Quando um gerente de controle de qualidade farmacêutico cria uma especificação para esfregões para salas limpas, a primeira decisão geralmente se resume ao material: microfibra ou poliéster? As afirmações de marketing seguem direções opostas: os fornecedores de microfibra enfatizam a absorção superior e a captação de partículas, enquanto os fornecedores de poliéster apontam para uma menor geração de fiapos e maior vida útil da autoclave. Para instalações que operam sob a ISO 14644-1 e o Anexo 1 das GMP da UE, esta escolha não é uma questão de preferência. É uma decisão documentada de controle de contaminação que determina se o seu programa de limpeza mantém a classificação ISO, passa no monitoramento ambiental e resiste ao escrutínio regulatório.
A verdade: nenhum dos materiais é universalmente “melhor”. Cada um tem casos de uso ideais determinados pela arquitetura da fibra, classificação da área, química do desinfetante e prioridades operacionais. A construção de fibra dividida da microfibra oferece absorção de 6–8× e captura aprimorada de partículas – ideal para gerenciamento de derramamentos e limpeza de grandes áreas em zonas ISO 7–8. O design de filamento contínuo do poliéster elimina pontas cortadas e mantém a geração de partículas abaixo de 50 partículas por curso em 150–200 ciclos de autoclave – essencial para áreas de suporte asséptico ISO 5–6 e programas agressivos de rotação de desinfetantes. A escolha do material errado para a sua aplicação apresenta risco de contaminação, reduz a vida útil do esfregão e complica a validação.
This guide compares microfiber and polyester cleanroom mops across five dimensions: fiber architecture and edge construction; absorption, durability, and particle control performance; pharma facility selection criteria; ISO grade decision framework; and MIDPOSI product recommendations. By the end, you’ll have a clear decision matrix that matches material to cleanroom classification, operational workflow, and budget constraints—backed by particle generation data, chemical compatibility validation, and real-world pharmaceutical deployment.
Microfiber vs Polyester — Cleanroom Structural Differences
The performance gap between microfiber and polyester cleanroom mops begins at the fiber level. Understanding how each material is engineered—from filament diameter to edge sealing method—explains why they behave differently under pharmaceutical cleanroom conditions.
Fiber Architecture Overview
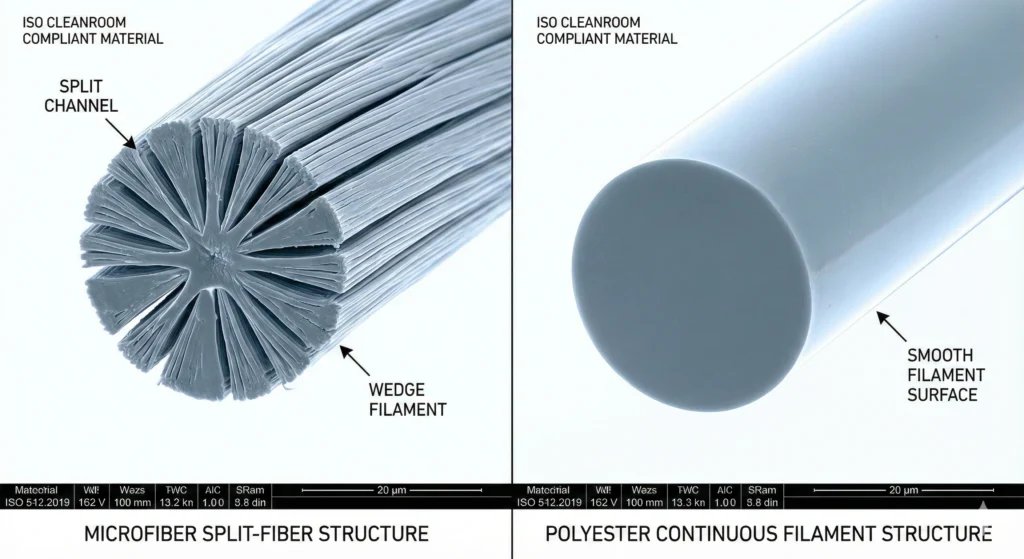
Microfiber: Split-Fiber, High Surface Area
Microfiber mop heads are constructed from ultra-fine synthetic fibers below 1 denier (≈10 micrometers in diameter)—roughly one-tenth the thickness of a human hair. Most pharmaceutical-grade cleanroom microfiber uses an 80/20 polyester/polyamide (nylon) blend engineered with split-fiber cross-sections. During manufacturing, the polyester and polyamide polymers are co-extruded, then mechanically or chemically split to create star-shaped or wedge-shaped fiber profiles with multiple grooves running lengthwise.
This split-fiber geometry serves two functions. First, it dramatically increases surface area per gram of fabric—each fiber presents multiple capillary channels that wick liquid through surface tension, delivering 6–8× dry-weight absorbency. Second, the grooves create mechanical traps for particles: sub-micron contaminants lodge in the channels during mopping, improving particle pickup efficiency compared to smooth monofilament fibers. For pharmaceutical facilities, this means microfiber excels at removing residual particulates and absorbing large volumes of disinfectant solution in a single pass.
Split-fiber architecture introduces a structural trade-off. The grooves and thin fiber diameter make microfiber more vulnerable to mechanical abrasion and chemical degradation. Repeated autoclaving (steam at 121°C) and exposure to oxidizing disinfectants (hydrogen peroxide, sodium hypochlorite) can cause fiber splitting to progress into fiber breakage, increasing particle shedding over time. Microfiber mops typically qualify for 50–100 autoclave cycles—shorter than polyester, but sufficient for facilities with validated single-use or medium-cycle-life protocols.
Polyester: Continuous Filament, Low Particle Release
Polyester cleanroom mops use continuous-filament 100% polyester yarns—long, unbroken strands knitted into a tight fabric structure with no cut fiber ends. Unlike spun yarns (which twist short fibers together, creating weak points where fibers can pull out), continuous filament eliminates internal discontinuities. Each yarn runs the full length of the mop pad, and the knit structure distributes mechanical stress across the entire fabric.
This construction delivers inherent low-lint performance. With no cut ends to fray and no short fibers to break loose, continuous-filament polyester generates particle counts well below ISO Class 5 limits (<10 particles ≥0.5 µm per stroke) when edges are properly sealed. The smooth, round cross-section of polyester filaments also resists particle capture—absorbency is lower than microfiber (typically 3–4× dry weight)—but the material’s chemical inertness and thermal stability allow 150–200+ autoclave cycles with minimal dimensional change or performance degradation.
For low-lint cleanroom mops, continuous-filament polyester is the industry standard in ISO Class 5–7 aseptic support areas, where particle generation limits are tight and long service life reduces total cost of ownership. The fiber architecture also tolerates aggressive disinfectant rotation: 70% IPA, 3–35% hydrogen peroxide, quaternary ammonium compounds (2,000 ppm), and sodium hypochlorite up to 1% without significant fiber damage or color loss.
Why Fiber Geometry Determines Linting, Cleaning Behavior, and Sterilization Stability
The structural differences between split-fiber microfiber and continuous-filament polyester cascade into every performance metric:
- Linting: Microfiber’s thin, split fibers break under stress, releasing fibrous particles. Continuous-filament polyester’s thick, unbroken yarns resist breakage, maintaining low particle generation across hundreds of cycles.
- Absorção: Microfiber’s capillary channels wick liquid aggressively; polyester’s smooth surface absorbs more slowly but releases disinfectant more predictably during mopping.
- Durabilidade: Microfiber degrades faster under oxidizers and heat; polyester maintains dimensional stability and mechanical strength across extended autoclave and chemical exposure.
- Particle capture: Microfiber traps particles in fiber grooves; polyester relies on knit density and does not capture particles as efficiently, but also does not release captured contaminants as easily during subsequent mopping.
These trade-offs mean material selection cannot be made on absorbency alone. A microfiber mop that absorbs 8× its weight may shed 200 particles per stroke in an ISO Class 6 area, pushing the environment out of classification. A polyester mop that absorbs only 3× its weight but generates <20 particles per stroke maintains compliance and lasts three times as many cycles.
Edge Construction Differences
Edge construction is the single most critical factor determining whether a mop qualifies as “low lint” for pharmaceutical use. Even high-quality fiber material becomes a particle source if edges are left unsealed.
Microfiber: Higher Lint Risk Due to Split Ends
Microfiber’s split-fiber architecture makes edge sealing especially important. If edges are simply cut and left unsealed, the thin filaments unravel rapidly—each mopping pass pulls fibers loose, and the split structure accelerates breakage. A cut-edge microfiber mop can shed 500–1,000 particles per stroke, disqualifying it from any ISO-classified environment.
Pharmaceutical-grade microfiber mops address this through sealed-edge construction:
- Laser cutting: Simultaneous cutting and heat-sealing in a single pass, using focused laser energy to melt fiber ends and fuse them into a solid border. This method delivers the cleanest edge and is preferred for ISO Class 5–6 microfiber applications.
- Ultrasonic sealing: High-frequency vibration generates heat at the fabric edge, welding fibers together without introducing adhesives or foreign materials. Suitable for ISO Class 6–8 applications.
- Heat sealing: Thermal welding using heated tools to melt and bond fiber ends. Effective but may leave a thicker, stiffer edge compared to laser or ultrasonic methods.
Even with sealed edges, microfiber’s thin fiber diameter means sealed borders are less robust than polyester equivalents. Edges can separate after 30–50 autoclave cycles if the mop is subjected to aggressive wringing or abrasion, requiring earlier replacement to prevent particle excursions.
Polyester: Heat-Sealed, Ultrasonic Sealed, Continuous Perimeter Construction
Continuous-filament polyester’s thicker yarns create stronger sealed edges that resist separation across 150–200+ cycles. The same edge sealing methods are used—laser cutting, ultrasonic welding, thermal bonding—but the result is a more durable perimeter that tolerates repeated mechanical stress and chemical exposure.
Some polyester mop pads also use continuous perimeter construction, where the knit pattern is designed so yarns loop continuously around all four edges without cut ends. This eliminates edge sealing as a single point of failure, delivering the lowest possible particle generation for Grade A/B aseptic core applications.
Why Sealed Edges Are Mandatory for Pharmaceutical ISO Spaces
ISO 14644-1 classifies cleanrooms by airborne particle concentration—cut edges on mops introduce an uncontrolled particle source that can push environments out of specification. EU GMP Annex 1 (paragraph 4.10) mandates materials used in classified areas minimize particle generation; unsealed or poorly sealed mop edges violate this requirement.
During regulatory inspections, auditors examine cleaning tool qualification records. A 2020 FDA Warning Letter specifically cited “fraying observed on mop heads used to clean the sterile suite” and “at least one mop head constructed of particle generating material,” concluding the facility lacked adequate contamination control. Sealed-edge construction is not a premium feature—it is a baseline GMP requirement for any mop entering ISO Class 5–8 areas.

Figure 2: Edge construction determines lint generation for both microfiber and polyester cleanroom mops. Cut edges (left) unravel during use, releasing 500–1,000 particles per stroke and disqualifying mops from ISO-classified environments. Heat-sealed edges (center) use thermal welding to fuse fiber ends, reducing particle generation to <100 particles/stroke—suitable for ISO Class 7–8 areas. Ultrasonic-sealed edges (right) bond fibers through high-frequency vibration without adhesives, achieving <50 particles/stroke for ISO Class 5–7 pharmaceutical applications. Sealed-edge construction is a baseline GMP requirement per EU GMP Annex 1 paragraph 4.10.
Apoio & Attachment Variations
How a mop pad attaches to its frame determines ease of use, cross-contamination risk, and compatibility with validated laundering or sterilization protocols.
Hook-and-Loop (Microfiber) vs Pocket/Clip (Polyester Sealed-Edge)
Many commercial microfiber mops use hook-and-loop (Velcro) attachment systems: a plastic or fabric strip sewn onto the mop pad back, mating with corresponding hooks on the mop frame. This design allows quick pad changes and is common in janitorial applications.
For pharmaceutical cleanrooms, hook-and-loop systems introduce two contamination risks:
- Particle generation from Velcro hooks: The plastic hooks shed microparticles when subjected to repeated attach/detach cycles and autoclave stress. Even “cleanroom-grade” Velcro generates measurable particles—typically 50–100 particles per attachment cycle—which may exceed ISO Class 5–6 acceptance criteria.
- Particle entrapment in hook structures: Lint, fibers, and bioburden from previous mopping operations lodge in the hook matrix and are not fully removed during laundering or autoclaving. This creates a hidden contamination reservoir that cross-contaminates subsequent mopping cycles.
As a result, sealed-edge polyester mops for pharmaceutical applications typically use alternative attachment methods:
- Pocket/sleeve attachment: The mop frame slides into a sewn pocket along one edge of the mop pad. No Velcro, no adhesives—just continuous-filament fabric throughout. This method is compatible with 200+ autoclave cycles and eliminates hook-related particle generation.
- Clip attachment: Spring-loaded or magnetic clips on the mop frame grip the mop pad edge. Clips are constructed from stainless steel or autoclave-stable polymers, validated for particle generation and cleanable between uses.
Why Velcro Disqualifies Most Microfiber Pads from ISO Applications
Embora a fixação de velcro seja conveniente, a geração de partículas e os riscos de contaminação cruzada o tornam inadequado para salas limpas farmacêuticas ISO Classe 5–7. As instalações que especificam esfregões de microfibra para essas áreas devem exigir almofadas com bordas seladas com bolso ou clipe, e não designs com velcro.
Para áreas de suporte ISO Classe 8 e zonas não assépticas, onde os limites de partículas são mais brandos (3.520.000 partículas/m³ a ≥0,5 µm), a microfibra com suporte de velcro pode ser aceitável se a avaliação de risco do CCS justificar o compromisso entre conveniência e controle de contaminação. No entanto, a prática recomendada continua sendo a fixação de bolso ou clipe em todas as áreas classificadas para manter a consistência em todo o sistema e simplificar o treinamento do operador.
Absorption, Durability & Particle Control Comparison
When procurement teams evaluate cleanroom mop materials, three performance metrics dominate the decision: absorbency (how much disinfectant the mop can hold), particle shedding (whether the mop contaminates the environment), and durability (how many autoclave cycles before replacement). Microfiber and polyester trade off these attributes in opposite directions.
Absorção & Soil Removal Performance
Microfiber = Superior Absorbency (6–8× Dry Weight)
Microfiber’s split-fiber channels create microscopic capillaries that wick liquid through surface tension. A 200-gram dry microfiber mop pad can absorb 1,200–1,600 grams of disinfectant solution—roughly 6–8 times its own weight. This high absorbency translates to practical advantages:
- Fewer mop changes: A single microfiber pad can clean larger floor areas (200–300 m² in ISO Class 7–8 environments) before requiring re-saturation or replacement.
- Spill management: Microfiber excels at absorbing and containing liquid spills—critical for facilities handling bulk disinfectants, buffer solutions, or cleaning chemical concentrates.
- Particle pickup: The fiber grooves mechanically trap particles during mopping, removing residual dust and lint more effectively than smooth-fiber materials.
However, high absorbency is not always an advantage in GMP workflows. Microfiber’s aggressive liquid uptake can make it difficult to control wet film thickness during validated disinfection. If a mop absorbs too much 70% IPA, the residual surface moisture may exceed drying time specifications, delaying room release or creating slip hazards. Operators must learn to pre-saturate microfiber mops to a controlled moisture level—typically wringing to 70–80% saturation before mopping—which adds procedural complexity.
Polyester = Controlled Absorbency, Predictable Disinfectant Release
Os protocolos de validação de limpeza farmacêutica especificam o tempo de contato, a concentração do desinfetante e a cobertura da superfície – e não a “absorção máxima”. Uma esfregona que absorve 8x o seu peso, mas deixa poças ou demora 15 minutos a secar, pode falhar na validação, mesmo que remova mais sujidade do que uma esfregona com absorção 3x que proporciona uma aplicação controlada e compatível. As decisões de aquisição devem alinhar a absorção de materiais com os requisitos do fluxo de trabalho operacional e não assumir que “mais é melhor”.
- Espessura uniforme da película úmida: O poliéster libera líquido de forma mais consistente durante a limpeza, proporcionando uma cobertura de superfície controlada que atende aos protocolos de desinfecção validados (por exemplo, especificações de tempo de contato de 10 mL/m²).
- Secagem mais rápida: Menos umidade residual nos pisos reduz o tempo de secagem e o retorno do ambiente, o que é especialmente importante em áreas de enchimento asséptico de alto rendimento, onde os custos de tempo de inatividade são significativos.
- Controle do operador: É mais fácil treinar operadores para manter técnicas de limpeza consistentes, reduzindo a variabilidade no desempenho da validação de limpeza.
Para instalações que priorizam a conformidade e a reprodutibilidade em detrimento da absorção máxima, o gerenciamento controlado da umidade do poliéster é um recurso, não uma limitação.
Por que a alta absorção nem sempre é uma vantagem na limpeza GMP
Os protocolos de validação de limpeza farmacêutica especificam o tempo de contato, a concentração do desinfetante e a cobertura da superfície – e não a “absorção máxima”. Uma esfregona que absorve 8x o seu peso, mas deixa poças ou demora 15 minutos a secar, pode falhar na validação, mesmo que remova mais sujidade do que uma esfregona com absorção 3x que proporciona uma aplicação controlada e compatível. As decisões de aquisição devem alinhar a absorção de materiais com os requisitos do fluxo de trabalho operacional e não assumir que “mais é melhor”.
Derramamento de partículas & Linting Behavior
Particle generation is the primary regulatory concern for cleanroom mops. ISO 14644-14 provides the test framework: mops are subjected to simulated-use conditions (mechanical agitation, wet mopping strokes) while optical particle counters measure airborne particle release at ≥0.5 µm and ≥5 µm.
Microfiber Lint Range: 100–500 Particles/m²
Sealed-edge microfiber mops validated for pharmaceutical use typically generate 100–200 particles ≥0.5 µm per square meter mopped when new. After 25–50 autoclave cycles, particle generation increases to 200–500 particles/m² as fiber splitting progresses and sealed edges begin to separate.
Este envelope de desempenho torna a microfibra aceitável para ambientes ISO Classe 7–8 (limites de 352.000 e 3.520.000 partículas/m³, respectivamente), onde a contribuição do esfregão permanece uma pequena fração do orçamento total de partículas. No entanto, em áreas ISO Classe 5–6 (limites de 3.520 e 35.200 partículas/m³), a geração de partículas de microfibra pode representar 5–10% do limite de classificação – significativo o suficiente para desencadear excursões de monitoramento ambiental quando combinada com outras fontes de partículas (batas de pessoal, transferência de materiais, operação de equipamentos).
Principais variáveis que afetam o desempenho do fiapo de microfibra:
- Método de vedação de borda: As bordas cortadas a laser perdem de 30 a 40% menos do que as bordas ultrassônicas ou seladas a quente.
- Contagem de ciclos de autoclave: A geração de partículas dobra entre o ciclo 0 e o ciclo 50 para a maioria das formulações de microfibra.
- Química desinfetante: Exposição a >Hipoclorito de sódio a 1% ou >O peróxido de hidrogênio a 10% acelera a degradação das fibras e a geração de fiapos.
- Estresse mecânico: Torção agressiva, superfícies de piso abrasivas e esfregão de alta pressão aumentam a liberação de partículas.
Gama de fiapos de poliéster: <50–100 partículas/m²
As esfregonas de poliéster de filamento contínuo com bordas seladas geram <50 partículas ≥0,5 µm por metro quadrado limpo quando novo e mantém esse desempenho durante 100–150 ciclos de autoclave antes de aumentar para 50–100 partículas/m². Mesmo no final da vida útil qualificada (150–200 ciclos), a geração de partículas de poliéster permanece abaixo da linha de base do novo esfregão de microfibra.
Essa vantagem de geração de partículas de 5× a 10× torna o poliéster a única escolha defensável para áreas de suporte asséptico ISO Classe 5–6, cabines de amostragem e salas de pesagem. Para ambientes ISO Classe 7, o poliéster reduz as contagens de partículas de base, simplificando a análise de tendências de monitoramento ambiental e facilitando a detecção de eventos reais de contaminação versus ruído relacionado a ferramentas.
Por que o poliéster domina na ISO 5–7 devido aos limites de geração de partículas
A ISO Classe 5 permite um máximo de 3.520 partículas ≥0,5 µm por metro cúbico de ar. Uma área típica de sala limpa limpa por turno pode ser de 50 a 100 m². O uso de microfibra (geração de 200 partículas/m²) introduz de 10.000 a 20.000 partículas durante a limpeza – o suficiente para criar picos de partículas mensuráveis em sistemas de monitoramento contínuo. Os esfregões de poliéster (50 partículas/m²) geram de 2.500 a 5.000 partículas para a mesma área – contribuição de contaminação 4x menor que mantém o ambiente dentro das especificações durante e após a limpeza.
Para instalações que operam perto dos limites de classificação ISO – comum em linhas de enchimento asséptico de alta utilização – a vantagem do controle de partículas de poliéster se traduz diretamente em menos excursões EM, redução da carga de investigação e menor risco de contaminação do lote.

Figura 3: Desempenho de geração de partículas ao longo do ciclo de vida da autoclave. A microfibra (barras laranja) começa com 100–200 partículas ≥0,5 µm por m² quando nova, dobra para 200–500 partículas/m² no ciclo 50 e, em seguida, requer substituição para evitar desvios na classificação ISO. Poliéster (barras azuis) mantém <50 partículas/m² até o ciclo 100 e permanece abaixo de 100 partículas/m² até o ciclo 200, proporcionando uma contribuição de contaminação 5x a 10x menor durante toda a vida útil qualificada. Essa lacuna de desempenho torna o poliéster a única escolha defensável para áreas de suporte asséptico ISO Classe 5–7, onde os limites de partículas são rigorosamente controlados.
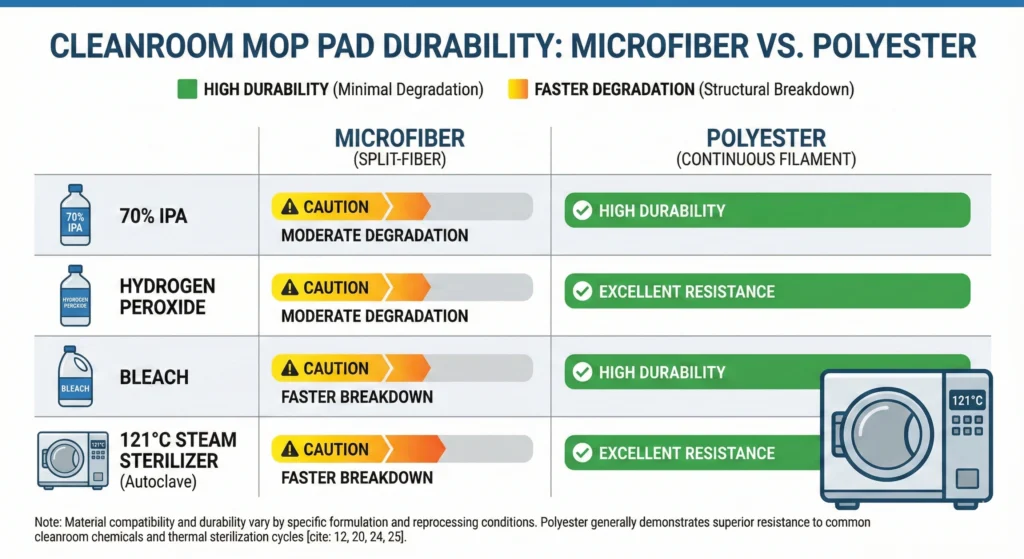
Resistência Química
As instalações farmacêuticas alternam os desinfetantes de acordo com o Anexo 1 das BPF da UE para prevenir a resistência microbiana e abordar diferentes tipos de contaminação (bactérias vegetativas, formadores de esporos, fungos). Os materiais do esfregão devem tolerar a exposição semanal ou diária a vários produtos químicos sem degradação.
Exposições comuns a desinfetantes:
- Álcool isopropílico 70% (IPA): Desinfecção de rotina; uso diário
- Compostos de amônio quaternário (quats, 2.000 ppm): Desinfecção de amplo espectro; 2–3× por semana
- 3–6% de peróxido de hidrogênio: Tratamento esporicida; semanalmente ou após eventos de contaminação
- 00,5–1% de hipoclorito de sódio (5.000 ppm de alvejante): Tratamento esporicida; mensalmente ou após eventos de alto risco
Microfibra sofre degradação mais rápida
A mistura 80/20 de poliéster/poliamida da microfibra apresenta excelente compatibilidade com IPA e quats – sem perda mensurável de desempenho após 50 exposições. No entanto, o componente poliamida degrada-se sob desinfetantes oxidantes:
- Peróxido de hidrogênio (>6%): As fibras de poliamida amarelam e perdem a resistência à tração após 10–15 exposições; a geração de partículas aumenta em 50–100%.
- Hipoclorito de sódio (>00,5%): Degradação grave após 5–10 exposições; as fibras tornam-se quebradiças e quebram durante a limpeza.
As instalações que utilizam programas oxidantes agressivos devem (1) limitar os esfregões de microfibra a aplicações apenas IPA/quat ou (2) aceitar uma vida útil mais curta (25–50 ciclos em vez de 50–100) e substituir os esfregões com mais frequência.
Filamento Contínuo de Poliéster = Ampla Tolerância Química
A fibra 100% poliéster é quimicamente inerte a álcoois, quats e oxidantes moderados. As esfregonas de poliéster validadas toleram:
- IPA e quaternários: Sem degradação em mais de 200 exposições.
- 3–35% de peróxido de hidrogênio: <Alteração dimensional de 5% e sem perda de cor após 100 exposições.
- 00,5–1% de hipoclorito de sódio: <Perda de resistência à tração de 10% após 50 exposições; aceitável para tratamento esporicida mensal.
A ampla compatibilidade química do poliéster simplifica a validação da rotação do desinfetante e permite que um único material de esfregão seja usado em todos os protocolos de limpeza, reduzindo a complexidade do SKU, a carga de treinamento do operador e o risco de usar o esfregão errado com produtos químicos incompatíveis.
O impacto na validação do sistema a longo prazo
Os protocolos de validação de limpeza qualificam os materiais dos esfregões através de estudos de exposição química no pior caso: os materiais são submetidos a concentrações máximas de desinfetantes na frequência máxima e depois testados quanto à geração de partículas, estabilidade dimensional e integridade mecânica. A resistência química do poliéster permite a qualificação em programas completos de rotação de desinfetantes com ciclo de vida de 150–200. A microfibra requer qualificações divididas (protocolos IPA/quat versus protocolos oxidantes) ou vida útil qualificada mais curta, complicando a documentação de validação e aumentando a frequência de requalificação.
Sterilization Durability
Os esfregões reutilizáveis para salas limpas devem manter o desempenho durante ciclos repetidos de esterilização. A durabilidade da autoclave determina o custo total de propriedade e a frequência de substituição.
Microfibra: 30–50 ciclos de autoclave (ISO Classe 7–8)
Os esfregões de microfibra com bordas seladas de nível farmacêutico são validados para 50 a 100 ciclos de autoclave a 121°C, dependendo da qualidade da vedação das bordas e da formulação da fibra. Na prática, a maioria das instalações substitui esfregonas de microfibra a 50 ciclos para manter a geração de partículas dentro dos critérios de aceitação:
- Mudança dimensional: 3–5% de encolhimento no ciclo 50; 5–10% no ciclo 100.
- Integridade da borda: As bordas seladas começam a se separar após 30–50 ciclos sob uso agressivo (torção frequente, pisos abrasivos).
- Geração de partículas: Duplica entre o ciclo 0 e o ciclo 50 para formulações típicas de fibra dividida.
Para áreas de suporte ISO Classe 8 e zonas não críticas, a vida útil de 50 ciclos é aceitável e oferece um custo por uso razoável quando equilibrado com a absorção superior da microfibra. Para áreas ISO Classe 6–7, um ciclo de vida mais curto aumenta a frequência de substituição e o custo total de propriedade em comparação com o poliéster.
Poliéster: 50–100 ciclos de autoclave (ISO Classe 5–7)
Os esfregões de poliéster de filamento contínuo com bordas seladas se qualificam para mais de 150–200 ciclos de autoclave com degradação mínima de desempenho:
- Mudança dimensional: <2% de encolhimento até o ciclo 100; 3–5% no ciclo 200.
- Integridade da borda: As bordas seladas a quente ou soldadas por ultrassom permanecem intactas durante mais de 150 ciclos.
- Geração de partículas: <50 partículas/m² mantidas durante o ciclo 100; aumenta para 50–100 partículas/m² no ciclo 150–200 (ainda dentro dos critérios de aceitação ISO Classe 5–7).
A vida útil 3x a 4x mais longa do poliéster se traduz diretamente em menor custo por ciclo, redução na logística de substituição e requalificação menos frequente. Para instalações de grande volume que limpam 500–1.000 m² por dia, a vantagem de durabilidade do poliéster pode reduzir as compras anuais de esfregonas em 50–70% em comparação com a microfibra.
Por que o poliéster mantém melhor a integridade após estresse térmico/químico
Continuous-filament construction distributes thermal and chemical stress across long, unbroken yarns. Polyester’s crystalline molecular structure resists hydrolysis and oxidation better than polyamide blends. The combination of structural design (no weak points from cut ends or fiber junctions) and material chemistry (inert polyester vs reactive polyamide) gives polyester inherent durability that microfiber cannot match.
What Pharma Facilities Should Choose
Material selection should follow a risk-based framework that matches fiber architecture to area classification, operational workflow, and contamination control priorities. The following guidance provides decision logic by facility type and use case.
Aseptic Manufacturing (Grade A/B, ISO 5–7)
Recommended: Polyester Sealed-Edge Only
Núcleos assépticos de grau A/B – linhas de enchimento, carregamento de liofilização, tampagem de frascos sob fluxo de ar unidirecional – operam sob limites extremos de partículas (3.520 partículas/m³ a ≥0,5 µm para ISO Classe 5). Qualquer ferramenta de limpeza que gere contribuição mensurável de partículas corre o risco de excursões de classificação e contaminação do lote.
Por que o poliéster não é negociável:
- Geração de partículas: <50 partículas/m² mantidas em mais de 150 ciclos de autoclave, proporcionando contaminação 5×10× menor do que a microfibra.
- Caminho de esterilização: Compatível com irradiação gama (para descartáveis pré-esterilizados) ou autoclavagem interna (para sistemas reutilizáveis) de acordo com o Anexo 1 das BPF da UE, parágrafo 4.22.
- Compatibilidade química: Tolera a rotação completa do desinfetante, incluindo agentes esporicidas (6% H₂O₂, 0,5% de alvejante) sem degradação do desempenho.
- Simplicidade de validação: A qualificação de material único abrange todos os fluxos de trabalho assépticos, simplificando os protocolos IQ/OQ/PQ e reduzindo a carga de documentação.
Para áreas de suporte de Grau B (Classe ISO 7), o poliéster continua sendo a escolha mais segura para evitar a migração de partículas para núcleos de Grau A adjacentes. Embora a microfibra com borda selada possa tecnicamente atender aos limites da Classe 7 da ISO, a estreita margem de segurança e a vida útil mais curta tornam o poliéster a especificação mais defensável.
Non-Aseptic Manufacturing (Grade C/D, ISO 7–8)
Microfibra aceitável se borda selada + testada com partículas
As áreas de fabricação de grau C/D – composição não estéril, produção de comprimidos, embalagem secundária – operam sob limites relaxados de partículas (352.000 e 3.520.000 partículas/m³ a ≥0,5 µm). A microfibra com borda selada pode atender a esses limites se for devidamente validada.
Quando a microfibra faz sentido no Grau C/D:
- Esfregar grandes áreas: Instalações que limpam mais de 500 m² por turno se beneficiam da absorção de 6–8× da microfibra, reduzindo as trocas de esfregão e a fadiga do operador.
- Resposta a derramamentos: As áreas que manuseiam líquidos a granel (preparação de tampões, armazenamento de produtos químicos de limpeza) necessitam de alta absorção para rápida contenção de derramamentos.
- Restrições orçamentárias: O custo inicial mais baixo da microfibra (normalmente 30-40% menor que o do poliéster) pode ser justificado em áreas não críticas onde uma vida útil mais curta é aceitável.
Requisitos de qualificação para microfibra Grau C/D:
- Bordas cortadas a laser ou seladas por ultrassom (sem esfregões de ponta)
- Teste de geração de partículas de acordo com a ISO 14644-14 mostrando <200 partículas/m² quando novo e <500 partículas/m² no final da vida útil qualificada
- Validação de compatibilidade química para programa de desinfetante específico da instalação
- Substituição após 50 ciclos de autoclave ou quando a inspeção visual revelar separação das bordas
Casos de uso: Salas de apoio, câmaras de descompressão, corredores de equipamentos
A microfibra é adequada para:
- Vestiários e câmaras de ar para pessoal: Áreas ISO Classe 8 com alto tráfego de pedestres, onde a absorção e a eficiência de coleta de partículas superam as preocupações com a geração de partículas.
- Corredores de equipamentos e áreas de preparação: Zonas ISO Classe 7–8 que suportam a produção, mas não entram em contato direto com o produto ou superfícies de contato com o produto.
- Câmaras de ar de materiais: Transfira áreas onde a microfibra com borda selada possa lidar com a limpeza (aplicação IPA/quat) e a contenção de derramamentos sem introduzir contaminação inaceitável.
Para essas aplicações, especifique a fixação de bolso ou clipe (não Velcro) e valide a geração de partículas sob condições reais de uso, incluindo exposição ao desinfetante no pior caso e estresse mecânico.
High-Soil Areas & Heavy Spills
Microfibra melhor para coleta de derramamentos
Quando ocorrem eventos de contaminação – derramamentos de desinfetantes a granel, transbordamentos de buffer, liberações de produtos químicos de limpeza – a absorção se torna a principal preocupação. A capacidade de 6–8× da microfibra permite que um único esfregão absorva e contenha 1–2 litros de líquido, evitando a propagação para áreas adjacentes e reduzindo o tempo de limpeza.
Mas deve ser combinado com poliéster com poucos fiapos para a passagem final de desinfecção
Um protocolo validado de duas etapas aborda tanto a contenção de derramamentos quanto o controle de partículas:
- Passo 1 — Remoção de derramamento com microfibra: Use um esfregão de microfibra com borda selada para absorver o líquido a granel e remover a sujeira visível. Descarte o esfregão (se for de uso único) ou transfira para um depósito de resíduos contaminados (se for reutilizável).
- Passo 2 — Desinfecção com poliéster: Depois que a área do derramamento estiver seca, realize a desinfecção validada usando um esfregão de poliéster com borda selada e saturado com desinfetante qualificado (70% IPA ou protocolo padrão da instalação). Esta passagem final proporciona desinfecção de superfície com baixa contagem de partículas que atende aos requisitos GMP.
Esta abordagem híbrida captura a vantagem de absorção da microfibra enquanto mantém o controle de partículas através do acabamento com poucos fiapos do poliéster.
Operators & Ergonomics Consideration
Microfibra mais leve, mais fácil para limpar áreas grandes
Microfiber mop pads weigh 150–200 grams dry; when saturated to 6× absorbency, total weight reaches 1,200–1,400 grams. Polyester pads weigh 200–250 grams dry; at 3× absorbency, total weight is 800–1,000 grams. For operators mopping 200–500 m² per shift, the lighter microfiber system reduces arm and shoulder fatigue.
However, this ergonomic advantage comes with a procedural trade-off: microfiber requires careful wringing to control moisture content before mopping, adding 10–15 seconds per mop change. Polyester’s controlled absorbency allows simpler “dip and wring once” procedures that operators master quickly.
Polyester Preferred for Disinfectant Consistency & Precise Wet Film Thickness
Pharmaceutical cleaning validation specifies wet film thickness to ensure adequate disinfectant contact time. Polyester’s predictable liquid release—depositing 8–12 mL/m² with consistent mopping technique—delivers reproducible surface coverage that meets validation acceptance criteria. Microfiber’s variable absorbency and aggressive wicking make it harder to achieve consistent wet film thickness without extensive operator training and monitoring.
For facilities prioritizing validation compliance and reproducibility, polyester’s operational simplicity outweighs microfiber’s ergonomic advantages.
Which Material Is Best for Different ISO Grades?
The following decision framework maps material selection to ISO classification, balancing particle control requirements with operational priorities and cost constraints.
ISO 5 (Aseptic Core)
Polyester Only
ISO Class 5 environments—Grade A filling zones, lyophilization loading, aseptic compounding—demand particle generation below 10 particles/m² to avoid measurable contamination contribution. Only continuous-filament polyester with sealed edges and validated particle testing meets this threshold.
Prefer Continuous Filament + Gamma Sterile Option
For Grade A cores, specify:
- Pre-sterilized disposable polyester mops: Gamma-irradiated to SAL 10⁻⁶, individually packaged in double-pouch sterile barrier systems. Eliminates reprocessing risk and simplifies material transfer into aseptic zones.
- Opção pré-saturada: Polyester mops pre-wetted with sterile 70% IPA in triple-layer packaging for direct use in Grade A areas without additional disinfectant handling.
Reusable polyester mops are acceptable for ISO 5 support areas (sampling booths, weighing rooms) if autoclaved immediately before use and validated for particle generation <10 particles/m² across qualified life.
ISO 6–7 (Background & Grade B/C Support Areas)
Polyester = Best Particle Control
ISO Class 6–7 areas (35,200 and 352,000 particles/m³ at ≥0.5 µm) support aseptic operations through material staging, equipment preparation, and personnel gowning. Particle limits are less extreme than ISO 5, but contamination in these areas can migrate into higher-grade zones via airflow, personnel movement, or material transfer.
Why polyester remains the optimal choice:
- Geração de partículas: 50–100 particles/m² even at end of qualified life (150–200 cycles), maintaining 5× safety margin below microfiber baseline.
- Estabilidade da tendência EM: Lower baseline particle counts simplify environmental monitoring, making it easier to detect true contamination events versus cleaning tool noise.
- Cross-area contamination prevention: Using polyester facility-wide eliminates the risk of accidentally using a higher-shedding microfiber mop in a critical area.
Microfiber = Acceptable If Sealed-Edge + Validated
Sealed-edge microfiber can meet ISO 6–7 particle limits if:
- Particle generation validated at <200 particles/m² when new; <500 particles/m² at end of qualified life (cycle 50)
- Edges laser-cut or ultrasonically sealed (not heat-sealed, which degrades faster)
- Pocket or clip attachment (no Velcro)
- Replacement at 50 autoclave cycles or when edge separation visible
- CCS risk assessment justifies trade-off between cost/absorbency and particle generation
For risk-averse facilities or those with limited QA resources for ongoing mop qualification, polyester’s superior particle control and longer service life simplify compliance and reduce total cost of ownership.
ISO 8 (General Production & Warehousing)
Microfiber Widely Acceptable
ISO Class 8 areas (3,520,000 particles/m³ at ≥0.5 µm)—general manufacturing, packaging, warehousing adjacent to cleanrooms—have lenient particle limits that both microfiber and polyester easily meet. Material selection in these areas prioritizes cost, absorbency, and operational efficiency over maximum particle control.
When to choose microfiber in ISO 8:
- Large-area cleaning (>300 m² per shift) where 6–8× absorbency reduces mop changes
- Spill-prone environments (buffer prep, cleaning chemical storage) requiring rapid liquid containment
- Budget-conscious procurement where 30–40% lower upfront cost justifies shorter service life
Polyester Recommended When Disinfectant Rotation Involves Peroxide/Bleach
Even in ISO 8 areas, polyester makes sense when:
- Disinfectant program includes frequent oxidizer use (>6% H₂O₂, >0.5% bleach) that degrades microfiber polyamide fibers
- Facility operates single-material policy (all areas use polyester to eliminate cross-contamination risk and simplify operator training)
- Long-term cost optimization: polyester’s 150–200 cycle life delivers lower cost-per-use despite higher upfront price
Decision Matrix Summary Table
| Priority | Optimal Material | Why |
| Particle control | Poliéster | 5×10× lower lint generation; <50 particles/m² across 150+ cycles |
| Spill absorption | Microfibra | 6–8× absorbency vs 3–4× for polyester; faster liquid containment |
| Autoclave durability | Poliéster | 150–200+ cycles vs 50–100 for microfiber; lower replacement cost |
| ISO 5–7 compliance | Poliéster | Only material meeting <50 particles/m² limit for aseptic areas |
| ISO 7–8 cost optimization | Microfiber/Polyester hybrid | Microfiber for large areas & spills; polyester for final disinfection |
B2B Procurement Recommendation
For pharmaceutical facilities building cleanroom mop specifications:
- Single-material approach (polyester only): Simplest validation, lowest cross-contamination risk, best long-term cost-per-use. Recommended for facilities with ISO 5–7 areas or limited QA resources.
- Hybrid approach (polyester for ISO 5–7, microfiber for ISO 8): Balances performance and cost. Requires validated segregation protocols (color-coding, physical separation, operator training) to prevent cross-area contamination.
- Avoid microfiber in ISO 5–6: Particle generation risk too high; regulatory expectation is continuous-filament polyester or equivalent low-lint material.
MIDPOSI Recommendation — When We Recommend Polyester or Microfiber
MIDPOSI manufactures both continuous-filament polyester and sealed-edge microfiber cleanroom mops validated for pharmaceutical GMP applications. Our material recommendations follow the same risk-based framework outlined in this guide, matching fiber architecture to your facility’s ISO classification, disinfectant program, and operational workflow.
When MIDPOSI Recommends Polyester
ISO 5–7 Pharmaceutical Use
For aseptic manufacturing cores (Grade A/B), sampling/weighing rooms, and Grade C support areas, MIDPOSI specifies continuous-filament polyester as the only material meeting particle generation and durability requirements:
- Esfregona de poliéster gama-estéril MIDPOSI (Product Code: CMP-DS-POLY-GS): 100% continuous-filament polyester knit, heat-sealed edges, gamma-irradiated to SAL 10⁻⁶. Particle generation <10 particles/m² validated per ISO 14644-14. Individual double-pouch packaging for direct transfer into Grade A/B areas.
- Esfregona reutilizável de borda selada de poliéster MIDPOSI (Product Code: CMP-RUS-POLY-150): Autoclave-validated for 150+ cycles at 121°C. Particle generation <50 particles/m² maintained across qualified life. Compatible with 70% IPA, 3–35% H₂O₂, quats, and 0.5–1% bleach.
EU GMP Annex 1 Disinfectant Rotation
Facilities rotating alcohols, quats, hydrogen peroxide, and sodium hypochlorite per Annex 1 sporicidal requirements benefit from polyester’s broad chemical compatibility. A single polyester mop material qualifies across all disinfectant protocols, simplifying validation and reducing the risk of material-chemistry incompatibility.
Reusable Autoclave Workflows
For facilities with validated in-house laundering and sterilization infrastructure, polyester’s 150–200 cycle durability delivers the lowest cost-per-use. MIDPOSI’s reusable polyester mops maintain dimensional stability (<3% shrinkage through cycle 100) and particle generation within specification, avoiding the premature replacement costs associated with microfiber’s shorter service life.
High-Risk Environmental Monitoring Zones
Areas with history of EM excursions or operating close to ISO classification limits benefit from polyester’s 5×10× lower particle generation. Switching from microfiber to polyester in Grade C support areas has resolved chronic particle count trends in multiple customer facilities, eliminating investigation burden and reducing OOS risk.

When MIDPOSI Recommends Microfiber
Large-Area ISO 7–8
For non-aseptic manufacturing, packaging, and warehouse areas where particle limits are lenient (352,000+ particles/m³ at ≥0.5 µm), sealed-edge microfiber delivers operational advantages:
- Esfregona reutilizável de microfibra MIDPOSI (borda selada) (Product Code: CMP-RUS-MF-100): 80/20 polyester/polyamide blend, ultrasonic-sealed edges. Particle generation <200 particles/m² when new; <500 particles/m² at cycle 50. Absorbency 6–8× dry weight for large-area mopping efficiency.
Facilities cleaning 500+ m² per shift in ISO 8 areas see 30–40% reduction in mop changes using microfiber versus polyester, reducing operator fatigue and improving throughput.
Spill Management/Pre-Cleaning
Areas handling bulk liquids—buffer preparation, cleaning chemical storage, equipment wash stations—require rapid spill containment. MIDPOSI microfiber mops absorb 1.5–2× more liquid per pad than polyester equivalents, containing spills faster and preventing spread to adjacent cleanroom zones.
We recommend a two-step protocol: microfiber for spill absorption and soil removal; polyester for final validated disinfection pass.
Cost Optimization Scenarios
For budget-constrained facilities where ISO 8 areas represent >70% of total cleanroom space, microfiber’s 30–40% lower upfront cost can be justified if:
- Disinfectant program avoids high-concentration oxidizers (>6% H₂O₂, >0.5% bleach)
- Mop replacement at 50 cycles is acceptable and documented in cleaning SOPs
- Particle generation validated at <500 particles/m² through qualified life
MIDPOSI provides particle generation test reports, chemical compatibility matrices, and autoclave validation data to support customer IQ/OQ/PQ protocols for microfiber qualification.
Non-Aseptic Cleanrooms
Biotechnology R&D labs, cell culture facilities, and non-sterile pharmaceutical compounding areas classified ISO 7–8 can use microfiber where product sterility is not required. MIDPOSI microfiber mops meet particle limits, tolerate IPA/quat programs, and deliver the absorbency needed for efficient large-area cleaning.
Solicitar Amostras & Validation Package
MIDPOSI offers comprehensive qualification support to assist QA teams, facility engineers, and procurement specialists in material selection and validation:
Sample Kits
- Evaluation packs containing 5–10 mop heads (mix of polyester and microfiber, reusable and disposable) for in-house pilot testing
- Side-by-side comparison under your actual disinfectant program, mopping technique, and autoclave protocol
- No-cost sampling for facilities evaluating >100 mop heads per year
Particle Test Data
- ISO 14644-14 particle generation test reports showing particle counts at ≥0.5 µm and ≥5 µm under simulated-use conditions
- Testing performed on new mops and after accelerated aging (25, 50, 75, 100+ autoclave cycles)
- Acceptance criteria aligned to ISO Class 5, 6, 7, and 8 limits
Chemical Compatibility Reports
- ASTM D543 exposure validation for 70% IPA, 3–35% H₂O₂, quats (2,000 ppm), and 0.5–1% NaOCl
- Dimensional stability, tensile strength retention, and color fastness data after 10, 25, 50, and 100 exposures
- Worst-case chemical stress testing simulating daily disinfectant rotation per EU GMP Annex 1
Autoclave Durability Charts
- Cycle-life qualification showing dimensional change, edge integrity, and particle generation across 50, 100, 150, and 200 autoclave cycles at 121°C
- Acceptance criteria for end-of-life determination (particle generation increase, edge separation, >5% shrinkage)
- Recommended replacement schedules by ISO grade and use intensity
SOPs for Qualification (IQ/OQ/PQ)
- Template protocols for installation qualification (receiving inspection, labeling, storage)
- Operational qualification (particle generation testing, chemical compatibility verification, autoclave cycle validation)
- Performance qualification (in-use monitoring, EM trend analysis, operator training)
- Customized to your facility’s cleaning validation framework and regulatory requirements
For product catalogs, technical specifications, or to request a sample kit and validation package, visit Consumíveis para salas limpas MIDPOSI or contact your regional technical representative. Our contamination control specialists are available to review your facility’s ISO classification, disinfectant program, and operational priorities—then recommend the optimal polyester or microfiber mop configuration that balances particle control, durability, cost, and GMP compliance.







