di controllo della contaminazione progettato per generare ordini di grandezza in meno di particelle rispetto agli strumenti di pulizia convenzionali, convalidato attraverso test quantitativi sul rilascio di particelle e selezionato per soddisfare i limiti specifici di conteggio delle particelle e i requisiti GMP del grado della vostra camera bianca. Questa guida spiega cosa significa "basso rilascio di pelucchi" in termini normativi, perché è importante per la conformità, quali materiali offrono prestazioni convalidate e come specificare il sistema di pulizia giusto per ciascuna area della vostra struttura.
Cosa significa "bassa lanugine" nelle camere bianche?
Nella terminologia delle camere bianche, “lanugine” si riferisce a particelle fibrose e detriti non fibrosi rilasciati dai tessuti durante l’uso. Queste particelle vanno da frammenti di fibre visibili (da decine a centinaia di micrometri) fino a particelle subvisibili inferiori a 5 µm che vengono catturate solo dai contatori ottici di particelle. La norma ISO 14644-1 classifica le camere bianche in base alla concentrazione misurata di particelle sospese nell'aria a soglie dimensionali specifiche, principalmente ≥ 0,5 µm e ≥ 5 µm. Uno strumento di pulizia che rilascia anche modeste quantità di lanugine può generare abbastanza particelle da spingere un ambiente classificato fuori dalle specifiche, soprattutto nelle aree ISO Classe 5–7 dove i limiti sono strettamente controllati.
"Bassa lanugine" non è un descrittore di marketing: è una caratteristica prestazionale quantificata convalidata attraverso test standardizzati sul rilascio di particelle. La norma ISO 9073-10 definisce un test di rilascio di pelucchi allo stato secco per i tessuti non tessuti, mentre il test Helmke Drum (secondo IEST-RP-CC003.4) misura l'emissione di particelle tessili o di indumenti interi in condizioni di utilizzo simulato. Per panni per camere bianche, i test sulla generazione di particelle seguono generalmente la norma ISO 14644-14 (valutazione dell'idoneità delle apparecchiature in base alla concentrazione di particelle aerodisperse), in cui le teste dei mop sono soggette ad agitazione meccanica mentre i contatori di particelle aerodisperse misurano i tassi di rilascio.
I panni accettabili a basso rilascio di pelucchi dimostrano che la generazione di particelle è ben al di sotto dei limiti di classificazione dell'area di utilizzo prevista:
Classe ISO 5 (3.520 particelle/m³ a ≥0,5 µm; 29 particelle/m³ a ≥5 µm): i panni devono generare <10 particelle per corsa per evitare un contributo misurabile al carico di particelle. Classe ISO 6 (35.200 particelle/m³ a ≥0,5 µm; 293 particelle/m³ a ≥5 µm): i panni accettabili generano <50 particelle per colpo. Classe ISO 7 (352.000 particelle/m³ a ≥0,5 µm; 2.930 particelle/m³ a ≥5 µm): generazione di mop <In genere sono qualificate 100 particelle per corsa. Classe ISO 8 (3.520.000 particelle/m³ a ≥ 0,5 µm; 29.300 particelle/m³ a ≥ 5 µm): una generazione superiore può essere tollerabile, ma i panni a basso rilascio di pelucchi convalidati rimangono la migliore pratica per prevenire la tendenza delle particelle.
- Classe ISO 5 (3.520 particelle/m³ a ≥0,5 µm; 29 particelle/m³ a ≥5 µm): i panni devono generare <10 particelle per corsa per evitare un contributo misurabile al carico di particelle.
- Classe ISO 6 (35.200 particelle/m³ a ≥0,5 µm; 293 particelle/m³ a ≥5 µm): i panni accettabili generano <50 particelle per colpo.
- Classe ISO 7 (352.000 particelle/m³ a ≥0,5 µm; 2.930 particelle/m³ a ≥5 µm): Mop che generano <In genere sono qualificate 100 particelle per corsa.
- Classe ISO 8 (3.520.000 particelle/m³ a ≥0,5 µm; 29.300 particelle/m³ a ≥5 µm): una generazione superiore può essere tollerabile, ma i panni a basso rilascio di pelucchi convalidati rimangono la migliore pratica per prevenire la tendenza delle particelle.
Al contrario, i tradizionali panni per pulizie (cotone, rayon, miscele ad anello) rilasciano migliaia di particelle per ogni passata. Il divario non è incrementale: è strutturale, determinato dal tipo di fibra, dalla costruzione del bordo e dalla lavorazione del materiale.
Perché i mop sono comuni fonti di lanugine
Gli strumenti per la pulizia sono soggetti a stress meccanici elevati durante l'uso: attrito contro i pavimenti, bagnatura e strizzatura ripetuta, esposizione a disinfettanti aggressivi. Per i sistemi riutilizzabili, i cicli di autoclavaggio o di lavaggio degradano le fibre nel tempo. I bordi tagliati dei panni convenzionali si srotolano ad ogni utilizzo, rilasciando le estremità delle fibre nella camera bianca. Le fibre leggermente attorcigliate o ad anello si rompono sotto l'abrasione, generando sia lanugine fibrose che microparticelle dalla frammentazione delle fibre. I panni con nucleo in schiuma con substrati non convalidati possono rilasciare particelle di schiuma quando il materiale si degrada sotto stress chimico o termico.
L'ingegneria risolve queste modalità di guasto. Le fibre a filamento continuo eliminano le estremità tagliate. I bordi termosaldati o saldati ad ultrasuoni impediscono lo sfilacciamento. La maglia stretta o la densità del tessuto riducono al minimo la fuoriuscita delle fibre. I materiali sono convalidati per la resistenza chimica e in autoclave per centinaia di cicli. Queste caratteristiche di progettazione, combinate con i test sulla generazione di particelle conformi alla norma ISO 14644-14, forniscono prove documentate che il mocio non contribuirà a una contaminazione misurabile durante l'uso di routine, un requisito esplicitamente supportato dal mandato dell'Allegato 1 delle GMP dell'UE per ridurre al minimo la dispersione di particelle dai materiali e dalle attrezzature utilizzate in aree classificate.
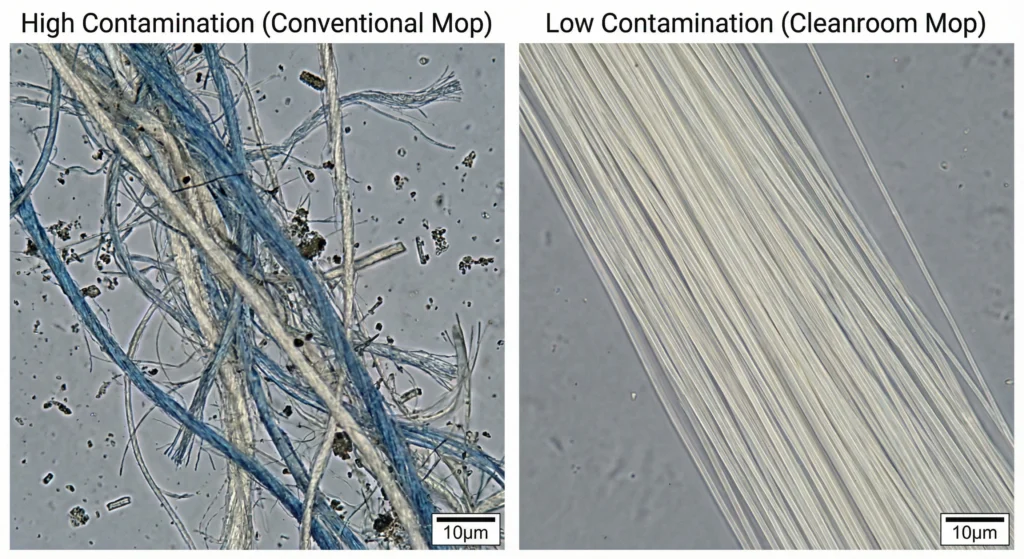
Figure 1: Particle generation comparison under simulated-use conditions. Conventional cut-edge mop (left panel) releases hundreds of fiber fragments and particulates per stroke, violating ISO Class 5–7 particle limits. Low-lint sealed-edge mop (right panel) generates <50 particles ≥0.5 µm per stroke through continuous-filament construction and heat-sealed edges, maintaining classification compliance across 100+ autoclave cycles.
Why Low-Lint Mops Are Critical for GMP Workflows
EU GMP Annex 1 (2022 revision) mandates a facility-wide Contamination Control Strategy that identifies and controls microbial, particulate, and endotoxin contamination through design, procedures, and equipment selection. Cleaning and disinfection programs must be validated, and materials used in classified areas must minimize particle generation and permit repeated application of disinfectants and sporicidal agents. Low-lint mops are not optional accessories in this framework—they are critical control points that directly affect whether your facility maintains ISO classification, passes environmental monitoring, and survives regulatory inspection.
Annex 1 and the “Visible and Non-Visible Contamination” Requirement
Annex 1 explicitly addresses both visible and sub-visible particulate contamination as risks to be controlled through the CCS. Cleanroom classification by total particles (≥0.5 µm and ≥5 µm) establishes the performance envelope; any equipment or material introduced into these areas must not compromise classification limits. Paragraph 4.10 requires materials used in cleanrooms be selected to minimize particle generation. Paragraph 4.28 mandates cleaning processes be validated to remove residues and minimize particulate contamination.
Quando uno spazzolone standard che rilascia particelle viene utilizzato in un'area di supporto di Classe ISO 6 o Classe 7, introduce un vettore di contaminazione che compromette l'intero programma di monitoraggio ambientale. Ogni passaggio di pulizia rilascia fibre e particelle che si depositano su attrezzature, pareti e pavimenti, creando sia escursioni immediate nel conteggio delle particelle che rischi di carica batterica a lungo termine poiché tali particelle ospitano contaminazione microbica. Durante le ispezioni normative, i revisori esaminano i protocolli di convalida della pulizia, i registri di qualificazione delle apparecchiature e le tendenze EM. Nelle lettere di avvertimento della FDA è stata citata la mancata qualificazione degli strumenti di pulizia o, peggio, l'uso di mop visibilmente sfilacciati e che generano particelle. Un’azione di controllo del 2020 ha rilevato specificamente “sfilacciamento osservato sulle teste dei mocio utilizzati per pulire la suite sterile” e “almeno una testa del mocio costruita con materiale che genera particelle”, con la FDA che ha concluso che la struttura non disponeva di controlli adeguati per la valutazione delle attrezzature per la pulizia.
Perché il 30-60% dei guasti EM è riconducibile agli strumenti di pulizia
Le escursioni di monitoraggio ambientale innescano indagini, e tali indagini spesso rimandano ad operazioni di pulizia. Sebbene le statistiche pubblicate a livello di settore siano limitate, i dati a livello di struttura mostrano costantemente che il 30-60% dei guasti EM dovuti a particelle o microbi può essere ricondotto a una qualifica inadeguata degli strumenti di pulizia, a una manutenzione impropria degli strumenti o a contaminazione incrociata da materiali di pulizia non sterili. Il meccanismo è semplice: i panni ad alto rilascio di pelucchi rilasciano particelle durante la pulizia; quelle particelle si depositano; successivi campionamenti dell'aria e della superficie rilevano la contaminazione; le indagini rivelano che la testina dello spazzolone non era convalidata, è stata utilizzata oltre la sua durata prevista o era incompatibile con la chimica disinfettante.
This problem is especially acute in ISO 5–7 production areas (EU GMP Grade B/C equivalents) where aseptic processing support activities—material staging, gowning, equipment prep—occur. These areas operate close to their particle limits by design. Introducing a tool that sheds even 200–300 particles per stroke can push a Class 6 environment (35,200 particles/m³ limit at ≥0.5 µm) into excursion during active cleaning or immediately afterward. The contamination is invisible to the operator but captured by continuous particle monitoring and routine surface/air sampling. The result: production holds, batch investigations, and corrective actions that could have been prevented by specifying validated low-lint mops in the first place.
Cleanrooms and the “Hidden Contamination Vector” Problem
Cleaning tools move through every room in your facility. A mop used in a Grade D material airlock may later be transferred (improperly) into a Grade C corridor, carrying particles or bioburden with it. Even within a single area, repeated use degrades mop fibers—edges fray, sealed seams separate, and foam cores crumble—transforming a qualified low-lint mop into a particle generator unless inspection and replacement protocols are enforced.
Low-lint mops, when properly validated and maintained, break this contamination cycle. Their particle generation remains stable across 100+ autoclave cycles (for reusable systems) or is eliminated entirely (for pre-sterilized disposables). Material certifications and lot traceability allow QA teams to track tool performance, identify degradation trends, and retire mops before they become contamination sources. This level of control is not achievable with standard janitorial equipment, which is why GMP facilities under Annex 1 and FDA oversight treat low-lint mops as regulated contamination-control devices rather than cleaning supplies.
B2B Decision Point: Reducing Batch Risk and Passing Audits
For procurement managers and QA directors, the value proposition of low-lint cleanroom mops is quantifiable: each prevented EM excursion avoids investigation costs (often $10,000–$50,000 in labor, testing, and documentation), eliminates production delays, and reduces the risk of regulatory findings that can lead to consent decrees or import alerts. A facility that specifies validated low-lint mops, maintains qualification records, and enforces replacement schedules demonstrates systematic contamination control—precisely what auditors expect to see during GMP inspections. The incremental cost of low-lint mops (typically 20–50% higher than standard mops) is negligible compared to the risk-adjusted cost of a single batch contamination event or a failed inspection.
Types of Low-Lint Mop Materials
Low-lint performance is achieved through material selection, fiber construction, and edge sealing technology. Four primary material categories dominate the cleanroom mop market, each offering distinct trade-offs in absorbency, chemical resistance, durability, and particle generation.
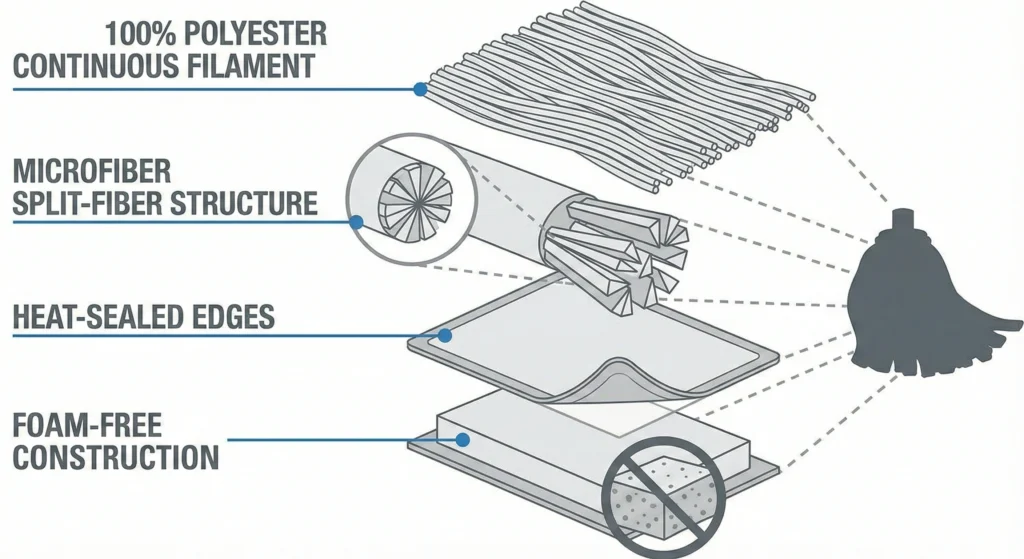
100% Polyester Sealed-Edge Mops
Polyester knit mops constructed from continuous-filament 100% polyester yarns represent the industry standard for low-lint, high-durability cleanroom cleaning. Edges are heat-sealed or ultrasonically welded to prevent unraveling, and the tight knit structure minimizes fiber pull-out during use. Polyester is chemically inert, tolerating repeated exposure to isopropyl alcohol (70% IPA), hydrogen peroxide (3–35%), quaternary ammonium compounds, and sodium hypochlorite (bleach) at concentrations up to 1% without significant fiber degradation or color loss.
Particle generation testing per ISO 14644-14 typically shows <50 particles ≥0.5 µm per stroke for qualified polyester sealed-edge mops, supporting use in ISO Class 5–8 environments. Autoclave stability is excellent: validated products maintain dimensional stability and low-lint performance across 150–200+ sterilization cycles at 121°C. Polyester knit mops are the workhorse choice for reusable cleanroom mop programs, offering the best balance of chemical resistance, durability, and total cost of ownership for facilities with validated laundering and sterilization infrastructure.
Microfiber Low-Lint Mops (Split-Fiber Technology)
Microfiber mops use ultra-fine synthetic fibers—typically polyester/polyamide blends with diameters below 1 denier (roughly 10 micrometers)—engineered in a split-fiber construction that creates microscopic channels for particle capture. The high surface-area-to-weight ratio delivers superior absorbency (often 6–8 times the mop’s dry weight) and excellent particle trapping efficiency, making microfiber mops effective for both wet mopping with disinfectants and damp dusting to remove residual particles between disinfection cycles.
When properly constructed with sealed edges and continuous-filament fibers, microfiber mops achieve low-lint performance comparable to polyester knit systems, generating <50 particles per stroke in validation testing. However, microfiber’s split-fiber structure can be vulnerable to certain disinfectant chemistries: repeated exposure to high-concentration bleach (>1%) may cause fiber splitting to progress into fiber damage, increasing particle shedding over time. For this reason, microfiber mops are best suited to facilities using IPA, quats, and hydrogen peroxide as primary disinfectants, with bleach reserved for periodic sporicidal treatment rather than daily use.
Microfiber mops require validated laundering protocols. Improper washing—high heat, fabric softeners, or contaminated laundry equipment—can introduce particles or residues that compromise cleanroom performance. Many facilities mitigate this risk by using pre-sterilized disposable microfiber mops, which eliminate laundry complexity while preserving microfiber’s high absorbency and particle capture advantages. For a detailed comparison of microfiber vs polyester cleanroom mops, see our material selection guide.
Heat-Sealed, Laser-Cut Edge vs Cut-Edge Construction
Edge construction is the single most important factor determining whether a mop qualifies as “low lint.” Cut edges—where fabric is simply sheared and left unsealed—unravel with each use, releasing fiber ends into the cleanroom. Even a single cut edge on an otherwise high-quality mop head can generate hundreds of particles per mopping pass as the edge frays.
I bordi termosaldati utilizzano la saldatura termica per sciogliere e fondere le estremità delle fibre, creando un bordo solido che impedisce lo sfilacciamento. La saldatura ad ultrasuoni ottiene risultati simili attraverso vibrazioni ad alta frequenza, legando le fibre senza introdurre adesivi o materiali estranei. I bordi tagliati al laser combinano il taglio di precisione con la sigillatura dei bordi in un unico passaggio, offrendo bordi puliti e privi di particelle adatti per applicazioni ISO Classe 5. I panni qualificati a basso rilascio di pelucchi specificano il metodo di sigillatura dei bordi nella documentazione del prodotto e forniscono dati sulla generazione di particelle che dimostrano che i bordi sigillati forniscono una riduzione dei pelucchi del 60–80% rispetto ai panni con bordi tagliati di materiale equivalente.
Mop senza schiuma e con nucleo in schiuma

Figura 2: La costruzione del bordo determina la generazione di lanugine. I panni con bordi tagliati (a sinistra) si sfilacciano durante l'uso, rilasciando le estremità delle fibre nelle camere bianche. I bordi termosaldati (al centro) utilizzano la saldatura termica per fondere le estremità delle fibre, creando bordi privi di particelle. I bordi saldati a ultrasuoni (a destra) uniscono le fibre tramite vibrazioni ad alta frequenza senza adesivi, offrendo una riduzione della lanugine del 60–80% rispetto alla struttura con bordi tagliati. I panni qualificati a basso rilascio di pelucchi specificano il metodo di sigillatura dei bordi nella documentazione del prodotto.
Foam-core mops incorporate a central foam substrate encased in a textile outer layer. The foam core provides structural rigidity and even fluid distribution across the mop head, which can be advantageous for applying sporicidal agents uniformly to validated surfaces. However, foam substrates vary widely in chemical resistance; not all foam formulations tolerate repeated exposure to bleach, hydrogen peroxide, or high-temperature autoclaving without degradation (crumbling, discoloration, loss of structural integrity). A degrading foam core becomes a particle source, shedding foam fragments that contaminate the cleanroom.
Foam-free mops eliminate this risk entirely. Constructed from continuous-filament textile throughout (polyester or microfiber), foam-free designs rely on fiber density and knit structure to achieve absorbency and structural integrity. For facilities using aggressive disinfectant programs or requiring 100+ autoclave cycles, foam-free construction is the safer, more predictable choice. When foam-core mops are specified, vendors must provide chemical compatibility data, autoclave validation (cycles to failure), and particle generation testing after aging to demonstrate that the foam substrate remains stable under your actual use conditions.
Which Areas Require Low-Lint Cleanroom Mops
Not every area in a pharmaceutical or biotech facility demands the same level of lint control. Your Contamination Control Strategy should define area-specific requirements based on ISO classification, GMP grade, product contact risk, and sterility assurance needs. The following framework guides procurement and QA teams in making defensible, risk-based decisions.
Grade A/B Aseptic Processing (ISO Class 5): Mandatory
EU GMP Grade A and Grade B environments—aseptic filling lines, lyophilization loading, vial capping under unidirectional airflow—are the most demanding cleanroom applications. Particle limits are extreme (3,520 particles/m³ at ≥0.5 µm for ISO Class 5), sterility is non-negotiable, and any contamination event can compromise entire production batches. Low-lint mops in these areas must be:
- Sterile: Either pre-sterilized disposables (gamma-irradiated, individually packaged with sterility certificates) or reusable mops autoclaved immediately before use.
- Ultra-low shedding: Particle generation <10 particles per stroke, validated per ISO 14644-14.
- Material transfer controlled: Mops must enter Grade A/B areas through validated sterilization or transfer disinfection procedures (double-ended autoclaves, sterile pass-throughs) per Annex 1 paragraph 4.22.
In practice, most facilities use pre-sterilized disposable mops for Grade A/B cores to eliminate reprocessing risk and simplify material flow. These mops are often supplied pre-saturated with sterile 70% IPA in double-pouch packaging (outer pouch removed in Grade C airlock; inner sterile pouch opened within Grade A/B area). The incremental cost is justified by the elimination of cross-contamination risk and the removal of autoclave reprocessing as a variable in contamination investigations.
ISO 5 Sampling & Weighing Rooms: High Requirement
Material sampling booths, active pharmaceutical ingredient (API) weighing rooms, and compounding suites classified as ISO Class 5 operate under the same particle limits as Grade A/B areas but may handle non-sterile materials or intermediates where sterility is not yet required. Low-lint mops are still mandatory, but the sterility requirement may be relaxed based on CCS risk assessment:
- Reusable low-lint mops (polyester sealed-edge or microfiber) with validated laundering and disinfection protocols are acceptable if the CCS justifies that sterility is not required for the specific operation.
- Generazione di particelle must still be <10–20 particles per stroke to maintain ISO Class 5 classification.
- Disinfectant compatibility with high-concentration IPA, hydrogen peroxide, and sporicidal agents is required, as these areas undergo frequent bio-decontamination.
For risk-averse facilities or those with limited laundering infrastructure, pre-sterilized disposable mops remain a pragmatic choice even when sterility is not strictly required, as they eliminate the qualification complexity of reusable systems.
Grade C/D Manufacturing (ISO Class 7/8): Recommended but Flexible
Grade C aseptic processing support areas (ISO Class 7) and Grade D final packaging or non-sterile compounding areas (ISO Class 8) operate under relaxed particle limits (352,000 and 3,520,000 particles/m³ at ≥0.5 µm, respectively). Standard high-quality cleaning mops may technically meet classification limits in these areas. However, low-lint mops remain best practice for several reasons:
- Prevenzione della contaminazione: Particles shed in Grade C/D areas can be carried into higher-grade zones via personnel gowning, material transfer, or airflow patterns, seeding contamination that manifests as EM excursions in Grade A/B areas.
- Stabilità del trend dei mercati emergenti: L'utilizzo di panni a basso rilascio di residui convalidati in tutta la struttura semplifica i programmi di monitoraggio ambientale, riduce il numero di particelle di base e rende più semplice il rilevamento di eventi di contaminazione reale rispetto al rumore correlato agli strumenti.
- Allineamento delle aspettative normative: Gli auditor si aspettano un controllo sistematico della contaminazione, non un mosaico di apparecchiature qualificate e non qualificate. Specificare i panni a basso rilascio di pelucchi in tutte le aree classificate dimostra un CCS maturo.
Per un approvvigionamento attento al budget, un compromesso pragmatico consiste nell'utilizzare panni riutilizzabili a basso rilascio di pelucchi (bordi sigillati in poliestere, convalidati per oltre 150 cicli in autoclave) nelle aree di grado C/D, riservando materiali monouso presterilizzati per nuclei di grado A/B.
Aree di supporto, blocchi e rischio di contaminazione incrociata
Gowning rooms, personnel airlocks (manlocks), and material staging areas may be classified as ISO Class 8 or lower. While particle limits are lenient, these areas serve as contamination control buffers that protect higher-grade zones. Using low-lint mops in support areas prevents particle accumulation on gowning benches, airlock surfaces, and transfer carts that could be carried into production areas by personnel or materials.
A critical CCS control: color-coded mop segregation. Mops used in Grade D support areas must never enter Grade A/B zones. Color-coding (e.g., blue mops for production areas, red for waste handling, green for gowning rooms) combined with physical segregation (separate storage, documented procedures, operator training) prevents cross-contamination. Low-lint mops should be specified even for lower-grade areas to maintain system-wide contamination control and simplify training (one standard: all mops are low-lint and sealed-edge, regardless of area).
B2B Decision Framework: “Must Have, Recommended, Optional”
For procurement teams building mop specifications:
- Must have (non-negotiable): Grade A/B aseptic cores, ISO Class 5 sampling/weighing rooms—pre-sterilized disposable or autoclaved reusable, <10 particles/stroke.
- Strongly recommended (risk reduction): Grade C support areas (ISO Class 7), high-value or high-risk manufacturing zones—reusable low-lint with validated laundering, <50 particles/stroke.
- Recommended (best practice): Grade D packaging/compounding (ISO Class 8), support areas, manlocks—reusable low-lint, <100 particles/stroke, or accept standard cleanroom mops if CCS risk assessment justifies.
- Optional (context-dependent): Non-classified warehouse, office areas adjacent to cleanrooms—standard cleanroom mops acceptable, but low-lint preferred to prevent particle migration.
This tiered framework balances contamination control with cost, allowing facilities to allocate budget to the highest-risk areas while maintaining defensible, audit-ready specifications across the facility.
Testing & Validation Standards for Low-Lint Mops
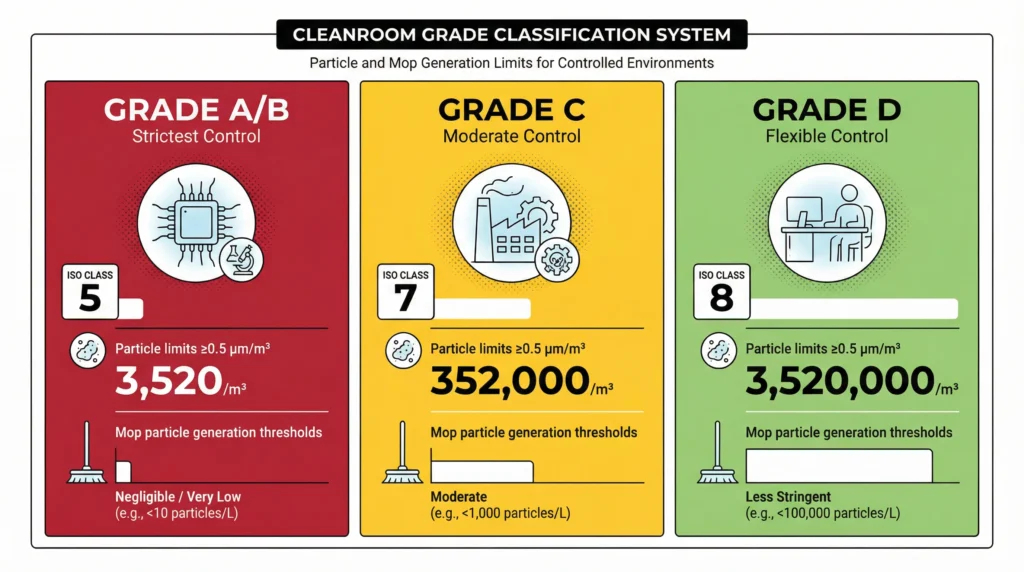
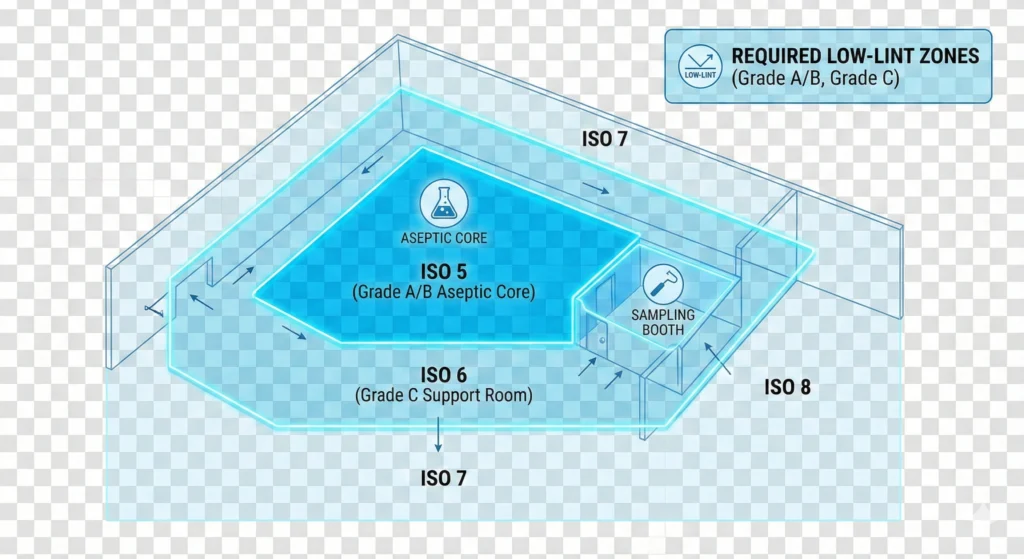
Figure 3: Area classification determines low-lint mop requirements. Grade A/B (ISO Class 5) aseptic cores demand sterile mops with <10 particles/stroke—non-negotiable for regulatory compliance. Grade C (ISO Class 7) support areas require validated low-lint mops with <50 particles/stroke to prevent contamination migration. Grade D (ISO Class 8) areas accept standard cleanroom mops but benefit from low-lint systems for EM trend stability. Color-coded framework guides procurement decisions by risk level.
Claiming “low lint” is not enough—GMP facilities require documented evidence that cleaning equipment meets quantified performance thresholds. Validation testing provides the data that supports equipment qualification, defends regulatory audits, and enables root-cause analysis when contamination events occur. Five core test categories define low-lint mop validation.

Helmke Drum Test (Particle Emission Classification)
The Helmke Drum test, standardized in IEST-RP-CC003.4, measures whole-garment or textile particle emission under simulated-use conditions. The test article (mop head, wiper, or garment) is placed inside a stainless-steel rotating drum that tumbles at 10 rpm for 10 minutes. Airborne particles released during tumbling are sampled via an isokinetic probe connected to a laser particle counter operating at approximately 1 cubic foot per minute (CFM). Particle counts are recorded at ≥0.3 µm and ≥0.5 µm, then compared to IEST-RP-CC003.3 category tables to classify the textile as Category I (recommended for ISO 1–3), Category II, or Category III (recommended for ISO 4–9).
For cleanroom mops, Helmke Drum testing validates that the mop head falls into Category I or II, confirming suitability for use in ISO Class 5–8 environments. Testing is typically performed on new mop heads and again after simulated aging (50–100 autoclave cycles or equivalent laundering) to verify that particle generation remains stable over the qualified use life. Vendors should provide Helmke Drum test reports with particle emission rates (particles/minute) and category classification; facilities conducting in-house validation can use the same protocol to qualify alternative suppliers or investigate contamination events.
ISO 9073-10 Dry-State Linting Test
La norma ISO 9073-10 definisce un metodo di formazione di pelucchi allo stato secco per i tessuti non tessuti, misurando la massa di pelucchi rilasciata quando un campione tessile viene fatto cadere in un apparecchio standardizzato. Sebbene questo test sia ampiamente utilizzato per la qualificazione di panni e indumenti, misura i pelucchi in base al peso (milligrammi) anziché al numero di particelle, rendendolo meno direttamente applicabile alla qualificazione dei panni per camere bianche (dove la concentrazione delle particelle è il parametro normativo). Tuttavia, i dati ISO 9073-10 possono integrare i risultati di Helmke Drum fornendo una caratterizzazione a livello di materiale, in particolare per confrontare substrati di fibre o metodi di sigillatura dei bordi durante lo sviluppo del prodotto.
Test di distacco delle particelle d'aria (ISO 14644-14)
La norma ISO 14644-14 fornisce un quadro per valutare l'idoneità delle apparecchiature misurando la concentrazione di particelle sospese nell'aria durante l'uso delle apparecchiature. Per la validazione del mocio, ciò significa posizionare la testa del mocio (attaccata al telaio e al manico) in un ambiente controllato di camera bianca, eseguire passate di mocio standardizzate su una superficie rappresentativa del pavimento (pavimento in resina epossidica o vinilica per camera bianca) e misurare la generazione di particelle utilizzando contatori ottici di particelle posizionati a valle del percorso di mocio.
Dettagli del protocollo di test:
- Modello di pulizia: Curve a S sovrapposte, 2 metri per passaggio, velocità di corsa standardizzata (0,5 m/s).
- Deportanza: Calibrato a 500 grammi utilizzando una cella di carico o una bilancia a molla per simulare la pressione effettiva dell'operatore.
- Condizioni del panno: Saturato con acqua di grado farmaceutico o disinfettante rappresentativo (70% IPA, perossido di idrogeno) per testare la perdita allo stato umido.
- Misurazione delle particelle: Campionamento del contatore ottico di particelle a 1 CFM, posizionato 0,5 metri a valle, misurando ≥0,5 µm e ≥5 µm per 5 minuti dopo lo lavaggio.
Criteri di accettazione: la generazione di particelle deve rimanere al di sotto di una soglia definita, in genere <10 particelle per corsa per uso ISO Classe 5, <50 particelle per corsa per la Classe ISO 6–7 e <100 particles per stroke for ISO Class 8. Testing is performed on new mops and after aging (25, 50, 75, 100 autoclave cycles) to validate performance stability. This test directly measures the mop’s contribution to airborne particle burden under actual use conditions, making it the gold standard for cleanroom mop qualification.
Wet Shedding Performance and Disinfectant Compatibility
Particle shedding behavior changes when mops are wetted with disinfectants. Some materials swell, stiffen, or release particles more aggressively when saturated with IPA, hydrogen peroxide, or bleach. Wet shedding validation combines chemical exposure with particle generation testing:
- Soak test: Submerge mop head in disinfectant solution at use concentration (e.g., 70% IPA, 3% H₂O₂, 0.5% bleach) for defined contact time (10–30 minutes).
- Rinse and wring: Simulate operator handling—wring out excess solution, inspect for visible fiber damage or color change.
- Particle generation re-test: Perform air particle shedding test (ISO 14644-14 protocol) with the wetted mop to measure particle release during actual cleaning.
Repeat this cycle for 10, 50, and 100 exposures to simulate cumulative chemical stress. Acceptance criteria: No mechanical failure (fiber breakage, edge separation), no absorption loss >20% e la generazione di particelle deve rimanere entro limiti qualificati. Questo test conferma che le prestazioni di assenza di pelucchi del mop vengono mantenute durante l'esposizione e l'invecchiamento realistici del disinfettante.
Estraibili & Test sulle sostanze lisciviabili (per aree ad alto rischio)
In ambienti di Grado A/B o dove i panni possono entrare in contatto con le superfici a contatto con il prodotto (interni degli isolatori, piani della linea di riempimento), estraibili e lisciviabili (E&L) i test verificano che i materiali del mop non introducano contaminanti chimici. E&L studies expose mop material to solvents (water, IPA, acidic/basic solutions) under controlled conditions, then analyze the extract using gas chromatography-mass spectrometry (GC-MS) or liquid chromatography-mass spectrometry (LC-MS) to identify and quantify leached substances. Compounds detected above threshold levels must be evaluated for toxicological risk and compatibility with product specifications.
For most pharmaceutical cleanroom mop applications, E&L testing is not required if the mop never contacts product or product-contact surfaces. However, facilities using mops inside isolators, on filling line surfaces, or in direct contact with vials/stoppers should request E&L dati dai fornitori o condurre studi interni. I materiali per mop in poliestere e polipropilene generalmente mostrano bassi profili estraibili, mentre alcuni substrati in schiuma possono rilasciare plastificanti o coadiuvanti tecnologici che richiedono una valutazione.
Stabilità della pelucchi nel ciclo in autoclave (per mop riutilizzabili)
I panni riutilizzabili a basso rilascio di pelucchi devono mantenere le prestazioni per tutta la loro durata d'uso qualificata, in genere 50-200 cicli in autoclave. I test di stabilità in autoclave sottopongono le teste dei lavapavimenti a ripetute sterilizzazioni a 121°C (o a una temperatura superiore, in base al protocollo della struttura), quindi misurano la stabilità dimensionale, la resistenza meccanica e la generazione di particelle a intervalli definiti:
- Linea di base (ciclo 0): Nuovo mop, generazione di particelle <50 particelle per colpo.
- Mezza età (ciclo 50): Cambiamento dimensionale <5%, ritenzione della resistenza alla trazione >80%, generazione di particelle <50 particelle per colpo.
- End-of-life (cycle 100–200): Cambiamento dimensionale <10%, no edge separation or visible fiber damage, particle generation still <50 particelle per colpo.
Failure criteria: Visible degradation (fraying, discoloration, edge separation), dimensional change >10%, or particle generation exceeding qualification limits. Vendors should provide autoclave validation data showing cycles to failure; facilities can verify this data in-house by aging sample mops through their actual autoclave protocols and disinfectant exposures, then retesting particle generation per ISO 14644-14.

MIDPOSI Low-Lint Mop Recommendations
MIDPOSI offers a portfolio of validated low-lint cleanroom mops engineered to meet ISO 14644 and EU GMP Annex 1 requirements across pharmaceutical, biotechnology, semiconductor, and medical device manufacturing environments. Our product line addresses the full spectrum of cleanroom classifications, from Grade A aseptic cores to Grade D support areas, with documented particle generation performance, chemical compatibility validation, and regulatory-ready documentation.
Disposable Pre-Sterilized Mops (Grade A/B, ISO Class 5)
Panno per mop in poliestere gamma-sterile MIDPOSI (Product Code: CMP-DS-POLY-GS)
- Materiale: 100% continuous-filament polyester knit, heat-sealed edges, foam-free construction.
- Sterilizzazione: Gamma irradiation (25–50 kGy), individually packaged in double-pouch sterile barrier system with lot-specific sterility certificates.
- Generazione di particelle: <10 particles ≥0.5 µm per stroke (validated per ISO 14644-14).
- Applicazioni: EU GMP Grade A/B aseptic filling, lyophilization loading, vial capping; ISO Class 5 sampling booths and weighing rooms.
- Opzione presaturata: Available pre-wetted with sterile 70% IPA (CMP-DS-POLY-GS-IPA) in triple-layer packaging for direct Grade A use.
- Documentazione: Sterility certificate (SAL 10⁻⁶), particle generation test report, material safety data sheet, gamma dose records.
MIDPOSI Gamma-Sterile Microfiber Mop Pad (Product Code: CMP-DS-MF-GS)
- Materiale: Polyester/polyamide microfiber blend (<1 denier), ultrasonic-sealed edges, split-fiber construction for enhanced particle capture.
- Sterilizzazione: Gamma irradiation, double-pouch packaging.
- Generazione di particelle: <10 particles ≥0.5 µm per stroke; superior absorbency (8× dry weight) for sporicidal agent application.
- Applicazioni: Grade A/B environments requiring high absorbency; isolator interiors; spill containment in sterile areas.
- Compatibilità chimica: Validated for 70% IPA, 3–10% H₂O₂, quaternary ammonium compounds (not recommended for >0.5% bleach in single-use application).
Reusable Autoclavable Mops (Grade C/D, ISO Class 6–8)
Mop riutilizzabile con bordo sigillato in poliestere MIDPOSI (Product Code: CMP-RUS-POLY-150)
- Materiale: 100% polyester knit, continuous-filament yarn, heat-sealed edges on all four sides.
- Autoclave validation: 150+ cycles at 121°C with <5% dimensional change and maintained particle generation performance.
- Generazione di particelle: <50 particles ≥0.5 µm per stroke across entire use life.
- Chemical resistance: Convalidato per 70% IPA, 0,5–1% candeggina, 3–35% H₂O₂, composti di ammonio quaternario (2.000 ppm) e disinfettanti fenolici.
- Applicazioni: Aree di supporto asettico di Grado C, zone di produzione di Classe ISO 6–7, aree di imballaggio e composizione di Grado D.
- Efficienza dei costi: Costo per utilizzo più basso per strutture ad alto volume con infrastrutture di riciclaggio convalidate.
Mop riutilizzabile in microfibra MIDPOSI (bordo sigillato) (Codice prodotto: CMP-RUS-MF-100)
- Materiale: Microfibra di poliestere/poliammide, bordi saldati ad ultrasuoni, tecnologia split-fibra.
- Autoclave validation: 100+ cicli a 121°C.
- Generazione di particelle: <50 particelle ≥0,5 µm per corsa; eccezionale efficienza di cattura delle particelle per la spolveratura umida e la rimozione delle particelle residue.
- Assorbenza: 6–8× peso a secco; ideale per il lavaggio di ampie aree e l'applicazione pesante di disinfettante.
- Compatibilità chimica: Optimized for IPA and hydrogen peroxide programs; acceptable for periodic bleach use (≤0.5%).
- Applicazioni: ISO Class 6–8 environments prioritizing absorbency and particle capture; gowning rooms; material airlocks.
Product Selection Table by Cleanroom Grade
| Grado per camera bianca | Classe ISO | Particle Limit (≥0.5 µm/m³) | Recommended MIDPOSI Product | Generazione di particelle | Sterilizzazione | Cost Category |
| Grade A/B | Class 5 | 3,520 | CMP-DS-POLY-GS (Gamma-Sterile Disposable) | <10 particles/stroke | Gamma, pre-sterile | Premium |
| Grade A/B | Class 5 | 3,520 | CMP-DS-MF-GS (Gamma-Sterile Microfiber Disposable) | <10 particles/stroke | Gamma, pre-sterile | Premium |
| Grado C | Class 7 | 352,000 | CMP-RUS-POLY-150 (Polyester Reusable) | <50 particles/stroke | Autoclave in-house | Standard |
| Grado C | Class 7 | 352,000 | CMP-RUS-MF-100 (Microfiber Reusable) | <50 particles/stroke | Autoclave in-house | Standard |
| Grado D | Class 8 | 3,520,000 | CMP-RUS-POLY-150 (Polyester Reusable) | <50 particles/stroke | Disinfection or autoclave | Economy |
| ISO 5 Sampling/Weighing | Class 5 | 3,520 | CMP-DS-POLY-GS or CMP-RUS-POLY-150 | <10–20 particles/stroke | Per CCS requirements | Variabile |
| Support Areas / Manlocks | Class 8+ | ≥3,520,000 | CMP-RUS-POLY-150 o mop standard per camere bianche | <100 particelle/corsa | Disinfezione | Economy |
Come ordinare e supportare la convalida
MIDPOSI fornisce supporto tecnico completo per assistere i team di controllo qualità, gli ingegneri delle strutture e gli specialisti degli approvvigionamenti nella selezione, qualificazione e implementazione di panni per camere bianche a basso rilascio di pelucchi:
- Kit di campioni: Confezioni di valutazione contenenti 5-10 teste per mop (mix di poliestere e microfibra, riutilizzabili e usa e getta) per test pilota interni e convalida della generazione di particelle.
- Documentazione tecnica: Rapporti sui test di generazione delle particelle (ISO 14644-14), risultati dei test Helmke Drum, matrici di compatibilità chimica, dati di convalida dell'autoclave e certificati di sterilità (per materiali monouso) forniti con ogni spedizione di prodotto.
- Protocolli di validazione: Customized test protocols for facility-specific qualification studies, including recommended acceptance criteria, sampling plans, and data analysis templates.
- On-site training: Operator training sessions covering proper mop handling, disinfectant application techniques, color-coded segregation systems, and inspection procedures for identifying mop degradation.
- Regulatory documentation support: Assistance preparing justification documents for FDA audits, EMA inspections, and Contamination Control Strategy updates, including risk assessments and vendor qualification summaries.
For product catalogs, technical specifications, or to request a sample kit, visit Materiali di consumo per camere bianche MIDPOSI oppure contattare il rappresentante tecnico regionale. Our team is available to discuss facility-specific contamination control challenges and recommend mop configurations optimized for your ISO classification, disinfectant program, and budget constraints.







