
Figura 1: Autoclave farmacêutica (Consolidada SR-24C) mostrando câmara de aço inoxidável, painel de controle digital com múltiplos manômetros e design de porta com dobradiça dupla. As autoclaves validam a esterilização de esfregões em salas limpas por meio da colocação de indicadores biológicos, monitoramento paramétrico (temperatura, pressão, tempo) e qualificação de configuração de carga para atingir SAL 10⁻⁶.
A autoclavagem é a esterilização por calor úmido usando vapor saturado sob pressão para atingir letalidade microbiana validada. Os ciclos farmacêuticos padrão operam a 121–134°C (250–273°F) com pressão manométrica de 15–30 psi (103–207 kPa acima da atmosférica). A 121°C, o vapor penetra em cargas porosas e condensa-se em superfícies mais frias, libertando calor latente que desnatura proteínas e perturba estruturas celulares em bactérias vegetativas, esporos, fungos e vírus.
O projeto do ciclo visa um Nível de Garantia de Esterilidade (SAL) de 10⁻⁶ – uma probabilidade de ≤1 em 1.000.000 de que um microrganismo viável sobreviva ao processo. A validação utiliza indicadores biológicos (BIs) contendo esporos de Geobacillus stearothermophilus (anteriormente Bacillus stearothermophilus), um organismo resistente ao calor com valor D₁₂₁ documentado (tempo de redução decimal a 121°C) normalmente ≥1 minuto. Uma abordagem exagerada oferece redução de ≥12 log (12 vezes o valor D) para atender aos requisitos de SAL; abordagens específicas do produto calculam F₀ (minutos equivalentes a 121°C) com base na carga biológica medida e nos valores D.
Para esfregões para salas limpas, a autoclavagem tem duas funções: esterilização terminal (atingindo SAL 10⁻⁶ para uso de Grau A/B) e reprocessamento entre usos (removendo a carga biológica adquirida durante a limpeza, mantendo o desempenho do material). “Autoclavável” significa que o material resiste à exposição repetida ao vapor saturado a 121°C sem falha funcional – mas as afirmações de marketing raramente especificam quantos ciclos ou quais métricas de desempenho são mantidas.
A Seção 4.29 do Anexo 1 das BPF da UE determina que “desinfetantes e detergentes devem ser estéreis” quando usados em ambientes de Grau A e Grau B. “Estéril” em termos regulatórios significa SAL 10⁻⁶ demonstrado - sem limpeza visual, sem carga biológica <10 UFC, mas garantia probabilística validada através de ciclos excessivos ou cálculos de carga biológica/valor D.
A validação SAL para esfregonas autoclaváveis requer:
Colocação de indicador biológico: IBs posicionados nos piores pontos frios (identificados durante estudos de distribuição de calor) dentro de cargas de esfregões. Cargas bem embaladas, tecidos em camadas e bolsas seladas criam desafios de penetração de vapor. A validação confirma que todos os BIs estão inativados em execuções consecutivas.
Monitoramento paramétrico de ciclo: Registro contínuo da temperatura, pressão e tempo da câmara. A exposição mínima (normalmente 15–30 minutos a 121°C ou 3–10 minutos a 134°C) deve ser alcançada em todos os locais da carga, com o cálculo F₀ confirmando a letalidade cumulativa equivalente a ≥8–12 minutos.
Qualificação de configuração de carga: Os piores cenários (contagem máxima de esfregonas, embalagem mais densa, recipientes/bolsas utilizados na prática) devem ser validados. Um ciclo que esteriliza 10 cabeças de esfregona soltas pode falhar quando 20 cabeças estão empilhadas firmemente ou embrulhadas em bolsas de autoclave.
Monitoramento de BI de rotina: Execuções periódicas de indicadores biológicos (frequência definida no protocolo de validação, muitas vezes semanalmente ou por lote) confirmam a eficácia contínua da esterilização. O monitoramento ambiental da qualidade da água da autoclave, pureza do vapor e liberação paramétrica de suplementos de carga biológica da câmara.
As áreas de grau C e D podem aceitar esfregões desinfetados (não esterilizados), mas as melhores práticas farmacêuticas estendem cada vez mais a validação SAL 10⁻⁶ para ferramentas de limpeza reutilizáveis em todas as zonas classificadas para evitar a migração de carga biológica de graus mais baixos para graus mais altos.
Estes termos são frequentemente confundidos nas especificações de aquisição, criando lacunas de qualificação que surgem durante as auditorias:
Limpar: Visivelmente livre de solo, partículas e contaminação grave. Alcançado por meio de lavagem com detergentes de qualidade farmacêutica, ciclos de enxágue validados e secagem em sala limpa. Esfregonas “limpas” ainda podem abrigar 10³–10⁶ CFU de carga biológica e gerar centenas de partículas por m². Aceitável para áreas não classificadas; insuficiente para salas limpas com classificação ISO.
Estéril: Validado para SAL 10⁻⁶ por meio de esterilização terminal (autoclavagem, irradiação gama, óxido de etileno). Testes microbiológicos (USP <71> teste de esterilidade) e o monitoramento paramétrico confirmam a ausência de organismos viáveis. Esfregões estéreis são necessários para áreas de Grau A/B de acordo com o Anexo 1, Seção 4.29. A esterilidade degrada-se com o tempo (prazo de validade) e é comprometida por armazenamento inadequado ou violação da embalagem.
Autoclavável: O material resiste à esterilização por calor úmido sem degradação inaceitável. Esta é uma propriedade material, não um estado de esterilidade. Materiais autoclaváveis pode ser estéril através de ciclos validados, mas “autoclavável” por si só não significa “atualmente estéril” ou “adequado para uso farmacêutico”. Uma toalha de poliéster de consumo pode sobreviver à autoclave, mas gerar 10.000 partículas/m² e soltar fibras – tecnicamente autoclavável, funcionalmente desqualificada.
As especificações de aquisição devem separar a capacidade do material (“autoclavável a 121°C por 50 ciclos por dados de validação”) dos resultados do processo (“esterilizado até SAL 10⁻⁶ por ciclo validado”) e manutenção do desempenho (“geração de partículas <100/m² mantidos durante a vida útil qualificada”).
Esfregões estéreis descartáveis (irradiados gama, embalados individualmente) atingem SAL 10⁻⁶ por meio da validação do fornecedor e evitam totalmente o problema de contagem de ciclos. Os sistemas autoclaváveis reutilizáveis, no entanto, devem manter o desempenho ao longo de mais de 50 a 200 ciclos para justificar o investimento de capital e a complexidade operacional.
Motorista econômico: Reusable mops cost \$60–\$150 per head but deliver \$1–\$3 per use when amortized over 100–200 uses (including laundering and autoclave costs). Single-use mops cost \$15–\$30 per use. For a 1,000 m² Grade C area mopped 5× per week (260 uses/year), reusable systems save \$3,000–\$7,000 annually per mop. Facilities mopping large areas (pharmaceutical manufacturing suites, biologics production zones, device assembly cleanrooms) realize five-figure annual savings with reusable systems—but only if mops survive the full qualified cycle count without premature failure.
Motorista operacional: Instalações com autoclaves e lavanderia internas podem entregar esfregões reutilizáveis durante a noite, apoiando cronogramas de limpeza diários sem grandes reservas de estoque. Os esfregões descartáveis esterilizados por raios gama exigem prazos de entrega do fornecedor de 2 a 4 semanas e estoques de segurança maiores, complicando o gerenciamento de estoque para operações de vários turnos.
Driver regulatório: A seção 4.20 do Anexo 1 define a vida útil dos consumíveis como “o período de tempo ou número de ciclos durante os quais um consumível de sala limpa é adequado para uso”. O controle de qualidade deve documentar limites de ciclo, monitoramento de degradação e critérios de desativação. As esfregonas classificadas para 50 ciclos, mas utilizadas para 80 ciclos sem requalificação, criam resultados de auditoria – mesmo que “pareçam bem” visualmente.
Os materiais de marketing apresentam “autoclavável” como um recurso premium, o que implica adequação para fabricação asséptica. A realidade regulatória é mais matizada:
Equívoco 1: Todos os materiais autoclaváveis são equivalentes. Os materiais sobrevivem à autoclave através de diferentes mecanismos. O poliéster depende de alta temperatura de transição vítrea (Tg ~250°C) e estrutura hidrofóbica que resiste à penetração de vapor. O polipropileno utiliza estrutura cristalina e aditivos estabilizadores de calor. As misturas de microfibra poliéster/poliamida dependem de proporções equilibradas de copolímeros – pequenas alterações na formulação fazem com que um material dure 100 ciclos e outro falhe após 20. “Autoclavável” sem validação de ciclo documentada não tem sentido.
Equívoco 2: Se não derreter, está qualificado. A estabilidade dimensional é necessária, mas insuficiente. Os esfregões podem manter a forma enquanto sofrem danos nas fibras (aumentando a geração de partículas de 60 para 300 partículas/m²), degradação química (perdendo a resistência à tração, tornando-se quebradiços) ou acúmulo de resíduos (ligando desinfetantes, abrigando biofilme). A qualificação de desempenho rastreia a geração de partículas, a resistência mecânica e a limpeza microbiana – não apenas a integridade visual.
Equívoco 3: Estéril = livre de contaminação para sempre. A esterilidade aplica-se no momento da conclusão da esterilização. O resfriamento descontrolado, o armazenamento não estéril ou as violações da embalagem introduzem a recontaminação. O Anexo 1 exige que os materiais estéreis sejam “utilizados imediatamente” ou embalados/armazenados em condições validadas com tempos de espera definidos. Os esfregões autoclavados removidos da câmara e deixados descobertos tornam-se não estéreis em poucas horas.
Equívoco 4: Grau C/D não precisa de esfregões autoclaváveis validados. Embora o Anexo 1 exija explicitamente a esterilidade para o Grau A/B, as avaliações de risco da estratégia de controle de contaminação (CCS) estendem cada vez mais a esterilização validada para o Grau C/D para evitar a migração da carga biológica. Os esfregões usados em vestiários de Grau D transportam contaminação para o pessoal que entra nas áreas de produção de Grau B. As equipes de controle de qualidade que validam programas inteiros de limpeza de instalações tratam a qualificação de ferramentas autoclaváveis como um requisito de todo o sistema, e não apenas uma especificação de zona asséptica.
Os marcos regulatórios convergem para um único requisito: as ferramentas de limpeza utilizadas em áreas classificadas devem ser validadas para não introduzir contaminação. Os esfregões autoclaváveis cumprem isso através de três vias de controle:
Anexo 1 das BPF da UE (em vigor em agosto de 2023) estabelece a linha de base da esterilidade. Seção 4.29: “Desinfetantes e detergentes devem ser estéreis quando usados em áreas de Grau A e B.” A Secção 4.20 estende-se aos consumíveis: “Os materiais utilizados devem ser seleccionados para minimizar a geração de partículas e microorganismos… O número de ciclos de lavagem/esterilização a que as peças de vestuário para salas limpas podem ser submetidas deve ser definido com base na sua qualificação.” Os esfregões autoclaváveis operacionalizam isso, permitindo uma esterilização validada e uma vida útil definida.
ISO 14644-5 (Operações) exige que “os processos de limpeza sejam validados” e que “os materiais e equipamentos utilizados para a limpeza sejam adequados para a classificação de sala limpa”. A ISO 14644-18 (Avaliação de Adequação de Consumíveis) fornece a estrutura de avaliação: os consumíveis devem demonstrar emissões controladas (partículas, organismos viáveis, resíduos químicos) e vida útil documentada. Os sistemas autoclaváveis atendem aos requisitos ISO combinando qualificação de material (baixa geração de partículas) com validação de esterilização (controle de carga biológica).
Relatório Técnico PDA 70 (Validação de Limpeza) aborda o reprocessamento de ferramentas de limpeza reutilizáveis. TR 70 especifica que as instalações devem validar os processos de lavagem/esterilização para remover sujeira, resíduos e carga biológica até limites definidos, demonstrar que o reprocessamento não degrada o desempenho da ferramenta (geração de partículas, absorção, integridade estrutural) e estabelecer critérios de retirada (ciclos máximos, pontos de verificação de inspeção). Os protocolos de validação de esfregões autoclaváveis implementam diretamente a orientação TR 70.
As instalações farmacêuticas são divididas em zonas por risco de contaminação: núcleos assépticos de grau A (agulhas de enchimento, recipientes de rolha) operam sob fluxo de ar unidirecional com os mais rígidos limites microbianos e de partículas; Fundos de Grau B (salas ao redor do Grau A) fornecem proteção secundária; O Grau C oferece suporte à preparação para processamento asséptico; O grau D abrange embalagem final e composição não estéril.
Esfregonas não estéreis ou inadequadamente esterilizadas criam vias de migração de carga biológica:
Cenário 1: Grau C → Contaminação de Grau B. Um esfregão usado em uma área de preparação de material de Grau C (limite de carga biológica: ≤100 UFC/m³ de ar ativo) coleta organismos ambientais (formadores de esporos Bacilo espécies, fungos ambientais, flora cutânea eliminada por pessoal vestido). Se o esfregão for “desinfetado” com 70% de IPA, mas não esterilizado, os esporos sobreviventes permanecerão viáveis. O mesmo esfregão usado no Grau B (limite de carga biológica: ≤10 UFC/m³) introduz esporos nos pisos diretamente adjacentes às zonas de Grau A. Os esporos aerossolizam durante a limpeza, contaminam as batas e são transferidos para o Grau A durante a entrada de pessoal/material.
Cenário 2: Contaminação cruzada entre linhas de produtos. Uma instalação fabrica antibióticos à base de penicilina em um conjunto e antibióticos cefalosporínicos em outro. A contaminação cruzada com beta-lactâmicos é um sinal de alerta regulatório; até mesmo vestígios de resíduos de penicilina em produtos de cefalosporina desencadeiam reações alérgicas em pacientes sensibilizados. Esfregonas usadas em áreas de penicilina e depois “limpas” com detergente retêm resíduos de API que migram para áreas de cefalosporina. A esterilização em autoclave a 121°C combinada com lavagem validada remove resíduos abaixo dos limites de detecção de HPLC, quebrando a cadeia de contaminação cruzada.
Cenário 3: Formação de biofilme em ferramentas não esterilizadas. Esfregões armazenados úmidos ou esterilizados de forma incompleta desenvolvem biofilmes – comunidades microbianas envoltas em matriz resistentes a desinfetantes. Pseudomonas, Burkholderia e outros organismos associados à água colonizam as fibras do esfregão, o interior do balde e os mecanismos do espremedor. Bactérias de biofilme são eliminadas durante o uso, contaminando pisos e provocando falhas no monitoramento ambiental. Os ciclos de autoclave rompem os biofilmes através da destruição térmica e da penetração de vapor, evitando fontes de contaminação crônica.
Os sistemas autoclaváveis evitam esses cenários, garantindo que cada esfregão que entra em uma área classificada tenha SAL 10⁻⁶, eliminando contaminação viável antes do uso.
A eficácia do desinfetante depende da concentração, do tempo de contato e da ausência de interferência. Os materiais do esfregão afetam todos os três:
A liberação de partículas neutraliza desinfetantes. Esfregões que geram mais de 1.000 partículas/m² liberam fragmentos de fibra, detritos têxteis e partículas de polímero em soluções desinfetantes. As partículas adsorvem compostos de amônio quaternário (quats), reduzindo a concentração de ativo livre abaixo dos limites de eficácia validados. O peróxido de hidrogênio se decompõe nas fibras de celulose e em certas superfícies poliméricas. O poliéster com borda selada autoclavável gera <100 partículas/m², minimizando a ligação do desinfetante e mantendo a atividade da solução durante todo o ciclo de limpeza.
Lixiviáveis químicos comprometem a garantia de esterilidade. Alguns polímeros liberam plastificantes, estabilizantes ou produtos de degradação que inativam os desinfetantes ou promovem o crescimento microbiano. O polipropileno de baixa qualidade lixivia antioxidantes que neutralizam os esporicidas à base de peróxido. Componentes de microfibra e poliamida podem lixiviar oligômeros de náilon. Os materiais autoclaváveis de grau farmacêutico são validados para extraíveis/lixiviáveis (E&L) por ICH Q3D e USP <661>, garantindo que não haja interferência com agentes de limpeza.
A retenção de fibra evita contaminação cruzada. Os esfregões de microfibra não autoclaváveis degradam-se em superfícies pegajosas que retêm resíduos que ligam pós API, agentes de limpeza e contaminação microbiana. O poliéster autoclavável validado resiste à retenção de resíduos através de superfícies de fibra lisas e química hidrofóbica, permitindo uma lavagem completa e evitando a transferência entre os usos.
Os programas de monitoramento ambiental (EM) rastreiam contagens de partículas, amostras viáveis de ar/superfície e contaminação microbiana de pessoal. As falhas EM relacionadas a ferramentas de limpeza seguem três padrões:
Excursões de partículas durante a limpeza. Esfregões não validados geram explosões de partículas quando molhados, torcidos ou arrastados pelo chão. Áreas ISO Classe 5 (≤3.520 partículas ≥0,5 µm/m³) têm margem zero; um esfregão que liberta 500 partículas/m² empurra temporariamente as contagens ao nível do chão acima dos limites. Mesmo que a excursão seja resolvida em 30 minutos (a filtragem HEPA remove partículas), ela aciona ciclos de investigação, documentação CAPA e possíveis retenções de produção. Esfregonas autoclaváveis de poliéster com poucos fiapos gerando <50 partículas/m² eliminam este modo de falha.
A carga biológica pós-limpeza aumenta. As falhas EM ocorrem quando esfregaços de superfície ou placas de contato mostram contagens de UFC mais altas após a limpeza do que antes – evidência de que os esfregões redistribuíram a contaminação em vez de removê-la. Causas profundas: esterilização inadequada (esfregonas contendo carga biológica), crescimento de biofilme em sistemas de esfregonas ou inativação de desinfetantes por ferramentas contaminadas. Os esfregões validados em autoclave no SAL 10⁻⁶ eliminam a variável “ferramenta contaminada”, simplificando as investigações e reduzindo resultados falso-positivos.
Tendências crônicas de carga biológica de baixo nível. Instalações que utilizam esfregões reutilizáveis não esterilizados frequentemente apresentam carga biológica persistente de Grau C/D (amostras de ar de 30–50 UFC/m³, placas de contato de 10–20 UFC) que resiste à melhoria apesar dos protocolos de desinfecção validados. A fonte: esfregões acumulando organismos resistentes (formadores de esporos, espécies de biofilme) através de esterilização incompleta. A mudança para sistemas autoclaváveis com ciclos validados de 121°C normalmente reduz a carga biológica basal em 50–70%, melhorando as margens de conformidade EM.
As equipes de controle de qualidade farmacêutica qualificadas para esfregões autoclaváveis devem documentar quatro atributos de desempenho:
1. Resistência ao calor em toda a contagem de ciclos qualificados. Os protocolos IQ/OQ/PQ incluem:
2. Estabilidade de derramamento de partículas. A ISO 14644-14 (Avaliação de adequação para uso de equipamentos por concentração de partículas transportadas pelo ar) fornece o método de teste: operar cabeças de esfregão em um ambiente controlado com contadores ópticos de partículas medindo as concentrações a jusante. Critérios de aceitação: <100 partículas ≥0,5 µm/m² para uso ISO Classe 5–7, <200 partículas/m² para Classe 8. Testes de qualificação dos esfregões no início da vida útil e após cada 20–25 ciclos de autoclave para detectar degradação. Os esfregões que excedem os limites de partículas são retirados mesmo que mantenham a integridade física.
3. Estabilidade dimensional e desempenho funcional. A autoclavagem causa encolhimento do polímero em materiais de baixa qualidade. Meça as dimensões da cabeça do esfregão (comprimento, largura, espessura) antes e depois de 10, 30, 50, 80 e 100 ciclos; definir limites de tolerância (normalmente ±5% de alteração dimensional). Parâmetros funcionais de teste: absorção de fluido (mL retido por grama de peso seco), eficiência de torção (% de fluido liberado sob pressão padronizada) e segurança de fixação da estrutura (força de tração necessária para separar o esfregão da estrutura). A degradação além dos limites definidos desencadeia a aposentadoria.
4. Compatibilidade com desinfetantes pós-autoclave. Os programas de limpeza farmacêutica alternam os desinfetantes (IPA, quats, peróxido, alvejante) para prevenir a resistência microbiana. Os testes de validação simulam a exposição sequencial do pior caso: autoclave → 70% IPA → autoclave → 5% H₂O₂ → autoclave → lixívia 1000 ppm → autoclave, repetindo 50 ciclos. Confirme se a geração de partículas, a integridade visual e a resistência mecânica permanecem dentro dos critérios de aceitação. Os materiais que passam no teste somente de autoclave, mas falham na combinação de autoclave + exposição química, são desqualificados.

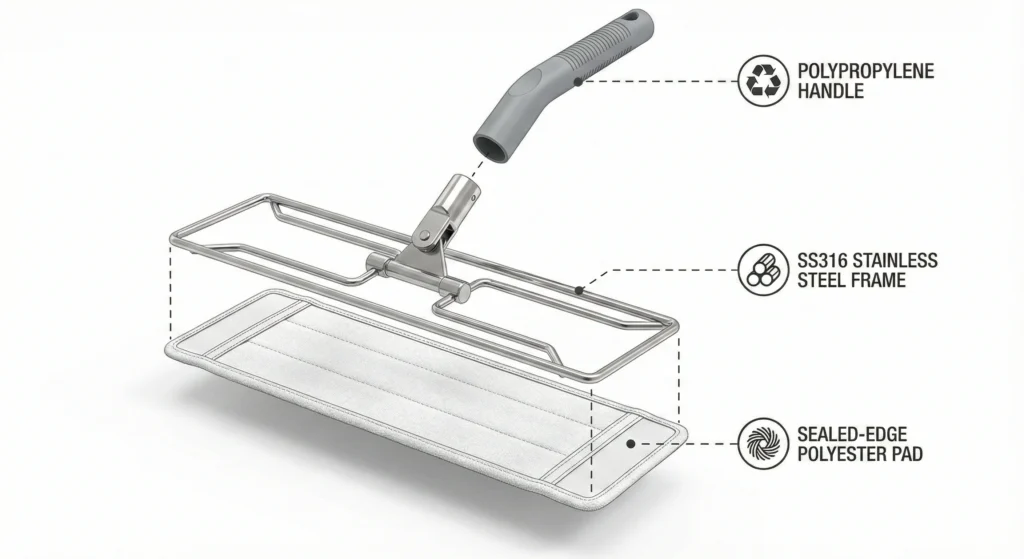
Figura 2: Cabeça do esfregão de poliéster com borda selada mostrando construção perimetral selada a quente e fixação em estrutura de alumínio. As bordas seladas evitam o derramamento de fibras e a geração de partículas, mantendo <100 partículas/m² através de 50–100 ciclos de autoclave a 121°C. Esta construção é crítica para a conformidade farmacêutica com GMP de acordo com os requisitos de geração de partículas ISO 14644-14.
O poliéster domina os esfregões autoclaváveis farmacêuticos porque combina de forma única resistência ao calor, compatibilidade química e baixa geração de partículas.
Química de materiais: O poliéster de tereftalato de polietileno (PET) tem uma temperatura de transição vítrea (Tg) de ~80°C e ponto de fusão de ~260°C. Em temperaturas de autoclave (121–134°C), o poliéster permanece em seu estado sólido cristalino, bem abaixo do ponto de fusão. A estrutura aromática do polímero e as ligações éster hidrofóbicas resistem à hidrólise pela exposição ao vapor. O poliéster de filamento contínuo de alto peso molecular (usado em esfregões de qualidade farmacêutica) mantém a resistência à tração >70% após 100 ciclos de autoclave.
Construção com borda selada: Crítico para controle de partículas. As bordas cortadas expõem as pontas das fibras que se desgastam e liberam partículas durante a limpeza. Os esfregões de nível farmacêutico usam perímetros selados a quente (cortados a laser e colados termicamente) ou soldagem ultrassônica para encapsular todas as bordas. Alguns designs usam tricô de laço contínuo (construção tubular sem bordas cortadas). As bordas seladas evitam o desfiamento e a geração de partículas, mantendo <80 partículas/m² em 50–100 ciclos.
Especificações de desempenho:
Especificações de aquisição: “100% poliéster ou mistura dominante de poliéster (≥90%), construção de filamento contínuo, bordas seladas (seladas a quente, soldadas por ultrassom ou malha de laço contínuo), qualificadas para 50–100 ciclos de autoclave a 121°C de acordo com dados de validação do fornecedor, geração de partículas <100/m² de acordo com a ISO 14644-14 mantidos durante a vida útil qualificada.”
Os esfregões de microfibra (misturas de poliéster/poliamida, normalmente 80/20 ou 70/30) oferecem absorção superior (6–8× peso seco) e captura de sujeira em comparação com 100% poliéster. No entanto, a microfibra apresenta desafios de validação de autoclave:
Degradação de poliamida (náilon): A poliamida 6 e 6,6 (componentes comuns de microfibra) têm menor resistência ao calor que o poliéster. A Tg do nylon é de 50–60°C com pontos de fusão de 220–260°C – mais próximo das temperaturas da autoclave. A exposição repetida a 121°C causa cisão da cadeia (redução do peso molecular), fragilização e fusão das fibras. A imagem SEM da microfibra após 20 ciclos de autoclave mostra aglomeração de filamentos e danos na superfície.
Geração acelerada de partículas: Estudos documentam aumentos na geração de partículas de microfibra de ~100 partículas/m² (novo) para 300–800 partículas/m² após 20–40 ciclos de autoclave – desqualificando o desempenho para ambientes ISO Classe 5–7. A estrutura de fibra dividida (as microfibras são divididas mecanicamente para criar fissuras para captura do solo) delamina sob estresse térmico, liberando fragmentos de fibra submícron.
Retenção de resíduos: A microfibra danificada torna-se pegajosa, retendo resíduos de desinfetantes, pós API e sujeira orgânica. Isto aumenta o risco de carga biológica (resíduos orgânicos apoiam o crescimento microbiano) e o potencial de contaminação cruzada (transferência de resíduos entre ciclos de limpeza).
Vida útil limitada: Pharmaceutical-grade microfiber qualified for autoclaving typically achieves 30–50 cycles—lower than polyester’s 50–100 cycles. Cost per use remains competitive due to lower unit cost (\$25–\$80 vs \$60–\$150 for polyester), but facilities must track cycle counts rigorously and retire mops earlier.
Aplicativos recomendados: Os esfregões autoclaváveis de microfibra são aceitáveis para áreas ISO Classe 7–8 (Grau C/D) onde os benefícios de maior absorção superam a redução da vida útil e a geração de partículas <200/m² atende aos requisitos de classificação. Aplicações de grau A/B devem usar poliéster; o risco de excursões de partículas no meio da vida útil com microfibra é inaceitável em zonas assépticas.
Requisitos de qualificação: Exija dados de validação do fornecedor mostrando curvas de geração de partículas de 0 a ciclos de fim de vida qualificados (por exemplo, 0, 10, 20, 30, 40, 50 ciclos), evidência visual/SEM de integridade da fibra e testes de estabilidade dimensional. Estabeleça protocolos internos de rastreamento e inspeção de ciclo para detectar degradação precoce.
As estruturas do esfregão conectam as cabeças aos cabos e devem sobreviver a mais de 200 ciclos de autoclave sem corrosão, empenamento ou falha mecânica.
Especificações de materiais: Aço inoxidável SS316 (18% de cromo, 14% de níquel, 2,5% de molibdênio) ou SS304 (18% de cromo, 8% de níquel). SS316 oferece resistência superior à corrosão em ambientes com alto teor de cloreto (importante para instalações que utilizam esporicidas à base de água sanitária); SS304 é aceitável para programas somente IPA/quat/peróxido.
Construção: Estruturas de peça única com dobra contínua ou soldadas eliminam conexões roscadas e fendas que retêm a carga biológica. O acessório da cabeça do esfregão deve usar bolsos selados (mangas de poliéster) ou mecanismos de clipe lisos - sem velcro exposto ou fechos de velcro que abrigam contaminação e liberam partículas.
Durabilidade da autoclave: SS316/SS304 suportam mais de 200 ciclos de autoclave a 121°C sem degradação funcional. A passivação (tratamento químico que forma uma camada protetora de óxido de cromo) pode ser necessária após 100-150 ciclos se aparecer descoloração da superfície ou micro-corrosão, mas a integridade mecânica e o desempenho de geração de partículas permanecem aceitáveis.
Custo: \$70–\$200 per frame (40–60 cm width). Higher upfront cost than polypropylene (\$25–\$80), but amortized over 200+ cycles vs 50–100 cycles for PP, stainless steel offers lower total cost of ownership.
Especificações de aquisição: “Aço inoxidável SS316 ou SS304, construção de peça única soldada ou de dobra contínua, acessório de cabeça de esfregão selado (sem velcro exposto), acabamento de superfície eletropolido ou passivado, qualificado para mais de 200 ciclos de autoclave a 121°C.”
Anodized aluminum frames offer lighter weight (150–250g vs 300–500g for stainless steel) and lower cost (\$40–\$120), but present qualification challenges:
Corrosão induzida por autoclave: A anodização (revestimento de óxido eletroquímico) protege o alumínio da oxidação, mas o vapor a 121°C degrada gradualmente a camada anódica. Ciclos repetidos causam corrosão, formação de óxido branco e rugosidade superficial – aumentando a geração de partículas e criando portos de carga biológica.
Ciclo de vida limitado: As estruturas de alumínio anodizado de grau farmacêutico normalmente atingem de 50 a 100 ciclos de autoclave antes que a degradação da superfície as desqualifique. Isto corresponde à vida útil da cabeça do esfregão de poliéster, permitindo a retirada sincronizada, mas não oferece nenhuma vantagem sobre as armações de polipropileno a um custo semelhante.
Incompatibilidade química: O alumínio corrói rapidamente em ambientes alcalinos. Instalações que utilizam detergentes alcalinos para lavagem ou hipoclorito de sódio (lixívia, que gera alcalinidade por hidrólise) devem evitar esquadrias de alumínio. Mesmo as superfícies anodizadas falham sob exposição prolongada ao alvejante.
Aplicativos recomendados: Aplicações ISO Classe 7–8 com programas de desinfecção somente IPA/quat e fluxos de trabalho sensíveis ao peso (por exemplo, limpeza de teto, limpeza de paredes que exigem alças de alcance estendido). As aplicações de grau A/B devem usar aço inoxidável para evitar riscos de corrosão no meio da vida útil.
As alças conectam as estruturas aos operadores e devem ser autoclaváveis, ergonômicas e vedadas contra infiltração de carga biológica.
Especificações de materiais: Polipropileno (PP) de alta temperatura formulado com estabilizadores de calor, normalmente temperatura de transição vítrea ~0°C e ponto de fusão ~165°C. O PP padrão derrete ou deforma a 121°C; O PP autoclavável de grau farmacêutico usa copolímeros e estabilizadores para manter a rigidez nas temperaturas de esterilização.
Construção: Projeto de extrusão ou moldagem por injeção de peça única, sem cavidades ocas ou tampas roscadas que retêm umidade e carga biológica. A fixação da estrutura deve usar conexões roscadas seladas com juntas autoclaváveis ou conjuntos estrutura-alça moldados em peça única.
Durabilidade da autoclave: PP de alta temperatura suporta 50–100 ciclos a 121°C. A degradação se manifesta como fragilidade, rachaduras na superfície e desgaste da rosca nos pontos de fixação. A inspeção visual a cada 20–25 ciclos detecta sinais precoces de falha.
Cabos de aço inoxidável vs polipropileno: Cabos SS316 (120–150 cm, $80–$150) suportam mais de 200 ciclos e oferecem resistência química superior, mas são mais pesados (400–600g) e mais caros. Cabos de PP autoclaváveis ($30–$70, 150–250g) proporcionam benefícios ergonômicos e vida útil adequada para aplicações de Grau C/D. As instalações devem combinar o ciclo de vida do cabo com o ciclo de vida da estrutura – combinar cabos PP de 50 ciclos com estruturas de aço inoxidável de 200 ciclos cria desperdício; combinar PP de 100 ciclos com esfregonas de poliéster de 100 ciclos otimiza a aposentadoria sincronizada.
Especificações de aquisição: “Polipropileno autoclavável (formulação para alta temperatura) ou aço inoxidável SS316, construção vedada em peça única, qualificado para ≥50 ciclos de autoclave a 121°C, roscas de fixação da estrutura vedadas com juntas autoclaváveis.”
Os materiais autoclaváveis devem resistir à rotação do desinfetante farmacêutico sem degradação cumulativa:
Álcool isopropílico 70% (IPA): Uso diário em áreas de Grau A/B/C. Poliéster, aço inoxidável e PP autoclavável apresentam excelente compatibilidade – sem inchaço, descoloração ou perda de resistência após mais de 100 ciclos de exposição. A poliamida de microfibra pode inchar ligeiramente, mas permanece funcional.
Peróxido de hidrogênio (H₂O₂, 3–10%): Limpeza esporicida semanal. Poliéster e SS316 resistem à oxidação do peróxido. O PP autoclavável apresenta escamação superficial gradual (branqueamento) após mais de 50 exposições ao peróxido, mas mantém a integridade mecânica. A poliamida de microfibra degrada mais rapidamente – descoloração amarelada e perda de resistência após 30–50 ciclos. O estresse combinado de autoclave + peróxido acelera a degradação da microfibra; limite de 30 a 40 ciclos totais em programas de rotação de peróxido.
Compostos de amônio quaternário (quats, 200–2.000 ppm): 2–3× desinfecção geral semanal. Bem tolerado por todos os materiais autoclaváveis. O gerenciamento de resíduos é crítico: os quats formam películas nas superfícies que reduzem a atividade desinfetante subsequente. Os protocolos de lavagem validados devem remover os resíduos de quat entre os usos.
Hipoclorito de sódio (lixívia, 500–5000 ppm): Uso de esporicida de amplo espectro 1–2× semanalmente. O poliéster resiste ao alvejante, mas apresenta amarelecimento gradual e perda de resistência à tração de 20 a 30% após mais de 50 exposições em >1000 ppm. SS316 resiste à corrosão por cloretos; SS304 pode apresentar corrosão após mais de 100 exposições acima de 2.000 ppm. O PP e a microfibra autoclaváveis degradam-se rapidamente em alvejantes – rachaduras na superfície, fragilidade e geração acelerada de partículas. Instalações com CCS com alto uso de alvejante devem especificar armações SS316, cabeças de esfregão 100% poliéster e limitar a vida útil do esfregão a 50-70 ciclos quando alvejante >1000 ppm são usados rotineiramente.
Abordagem de validação: Crie uma matriz de compatibilidade documentando aprovação/reprovação para cada combinação de material + desinfetante, com “aprovação” definida como: sem degradação visível (rachaduras, amarelecimento, alteração da textura da superfície além dos limites aceitáveis), geração de partículas <100/m² mantido, retenção de resistência mecânica >70%, após 50 ciclos de exposição sequencial no pior caso (autoclave → desinfetante → autoclave).
O ciclo de 121°C/15–30 minutos é o carro-chefe da autoclavagem farmacêutica, equilibrando a letalidade validada com a preservação do material.
Parâmetros de ciclo: Vapor saturado de 121 °C (250 °F) a pressão manométrica de 15 psi (103 kPa acima da atmosférica), tempo de exposição de 15 a 30 minutos, dependendo da densidade da carga e dos requisitos de penetração do vapor. F₀ (letalidade cumulativa equivalente à exposição a 121°C) normalmente atinge de 8 a 15 minutos para cargas porosas, como esfregões.
Por que 121°C: A esta temperatura, G. estearothermophilus esporos (o indicador biológico padrão para esterilização a vapor) exibem valor D de aproximadamente 1,5 minutos (tempo para atingir 1 log ou redução de 90%). Uma exposição de 15 minutos proporciona uma redução de 10 logs; 30 minutos proporcionam uma redução de 20 logs – um grande exagero garantindo SAL 10⁻⁶ mesmo com alta carga biológica ou baixa penetração de vapor.
Tolerância de materiais: Poliéster, SS316 e PP autoclavável toleram 121°C sem danos agudos. Esta é a linha de base da qualificação: os materiais que falham a 121°C são desqualificados, independentemente do custo ou dos benefícios de desempenho.
Qualificação de ciclo: IQ/OQ valida o equipamento da autoclave (distribuição de temperatura, qualidade do vapor, integridade da vedação da porta). O PQ valida cargas específicas: embale os esfregões na configuração do pior caso (contagem máxima, disposição mais apertada, embalada se usado na prática), coloque os IBs no centro geométrico e na periferia, execute 3 ciclos consecutivos, confirme todos os IBs inativados e o F₀ mínimo alcançado em todos os locais do sensor. Documente registros de ciclo (gráficos de tempo/temperatura/pressão) e resultados de BI para inspeção regulatória.
A esterilização de ciclo curto em alta temperatura (134°C/3–10 minutos) é usada em algumas instalações farmacêuticas para aumentar o rendimento da autoclave.
Parâmetros de ciclo: 134°C (273°F) a 30 psi manométrica (207 kPa acima da atmosférica), tempo de exposição de 3 a 10 minutos. Equivalência F₀: 3 minutos a 134°C proporcionam aproximadamente a mesma letalidade que 30 minutos a 121°C (devido à relação exponencial entre temperatura e valor D por valor z ~10°C para esporos).
Risco material: Temperatura mais alta acelera a degradação do polímero. O poliéster mantém a integridade, mas apresenta desbotamento mais rápido da cor e perda de resistência à tração – vida útil de 50 ciclos a 134°C versus vida útil de 100 ciclos a 121°C. O PP autoclavável aproxima-se do seu ponto de fusão (165°C); a vida útil cai para 30–50 ciclos, com risco de empenamento se a temperatura da câmara ultrapassar ou o resfriamento for muito rápido. A poliamida de microfibra degrada-se gravemente – a fusão das fibras e os aumentos na geração de partículas aparecem após 10–20 ciclos a 134°C.
Aplicativos recomendados: Ciclos de 134°C são aceitáveis para estruturas/cabos de aço inoxidável (sem degradação) e esfregões de poliéster de filamento contínuo premium onde a vida útil de 50 ciclos é suficiente. Evite 134°C para componentes de microfibra, poliéster de qualidade padrão e polipropileno. Se as autoclaves das instalações operarem a 134°C para outras cargas (instrumentos cirúrgicos, vidrarias), estabeleça ciclos separados de 121°C para esfregões para salas limpas ou aceite a vida útil reduzida e monitore as contagens de ciclo de acordo.
Validação: Mesma estrutura IQ/OQ/PQ dos ciclos de 121°C. A colocação do BI é crítica – 134°C reduz a margem de segurança para pontos frios. Os estudos de vida útil devem ser realizados a 134°C para determinar os limites reais do ciclo; não extrapole os dados de 121°C.
Os materiais degradam-se cumulativamente ao longo dos ciclos de autoclave. A determinação da vida útil requer validação de envelhecimento acelerada:
Desenho de estudo sobre envelhecimento: Teste os esfregões em intervalos ao longo da vida útil projetada — 0 ciclos (linha de base), 20 ciclos, 40 ciclos, 60 ciclos, 80 ciclos, 100 ciclos — medindo:
Trace métricas de desempenho versus contagem de ciclos para identificar curvas de degradação. A vida útil do esfregão é definida como a contagem de ciclos em que qualquer parâmetro excede os critérios de aceitação – normalmente quando a geração de partículas atinge 100/m² (para uso ISO 5–7) ou a resistência mecânica cai abaixo de 70% do original.
Padrões típicos de degradação:
Gatilhos de requalificação: Se os esfregões em uso apresentarem degradação inesperada (excursões de partículas, estruturas quebradas, descoloração prematura), interrompa o uso e investigue. Possíveis causas: excesso de temperatura da autoclave, problemas de qualidade do vapor (vapor superaquecido ou vapor úmido), contaminação com produtos químicos incompatíveis (por exemplo, exposição ao alvejante que não faz parte da validação original) ou alterações na formulação do material do fornecedor. Requalifique usando amostras frescas e revise os limites do ciclo, se necessário.
A contração do polímero devido à exposição ao vapor é um modo de falha comum para esfregões de grau não farmacêutico:
Mecanismo: Os polímeros contêm tensões residuais de fabricação (fiação, tecelagem, termofixação). O calor da autoclave fornece energia para que as cadeias poliméricas relaxem em direção a conformações de menor energia – manifestando-se como contração dimensional. O poliéster de baixa qualidade pode encolher 5–15% em comprimento/largura após 5–10 ciclos; materiais de qualidade farmacêutica usam termofixação controlada e recozimento com alívio de tensão durante a fabricação para minimizar a tensão residual, limitando o encolhimento a <3% acima de 100 ciclos.
Impacto: As cabeças dos esfregões encolhidas não se ajustam mais às estruturas, criando pontos de fixação soltos que geram partículas por fricção. A área de superfície reduzida diminui a cobertura do piso e a capacidade de fluidos. O tecido apertado aumenta a rigidez, reduzindo a capacidade de manobra do operador e a eficiência de captura de partículas.
Teste de qualificação: Meça as dimensões da cabeça do esfregão (comprimento, largura, espessura em três locais) em 0, 10, 20, 30, 50 ciclos. Critério de aceitação: <Mudança dimensional de 5% através de vida útil qualificada. Rejeite fornecedores que não possam fornecer dados de validação de redução ou que demonstrem >Encolhimento de 5% nos primeiros 10 ciclos (indicando tratamento térmico de fabricação inadequado).
As estruturas metálicas falham devido à corrosão (discutida anteriormente em alumínio) ou deformação mecânica:
Falha na junta soldada: Estruturas que usam soldas por pontos ou pontos de solda (em vez de soldas contínuas) desenvolvem trincas por tensão nos pontos de solda após 30 a 50 ciclos de autoclave. O vapor penetra nas fissuras, acelerando a corrosão e a falha das juntas. As armações de nível farmacêutico usam soldagem de cordão contínuo ou construção estampada/dobrada em uma peça.
Decapagem de linha: Os pontos de fixação da alça rosqueada sofrem expansão/contração térmica cíclica. Aço inoxidável de baixa qualidade (por exemplo, SS201, um tipo de baixo teor de níquel comercializado como “inoxidável”) ou ligas de alumínio macio tiram roscas após 20–40 ciclos. SS316 e ligas de alumínio de alta resistência mantêm a integridade da rosca em mais de 200 ciclos.
Deformação: Alumínio de espessura fina (<2 mm) ou estruturas de aço estampado podem deformar sob diferenciais de pressão da autoclave, especialmente durante resfriamento rápido. As armações deformadas criam contato irregular com o piso (reduzindo a eficácia da limpeza) e sobrecarregam os pontos de fixação da cabeça do esfregão (causando rasgos).
Teste de qualificação: Carregue as estruturas na autoclave na densidade operacional máxima, execute 20 ciclos, inspecione quanto a rachaduras nas soldas (teste de corante penetrante), danos na rosca (medidores passa/não passa) e empenamento (medição de planicidade na superfície de referência). Aceitação: sem danos visíveis, engate da rosca >80% do original, desvio de planicidade <2 mm no comprimento do quadro.
As especificações de aquisição devem separar o marketing do fornecedor da documentação pronta para validação:
Dados obrigatórios do fornecedor:
Linguagem de especificação de amostra:
"Cabeça de esfregão autoclavável para salas limpas: 100% filamento contínuo de poliéster, construção com borda selada (perímetro selado a quente ou soldado por ultrassom), qualificado para no mínimo 50 ciclos de autoclave a 121°C/30 min de acordo com o estudo de validação do fornecedor. O fornecedor deve fornecer: (1) Relatório de teste de geração de partículas ISO 14644-14 documentando <100 partículas ≥0,5 µm/m² mantidas através de contagem de ciclos qualificada, (2) dados de estabilidade dimensional mostrando <Alteração de 5% no comprimento/largura através de ciclos qualificados, (3) certificados de análise de materiais, (4) metodologia de determinação de vida útil e critérios de retirada. Os cabeçotes de esfregão devem ser fornecidos com certificados de conformidade específicos do lote e documentação de rastreamento de ciclo, permitindo o monitoramento da vida útil da instalação.”
Sinais de alerta nas reclamações dos fornecedores:
As instalações devem testar pequenas quantidades (10 a 20 cabeças de esfregão) com validação interna de autoclave antes da adoção em toda a instalação. Os testes conduzidos pelo controle de qualidade identificam lacunas nos dados do fornecedor e verificam o desempenho sob condições reais de uso (desinfetantes específicos da instalação, equipamento de autoclave, técnicas do operador).
| Critério | Autoclavável Reutilizável | Descartável gama-esterilizado |
| Custo por uso | $2–$7 (custo do sistema amortizado em 50–200 utilizações + lavagem/autoclave) | $15–$30 (uso único, esterilizado pelo fornecedor) |
| Garantia de esterilidade | SAL 10⁻⁶ via validação interna da autoclave; requer monitoramento de BI e liberação paramétrica | SAL 10⁻⁶ via irradiação gama do fornecedor (25–50 kGy); certificados de esterilidade e registros de dose fornecidos |
| Geração de partículas | <100 partículas/m² quando qualificado; degrada de 30 a 100 ciclos dependendo do material; requer novos testes periódicos | <50 partículas/m² (sem preocupação de degradação; o uso único elimina a variável envelhecimento) |
| Risco de contaminação cruzada | Baixo a moderado; a lavagem validada remove resíduos para <Limites de detecção de HPLC; requer segregação por ambiente/produto | Zero; o uso único elimina a transferência de lote para lote |
| Complexidade do POP | Alto; requer autoclave IQ/OQ/PQ, rastreamento de ciclo, validação de lavagem, monitoramento de vida útil, protocolos de aposentadoria | Baixo; recebendo inspeção e descarte apenas |
| Inventário | Moderado; 3–5× quantidade de uso diário para apoiar a rotação de lavagem/esterilização (por exemplo, 30 esfregões para instalações que usam 10/dia) | Alto; Fornecimento de 1 a 2 semanas mais estoque de segurança para prazos de entrega do fornecedor (por exemplo, 100 a 200 esfregões para instalações que utilizam 10/dia) |
| Infraestrutura | Requer autoclave validada, lavanderia de nível farmacêutico (ou serviço terceirizado) e armazenamento controlado | Sem infraestrutura de esterilização; requer apenas armazenamento controlado, atendendo aos requisitos de integridade/expiração do pacote |
| Melhores aplicações | Fabricação em grandes áreas ISO 6–8 (>500 m² de limpeza diária), instalações com capacidade de autoclave existente, operações sensíveis aos custos | Núcleos assépticos ISO 5 Grau A/B, instalações API de múltiplos produtos/alta potência que exigem risco zero de contaminação cruzada, instalações sem capacidade de autoclave |
| Impacto ambiental | Menor volume de resíduos; sistemas reutilizáveis geram resíduos apenas no final da vida útil | Maior volume de resíduos; cada uso gera descarte do esfregão + embalagem (alguns fornecedores oferecem programas de reciclagem) |
| Documentação de auditoria | Extenso; registros de validação de autoclave, registros de monitoramento de BI, rastreamento de ciclo, estudos de vida útil, registros de aposentadoria | Moderado; certificados de esterilidade do fornecedor, registros de inspeção de recebimento, conformidade de armazenamento, rastreamento de expiração |
Cenário: 1.000 m² de área de fabricação Classe C esfregada 5× por semana (260 utilizações/ano)
Sistema reutilizável autoclavável (TCO de 5 anos):
Sistema descartável esterilizado por gama (TCO de 5 anos):
Reusable system saves \$14,425 over 5 years (48% TCO reduction) for this scenario.
Cenário: Suíte de enchimento asséptico Grau A/B de 200 m² esfregada 3× por semana (156 utilizações/ano)
Autoclavável reutilizável:
Descartável esterilizado gama:
Disposable system saves \$6,160 (18% TCO reduction) for this high-risk, lower-volume application.
Estrutura de decisão de TCO: Sistemas reutilizáveis alcançam vantagem de ROI em volumes de uso mais altos (>200–300 utilizações/ano) e classificações de risco mais baixas (Grau C/D). Os sistemas descartáveis são otimizados para aplicações de alto risco e baixo volume (Grau A/B <200 utilizações/ano) onde a evitação de custos de investigação supera os custos mais elevados por utilização.
Os sistemas reutilizáveis requerem uma limpeza validada entre utilizações para evitar a contaminação entre divisões:
Validação de lavagem: O reprocessamento têxtil farmacêutico segue a orientação PDA TR 70. A validação demonstra que a lavagem remove solo, resíduos de API e carga biológica abaixo dos limites de detecção. Parâmetros críticos: qualidade da água (WFI ou água purificada para enxágue final), tipo/concentração de detergente (grau farmacêutico, teste de resíduos), temperatura de lavagem e tempo de ciclo, ciclos de enxágue (mínimo 3–5 com enxágue final <10 UFC/100 mL, <00,25 EU/mL de endotoxina) e método de secagem (ar filtrado por HEPA, temperatura/tempo validados evitando o crescimento microbiano).
Protocolos de segregação: O código de cores (azul para Grau A/B, verde para Grau C, amarelo para Grau D, vermelho para áreas residuais) evita a utilização cruzada acidental. A segregação física (armazenamento separado para cada classe/linha de produto) reforça os controles processuais. A etiquetagem (atribuição de quartos, data de serviço, contagem de ciclos) permite a rastreabilidade.
Teste de resíduos no pior caso: Contaminar intencionalmente esfregões com o pior desafio possível (pó API de alta potência, agente de limpeza concentrado, coquetel de organismos com alta carga biológica), lavar de acordo com protocolo validado, testar resíduos via HPLC (API) ou TOC (agentes de limpeza) e carga biológica por meio de cotonete de superfície. Aceitação: API <1% da dose terapêutica mais baixa (cálculo específico do produto), agentes de limpeza <LOD, carga biológica <10 UFC/esfregão.
Os sistemas descartáveis eliminam a complexidade da validação da lavagem e fornecem garantia absoluta de zero transferência – a preferência regulatória para instalações de múltiplos produtos, APIs de alta potência e fabricação de beta-lactâmicos.
Fluxo de trabalho reutilizável autoclavável:
Fluxo de trabalho descartável:
Os fluxos de trabalho descartáveis eliminam as etapas 3 a 8 dos protocolos reutilizáveis, reduzindo a carga de treinamento do operador e o risco de desvio de procedimento. No entanto, os fluxos de trabalho reutilizáveis oferecem maior flexibilidade operacional (sem dependência de fornecedor para reabastecimento de emergência, entrega noturna em comparação com prazos de entrega de 2 a 4 semanas).
Os programas EM monitoram o desempenho das ferramentas de limpeza por meio de duas métricas:
Tendências de contagem de partículas: Contadores ópticos de partículas posicionados durante as operações de limpeza (ou testes de recuperação pós-limpeza) detectam esfregões degradantes. Linha de base: <50 partículas/m² para novas esfregonas autoclaváveis, <30 partículas/m² para descartáveis. Tendência: a geração média mensal de partículas durante a limpeza deve permanecer estável. Tendências ascendentes (por exemplo, 50 → 70 → 95 partículas/m² ao longo de 3 meses) indicam degradação do esfregão que requer retirada mais cedo ou investigação de desvios no processo de autoclave/lavanderia.
As investigações de falhas EM devem diferenciar a falha da ferramenta da técnica do operador ou de problemas de desinfetante. Se várias salas apresentarem aumentos de partículas/carga biológica simultaneamente, suspeite de degradação da ferramenta (esfregonas chegando ao fim da vida útil). Se estiver isolado em uma sala ou operador, suspeite da técnica ou da preparação desinfetante.
Verificação de redução de carga biológica: Cotonetes de superfície pré e pós-limpeza ou placas de contato medem a eficácia da limpeza. Aceitação: redução de ≥2 log (remoção de 99%) para limpeza de rotina, redução de ≥3 log (remoção de 99,9%) para limpeza esporicida. Esfregonas autoclaváveis com SAL 10⁻⁶ e esfregonas estéreis descartáveis conseguem isso quando usadas com desinfetantes e técnicas validadas. As esfregonas não estéreis ou inadequadamente esterilizadas apresentam frequentemente <Redução de 1 log ou mesmo aumento da carga biológica (organismos redistribuidores de ferramentas contaminadas).
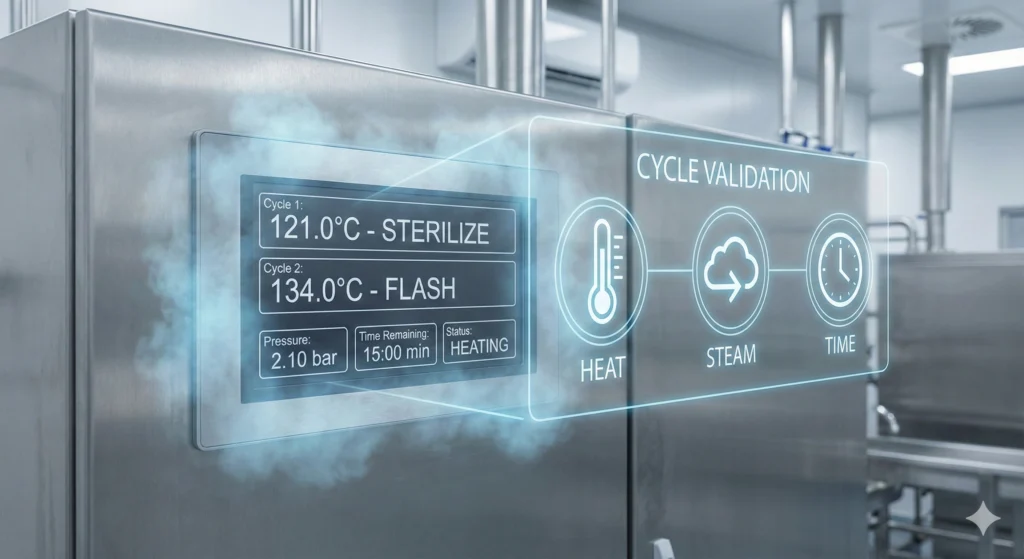
Figura 3: Sala limpa de grau farmacêutico B/C mostrando pessoal vestido com equipamento de proteção e ambiente de fabricação adequados. O Anexo 1 das BPF da UE, seção 4.29, exige materiais de limpeza estéreis (incluindo esfregões) em áreas de Grau A/B, obtidos por meio de ciclos de autoclave validados que fornecem SAL 10⁻⁶.
Os sistemas de esfregões autoclaváveis para salas limpas MIDPOSI são projetados para controle de contaminação farmacêutica, combinando desempenho de material validado com pacotes de documentação prontos para uso que reduzem os prazos de qualificação das instalações de meses para semanas.
Os esfregões de poliéster com borda selada MIDPOSI usam poliéster PET de filamento contínuo em uma construção de malha tubular com perímetros selados a quente. Sem extremidades de fibra expostas; sem bordas cortadas; sem caminhos de liberação de partículas.
Especificações de desempenho:
Pacote de validação: Relatório de teste de geração de partículas (protocolo ISO 14644-14, testado em 0, 20, 40, 60, 80 ciclos), estudo de envelhecimento em autoclave (estabilidade dimensional, retenção de resistência à tração, integridade visual em 100 ciclos), matriz de compatibilidade química (aprovado/reprovado para IPA, peróxido, quats, alvejante), certificados de análise de materiais (tipo de fibra, conformidade de corante, metais pesados), rastreabilidade de lote (registros de lote vinculando a fonte de matéria-prima). ao produto acabado).
As armações do esfregão MIDPOSI usam aço inoxidável SS316 em construção de peça única com dobra contínua ou soldada por TIG. Fixação da cabeça do esfregão através de bolsos de poliéster selados (sem velcro, sem fechos expostos).
Especificações de desempenho:
Pacote de validação: Certificados de materiais (certificados de fábrica confirmando a composição do SS316), relatórios de inspeção de solda (teste de corante penetrante para integridade da solda), qualificação de autoclave (teste de 200 ciclos com inspeção visual e mecânica em intervalos de 50, 100, 150, 200 ciclos), testes de geração de partículas (estrutura + conjunto de cabeça de esfregão <Desempenho do sistema de 100 partículas/m²).
A MIDPOSI oferece cabos de polipropileno de alta temperatura (custo otimizado, vida útil de 80 ciclos) e aço inoxidável SS316 (durabilidade premium, vida útil de mais de 200 ciclos).
Alças em PP autoclaváveis:
Alças SS316:
Orientação de seleção: Combine a vida útil do cabo com a cabeça do esfregão e a vida útil da estrutura. Se estiver usando esfregões de poliéster de 80 ciclos com armações SS316 de 200 ciclos, escolha cabos PP (80 ciclos) para retirada sincronizada - ou escolha cabos SS316 (200 ciclos) que duram mais de 2 a 3 ciclos de vida útil do cabeçote do esfregão, reduzindo custos a longo prazo.
Os sistemas de carrinho de balde triplo MIDPOSI integram-se com cabeçotes/estruturas/alças de esfregões autoclaváveis para fornecer validação completa do fluxo de trabalho.
Configuração: Três baldes de aço inoxidável de 12 litros na estrutura do carrinho com rodas, marcações de volume graduadas (incrementos de 500 mL), espremedor tipo prensa integrado posicionado sobre o balde de resíduos. Tampas codificadas por cores (azul = desinfetante, verde = enxágue, vermelho = desperdício) evitam confusão do operador.
Material: Baldes e estrutura em aço inoxidável SS316, rodízios autoclaváveis (nylon de alta temperatura ou inoxidável), construção soldada (sem juntas geradoras de partículas).
Compatibilidade com autoclave: Carrinho inteiro (baldes, estrutura, espremedor) autoclavável a 121°C como unidade montada. A qualificação suporta o uso de Grau B/C com sistemas de esfregões esterilizados.
Pacote de validação: Validação de segregação de fluidos (teste de pior caso: esfregar 500 m² com enchimento de balde único, medir a concentração de desinfetante a cada 100 m², verificar os restos dentro de 90-110% da meta até a conclusão), verificação do tempo de contato do desinfetante (medir a duração da umidade residual na superfície do piso), teste de carga biológica do balde/espremedor (teste de cotonete pós-autoclave confirmando <1 UFC por área de superfície de 25 cm²), POP de treinamento do operador com documentação fotográfica do fluxo de trabalho.

A MIDPOSI fornece documentação de validação pronta para uso, reduzindo a carga de IQ/OQ/PQ das instalações:
Relatório de geração de partículas: Teste do protocolo ISO 14644-14; sistema esfregão + moldura + cabo testado conforme usado; especificações de contadores ópticos de partículas e registros de calibração; ambiente de teste (câmara ISO Classe 5, temperatura/umidade controlada); tabela de resultados mostrando contagens de partículas em intervalos de 0, 20, 40, 60, 80 ciclos com critérios de aceitação e determinação de aprovação/reprovação.
Relatório de qualificação de autoclave: Desenho do estudo de envelhecimento (intervalos de contagem de ciclos, parâmetros de teste); resultados da inspeção visual (fotografias mostrando as condições do esfregão em cada intervalo); medidas de estabilidade dimensional (comprimento, largura, espessura em três locais por esfregona); testes de resistência mecânica (resultados de testes de tração, resistência à abrasão, força de tração da linha para armações); desempenho funcional (absorção, eficiência de torção); critérios de aposentadoria e justificativa para determinação da vida útil.
Relatório de compatibilidade química: Matriz de teste (todos os desinfetantes das instalações versus todos os componentes do sistema); protocolo de exposição (concentração, tempo de contato, número de ciclos); critérios de avaliação (degradação visual, reteste de geração de partículas, retenção de resistência mecânica); resultados de aprovação/reprovação por combinação material-químico; recomendações para rotação de desinfetantes específicos da instalação.
Teste de compatibilidade de desinfetantes: Simulação de exposição sequencial (autoclave → IPA → autoclave → peróxido → autoclave → quat → autoclave através de 50 ciclos); tendência de geração de partículas (verifique <100/m² mantido); avaliação visual/mecânica; declaração de aceitação.
Certificados de materiais: Certificados de análise específicos do lote (tipo de fibra, lote de corante, composição metálica); certificados de conformidade (produto atende às especificações); documentação de rastreabilidade (registros de lote ligando CoA aos números de lote do produto acabado).
Modelos de QI/OQ/PQ: Protocolos pré-escritos personalizáveis de acordo com detalhes específicos da instalação (modelo de autoclave, parâmetros de ciclo, classificações de salas); inclui critérios de aceitação, formulários de registro de dados, procedimentos de desvio/investigação; reduz o tempo de criação de validação de 40 a 60 horas para 8 a 12 horas de personalização.
Cadeia de suprimentos e suporte técnico da MIDPOSI:
Prazos de entrega: Itens em estoque (cabeças de esfregão de poliéster padrão de 40 cm e 60 cm, armações SS316, cabos PP de 120 cm e 150 cm) são enviados em 5 dias úteis. Configurações personalizadas (tamanhos especiais, impressão de logotipo, opções de código de cores) são enviadas em até 15 dias úteis. Os pacotes de documentação de validação são entregues em até 3 dias úteis após o pedido (entrega eletrônica em PDF).
Suporte de engenharia: Consulta técnica pré-venda (ligação de 30 a 60 minutos com equipes de controle de qualidade/validação para revisar os requisitos da instalação, recomendar configurações, discutir a abordagem de validação). Programas de avaliação de amostras (as instalações podem solicitar de 5 a 10 amostras de esfregões para testes piloto internos antes do compromisso de capital). Revisão do protocolo de validação (a equipe técnica do MIDPOSI analisa os rascunhos de IQ/OQ/PQ das instalações e fornece feedback sobre critérios de aceitação, métodos de teste, registro de dados). Solução de problemas pós-venda (apoio na investigação se os esfregões apresentarem degradação inesperada ou impactos EM).
Treinamento: Treinamento do operador no local ou virtual, abrangendo técnica adequada de limpeza, configuração de carregamento da autoclave, rastreamento de contagem de ciclos, inspeção visual para critérios de retirada e ações corretivas para ferramentas danificadas.
CTA de conversão:
Relatório de validação de solicitação — Baixe o relatório completo do teste de geração de partículas ISO 14644-14, estudo de envelhecimento em autoclave e matriz de compatibilidade química para sistemas de esfregões de poliéster MIDPOSI. Inclui modelos de protocolo IQ/OQ/PQ. [Botão Solicitar]
Solicitar cotação OEM (resposta em 12h) — Envie os requisitos da instalação (classe ISO, área útil, especificações da autoclave, programa de desinfetante) para cotação de sistema personalizado. O preço inclui descontos por volume para compras em vários locais. Consulta de engenharia incluída. [Botão Solicitar]
Baixe a Ficha Técnica (PDF) — Folha de especificações para impressão cobrindo composição do material, especificações de desempenho, durabilidade da autoclave, compatibilidade química, tamanhos disponíveis e informações para pedidos. [Botão de download]
“Autoclavável” descreve uma propriedade do material – a capacidade de resistir à esterilização por calor úmido de 121 a 134°C sem degradação inaceitável. “Estéril” descreve um estado microbiológico – ausência validada de organismos viáveis até o Nível de Garantia de Esterilidade (SAL) 10⁻⁶. Um esfregão autoclavável pode ser feito estéril através de ciclos de autoclave validados, mas apenas ser autoclavável não significa que seja atualmente estéril. A esterilidade é alcançada através de um processo validado (autoclavagem, irradiação gama) e mantida através de armazenamento/embalagem controlada até o ponto de uso. As especificações de aquisição devem abordar ambos: os materiais devem ser autoclaváveis (resistir a ciclos repetidos sem perda de desempenho) e o processo de esterilização deve ser validado (demonstrar SAL 10⁻⁶ através de indicadores biológicos e monitoramento paramétrico).
As esfregonas de poliéster com bordas seladas de qualidade farmacêutica suportam 50–100 ciclos de autoclave a 121°C/30 min antes de atingirem os limites de desempenho. O poliéster de filamento contínuo premium atinge 80–100 ciclos; o poliéster padrão de grau farmacêutico atinge 50–80 ciclos. O fator limitante não é a falha aguda do material (derreter, rasgar), mas o aumento gradual da geração de partículas - geração de esfregões <80 partículas/m² quando novas normalmente atingem 90–100 partículas/m² em 80 ciclos, aproximando-se do limite de aceitação ISO Classe 5–7 de <100 partículas/m². As instalações devem retirar os esfregões em 70-80% da contagem de ciclos validados pelo fornecedor (por exemplo, se o fornecedor se qualificar para 100 ciclos, retirar em 70-80 ciclos) para manter a margem de segurança e evitar falhas de classificação no meio da vida útil. As misturas de microfibra atingem apenas 30–50 ciclos devido à degradação térmica da poliamida. Ciclos de temperatura mais alta (134°C) reduzem a vida útil de 30 a 50% para todos os materiais.
Sim, mas com limitações significativas. A microfibra (misturas de poliéster/poliamida, normalmente 80/20 ou 70/30) pode sobreviver à autoclave, mas a poliamida se degrada mais rapidamente do que 100% poliéster. A microfibra autoclavável de grau farmacêutico atinge 30–50 ciclos a 121°C antes que a geração de partículas exceda os limites ISO (aumentando de ~100 partículas/m² novas para 200–400 partículas/m² em 40–50 ciclos). A microfibra também mostra fusão de fibras (filamentos fundindo-se sob MEV), encolhimento dimensional (5–10% em 30 ciclos) e retenção de resíduos (fibras danificadas tornam-se pegajosas). Para aplicações de Grau A/B, 100% poliéster com borda selada é superior (maior vida útil, geração de partículas mais estável, melhor estabilidade dimensional). A microfibra permanece aceitável para ISO Classe 7–8 (Grau C/D), onde os benefícios de maior absorção (6–8× peso seco versus 4–6× para poliéster) superam a durabilidade reduzida e a geração de partículas <200/m² atende à classificação. As instalações que utilizam microfibra devem: (1) qualificar-se para 30-40 ciclos no máximo, (2) gerar tendências de geração de partículas a cada 10 ciclos, (3) evitar ciclos de 134°C (degradação severa da poliamida), (4) restringir o uso a áreas de Grau C/D.
Não, mas o ciclo de vida incompatível cria desperdício ou complexidade operacional. Estratégia ideal: combinar a vida útil dos componentes para permitir a desativação sincronizada.
Exemplo de vida útil correspondente: Cabeças de esfregona de poliéster de 80 ciclos + armações de polipropileno de 80 ciclos + cabos de PP de 80 ciclos. Todos os componentes são retirados juntos após 80 ciclos – sem desperdício pelo descarte de componentes funcionais de longa vida, sem risco de uso de componentes de vida curta além da qualificação.
Exemplo de vida útil incompatível: Cabeças de esfregona de poliéster de 80 ciclos + armações SS316 de 200 ciclos + cabos SS316 de 200 ciclos. As armações e os cabos duram mais de 2 a 3 ciclos de vida da cabeça do esfregão. Economicamente ideal (menor custo a longo prazo), mas requer rastreamento de estoque (emparelhamento de novas cabeças de esfregão com estruturas/cabos usados com histórico de ciclo conhecido) e inspeção periódica da estrutura/cabo (verifique se não há degradação após 80, 160 ciclos antes de reemparelhar).
Pior cenário de incompatibilidade: Cabeças de esfregona de 80 ciclos + armações de 50 ciclos + cabos de 80 ciclos. As estruturas falham no meio da vida útil, forçando a desativação dos cabeçotes e cabos funcionais dos esfregões – desperdiçando capital e exigindo a aquisição emergencial de estruturas.
Orientação de aquisição: Para simplicidade operacional, combine a vida útil de todos os componentes (aceite custos iniciais mais elevados para componentes de longa vida útil ou aceite vida útil mais curta do sistema com componentes de custo mais baixo). Para otimização de custos, combine armações/cabos de longa duração (SS316, mais de 200 ciclos) com cabeças de esfregão de vida mais curta (poliéster, 80 ciclos), aceitando a complexidade do inventário para utilização de armação/cabo por várias décadas.
Não necessariamente “melhor”, mas muitas vezes preferido para perfis de risco/operacionais específicos:
Vantagens descartáveis esterilizadas por gama para grau A:
Vantagens reutilizáveis autoclaváveis para grau A:
Quadro de decisão: Se a área de Grau A for pequena (<200 m²) and mopping frequency is low (2–3× per week), disposables justify premium cost through investigation risk reduction—a single EM failure investigation (\$8,000–\$15,000 cost) negates years of per-use savings. If Grade A area is large (>500 m²) ou o uso é alto (limpeza diária), os sistemas reutilizáveis proporcionam um forte ROI, mas exigem validação robusta de autoclave, rastreamento da vida útil e protocolos de lavagem. Instalações de API de múltiplos produtos ou de alta potência devem usar descartáveis devido à intolerância ao risco de contaminação cruzada, independentemente do tamanho da área. Instalações com infraestrutura de autoclave validada e recursos de lavanderia GMP podem usar com segurança sistemas autoclaváveis de Grau A, aceitando maior carga de validação para economia de custos a longo prazo.
A validação da esterilização segue uma estrutura IQ/OQ/PQ de três níveis:
QI (qualificação de instalação): Verifique se a autoclave atende às especificações (tamanho da câmara, faixa de temperatura, capacidade de pressão), confirme a calibração das sondas de temperatura e manômetros (dentro de ± 1 ° C e ± 0,5 psi), documente a qualificação do lote do indicador biológico (confirmação de espécie, contagem de população, certificados de valor D e valor z), verifique a qualidade do vapor (condutividade do condensado <5 µS/cm, conteúdo de gás não condensável <3,5%).
OQ (Qualificação Operacional): Execute estudos de distribuição de calor em câmaras vazias (termopares em 9 a 12 locais em toda a câmara, mapeie a uniformidade da temperatura, identifique pontos frios – normalmente centro geométrico e próximo à porta). Execute estudos de penetração de calor em câmaras carregadas com cargas de esfregões na pior configuração (contagem máxima de esfregões, embalagem mais apertada, bolsas de autoclave, se usadas). Coloque termopares em pontos suspeitos de frio (centro de esfregões bem empilhados, centro de bolsas). Confirme a temperatura mínima ≥121°C e o tempo mínimo de exposição ≥15 min alcançados em todos os locais. Calcular F₀ (letalidade cumulativa) a partir de dados de tempo-temperatura; aceitação ≥8 min para ciclos de vapor.
QP (qualificação de desempenho): Execute 3 ciclos consecutivos bem-sucedidos com cargas do pior caso. Coloque indicadores biológicos (Geobacillus stearothermophilus tiras de esporos ou BIs independentes, população ≥10⁶ UFC, D₁₂₁ ~1,5 min) em pontos frios identificados em OQ mais centro e periferia de cargas de esfregão. Incluir controle positivo BI (não esterilizado, incubado para confirmar a viabilidade). Após o ciclo, transfira assepticamente os BIs para o meio de crescimento (caldo tríptico de soja), incube a 55–60°C durante 7 dias. Aceitação: todos os BIs de processo não apresentam crescimento (indicando redução ≥6 log); o controle positivo mostra crescimento (confirmando que os BIs eram viáveis). Documente dados paramétricos (gráficos de tempo/temperatura/pressão) mostrando que o ciclo atendeu aos parâmetros validados.
Monitoramento de rotina: Garantia de esterilização contínua por meio de: liberação paramétrica (os dados de tempo/temperatura/pressão de cada ciclo confirmam que os parâmetros validados foram atendidos), execuções BI periódicas (frequência por protocolo da instalação - semanalmente, mensalmente ou por lote), manutenção da autoclave (manutenção preventiva anual, testes trimestrais de qualidade do vapor, testes de vazamento da câmara semestralmente).
Os inspetores regulatórios que examinam a validação de esfregões autoclaváveis para salas limpas esperam:
1. Registros de qualificação de equipamentos: Protocolos IQ/OQ/PQ de autoclave com dados executados, certificados de lote de indicadores biológicos (espécie, valor D, valor z, validade), registros de manutenção de autoclave (programações PM, certificados de calibração para instrumentação de temperatura/pressão), resultados de testes de qualidade de vapor.
2. Registros de qualificação de materiais: Relatórios de validação de fornecedores (geração de partículas conforme ISO 14644-14, estudos de durabilidade de autoclave, matrizes de compatibilidade química), certificados de análise e conformidade de materiais, estudos de determinação de vida útil (estabilidade dimensional, retenção de resistência mecânica, integridade visual em contagem de ciclos qualificados).
3. Registros de validação de processo: Validação de lavagem (demonstrando a remoção de resíduos abaixo dos limites de detecção), qualificação do ciclo de autoclave (estudos de distribuição de calor e penetração para cargas de esfregonas), definição de carga do pior caso (contagem máxima de esfregonas, configuração de embalagem), critérios de aceitação para dados paramétricos e BI.
4. Registros de monitoramento de rotina: Registros de lote para cada ciclo de esterilização (data, operador, parâmetros do ciclo, descrição da carga, resultados de BI, se aplicável), registros de rastreamento de contagem de ciclos (vinculando números de série ou códigos de lote do esfregão a ciclos cumulativos, retirada no limite qualificado), registros de inspeção visual (inspeção periódica para rasgos, degradação de bordas, descoloração), tendências EM (contagens de partículas e dados de carga biológica correlacionados às operações de limpeza).
5. Procedimentos Operacionais Padrão: POP de operação da autoclave (carregamento, seleção de ciclo, descarregamento, tempos de espera), POP de lavagem (parâmetros de lavagem, requisitos de qualidade da água, especificações de detergente), POP de uso e armazenamento de esfregões (atribuições de salas, técnica de manuseio estéril, condições de armazenamento/tempos de espera), POP de retirada e descarte (limites de contagem de ciclos, critérios visuais de defeitos, procedimentos de descarte).
6. Estratégia de Controle de Contaminação (CCS): Avaliação de risco que justifica a seleção de autoclavável versus descartável por zona da instalação, declarações de adequação do equipamento (por que os materiais do esfregão/método de esterilização escolhidos atendem aos requisitos do Anexo 1), registros de treinamento (qualificação do operador na técnica de esfregão, operação da autoclave, rastreamento de ciclo, procedimentos de inspeção).
7. Registros de investigação (se aplicável): Documentação CAPA para quaisquer falhas EM atribuídas a ferramentas de limpeza, investigações OOS quando a geração de partículas excedeu os limites, falhas de esterilização (resultados positivos de BI, desvios paramétricos).
Os auditores podem perguntar: “Como você sabe que seus esfregões permanecem adequados durante toda a vida útil?” (espere dados de tendências mostrando geração estável de partículas ao longo dos ciclos). “O que acontece se este esfregão for usado acidentalmente além da contagem de ciclos qualificada?” (esperar POP descrevendo relatórios de desvios, avaliação de riscos, avaliação de impacto potencial do produto). “Como você evita a contaminação cruzada entre produtos/salas?” (esperar dados de validação de lavagem, protocolos de segregação, resultados de testes de resíduos no pior caso).

