2 つの主要なクリーンルーム モップ ファブリック技術の技術的かつ証拠に基づく比較。粒子発生メカニズム、吸収性、化学的適合性、耐久性、ライフサイクルコスト、および QA リーダー、調達チーム、クリーンルーム施設管理者向けの施設グレードベースの意思決定フレームワークをカバーします。
クリーンルームモップはマイクロファイバーとポリエステルのどちらかを選択できます。 単純な「どちらかが良い」という決断ではない。それは、クリーンルームの ISO/GMP 分類、使用する洗浄薬品、粒子発生の許容閾値、および施設が吸収性と洗浄効率を優先するか、粒子制御と耐薬品性を優先するかによって異なります。
あ 単一成分の合成材料 連続ポリエステルフィラメントを多層生地構造に編んで作られています。レーザーカット、超音波、またはヒートシール方法でエッジシールされ、周囲での繊維の剥離を防ぎます。
通常、次の場合にはより適切な選択となります。 施設は ISO 5 で運用されています–6 / GMPグレードA–B、強力な酸化消毒剤を使用し、再利用可能なプログラムで繰り返しオートクレーブ滅菌する必要があるか、粒子制御が主な汚染の懸念事項です。
アン 極細合成繊維混紡 (通常はポリエステル/ポリアミド)、単一のフィラメントを複数のくさび形のマイクロフィラメントに分割することによって製造されます。これにより、液体と粒子を捕捉するための高い表面積と毛細管現象が生じます。
通常、次の場合にはより適切な選択となります。 施設は ISO 7 で運用されています–8 / GMPグレードC–D、洗浄効果と残留物の除去が優先され、洗浄化学薬品が穏やかであるか、または最大の使用ごとの洗浄力が望まれる場合には、単回使用の使い捨て用途が好ましい。
短い答え: ポリエステル (特に、端がシールされた連続フィラメントニット) は、通常、粒子の生成が少なく、より強力な化学的適合性を提供します。—ISO 5 のより一般的な推奨事項となっています–6 / GMPグレードA–B環境。マイクロファイバー (スプリットフィラメント構造) は通常、より高い吸収性と優れた機械的粒子捕捉を提供します。—ISO 7 で強力なパフォーマンスを発揮します–8 / GMPグレードC–D 超低粒子要件よりも洗浄効果が優先される環境。 どちらの材料も、現代のクリーンルーム作業全体に関連し続けます。正しい選択は施設によって異なります。
マイクロファイバーとポリエステルのクリーンルームモップの性能の違いは、繊維レベルで生じます。各材料がどのように構成されているかを理解することで、粒子の発生、吸収性、化学的適合性、耐久性を評価するための基礎が得られます。—サプライヤーのマーケティング上の主張に頼るのではなく、
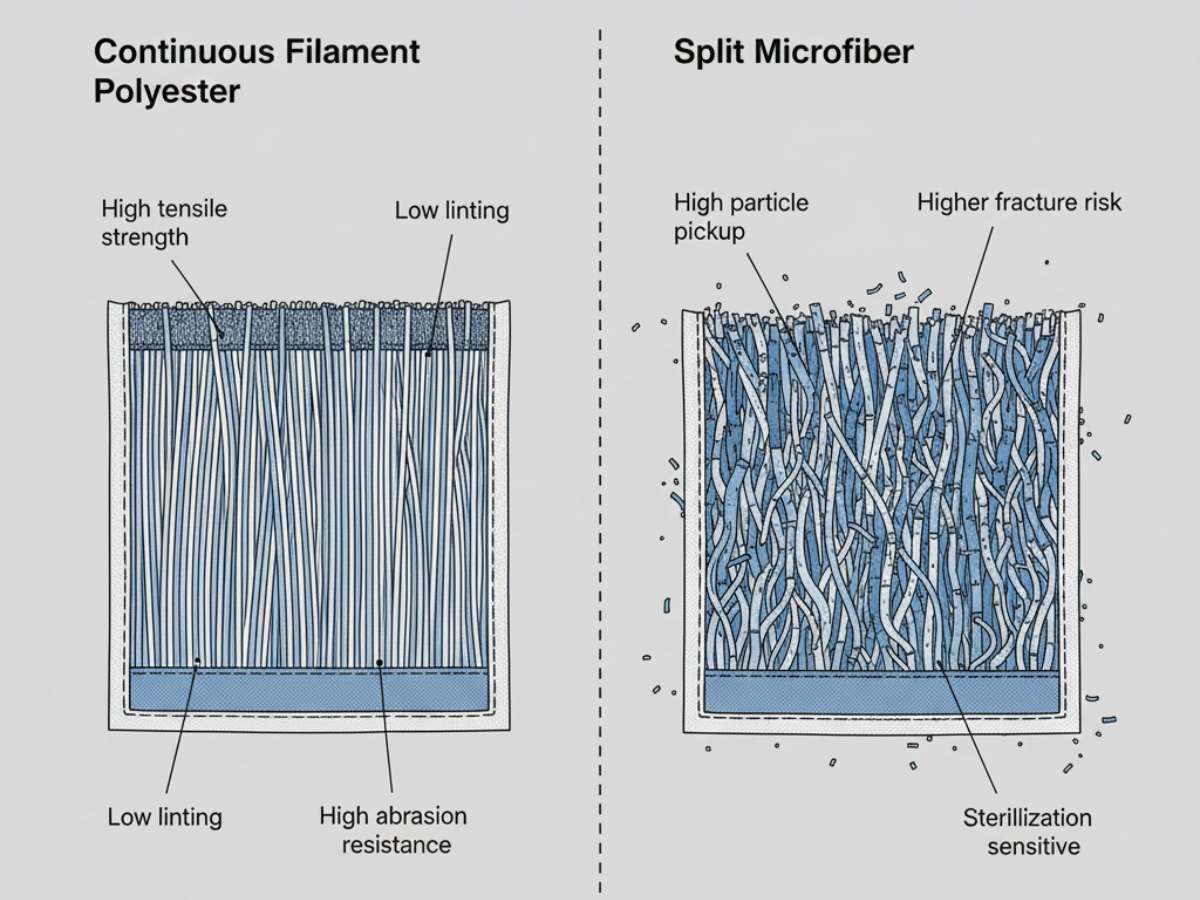
クリーンルームグレードのポリエステルモップは、 連続長繊維ポリエステル (PET)—長く切れ目のない合成繊維を押し出し、編んで生地にしました。短い繊維が一緒に紡がれるステープルファイバー織物とは異なり、連続フィラメント構造により、布地本体内のほつれた繊維端の数が意図的に最小限に抑えられます。これが、粒子脱落の低減の主な構造的要因です。
一本の長い繊維が生地の中を途切れることなく通っています。フィラメントの端が少ない = 破損点が少ない = 理論的には粒子の放出が少なくなります。これは、粒子に敏感なクリーンルーム用途における基本的な構造上の利点です。
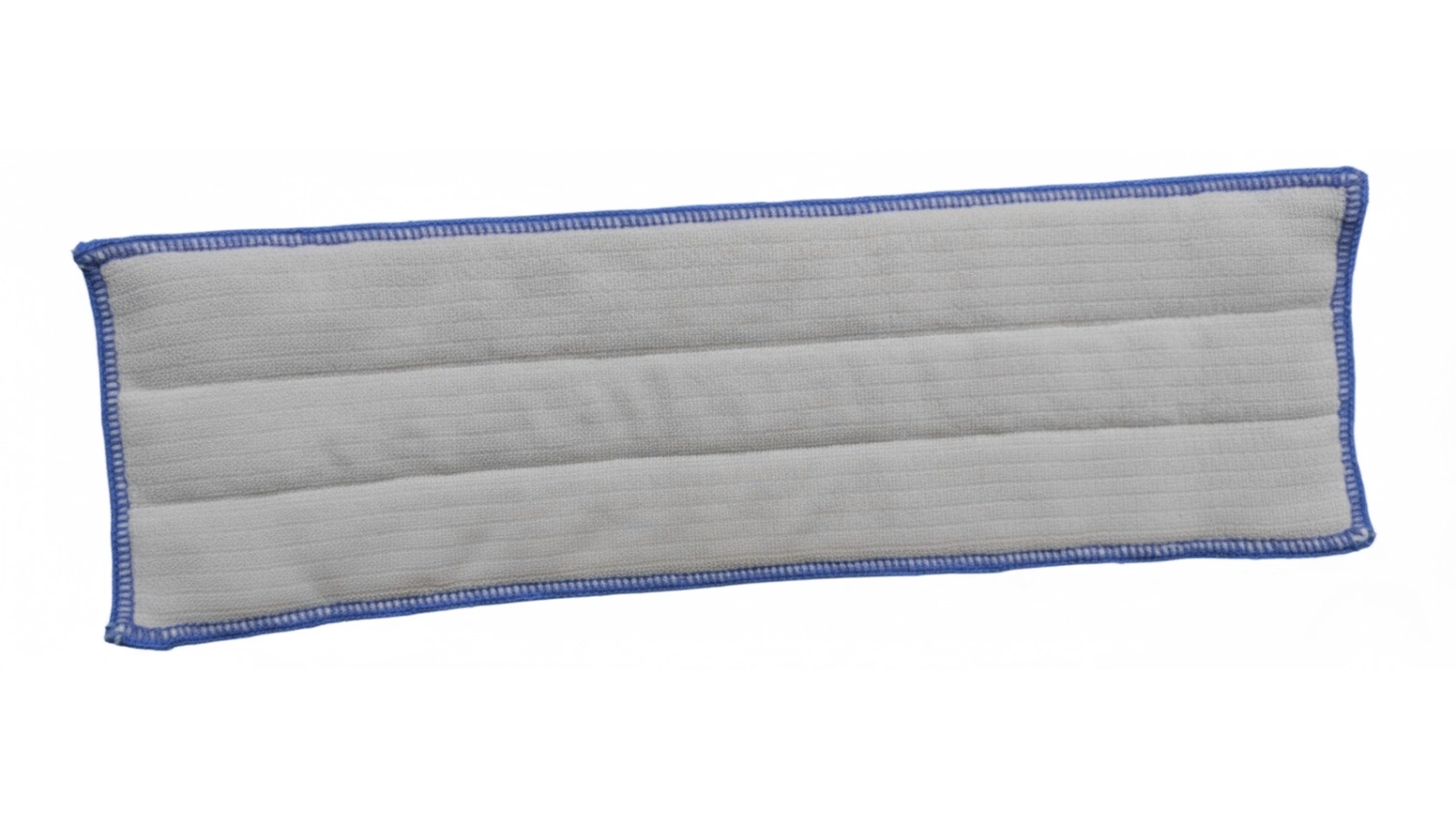
クリーンルーム用に製造されたポリエステルモップ—MIDPOSIのホワイトモップシリーズなど—通常は多層ニット構造を使用します。編みパターンと層数は、使用中の液体の分布、吸収性、モップヘッドの機械的安定性に影響します。
モップの周囲は切断された繊維端の集中ゾーンを表すため、エッジの仕上げは重要な製造品質指標です。クリーンルーム用ポリエステルモップは、レーザーカット、超音波、またはヒートシールされたエッジを使用して周囲をシールし、エッジのほつれを防ぎます。エッジ シーリングの品質は、フィラメントの種類自体と同じくらい粒子のパフォーマンスに影響を与える可能性があります。
繊維の太さ(デニール)は、モップの手触り、接液効率、耐久性に影響します。より細いデニールのポリエステル繊維は、液体塗布のための潜在的に優れた表面接触を備えたより柔らかい生地を生成します。デニールの粗い繊維は、より優れた耐摩耗性を提供する可能性があります。これはメーカー固有の変数であり、材料定数ではありません。
Cleanroom-grade microfiber mops use split-filament technology. During manufacturing, a single bicomponent filament (typically polyester core + polyamide/nylon sheath, or a polyester/polyamide side-by-side configuration) is mechanically or chemically split into multiple wedge-shaped microfilaments. Each original filament can produce 8–16 individual microfilaments, dramatically increasing the fiber count and total surface area within the same fabric weight.
The wedge-shaped cross-section of each microfilament is the source of microfiber’s cleaning advantage. The sharp edges of the wedge mechanically scrape and entrap fine particles, while the gaps between filaments create capillary channels that draw in liquids. This is a physical capture mechanism, not a chemical one.
Most cleanroom-grade microfiber uses a polyester/polyamide (nylon) blend—commonly 70–80% polyester and 20–30% polyamide. The polyester provides structural integrity; the polyamide contributes to absorbency and the splitting behavior itself. This blend ratio is the source of both performance advantages and chemical sensitivity concerns discussed later in this article.
Cleanroom microfiber mops may use looped or cut-pile surface constructions. Looped constructions generally release fewer loose fibers during use because each filament is anchored at both ends; cut-pile constructions expose more filament ends, potentially increasing particle release. This is a critical quality variable for cleanroom applications. Products such as the microfiber stripe cleanroom mop pad utilize looped construction with sealed edges for cleanroom compatibility.
Because each original filament is split into multiple microfilaments, the total fiber surface area per gram of material is substantially higher than conventionally spun polyester. This is the structural basis for microfiber’s higher absorbency and particle capture capacity—but the same surface area also means more potential sites for fiber degradation and particle release as the material ages.
The structural distinction between continuous filament polyester and split-filament microfiber is not merely academic. It directly explains the observable performance tradeoffs:
| Dimension | ポリエステル(連続長繊維ニット) | マイクロファイバー(スプリットフィラメント) |
|---|---|---|
| Fiber Type | Continuous single filament | Split multi-filament wedge |
| Composition | 100% polyester (PET) | Polyester/polyamide blend (typical: 70–80/20–30) |
| Surface Area per Gram | Relatively lower | Relatively higher (split geometry) |
| Primary Particle Release Mechanism | Primarily edge-related; low from continuous filament body | Fiber breakage from split filaments; also edge-related |
| Edge Finishing | Laser-cut, ultrasonic, or heat-sealed | Varies by manufacturer; sealed edges required for cleanroom use |
| Typical Cleanroom Suitability | ISO5–8 / GMP A–D (depending on construction quality) | ISO7–8 / GMP C–D more commonly; ISO 5–6 with qualification |
| Water Interaction | Inherently hydrophobic; absorbency from knit structure | Capillary action from wedge geometry; naturally hydrophilic in polyamide component |
Note: This table compares material-level structural characteristics. Actual product performance depends on manufacturer-specific variables including filament anchoring quality, knit density, edge-sealing method consistency, and overall manufacturing quality control. These characteristics should be verified with the specific product and supplier, not assumed from material type alone.

This is the dimension that most directly determines whether a mop material is suitable for a given cleanroom classification. The question is not simply “which material is cleaner?” but “which material generates particles through what mechanism, and under what conditions?”
Cleanroom mops generate particles through three primary mechanisms:
The filament type—continuous or split—directly affects which of these mechanisms dominates and at what magnitude. Fluid presence and mechanical action accelerate all three mechanisms, which is why wet-mopping particle data may differ from dry-state measurements.
Continuous filament polyester’s structural advantage for particle control is straightforward: fewer filament ends = fewer potential particle sources. Because each filament runs uninterrupted through the fabric, there are fewer breakage initiation points compared to a fabric composed of shorter, individual staple fibers or split microfilaments.
Additional factors contributing to polyester’s typically lower particle profile:
Important caveat: This profile assumes a well-manufactured product. Particle performance is manufacturing-process-dependent. A poorly edge-sealed polyester mop with loose surface fibers will generate more particles than a well-made microfiber mop with sealed edges and anchored filaments. Material type establishes a structural tendency; manufacturing quality determines whether that tendency is realized.
Microfiber’s split-filament construction creates an inherent particle risk tradeoff: the same structural feature that provides superior particle capture also creates more potential particle release points. Each split microfilament is thinner and more fragile than a continuous polyester filament, and there are many more of them per unit area.
Key variables affecting microfiber particle generation:
Important caveat: Quality-grade microfiber from a reputable manufacturer, with sealed edges and anchored loop construction, can perform well within the particle requirements of ISO 7–8 environments and may, with qualification testing, be suitable for ISO 5–6 zones. The material type alone does not disqualify microfiber from cleanroom use; it signals that particle performance must be verified rather than assumed.
Particle generation data from different mop suppliers can be difficult to compare directly because test methodologies differ. When evaluating supplier particle data, consider:
Critical disclaimer: This comparison describes material-level structural tendencies. Particle performance must be verified on the specific product under consideration, using test conditions relevant to the intended cleanroom application. No material-level claim in this article constitutes a performance guarantee for any specific product.
If particle generation is the dimension where polyester tends to hold an advantage, cleaning efficacy is the dimension where microfiber earns its place in cleanroom operations. The observable performance difference in absorbency and mechanical particle removal is real—but it must be weighed against the particle generation tradeoff and the specific requirements of each cleanroom zone.
Microfiber’s cleaning advantage is rooted in its physical structure, not in a chemical cleaning agent:
Continuous filament polyester is inherently hydrophobic—the base polymer does not absorb water. However, this does not mean polyester cleanroom mops cannot absorb liquid. Absorbency in polyester mops is a function of the fabric construction:
The cleaning efficacy paradox: Microfiber’s superior cleaning power is real and demonstrable in standardized cleaning efficacy tests. However, in a cleanroom, “better cleaning” is only net beneficial if it does not create a contamination risk—specifically through particle generation—that exceeds the cleaning benefit. For ISO 5 / GMP Grade A environments, particle control may be the dominant concern, and polyester’s adequate (rather than maximal) absorbency may be the more appropriate choice. For ISO 7–8 / GMPグレードC–D environments, where particle thresholds are less stringent, microfiber’s cleaning efficacy advantage can drive meaningful operational improvements.
This is a dimension that many cleanroom mop procurement evaluations overlook—and one that can render a technically correct material choice operationally problematic if the wrong mop material is paired with the facility’s disinfectant formulary.
Polyester (PET) as a polymer class exhibits broad resistance to a wide range of chemical agents commonly used in cleanroom disinfection:
The chemical compatibility profile of cleanroom microfiber is more nuanced because most cleanroom-grade microfiber is a polyester/polyamide (nylon) blend. The polyamide component introduces chemical sensitivity that pure polyester does not have:
The degradation of the polyamide component manifests as: fiber brittleness, increased particle shedding, reduced absorbency (as the capillary structure degrades), and shorter overall service life in reusable applications.
重要: Chemical compatibility is product-specific, not just material-specific. Variations in fabric construction, edge-binding chemistry, stitching thread material, and any fabric treatments can affect overall chemical resistance. Always request chemical compatibility data from the mop manufacturer specific to your facility’s disinfectant formulary, and verify through in-facility compatibility testing under your actual use conditions.
The following table consolidates the material-level comparison across all six performance dimensions discussed above and in the sections that follow. Use this as a high-level reference, not as a substitute for product-specific evaluation.
| Performance Dimension | ポリエステル(連続長繊維ニット) | マイクロファイバー(スプリットフィラメント) | When This Dimension Is Decisive |
|---|---|---|---|
| 1. Particle Generation | Generally lower (continuous filament advantage; fewer breakage points) | Generally higher (split-filament structure; more potential release points) | ISO5–6 / GMPグレードA–B: polyester typically preferred |
| 2. Absorbency / Cleaning Efficacy | Moderate; controlled liquid release; adequate for routine cleaning | Higher; capillary action + mechanical particle entrapment | ISO7–8 / GMP C–D with residue-heavy protocols: microfiber advantage |
| 3. Chemical Resistance | Broad compatibility; oxidation-resistant (100% PET) | Polyamide sensitivity to oxidizers and acids | Facilities using aggressive disinfectants: polyester typically preferred |
| 4. Durability (Reusable) | Higher cycle count; slower degradation | Lower cycle count; progressive filament breakage with laundering | High-frequency reusable programs: polyester typically preferred |
| 5. Disposable (Single-Use) | Available; focused on sterility and contamination control | Available; focused on maximum per-use cleaning power | Choice depends on priority: particle control vs cleaning power per use |
| 6. Cost (Directional) | Lower upfront; longer reusable service life | Higher upfront; shorter reusable service life | Reusable programs with high usage volume: polyester cost advantage |
Disclosure: This table presents material-level directional comparisons. Actual product performance depends on manufacturer-specific variables including filament quality, knit density, edge-sealing method, layer construction, and overall manufacturing quality control. No absolute performance claims are made for any product or material type. All comparisons should be verified through product-specific evaluation and, where possible, in-facility testing.
Durability directly affects total cost of ownership and replacement frequency. The two materials degrade through different mechanisms and at different rates, and these differences are amplified in reusable (laundered/sterilized) applications.
Note: Actual replacement cycle data should be obtained from suppliers and—for reusable programs—verified in facility-specific laundering trials that replicate the facility’s actual cleaning, washing, and sterilization parameters. Supplier-published cycle life data is directional, not a guarantee.
Procurement decisions based on mop-head unit price alone are misleading. The following framework identifies the cost components that differ by material type, enabling a facility-specific total cost of ownership (TCO) comparison.
However, upfront material cost is only one component of the total cost picture, and often not the largest one.
A complete cost comparison should be based on cost per cleaning event, not cost per mop head:
(Mop Head Cost / Usable Cycles Per Mop Head) + (Laundry/Sterilization Cost Per Cycle) + (Labor Cost Per Cleaning Event) = Cost Per Cleaning Event
This framework reveals several important dynamics:
Avoid: This framework does not include absolute cost numbers, “$X per mop head” claims, or specific TCO savings percentages. Each facility should build its own cost model using its actual procurement prices, labor rates, utility costs, and laundry/sterilization operational costs.
This section consolidates the preceding technical analysis into an actionable selection framework. Use the conditions and scenarios below to self-diagnose which material aligns with your facility’s profile.
In practice, several scenarios reduce the material-choice sensitivity:
Key caveat: Material is one factor among many in a cleanroom mop evaluation. Frame compatibility, handle type, sterility configuration, mop head weight, and edge finishing are equally important selection criteria. This comparison should inform a broader mop system evaluation—it should not replace one. For a structured approach to evaluating the complete mop system, see our クリーンルームモップシステムの購入者評価フレームワーク.
| Facility Scenario | クリーンルームグレード | Typical Material Recommendation | Key Rationale |
|---|---|---|---|
| Aseptic pharmaceutical filling | ISO 5 / GMP A | ポリエステル | Particle control is paramount in aseptic filling zones. Continuous filament polyester with sealed edges provides the more predictable low-particle profile for this application. |
| Pharmaceutical background zone | ISO 7 / GMP B–C | Polyester or Quality-Grade Microfiber | Decision depends on disinfectant chemistry and cleaning frequency. If oxidizing disinfectants are used routinely, polyester may be the safer choice. If neutral chemistry with residue-heavy cleaning, quality-grade microfiber may offer efficacy advantages. |
| Medical device assembly | ISO7–8 / GMP C–D | マイクロファイバー | Higher cleaning efficacy for particulate removal from device contact surfaces is beneficial. Particle thresholds are less stringent, allowing microfiber’s cleaning advantage to be fully realized. |
| Biotech R&D / general labs | ISO7–8 | Either Material | Particle requirements are less stringent. Cost, supply convenience, and compatibility with existing cleaning chemistry may be the deciding factors rather than material-specific performance distinctions. |
| Semiconductor / electronics | ISO5–7 | ポリエステル | Particle control combined with aggressive cleaning agents typical in semiconductor cleanrooms. ESD (electrostatic discharge) considerations may favor specific material configurations. |
| Hospital compounding (USP <797>/<800>) | ISO5–7 | ポリエステル | Low particle generation in primary engineering control areas is a key requirement. Polyester continuous filament knit with sealed edges supports the particle control expectations of USP compounding environments. |
Note on recommendations: These are directional material-level suggestions, not product-specific certifications. Facility-specific evaluation—including particle testing, chemical compatibility verification, and cleaning protocol validation—is always required. The recommended material should be verified against the specific product, supplier, and facility cleaning parameters.
The following six misconceptions are frequently encountered in cleanroom mop procurement discussions. Each correction is supported by the technical analysis presented in the preceding sections.
Reality: Lint generation depends on fiber type (continuous vs split), edge finishing quality, and manufacturing process control—not on a “microfiber” label. A well-made polyester knit mop with laser-cut sealed edges and anchored continuous filaments can generate fewer particles than a low-quality microfiber mop with poorly anchored split filaments and unsealed edges. The material category does not guarantee particle performance; product-specific manufacturing quality does.
Reality: Polyester’s lower absorbency compared to microfiber is a design tradeoff, not a defect. In applications where controlled disinfectant application matters—achieving specified contact time without over-wetting, managing drying time to minimize operational disruption, and ensuring consistent disinfectant volume per surface area—polyester’s controlled liquid release can be an advantage. “Absorbs more” does not always mean “performs better” in all cleanroom contexts.
Reality: Microfiber is widely and successfully used in ISO 7–8 / GMPグレードC–D cleanroom environments when sourced from quality manufacturers with sealed edges, anchored loop construction, and documented particle test data. The concern is about fit-for-purpose evaluation, not absolute exclusion. Many facilities use microfiber mops in support zones with good results. Excluding microfiber categorically from all cleanroom use is an oversimplification that ignores the diversity of cleanroom requirements.
Reality: Polyester mop quality varies significantly across manufacturers. Key differentiating factors include: continuous vs staple filament, knit density and pattern, number of fabric layers and their bonding method, edge-sealing technology (laser-cut vs ultrasonic vs heat-seal), thread chemistry compatibility, and overall manufacturing quality control. Two “polyester cleanroom mops” from different manufacturers may perform very differently in particle testing. The material name is a starting point for evaluation, not a guarantee of equivalence.
Reality: Sterilization (gamma irradiation, EtO, or autoclave) addresses bioburden—the microbial contamination on the mop at the point of use. It does not address non-viable particulate contamination. A sterile mop made from a particle-shedding material can still introduce non-viable particles into the cleanroom environment, which is a concern in ISO 5 and higher-classification zones where total particulate counts—not just viable counts—are monitored and controlled. Material and sterility are independent selection criteria that must both be evaluated.
Reality: A zone-based hybrid approach is common and often optimal. Many facilities deploy polyester mops in critical/Grade A–B zones (where particle control is paramount) and microfiber mops in support/Grade C–D zones (where cleaning efficacy drives the choice). The key to a successful hybrid approach is protocol management: clear zone segregation, zone-specific mop assignment with visual identification (color-coding), and staff training to prevent cross-use. The materials are complementary, not mutually exclusive.
The technical analysis in this article equips you to evaluate cleanroom mop materials. The following questions translate that analysis into a practical supplier evaluation framework. Asking these questions when engaging any cleanroom mop supplier helps differentiate between marketing claims and verifiable product characteristics.
This question establishes the baseline material identity. The answer should be specific: “100% continuous filament polyester, X denier per filament” or “X% polyester / Y% polyamide split-filament microfiber, Z denier per filament before splitting.” Vague answers (“it’s polyester” or “it’s microfiber”) should be clarified before proceeding.
The edge is a concentrated zone of potential particle release. Laser-cut, ultrasonic, and heat-sealed edges each produce different edge profiles. A supplier who can provide a microscopy image of their sealed edge demonstrates both capability and transparency. If edge-sealing quality cannot be visually confirmed, particle performance at the perimeter is unverified.
Request particle data with the test method clearly identified (e.g., Helmke drum, biaxial shake, liquid particle count). Without the methodology, particle numbers are not interpretable or comparable. If the supplier cannot provide particle test data from a recognized methodology, the material’s suitability for a particle-sensitive zone cannot be confirmed.
Provide the supplier with the complete list of disinfectants used in your facility, including concentrations and contact times. Ask for documented compatibility data. If the supplier cannot provide chemical compatibility information for a specific disinfectant, request that they provide material samples for your own compatibility testing.
This question addresses the reusable lifecycle question directly. The supplier should be able to describe not just the nominal cycle count, but the expected performance degradation curve—particle shedding increase, absorbency decrease, and visible wear indicators—across the stated service life. A supplier who cannot discuss lifecycle performance changes has either not tested it or is unwilling to disclose it.
This question is critical for chemical compatibility evaluation. If the material is a polyester/polyamide blend, the polyamide percentage determines the extent of potential sensitivity to oxidizing disinfectants. A supplier should be able to state the exact composition, not just “microfiber” or “polyester blend.”
A COA should confirm the material composition, physical properties, and any relevant test data for the specific production batch. This supports audit trail requirements and allows verification that the received product matches the specification that was evaluated. See our guide on クリーンルームモップの検証文書とCOA for more detail.
Material consistency across batches is a critical quality attribute. Understand what tests the manufacturer performs on each batch—weight per unit area, fiber composition verification, edge-seal integrity, visual inspection criteria, and any particle testing—and at what sampling frequency. Batch-to-batch variation in material quality can create inconsistency in cleaning performance and contamination control.
A supplier that offers both materials and can provide zone-specific recommendations based on your facility’s parameters is demonstrating product breadth and consultative capability. A supplier that only offers one material may advocate for it regardless of fit, since they have no alternative to offer.
In-facility evaluation under actual use conditions is the most reliable way to confirm that a material meets the facility’s requirements. Request samples from a current production batch (not specially prepared demo samples) for your own particle testing, chemical compatibility verification, and operator feedback collection.
This comparison covers the material-level distinction between microfiber and polyester cleanroom mops. The following resources address complementary aspects of cleanroom mop evaluation and selection:
The core distinction is at the fiber level. ポリエステル製クリーンルームモップ are typically made from continuous filament polyester (PET)—long, unbroken single-component synthetic fibers knitted into a fabric structure. マイクロファイバークリーンルームモップ are made from split-filament technology—bicomponent filaments (typically polyester/polyamide blend) that are split during manufacturing into multiple wedge-shaped microfilaments. This structural difference produces different profiles for particle generation, absorbency, chemical compatibility, and durability in cleanroom use.
Continuous filament polyester typically generates fewer particles than split-filament microfiber, due to the structural advantage of fewer filament breakage points in a continuous filament fabric. However, manufacturing quality is a critical variable: a well-made microfiber mop with sealed edges and anchored filaments may outperform a poorly-made polyester mop with loose fibers and unsealed edges. The material type establishes a structural tendency; the specific product and manufacturer determine whether that tendency is realized. Always request particle test data with the test methodology specified.
Generally not recommended unless the specific microfiber product has been qualified through particle testing and validated for the facility’s ISO 5 / Grade A classification with data supporting its suitability. The structural properties of split-filament microfiber create a higher baseline particle release risk compared to continuous filament polyester. For ISO 5 / Grade A and B environments, continuous filament polyester knit with sealed edges is the more common recommendation. If a facility is evaluating microfiber for Grade A/B use, it should conduct its own particle testing under actual use conditions and be prepared to document the qualification rationale for audit purposes.
In standardized cleaning efficacy testing, microfiber generally demonstrates higher absorbency and superior mechanical particle capture compared to polyester of the same weight. This is driven by the wedge-shaped split-filament structure, which provides capillary action for liquid uptake and mechanical entrapment of fine particles. However, in cleanroom applications, “cleaning better” is only net beneficial if it does not introduce a particle generation risk that exceeds the cleaning benefit. For ISO 7–8 / GMPグレードC–D environments, microfiber’s cleaning efficacy advantage can be fully realized. For ISO 5–6 / Grade A–B, where particle control is the overriding concern, the tradeoff must be evaluated carefully.
Polyester (100% PET) has broader chemical compatibility with the range of disinfectants commonly used in cleanroom environments. In particular, polyester resists oxidative degradation from agents like hydrogen peroxide and peracetic acid. Microfiber—which contains polyamide (nylon)—is more susceptible to degradation from oxidizing disinfectants and chlorine-based agents. The polyamide component can degrade over repeated exposure, leading to fiber brittleness, increased particle shedding, and reduced absorbency. Always verify compatibility with your specific disinfectant formulary and the specific mop product, as chemical resistance can vary with fabric construction and thread chemistry.
Polyester typically has lower upfront material cost and longer service life in reusable applications, making it potentially more cost-effective in high-frequency reusable programs. Microfiber may be more cost-effective in disposable/single-use configurations where its superior per-use cleaning performance reduces cleaning time or rework. The comparison must be based on lifecycle cost (cost per cleaning event), not unit price. A cost-per-event model should account for: mop head cost amortized across usable cycles, laundry and sterilization costs, and labor cost per cleaning event. The material cost alone is often the smallest component of total cleaning cost.
Yes. A zone-based hybrid approach is common and often optimal for multi-zone facilities. For example: deploy polyester continuous filament knit mops in critical ISO 5–6 / Grade A–B core zones where particle control is the priority, and microfiber mops in ISO 7–8 / Grade C–D support zones where cleaning efficacy and residue removal drive the choice. The hybrid approach requires clear SOPs, zone-specific mop assignment with visual identification (color-coding), and staff training to prevent cross-use between zones. The two materials are complementary, not mutually exclusive.
Key questions include: (1) What is the filament type and denier specification? (2) What edge-sealing method is used, and can you provide a microscopy image? (3) Can you provide particle generation test data with the methodology specified? (4) Is the material compatible with our facility’s specific disinfectant formulary? (5) For reusable mops, how many cycles are validated and what performance changes occur over the service life? (6) What is the exact fabric composition and blend ratio? (7) Can you provide a batch Certificate of Analysis? (8) What QC tests are performed per production batch? (9) Do you offer both polyester and microfiber options? (10) Can you provide samples from a current production batch for our internal evaluation? The complete evaluation framework is covered in the Supplier Evaluation Questions section.
MIDPOSI White Cleanroom Mop Series uses multi-layer 100% continuous filament polyester knit construction—designed for low particle generation, broad chemical compatibility, and repeat autoclave use in GMP and ISO-controlled environments. Also available in sterile and non-sterile configurations across 40g, 55g, and 65g weights. For facilities evaluating microfiber options, MIDPOSI also offers quality-grade cleanroom microfiber mop pads with sealed edges and anchored loop construction.
MIDPOSI provides batch-level documentation including Certificate of Analysis (COA) upon request and can support material-specific evaluation and sample provision for qualified buyers. Both polyester and microfiber product options are available with complete documentation packages.