
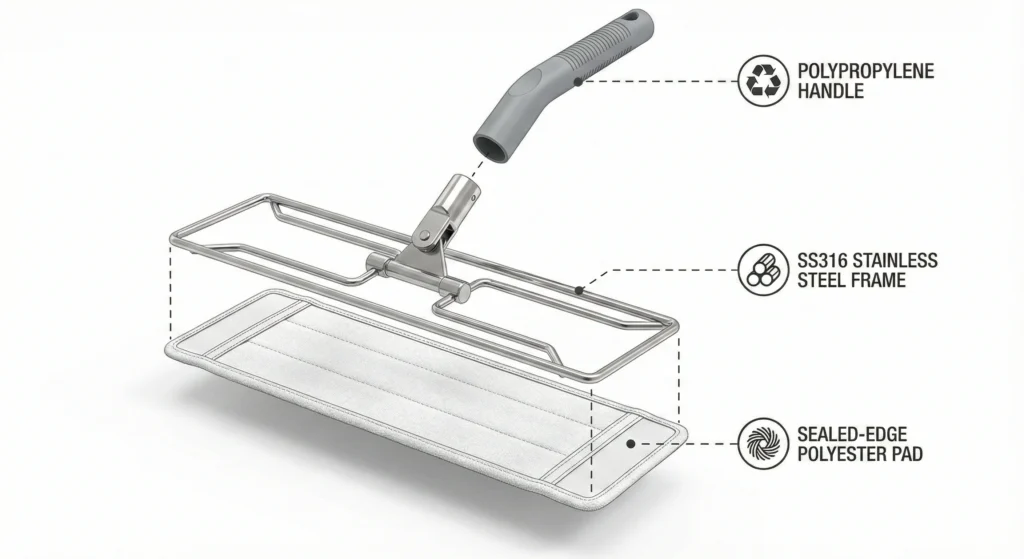
Figure 1: Pharmaceutical autoclave (Consolidated SR-24C) showing stainless steel chamber, digital control panel with multiple pressure gauges, and double hinged door design. Autoclaves validate cleanroom mop sterilization through biological indicator placement, parametric monitoring (temperature, pressure, time), and load configuration qualification to achieve SAL 10⁻⁶.
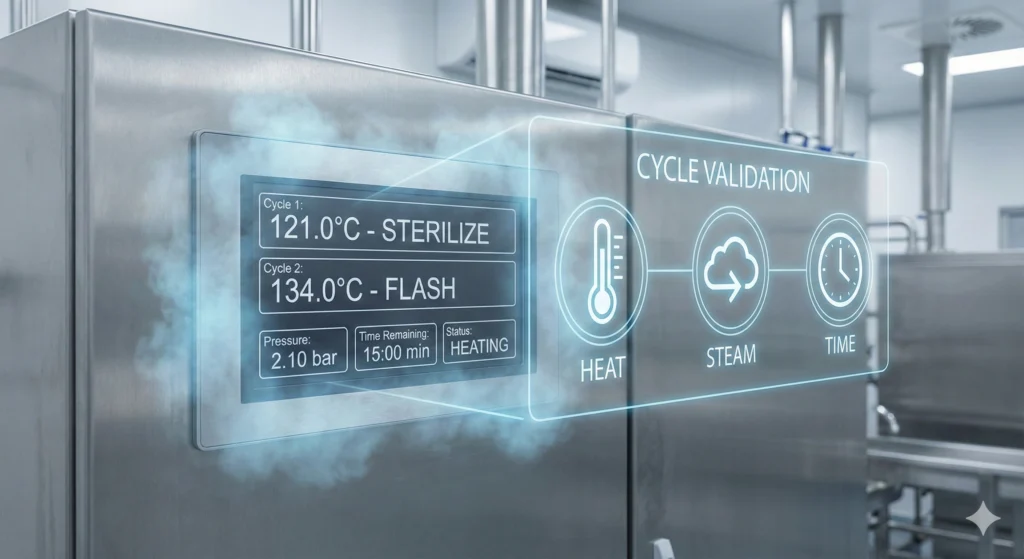
Autoclaving is moist-heat sterilization using saturated steam under pressure to achieve validated microbial lethality. Standard pharmaceutical cycles operate at 121–134°C (250–273°F) with 15–30 psi gauge pressure (103–207 kPa above atmospheric). At 121°C, steam penetrates porous loads and condenses on cooler surfaces, releasing latent heat that denatures proteins and disrupts cellular structures in vegetative bacteria, spores, fungi, and viruses.
Cycle design targets a Sterility Assurance Level (SAL) of 10⁻⁶—a probability of ≤1 in 1,000,000 that a viable microorganism survives the process. Validation uses biological indicators (BIs) containing spores of Geobacillus stearothermophilus (formerly Bacillus stearothermophilus), a heat-resistant organism with documented D₁₂₁-value (decimal reduction time at 121°C) typically ≥1 minute. An overkill approach delivers ≥12-log reduction (12 times the D-value) to meet SAL requirements; product-specific approaches calculate F₀ (equivalent minutes at 121°C) based on measured bioburden and D-values.
For cleanroom mops, autoclaving serves two functions: terminal sterilization (achieving SAL 10⁻⁶ for Grade A/B use) and reprocessing between uses (removing bioburden acquired during cleaning while maintaining material performance). “Autoclavable” means the material withstands repeated exposure to 121°C saturated steam without functional failure—but marketing claims rarely specify how many cycles or what performance metrics are maintained.
EU GMP Annex 1 Section 4.29 mandates that “disinfectants and detergents should be sterile” when used in Grade A and Grade B environments. “Sterile” in regulatory terms means demonstrated SAL 10⁻⁶—not visual cleanliness, not bioburden <10 CFU, but probabilistic assurance validated through overkill cycles or bioburden/D-value calculations.
SAL validation for autoclavable mops requires:
Biological indicator placement: BIs positioned at worst-case cold spots (identified during heat distribution studies) within mop loads. Tightly packed loads, layered fabrics, and sealed pouches create steam penetration challenges. Validation confirms all BIs are inactivated across consecutive runs.
Cycle parametric monitoring: Continuous recording of chamber temperature, pressure, and time. Minimum exposure (typically 15–30 minutes at 121°C or 3–10 minutes at 134°C) must be achieved at every location in the load, with F₀ calculation confirming cumulative lethality ≥8–12 minutes equivalent.
Load configuration qualification: Worst-case scenarios (maximum mop count, densest packing, containers/pouches used in practice) must be validated. A cycle that sterilizes 10 loose mop heads may fail when 20 heads are tightly stacked or wrapped in autoclave pouches.
Routine BI monitoring: Periodic biological indicator runs (frequency defined in validation protocol, often weekly or per-batch) confirm ongoing sterilization efficacy. Environmental monitoring of autoclave water quality, steam purity, and chamber bioburden supplements parametric release.
Grade C and D areas may accept disinfected (not sterilized) mops, but pharmaceutical best practice increasingly extends SAL 10⁻⁶ validation to reusable cleaning tools across all classified zones to prevent bioburden migration from lower to higher grades.
These terms are often conflated in procurement specifications, creating qualification gaps that surface during audits:
Rena: Visibly free from soil, particulates, and gross contamination. Achieved through laundering with pharmaceutical-grade detergents, validated rinse cycles, and clean-room drying. “Clean” mops may still harbor 10³–10⁶ CFU bioburden and generate hundreds of particles per m². Acceptable for unclassified areas; insufficient for ISO-classified cleanrooms.
Steril: Validated to SAL 10⁻⁶ via terminal sterilization (autoclaving, gamma irradiation, ethylene oxide). Microbiological testing (USP <71> sterility test) and parametric monitoring confirm absence of viable organisms. Sterile mops are required for Grade A/B areas per Annex 1 Section 4.29. Sterility degrades over time (expiration dating) and is compromised by improper storage or packaging breaches.
Autoklaverbar: Materialet tål fukt-värme sterilisering utan oacceptabel nedbrytning. Detta är en materiell egenskap, inte ett sterilitetstillstånd. Autoklaverbara material kan göras steril genom validerade cykler, men "autoklaverbar" ensam betyder inte "för närvarande steril" eller "lämplig för farmaceutisk användning." En polyesterhandduk av konsumentkvalitet kan överleva autoklavering men generera 10 000 partiklar/m² och fibrer, tekniskt autoklaverbar, funktionellt diskvalificerad.
Upphandlingsspecifikationerna måste skilja materialkapacitet ("autoklaverbar till 121°C i 50 cykler per valideringsdata") från processresultat ("steriliserade till SAL 10⁻⁶ per validerad cykel") och prestandaunderhåll ("partikelgenerering") <100/m² maintained through qualified service life”).
Single-use sterile mops (gamma-irradiated, individually packaged) achieve SAL 10⁻⁶ through vendor validation and avoid the cycle count issue entirely. Reusable autoclavable systems, however, must maintain performance across 50–200+ cycles to justify capital investment and operational complexity.
Economic driver: Reusable mops cost \$60–\$150 per head but deliver \$1–\$3 per use when amortized over 100–200 uses (including laundering and autoclave costs). Single-use mops cost \$15–\$30 per use. For a 1,000 m² Grade C area mopped 5× per week (260 uses/year), reusable systems save \$3,000–\$7,000 annually per mop. Facilities mopping large areas (pharmaceutical manufacturing suites, biologics production zones, device assembly cleanrooms) realize five-figure annual savings with reusable systems—but only if mops survive the full qualified cycle count without premature failure.
Operational driver: Facilities with in-house autoclaves and laundry can turn around reusable mops overnight, supporting daily cleaning schedules without large inventory buffers. Gamma-sterilized single-use mops require 2–4 week vendor lead times and larger safety stocks, complicating inventory management for multi-shift operations.
Regulatory driver: Annex 1 Section 4.20 defines consumable service life as “the period of time or number of cycles for which a cleanroom consumable is suitable for use.” QA must document cycle limits, degradation monitoring, and retirement criteria. Mops rated for 50 cycles but used for 80 cycles without requalification create audit findings—even if they “look fine” visually.
Marketing materials tout “autoclavable” as a premium feature, implying suitability for aseptic manufacturing. Regulatory reality is more nuanced:
Misconception 1: All autoclavable materials are equivalent. Materials survive autoclaving through different mechanisms. Polyester relies on high glass transition temperature (Tg ~250°C) and hydrophobic structure resisting steam penetration. Polypropylene uses crystalline structure and heat-stabilizing additives. Microfiber polyester/polyamide blends depend on balanced copolymer ratios—slight formulation changes cause one material to last 100 cycles, another to fail after 20. “Autoclavable” without documented cycle validation is meaningless.
Misconception 2: If it doesn’t melt, it’s qualified. Dimensional stability is necessary but insufficient. Mops may retain shape while experiencing fiber damage (increasing particle generation from 60 to 300 particles/m²), chemical degradation (losing tensile strength, becoming brittle), or residue accumulation (binding disinfectants, harboring biofilm). Performance qualification tracks particle generation, mechanical strength, and microbial cleanliness—not just visual integrity.
Misconception 3: Sterile = contamination-free forever. Sterility applies at the moment of sterilization completion. Uncontrolled cooling, non-sterile storage, or packaging breaches introduce recontamination. Annex 1 requires sterile materials to be “used immediately” or packaged/stored under validated conditions with defined hold times. Autoclaved mops removed from the chamber and left uncovered become non-sterile within hours.
Misconception 4: Grade C/D don’t need validated autoclavable mops. While Annex 1 explicitly requires sterility for Grade A/B, contamination control strategy (CCS) risk assessments increasingly extend validated sterilization to Grade C/D to prevent bioburden migration. Mops used in Grade D gowning rooms carry contamination to personnel who then enter Grade B production areas. QA teams validating entire facility cleaning programs treat autoclavable tool qualification as a system-wide requirement, not just an aseptic-zone specification.
Regulatory frameworks converge on a single requirement: cleaning tools used in classified areas must be validated to not introduce contamination. Autoclavable mops fulfill this through three control pathways:
EU GMP Annex 1 (effective August 2023) establishes the sterility baseline. Section 4.29: “Disinfectants and detergents should be sterile when used in Grade A and B areas.” Section 4.20 extends to consumables: “Materials used should be selected to minimize the generation of particles and microorganisms… The number of laundry/sterilization cycles which cleanroom garments can undergo should be defined based upon their qualification.” Autoclavable mops operationalize this by enabling validated sterilization and defined service life.
ISO 14644-5 (Operations) requires that “cleaning processes shall be validated” and “materials and equipment used for cleaning shall be suitable for the cleanroom classification.” ISO 14644-18 (Assessment of Suitability of Consumables) provides the assessment framework: consumables must demonstrate controlled emissions (particles, viable organisms, chemical residues) and documented service life. Autoclavable systems meet ISO requirements by combining material qualification (low particle generation) with sterilization validation (bioburden control).
PDA Technical Report 70 (Cleaning Validation) addresses reprocessing of reusable cleaning tools. TR 70 specifies that facilities must validate laundering/sterilization processes to remove soil, residues, and bioburden to defined limits, demonstrate that reprocessing does not degrade tool performance (particle generation, absorbency, structural integrity), and establish retirement criteria (maximum cycles, inspection checkpoints). Autoclavable mop validation protocols directly implement TR 70 guidance.
Pharma facilities are zoned by contamination risk: Grade A aseptic cores (filling needles, stopper bowls) operate under unidirectional airflow with the tightest particle and microbial limits; Grade B backgrounds (rooms surrounding Grade A) provide secondary protection; Grade C supports aseptic processing preparation; Grade D covers final packaging and non-sterile compounding.
Non-sterile or inadequately sterilized mops create bioburden migration pathways:
Scenario 1: Grade C → Grade B contamination. A mop used in a Grade C material prep area (bioburden limit: ≤100 CFU/m³ active air) picks up environmental organisms (spore-forming Bacill species, environmental molds, skin flora shed by gowned personnel). If the mop is “disinfected” with 70% IPA but not sterilized, surviving spores remain viable. The same mop used in Grade B (bioburden limit: ≤10 CFU/m³) introduces spores to floors directly adjacent to Grade A zones. Spores aerosolize during mopping, contaminate gowns, and transfer to Grade A during personnel/material entry.
Scenario 2: Cross-contamination between product lines. A facility manufactures penicillin-based antibiotics in one suite and cephalosporin antibiotics in another. Beta-lactam cross-contamination is a regulatory red-flag; even trace penicillin residues in cephalosporin products trigger allergic reactions in sensitized patients. Mops used in penicillin areas and then “cleaned” with detergent retain API residues that migrate to cephalosporin areas. Autoclave sterilization at 121°C combined with validated laundering removes residues below HPLC detection limits, breaking the cross-contamination chain.
Scenario 3: Biofilm formation in non-sterilized tools. Mops stored damp or incompletely sterilized develop biofilms—matrix-encased microbial communities resistant to disinfectants. Pseudomonas, Burkholderia, and other water-associated organisms colonize mop fibers, bucket interiors, and wringer mechanisms. Biofilm bacteria shed during use, contaminating floors and triggering environmental monitoring failures. Autoclave cycles disrupt biofilms through thermal destruction and steam penetration, preventing chronic contamination sources.
Autoclavable systems prevent these scenarios by ensuring every mop entering a classified area is at SAL 10⁻⁶, eliminating viable contamination before use.
Disinfectant efficacy depends on concentration, contact time, and absence of interference. Mop materials affect all three:
Particle shedding neutralizes disinfectants. Mops generating 1,000+ particles/m² release fiber fragments, textile debris, and polymer particles into disinfectant solutions. Particles adsorb quaternary ammonium compounds (quats), reducing free active concentration below validated efficacy thresholds. Hydrogen peroxide decomposes on cellulose fibers and certain polymer surfaces. Autoclavable sealed-edge polyester generates <100 particles/m², minimizing disinfectant binding and maintaining solution activity throughout the cleaning cycle.
Chemical leachables compromise sterility assurance. Some polymers release plasticizers, stabilizers, or degradation products that inactivate disinfectants or promote microbial growth. Low-quality polypropylene leaches antioxidants that neutralize peroxide-based sporicides. Microfiber polyamide components can leach nylon oligomers. Autoclavable pharmaceutical-grade materials are validated for extractables/leachables (E&L) per ICH Q3D and USP <661>, ensuring no interference with cleaning agents.
Fiber retention prevents cross-contamination. Non-autoclavable microfiber mops degrade into sticky, residue-retaining surfaces that bind API powders, cleaning agents, and microbial contamination. Validated autoclavable polyester resists residue retention through smooth fiber surfaces and hydrophobic chemistry, enabling thorough laundering and preventing carryover between uses.
Environmental monitoring (EM) programs track particle counts, viable air/surface samples, and personnel microbial contamination. Cleaning-tool-related EM failures follow three patterns:
Particle excursions during mopping. Non-validated mops generate particle bursts when wetted, wrung, or dragged across floors. ISO Class 5 areas (≤3,520 particles ≥0.5 µm/m³) have zero margin; a mop shedding 500 particles/m² temporarily pushes floor-level counts above limits. Even if the excursion resolves within 30 minutes (HEPA filtration removes particles), it triggers investigation cycles, CAPA documentation, and potential production holds. Autoclavable low-linting polyester mops generating <50 particles/m² eliminate this failure mode.
Post-cleaning bioburden increases. EM failures occur when surface swabs or contact plates show higher CFU counts after cleaning than before—evidence that mops redistributed contamination rather than removing it. Root causes: inadequate sterilization (mops harboring bioburden), biofilm growth in mop systems, or disinfectant inactivation by contaminated tools. Autoclave-validated mops at SAL 10⁻⁶ eliminate the “contaminated tool” variable, simplifying investigations and reducing false-positive findings.
Chronic low-level bioburden trends. Facilities using non-sterilized reusable mops often see persistent Grade C/D bioburden (30–50 CFU/m³ air samples, 10–20 CFU contact plates) that resists improvement despite validated disinfection protocols. The source: mops accumulating resistant organisms (spore-formers, biofilm species) through incomplete sterilization. Switching to autoclavable systems with validated 121°C cycles typically reduces baseline bioburden 50–70%, improving EM compliance margins.
Pharma QA teams qualifying autoclavable mops must document four performance attributes:
1. Heat resistance across qualified cycle count. IQ/OQ/PQ protocols include:
2. Particle shedding stability. ISO 14644-14 (Assessment of Suitability for Use of Equipment by Airborne Particle Concentration) provides the test method: operate mop heads in a controlled environment with optical particle counters measuring downstream concentrations. Acceptance criteria: <100 particles ≥0.5 µm/m² for ISO Class 5–7 use, <200 particles/m² for Class 8. Qualification tests mops at start of life and after every 20–25 autoclave cycles to detect degradation. Mops exceeding particle limits are retired even if they retain physical integrity.
3. Dimensional stability and functional performance. Autoclaving causes polymer shrinkage in low-quality materials. Measure mop head dimensions (length, width, thickness) before and after 10, 30, 50, 80, and 100 cycles; define tolerance limits (typically ±5% dimensional change). Test functional parameters: fluid absorbency (mL retained per gram dry weight), wring-out efficiency (% fluid released under standardized pressure), and frame attachment security (pull force required to detach mop from frame). Degradation beyond defined limits triggers retirement.
4. Disinfectant compatibility post-autoclave. Pharmaceutical cleaning programs rotate disinfectants (IPA, quats, peroxide, bleach) to prevent microbial resistance. Validation tests simulate worst-case sequential exposure: autoclave → 70% IPA → autoclave → 5% H₂O₂ → autoclave → 1000 ppm bleach → autoclave, repeating through 50 cycles. Confirm particle generation, visual integrity, and mechanical strength remain within acceptance criteria. Materials that pass autoclave-only testing but fail combined autoclave + chemical exposure are disqualified.

Figure 2: Sealed-edge polyester mop head showing heat-sealed perimeter construction and aluminum frame attachment. Sealed edges prevent fiber shedding and particle generation, maintaining <100 particles/m² through 50–100 autoclave cycles at 121°C. This construction is critical for pharmaceutical GMP compliance per ISO 14644-14 particle generation requirements.
Polyester dominates pharmaceutical autoclavable mop heads because it uniquely combines heat resistance, chemical compatibility, and low particle generation.
Material chemistry: Polyethylene terephthalate (PET) polyester has a glass transition temperature (Tg) of ~80°C and melting point of ~260°C. At autoclave temperatures (121–134°C), polyester remains in its solid crystalline state, well below melting. The polymer’s aromatic structure and hydrophobic ester linkages resist hydrolysis from steam exposure. High-molecular-weight continuous-filament polyester (used in pharmaceutical-grade mops) maintains tensile strength >70% after 100 autoclave cycles.
Sealed-edge construction: Critical for particle control. Cut edges expose fiber ends that fray and shed particles during mopping. Pharmaceutical-grade mop pads use heat-sealed perimeters (laser-cut and thermally bonded) or ultrasonic welding to encapsulate all edges. Some designs use continuous-loop knitting (tubular construction with no cut edges). Sealed edges prevent unraveling and particle generation, maintaining <80 particles/m² through 50–100 cycles.
Performance specifications:
Procurement specifications: “100% polyester or polyester-dominant blend (≥90%), continuous-filament construction, sealed edges (heat-sealed, ultrasonically welded, or continuous-loop knit), qualified for 50–100 autoclave cycles at 121°C per vendor validation data, particle generation <100/m² per ISO 14644-14 maintained through qualified service life.”
Microfiber mops (polyester/polyamide blends, typically 80/20 or 70/30) offer superior absorbency (6–8× dry weight) and soil capture compared to 100% polyester. However, microfiber presents autoclave validation challenges:
Polyamide (nylon) degradation: Polyamide 6 and 6,6 (common microfiber components) have lower heat resistance than polyester. Nylon Tg is 50–60°C with melting points of 220–260°C—closer to autoclave temperatures. Repeated 121°C exposure causes chain scission (molecular weight reduction), embrittlement, and fiber fusion. SEM imaging of microfiber after 20 autoclave cycles shows filament clumping and surface damage.
Accelerated particle generation: Studies document microfiber particle generation increases from ~100 particles/m² (new) to 300–800 particles/m² after 20–40 autoclave cycles—disqualifying performance for ISO Class 5–7 environments. The split-fiber structure (microfibers are mechanically split to create fissures for soil capture) delaminates under thermal stress, releasing sub-micron fiber fragments.
Residue retention: Damaged microfiber becomes tacky, retaining disinfectant residues, API powders, and organic soil. This increases bioburden risk (organic residues support microbial growth) and cross-contamination potential (residues transfer between cleaning cycles).
Limited service life: Pharmaceutical-grade microfiber qualified for autoclaving typically achieves 30–50 cycles—lower than polyester’s 50–100 cycles. Cost per use remains competitive due to lower unit cost (\$25–\$80 vs \$60–\$150 for polyester), but facilities must track cycle counts rigorously and retire mops earlier.
Recommended applications: Microfiber autoclavable mops are acceptable for ISO Class 7–8 (Grade C/D) areas where higher absorbency benefits outweigh reduced service life, and particle generation <200/m² meets classification requirements. Grade A/B applications should use polyester; the risk of mid-service-life particle excursions with microfiber is unacceptable in aseptic zones.
Qualification requirements: Demand vendor validation data showing particle generation curves from 0 to qualified end-of-life cycles (e.g., 0, 10, 20, 30, 40, 50 cycles), visual/SEM evidence of fiber integrity, and dimensional stability testing. Establish in-house cycle tracking and inspection protocols to detect early degradation.
Mop frames connect heads to handles and must survive 200+ autoclave cycles without corrosion, warping, or mechanical failure.
Material specifications: SS316 (18% chromium, 14% nickel, 2.5% molybdenum) or SS304 (18% chromium, 8% nickel) stainless steel. SS316 offers superior corrosion resistance in high-chloride environments (important for facilities using bleach-based sporicides); SS304 is acceptable for IPA/quat/peroxide-only programs.
Konstruktion: Continuous-bend or welded one-piece frames eliminate threaded connections and crevices that trap bioburden. Mop head attachment should use sealed pockets (polyester sleeves) or smooth clip mechanisms—no exposed Velcro or hook-and-loop fasteners that harbor contamination and shed particles.
Autoklav hållbarhet: SS316/SS304 withstand 200+ autoclave cycles at 121°C without functional degradation. Passivation (chemical treatment forming a protective chromium oxide layer) may be required after 100–150 cycles if surface discoloration or micro-pitting appears, but mechanical integrity and particle generation performance remain acceptable.
Kosta: \$70–\$200 per frame (40–60 cm width). Higher upfront cost than polypropylene (\$25–\$80), but amortized over 200+ cycles vs 50–100 cycles for PP, stainless steel offers lower total cost of ownership.
Procurement specifications: “SS316 or SS304 stainless steel, one-piece welded or continuous-bend construction, sealed mop head attachment (no exposed Velcro), electropolished or passivated surface finish, qualified for 200+ autoclave cycles at 121°C.”
Anodized aluminum frames offer lighter weight (150–250g vs 300–500g for stainless steel) and lower cost (\$40–\$120), but present qualification challenges:
Autoclave-induced corrosion: Anodization (electrochemical oxide coating) protects aluminum from oxidation, but 121°C steam gradually degrades the anodic layer. Repeated cycles cause pitting, white oxide formation, and surface roughness—increasing particle generation and creating bioburden harbors.
Limited cycle life: Pharmaceutical-grade anodized aluminum frames typically achieve 50–100 autoclave cycles before surface degradation disqualifies them. This matches polyester mop head service life, allowing synchronized retirement, but offers no advantage over polypropylene frames at similar cost.
Kemisk inkompatibilitet: Aluminum corrodes rapidly in alkaline environments. Facilities using alkaline detergents for laundering or sodium hypochlorite (bleach, which generates alkalinity through hydrolysis) should avoid aluminum frames. Even anodized surfaces fail under sustained bleach exposure.
Recommended applications: ISO Class 7–8 applications with IPA/quat-only disinfection programs and weight-sensitive workflows (e.g., ceiling mopping, wall cleaning requiring extended-reach handles). Grade A/B applications should use stainless steel to avoid mid-service-life corrosion risks.
Handles connect frames to operators and must be autoclavable, ergonomic, and sealed against bioburden infiltration.
Material specifications: High-temperature polypropylene (PP) formulated with heat stabilizers, typically glass-transition temperature ~0°C and melting point ~165°C. Standard PP melts or warps at 121°C; pharmaceutical-grade autoclavable PP uses copolymers and stabilizers to maintain rigidity at sterilization temperatures.
Konstruktion: One-piece extrusion or injection-molded design with no hollow cavities or threaded caps that trap moisture and bioburden. Frame attachment should use sealed threaded connections with autoclavable gaskets or one-piece molded frame-handle assemblies.
Autoklav hållbarhet: High-temperature PP withstands 50–100 cycles at 121°C. Degradation manifests as brittleness, surface cracking, and thread stripping on attachment points. Visual inspection after every 20–25 cycles detects early failure signs.
Handtag i rostfritt stål vs polypropen: SS316 handles (120–150 cm, \$80–\$150) withstand 200+ cycles and offer superior chemical resistance, but are heavier (400–600g) and costlier. Autoclavable PP handles (\$30–\$70, 150–250g) provide ergonomic benefits and adequate service life for Grade C/D applications. Facilities should match handle cycle life to frame cycle life—pairing 50-cycle PP handles with 200-cycle stainless frames creates waste; pairing 100-cycle PP with 100-cycle polyester mops optimizes synchronized retirement.
Procurement specifications: “Autoclavable polypropylene (high-temperature formulation) or SS316 stainless steel, one-piece sealed construction, qualified for ≥50 autoclave cycles at 121°C, frame attachment threads sealed with autoclavable gaskets.”
Autoclavable materials must withstand pharmaceutical disinfectant rotation without cumulative degradation:
70% Isopropyl alcohol (IPA): Daily use in Grade A/B/C areas. Polyester, stainless steel, and autoclavable PP show excellent compatibility—no swelling, discoloration, or strength loss after 100+ exposure cycles. Microfiber polyamide may swell slightly but remains functional.
Hydrogen peroxide (H₂O₂, 3–10%): Weekly sporicidal cleaning. Polyester and SS316 resist peroxide oxidation. Autoclavable PP shows gradual surface chalking (whitening) after 50+ peroxide exposures but maintains mechanical integrity. Microfiber polyamide degrades faster—yellowish discoloration and strength loss after 30–50 cycles. Combined autoclave + peroxide stress accelerates microfiber degradation; limit to 30–40 total cycles in peroxide-rotation programs.
Quaternary ammonium compounds (quats, 200–2000 ppm): 2–3× weekly general disinfection. Well-tolerated by all autoclavable materials. Residue management critical—quats form films on surfaces that reduce subsequent disinfectant activity. Validated laundering protocols must remove quat residues between uses.
Natriumhypoklorit (blekmedel, 500–5000 ppm): Bredspektrum sporicidal användning 1–2 gånger i veckan. Polyester tål blekning men visar gradvis gulning och 20–30 % draghållfasthetsförlust efter 50+ exponeringar vid >1000 ppm. SS316 motstår kloridkorrosion; SS304 kan visa pitting efter 100+ exponeringar över 2000 ppm. Autoklaverbar PP och mikrofiber bryts ner snabbt i blekmedel – ytsprickor, sprödhet och accelererad partikelgenerering. Anläggningar med blekmedelstung CCS bör specificera SS316-ramar, 100 % polyestermopphuvuden och begränsa moppens livslängd till 50–70 cykler vid blekning >1000 ppm används rutinmässigt.
Valideringsmetod: Create a compatibility matrix documenting pass/fail for each material + disinfectant combination, with “pass” defined as: no visible degradation (cracking, yellowing, surface texture change beyond acceptable limits), particle generation <100/m² maintained, mechanical strength retention >70%, after 50 cycles of worst-case sequential exposure (autoclave → disinfectant → autoclave).
The 121°C/15–30 minute cycle is pharmaceutical autoclaving’s workhorse, balancing validated lethality with material preservation.
Cycle parameters: 121°C (250°F) saturated steam at 15 psi gauge pressure (103 kPa above atmospheric), exposure time 15–30 minutes depending on load density and steam penetration requirements. F₀ (cumulative lethality equivalent to 121°C exposure) typically reaches 8–15 minutes for porous loads like mop heads.
Why 121°C: At this temperature, G. stearothermophilus spores (the biological indicator standard for steam sterilization) exhibit D-value ~1.5 minutes (time to achieve 1-log or 90% reduction). A 15-minute exposure delivers 10-log reduction; 30 minutes provides 20-log reduction—massive overkill ensuring SAL 10⁻⁶ even with high bioburden or poor steam penetration.
Material tolerance: Polyester, SS316 och autoklaverbar PP tål alla 121°C utan akuta skador. Detta är grundlinjen för kvalificeringen – material som misslyckas vid 121°C diskvalificeras oavsett kostnad eller prestandafördelar.
Cykelkvalificering: IQ/OQ validerar autoklavutrustningen (temperaturfördelning, ångkvalitet, dörrtätningsintegritet). PQ validerar specifika belastningar: packa mopphuvudena i värsta tänkbara konfigurationer (maximalt antal, tätaste arrangemang, i påsar om det används i praktiken), placera BI:er vid geometriskt centrum och periferi, kör 3 på varandra följande cykler, bekräfta att alla BI:er är inaktiverade och minsta F₀ uppnås på alla sensorplatser. Dokumentera cykelposter (tid/temperatur/tryckdiagram) och BI-resultat för myndighetsinspektion.
High-temperature short-cycle sterilization (134°C/3–10 minutes) is used in some pharmaceutical facilities to increase autoclave throughput.
Cycle parameters: 134°C (273°F) at 30 psi gauge (207 kPa above atmospheric), exposure time 3–10 minutes. F₀ equivalence: 3 minutes at 134°C delivers approximately the same lethality as 30 minutes at 121°C (due to exponential relationship between temperature and D-value per z-value ~10°C for spores).
Material risk: Högre temperatur påskyndar polymernedbrytning. Polyester bibehåller integriteten men visar snabbare färgblekning och draghållfasthetsförlust – 50-cykellivslängd vid 134°C vs 100-cykellivslängd vid 121°C. Autoklaverbar PP närmar sig sin smältpunkt (165°C); livslängden sjunker till 30–50 cykler, med risk för vridning om kammartemperaturen överskrider eller kylningen är för snabb. Mikrofiberpolyamid bryts ned allvarligt - fiberfusion och ökad partikelgenerering uppträder efter 10–20 cykler vid 134°C.
Recommended applications: 134°C cykler är acceptabla för ramar/handtag i rostfritt stål (ingen nedbrytning) och premium moppar av kontinuerlig filament av polyester där 50-cyklers livslängd är tillräcklig. Undvik 134°C för komponenter av mikrofiber, polyester av standardkvalitet och polypropen. Om anläggningsautoklaver fungerar vid 134°C för andra belastningar (kirurgiska instrument, glasvaror), upprätta separata 121°C-cykler för renrumsmopper eller acceptera reducerad livslängd och spårcykelräkningar i enlighet med detta.
Godkännande: Samma IQ/OQ/PQ-ramverk som 121°C-cykler. BI-placering kritisk—134°C minskar säkerhetsmarginalen för kalla platser. Livslängdsstudier måste utföras vid 134°C för att fastställa faktiska cykelgränser; extrapolera inte från 121°C-data.
Material bryts ned kumulativt över autoklavcykler. Bestämning av livslängd kräver accelererad åldringsvalidering:
Design för åldrandestudier: Testa moppar med intervaller under den beräknade livslängden – 0 cykler (baslinje), 20 cykler, 40 cykler, 60 cykler, 80 cykler, 100 cykler – mäter:
Rita prestandamått vs cykelräkning för att identifiera degraderingskurvor. Mopps livslängd definieras som antalet cykel där någon parameter överskrider acceptanskriterierna – vanligtvis när partikelgenereringen når 100/m² (för ISO 5–7 användning) eller den mekaniska hållfastheten sjunker under 70 % av originalet.
Typiska nedbrytningsmönster:
Omkvalificering utlöser: Om moppar under användning visar oväntad nedbrytning (partikelavvikelser, brutna ramar, för tidig missfärgning), sluta använda och undersöka. Möjliga orsaker: temperaturöverskridanden i autoklaven, problem med ångkvaliteten (överhettad ånga eller våt ånga), kontaminering med inkompatibla kemikalier (t.ex. exponering för blekmedel som inte ingår i den ursprungliga valideringen) eller ändringar i leverantörens materialformulering. Kvalificera om med färska prover och revidera cykelgränserna om det behövs.
Polymerkrympning från ångexponering är ett vanligt felläge för moppar av icke-farmaceutisk kvalitet:
Mekanism: Polymerer innehåller restspänningar från tillverkning (spinning, vävning, värmehärdning). Autoklavvärme ger energi för polymerkedjor att slappna av mot konformationer med lägre energi – vilket visar sig som dimensionell sammandragning. Lågkvalitetspolyester kan krympa 5–15 % i längd/bredd efter 5–10 cykler; material av farmaceutisk kvalitet använder kontrollerad värmeinställning och avspänningsglödgning under tillverkningen för att minimera kvarvarande spänningar och begränsa krympning till <3 % över 100 cykler.
Inverkan: Krympta mopphuvuden passar inte längre ramarna ordentligt, vilket skapar lösa fästpunkter som genererar partiklar genom friktion. Minskad yta minskar golvtäckningen och vätskekapaciteten. Tätt tyg ökar styvheten, minskar förarens manövrerbarhet och partikelfångningseffektivitet.
Kvalifikationsprov: Mät mopphuvudets dimensioner (längd, bredd, tjocklek på tre ställen) vid 0, 10, 20, 30, 50 cykler. Acceptanskriterium: <5 % dimensionsförändring genom kvalificerad livslängd. Avvisa leverantörer som inte kan tillhandahålla krympningsvalideringsdata eller som visar >5 % krympning under de första 10 cyklerna (indikerar på otillräcklig tillverkningsvärmebehandling).
Metallramar misslyckas genom korrosion (diskuterade tidigare under aluminium) eller mekanisk deformation:
Svetsfogsbrott: Ramar som använder punktsvetsar eller häftsvetsar (snarare än kontinuerliga svetsar) utvecklar spänningssprickor vid svetspunkter efter 30–50 autoklavcykler. Ånga tränger in i sprickor, accelererar korrosion och fogfel. Ramar av farmaceutisk kvalitet använder kontinuerlig pärlsvetsning eller stämplad/böjd konstruktion i ett stycke.
Trådavisolering: Fästpunkter för gängade handtag upplever cyklisk termisk expansion/sammandragning. Rostfritt stål av låg kvalitet (t.ex. SS201, en lägre nickelkvalitet som marknadsförs som "rostfritt") eller mjuka aluminiumlegeringar bandtrådar efter 20–40 cykler. SS316 och höghållfasta aluminiumlegeringar bibehåller trådintegriteten genom 200+ cykler.
Förhalning: Tunt aluminium (<2 mm) eller stansade stålramar kan skeva under autoklavtryckskillnader, särskilt under snabb kylning. Böjda ramar skapar ojämn golvkontakt (minskar rengöringseffektiviteten) och belastar mopphuvudets fästpunkter (som orsakar revor).
Kvalifikationsprov: Ladda ramar i autoklaven med maximal drifttäthet, kör 20 cykler, inspektera för svetssprickor (testning av färgpenetrant), gängskador (go/no-go-mätare) och skevhet (planhetsmätning på referensyta). Acceptans: inga synliga skador, gängingrepp >80 % av original, planhetsavvikelse <2 mm över ramlängden.
Upphandlingsspecifikationer måste skilja leverantörsmarknadsföring från valideringsfärdig dokumentation:
Nödvändig leverantörsdata:
Exempel på specifikationsspråk:
"Autoklaverbart renrumsmopphuvud: 100 % polyester med kontinuerlig filament, förseglad kantkonstruktion (värmeförseglad eller ultraljudssvetsad omkrets), kvalificerad för minst 50 autoklavcykler vid 121°C/30 min per leverantörsvalideringsstudie. Säljaren ska tillhandahålla: (1) ISO 14644-genereringsrapport för testdokument 14644 <100 partiklar ≥0,5 µm/m² upprätthålls genom kvalificerad cykelräkning, (2) dimensionsstabilitetsdata som visar <5 % förändring av längd/bredd genom kvalificerade cykler, (3) materialanalyscertifikat, (4) metod för bestämning av livslängd och pensionskriterier. Mopphuvuden ska förses med partispecifika certifikat om överensstämmelse och cykelspårningsdokumentation som möjliggör övervakning av anläggningens livslängd."
Röda flaggor i leverantörsanspråk:
Anläggningar bör pilottesta små kvantiteter (10–20 mopphuvuden) med intern autoklavvalidering innan anläggningen tar i bruk. QA-ledd testning identifierar leverantörsdataluckor och verifierar prestanda under faktiska användningsförhållanden (anläggningsspecifika desinfektionsmedel, autoklavutrustning, operatörstekniker).
| Kriterium | Autoklaverbar Återanvändbar | Gamma-steriliserad engångsprodukt |
| Kostnad per användning | \$2–\$7 (system cost amortized over 50–200 uses + laundering/autoclave) | \$15–\$30 (single use, vendor-sterilized) |
| Sterilitetssäkring | SAL 10⁻⁶ via intern autoklavvalidering; kräver BI-övervakning och parametrisk release | SAL 10⁻⁶ via leverantörens gammastrålning (25–50 kGy); sterilitetsintyg och dosjournaler tillhandahålls |
| Partikelgenerering | <100 partiklar/m² när kvalificerad; bryter ned 30–100 cykler beroende på material; kräver periodisk omtestning | <50 partiklar/m² (ingen oro för nedbrytning; engångsbruk eliminerar åldringsvariabel) |
| Korskontamineringsrisk | Låg till måttlig; validerad tvättning tar bort rester till <HPLC-detektionsgränser; kräver segregering efter rum/produkt | Noll; engångsbruk eliminerar batch-till-batch-överföring |
| SOP-komplexitet | Hög; kräver autoklav IQ/OQ/PQ, cykelspårning, tvättvalidering, livslängdsövervakning, pensionsprotokoll | Låg; endast ta emot inspektion och kassering |
| Lager | Måttlig; 3–5 gånger daglig användningsmängd för att stödja rotation av tvätt/sterilisering (t.ex. 30 moppar för anläggning med 10/dag) | Hög; 1–2 veckors leverans plus säkerhetslager för leverantörens ledtider (t.ex. 100–200 moppar för anläggning som använder 10/dag) |
| Infrastruktur | Kräver validerad autoklav, tvätt av farmaceutisk kvalitet (eller utlokaliserad service) och kontrollerad förvaring | Ingen steriliseringsinfrastruktur; kräver endast kontrollerad lagring som uppfyller kraven på paketets integritet/utgångsdatum |
| Bästa applikationerna | ISO 6–8 storarea tillverkning (>500 m² daglig moppning), anläggningar med befintlig autoklavkapacitet, kostnadskänslig verksamhet | ISO 5 Grad A/B aseptiska kärnor, multi-produkt/högpotens API-anläggningar som kräver noll korskontamineringsrisk, anläggningar utan autoklavkapacitet |
| Miljöpåverkan | Lägre avfallsvolym; återanvändbara system genererar avfall först vid slutet av sin livslängd | Högre avfallsvolym; varje användning genererar kassering av mopphuvud + förpackning (vissa leverantörer erbjuder återvinningsprogram) |
| Revisionsdokumentation | Omfattande; autoklavvalideringsposter, BI-övervakningsloggar, cykelspårning, livslängdsstudier, pensionsposter | Måttlig; leverantörens sterilitetsintyg, mottagande av inspektionsprotokoll, lagringsefterlevnad, spårning av utgångsdatum |
Scenario: 1 000 m² tillverkningsyta av grad C moppad 5 gånger per vecka (260 användningar/år)
Autoklaverbart återanvändbart system (5-årig TCO):
Gamma-steriliserat engångssystem (5-årig TCO):
Reusable system saves \$14,425 over 5 years (48% TCO reduction) for this scenario.
Scenario: 200 m² aseptisk fyllningssvit av klass A/B moppad 3x per vecka (156 användningar/år)
Autoklaverbar återanvändbar:
Gamma-steriliserad engångsprodukt:
Disposable system saves \$6,160 (18% TCO reduction) for this high-risk, lower-volume application.
TCO beslutsram: Återanvändbara system uppnår ROI-fördelar vid högre användningsvolymer (>200–300 användningar/år) och lägre riskklassificeringar (Grad C/D). Engångssystem optimerar för högrisktillämpningar med låg volym (Grade A/B <200 användningar/år) där undvikande av utredningskostnader uppväger högre kostnad per användning.
Återanvändbara system kräver validerad rengöring mellan användningarna för att förhindra kontaminering från rum till rum:
Tvättvalidering: Farmaceutisk textilupparbetning följer PDA TR 70 riktlinjer. Validering visar att tvättning tar bort jord, API-rester och biologisk börda till under detektionsgränserna. Kritiska parametrar: vattenkvalitet (WFI eller renat vatten för slutsköljning), typ av tvättmedel/koncentration (läkemedelskvalitet, rester testad), tvätttemperatur och cykeltid, sköljcykler (minst 3–5 med slutsköljning) <10 CFU/100 ml, <0.25 EU/ml endotoxin), och torkningsmetod (HEPA-filtrerad luft, validerad temperatur/tid som förhindrar mikrobiell tillväxt).
Segregationsprotokoll: Färgkodning (blått för klass A/B, grönt för klass C, gult för klass D, rött för avfallsområden) förhindrar oavsiktlig korsanvändning. Fysisk segregering (separat lagring för varje kvalitet/produktlinje) förstärker procedurkontrollerna. Märkning (rumsindelning, servicedatum, cykelantal) möjliggör spårbarhet.
Restprov i värsta fall: Avsiktligt förorena moppar med värsta tänkbara utmaning (API-pulver med hög styrka, koncentrerat rengöringsmedel, organismcocktail med hög biobelastning), tvättning enligt validerat protokoll, test för rester via HPLC (API) eller TOC (rengöringsmedel) och biobelastning via ytsvamp. Acceptans: API <1 % av lägsta terapeutiska dos (produktspecifik beräkning), rengöringsmedel <LOD, biologisk börda <10 CFU/mopp.
Engångssystem eliminerar komplexitet för validering av tvättning och ger absolut garanti för noll överföring – den regulatoriska preferensen för flerproduktsanläggningar, högpotenta API:er och beta-laktamtillverkning.
Autoklaverbart återanvändbart arbetsflöde:
Engångsarbetsflöde:
Engångsarbetsflöden eliminerar steg 3–8 från återanvändbara protokoll, vilket minskar operatörsutbildningsbördan och risken för proceduravvikelser. Återanvändbara arbetsflöden erbjuder dock större operativ flexibilitet (inget leverantörsberoende för nödlager, övernattning kontra 2–4 veckors ledtider).
EM-program spårar rengöringsverktygets prestanda genom två mätvärden:
Trender för antalet partiklar: Optiska partikelräknare placerade under moppningsoperationer (eller återvinningstest efter moppning) upptäcker nedbrytande moppar. Baslinje: <50 partiklar/m² för nya autoklaverbara moppar, <30 partiklar/m² för engångsartiklar. Trender: Månatlig genomsnittlig partikelgenerering under moppning bör förbli oförändrad. Uppåtgående trender (t.ex. 50 → 70 → 95 partiklar/m² under 3 månader) indikerar nedbrytning av mopp som kräver tidigare pensionering eller undersökning av autoklav-/tvättprocessdrift.
Undersökningar av EM-fel bör skilja verktygsfel från problem med operatörsteknik eller desinfektionsmedel. Om flera rum visar att partikel-/biobelastningen ökar samtidigt, misstänk verktygsnedbrytning (mopparna närmar sig slutet av sin livslängd). Om den är isolerad till ett rum eller operatör, misstänk teknik eller desinfektionsmedelsberedning.
Verifiering av minskad biobelastning: Ytprover eller kontaktplattor före och efter moppning mäter rengöringens effektivitet. Acceptans: ≥2-log reduktion (99% borttagning) för rutinmässig rengöring, ≥3-log reduktion (99,9% borttagning) för sporicid rengöring. Autoklaverbara moppar vid SAL 10⁻⁶ och sterila engångsmopper uppnår båda detta när de används med validerade desinfektionsmedel och tekniker. Icke-sterila eller otillräckligt steriliserade moppar visar sig ofta <1-log minskning eller till och med ökad biobörda (förorenade verktyg som omfördelar organismer).
Figur 3: Renrum av farmaceutisk klass B/C som visar klädd personal i korrekt skyddsutrustning och tillverkningsmiljö. EU GMP Annex 1 avsnitt 4.29 kräver sterila rengöringsmaterial (inklusive moppar) i områden av grad A/B, uppnådda genom validerade autoklavcykler som ger SAL 10⁻⁶.
MIDPOSI autoklaverbara renrumsmoppsystem är konstruerade för läkemedelskontaminationskontroll, och kombinerar validerad materialprestanda med nyckelfärdiga dokumentationspaket som minskar tidslinjerna för kvalificering av anläggningar från månader till veckor.
MIDPOSI polyestermoppdynor med förseglad kant använder kontinuerligt filament PET-polyester i en rörformad konstruktion med värmeförseglade omkretsar. Inga exponerade fiberändar; inga skurna kanter; inga partikelavgivningsvägar.
Performance specifications:
Valideringspaket: Testrapport för partikelgenerering (ISO 14644-14-protokoll, testad vid 0, 20, 40, 60, 80 cykler), autoklavåldringsstudie (dimensionell stabilitet, draghållfasthetsretention, visuell integritet över 100 cykler), kemisk kompatibilitetsmatris (godkänd/underkänd för IPA, blekningsmaterialtyp, peroxid, blekningsmaterial, analys, fiber färgämnesöverensstämmelse, tungmetaller), partispårbarhet (batchregister kopplar råvarukälla till färdig produkt).
MIDPOSI moppramar använder SS316 rostfritt stål i kontinuerlig böjd eller TIG-svetsad konstruktion i ett stycke. Mopphuvudfäste via förseglade polyesterfickor (ingen kardborre, inga synliga fästen).
Performance specifications:
Valideringspaket: Materialcertifikat (brukscertifikat som bekräftar SS316-sammansättning), svetsinspektionsrapporter (färgpenetrantprovning för svetsintegritet), autoklavkvalificering (200-cykeltest med visuell och mekanisk inspektion med 50, 100, 150, 200 cykelintervall), partikelgenereringstestning (huvudenhet + mopning) <100 partiklar/m² systemprestanda).
MIDPOSI erbjuder handtag av både högtemperaturpolypropen (kostnadsoptimerad, 80-cykellivslängd) och SS316 rostfritt stål (premium hållbarhet, 200+ livslängd).
Autoklaverbara PP-handtag:
SS316 handtag:
Valvägledning: Matcha handtagets livslängd till mopphuvudet och ramlivslängden. Om du använder 80-takts polyestermoppar med 200-takts SS316-ramar, välj PP-handtag (80 cykler) för synkroniserad pensionering – eller välj SS316-handtag (200 cykler) som håller i 2–3 mopphuvudens livscykler, vilket minskar kostnaden på lång sikt.
MIDPOSI trippelskopa vagnsystem integreras med autoklaverbara mopphuvuden/ramar/handtag för att leverera komplett arbetsflödesvalidering.
Konfiguration: Tre 12-liters hinkar av rostfritt stål på hjulförsedd vagnsram, graderade volymmarkeringar (steg 500 ml), integrerad vridare av presstyp placerad över avfallshink. Färgkodade lock (blått = desinfektionsmedel, grönt = skölj, rött = avfall) förhindrar förvirring av operatören.
Material: SS316 rostfria skopor och ram, autoklaverbara hjul (högtemperatur nylon eller rostfritt), svetsad konstruktion (inga partikelgenererande fogar).
Autoklavkompatibilitet: Hel vagn (hinkar, ram, vridare) autoklaverbar vid 121°C som monterad enhet. Kvalifikation stöder användning av klass B/C med steriliserade moppsystem.
Valideringspaket: Validering av vätskesegregering (testning i värsta fall: mopp 500 m² med en hinkfyllning, mät koncentrationen av desinfektionsmedel var 100:e m², verifiera att det finns kvar inom 90–110 % av målet genom slutförandet), verifiering av desinfektionsmedlets kontakttid (mät kvarvarande fuktighetslängd på golvytan), testhink/testring för hink/påhängare (bioburden test-wringer). <1 CFU per 25 cm² yta), operatörsutbildning SOP med fotografisk arbetsflödesdokumentation.

MIDPOSI tillhandahåller nyckelfärdig valideringsdokumentation som minskar anläggningens IQ/OQ/PQ börda:
Partikelgenereringsrapport: ISO 14644-14 protokolltestning; mopp + ram + handtagssystem testat som det används; Specifikationer för optisk partikelräknare och kalibreringsposter; testmiljö (ISO klass 5 kammare, kontrollerad temperatur/fuktighet); resultattabell som visar partikelantal vid 0, 20, 40, 60, 80 cykelintervall med acceptanskriterier och godkänd/underkänd bestämning.
Autoklavkvalificeringsrapport: Utformning av åldrandestudie (cykelräkningsintervall, testparametrar); visuella inspektionsresultat (fotografier som visar moppens tillstånd vid varje intervall); dimensionsstabilitetsmått (längd, bredd, tjocklek på tre platser per mopp); mekanisk hållfasthetstestning (dragprovningsresultat, nötningsbeständighet, gängdragkraft för ramar); funktionell prestanda (absorberande förmåga, utvridningseffektivitet); pensionskriterier och motivering för fastställande av livslängd.
Rapport om kemisk kompatibilitet: Testmatris (alla anläggningsdesinfektionsmedel kontra alla systemkomponenter); exponeringsprotokoll (koncentration, kontakttid, antal cykler); utvärderingskriterier (visuell nedbrytning, omtestning av partikelgenerering, bibehållande av mekanisk hållfasthet); godkänd/underkänd resultat per material-kemisk kombination; rekommendationer för anläggningsspecifik rotation av desinfektionsmedel.
Test av desinfektionsmedelskompatibilitet: Sekventiell exponeringssimulering (autoklav → IPA → autoklav → peroxid → autoklav → quat → autoklav genom 50 cykler); partikelgenereringstrend (verifiera <100/m² bibehålls); visuell/mekanisk bedömning; acceptansförklaring.
Materialcertifikat: Partispecifika analyscertifikat (fibertyp, färgsats, metallsammansättning); intyg om överensstämmelse (produkten uppfyller specifikationen); spårbarhetsdokumentation (batchposter som länkar CoA till slutproduktens partinummer).
IQ/OQ/PQ-mallar: Förskrivna protokoll som kan anpassas till anläggningsspecifika detaljer (autoklavmodell, cykelparametrar, rumsklassificeringar); inkluderar acceptanskriterier, dataregistreringsformulär, avvikelse/undersökningsprocedurer; minskar valideringstiden från 40–60 timmar till 8–12 timmars anpassning.
MIDPOSI leveranskedja och teknisk support:
Ledtider: Lagervaror (standardmopphuvuden i polyester 40 cm och 60 cm, SS316 ramar, PP-handtag 120 cm och 150 cm) skickas inom 5 arbetsdagar. Anpassade konfigurationer (speciella storlekar, logotyptryck, färgkodade alternativ) skickas inom 15 arbetsdagar. Valideringsdokumentationspaket levereras inom 3 arbetsdagar efter beställning (elektronisk PDF-leverans).
Ingenjörsstöd: Teknisk konsultation före försäljning (30–60 min samtal med QA/valideringsteam för att granska anläggningskrav, rekommendera konfigurationer, diskutera valideringsmetod). Provutvärderingsprogram (anläggningar kan begära 5–10 provmoppar för interna pilottestning före kapitalåtagande). Granskning av valideringsprotokoll (MIDPOSI tekniska team granskar anläggningens IQ/OQ/PQ-utkast och ger feedback om acceptanskriterier, testmetoder, dataregistrering). Felsökning efter försäljning (utredningsstöd om moppar visar oväntad nedbrytning eller EM-påverkan).
Utbildning: Utbildning på plats eller virtuell operatör som täcker korrekt moppteknik, konfiguration av autoklavladdning, spårning av cykelräkningar, visuell inspektion för pensionskriterier och korrigerande åtgärder för skadade verktyg.
CTA för konvertering:
Begär valideringsrapport — Ladda ner komplett ISO 14644-14 partikelgenereringstestrapport, autoklavåldringsstudie och kemisk kompatibilitetsmatris för MIDPOSI polyestermoppsystem. Inkluderar IQ/OQ/PQ-protokollmallar. [Knapp för begäran]
Begär OEM-offert (12 timmars svar) — Skicka in anläggningskrav (ISO-klass, golvarea, autoklavspecifikationer, desinfektionsmedelsprogram) för anpassad systemoffert. Prissättningen inkluderar volymrabatter för multi-site upphandling. Ingenjörskonsultation ingår. [Knapp för begäran]
Ladda ner tekniskt datablad (PDF) — Utskrivbart specifikationsblad som täcker materialsammansättning, prestandaspecifikationer, autoklavhållbarhet, kemisk kompatibilitet, tillgängliga storlekar och beställningsinformation. [Hämta knapp]
"Autoklaverbar" beskriver en materialegenskap – förmågan att motstå sterilisering i fuktig värme vid 121–134°C utan oacceptabel nedbrytning. "Steril" beskriver ett mikrobiologiskt tillstånd – validerad frånvaro av livsdugliga organismer till Sterility Assurance Level (SAL) 10⁻⁶. En autoklaverbar mopp kan göras steril genom validerade autoklavcykler, men att bara vara autoklaverbar betyder inte att den för närvarande är steril. Sterilitet uppnås genom en validerad process (autoklavering, gammabestrålning) och bibehålls genom kontrollerad lagring/förpackning fram till användningsstället. Upphandlingsspecifikationerna måste adressera båda: material måste vara autoklaverbara (tåla upprepade cykler utan prestandaförlust) och steriliseringsprocessen måste valideras (visa SAL 10⁻⁶ genom biologiska indikatorer och parametrisk övervakning).
Pharmaceutical-grade sealed-edge polyester mops withstand 50–100 autoclave cycles at 121°C/30 min before reaching performance limits. Premium continuous-filament polyester achieves 80–100 cycles; standard pharmaceutical-grade polyester achieves 50–80 cycles. The limiting factor is not acute material failure (melting, tearing) but gradual particle generation increase—mops generating <80 particles/m² when new typically reach 90–100 particles/m² by 80 cycles, approaching the ISO Class 5–7 acceptance limit of <100 particles/m². Facilities should retire mops at 70–80% of vendor-validated cycle count (e.g., if vendor qualifies to 100 cycles, retire at 70–80 cycles) to maintain safety margin and prevent mid-service-life classification failures. Microfiber blends achieve only 30–50 cycles due to polyamide thermal degradation. Higher-temperature cycles (134°C) reduce service life 30–50% for all materials.
Yes, but with significant limitations. Microfiber (polyester/polyamide blends, typically 80/20 or 70/30) can survive autoclaving, but polyamide degrades faster than 100% polyester. Pharmaceutical-grade autoclavable microfiber achieves 30–50 cycles at 121°C before particle generation exceeds ISO limits (rising from ~100 particles/m² new to 200–400 particles/m² by 40–50 cycles). Microfiber also shows fiber fusion (filaments melting together under SEM), dimensional shrinkage (5–10% by 30 cycles), and residue retention (damaged fibers become tacky). For Grade A/B applications, sealed-edge 100% polyester is superior (longer service life, more stable particle generation, better dimensional stability). Microfiber remains acceptable for ISO Class 7–8 (Grade C/D) where enhanced absorbency (6–8× dry weight vs 4–6× for polyester) benefits outweigh reduced durability and particle generation <200/m² meets classification. Facilities using microfiber should: (1) qualify to 30–40 cycles maximum, (2) trend particle generation every 10 cycles, (3) avoid 134°C cycles (severe polyamide degradation), (4) restrict use to Grade C/D areas.
No, but mismatched cycle life creates waste or operational complexity. Optimal strategy: match component service life to enable synchronized retirement.
Matched service life example: 80-cycle polyester mop heads + 80-cycle polypropylene frames + 80-cycle PP handles. All components retire together after 80 cycles—no waste from discarding functional long-life components, no risk from using short-life components beyond qualification.
Mismatched service life example: 80-cycle polyester mop heads + 200-cycle SS316 frames + 200-cycle SS316 handles. Frames and handles outlast 2–3 mop head lifecycles. Economically optimal (lower long-term cost), but requires inventory tracking (pairing new mop heads with used frames/handles of known cycle history) and periodic frame/handle inspection (verify no degradation after 80, 160 cycles before re-pairing).
Worst mismatch scenario: 80-cycle mop heads + 50-cycle frames + 80-cycle handles. Frames fail mid-service-life, forcing retirement of functional mop heads and handles—wasting capital and requiring emergency frame procurement.
Procurement guidance: For operational simplicity, match all component service life (accept higher upfront cost for long-life components or accept shorter system life with lower-cost components). For cost optimization, pair long-life frames/handles (SS316, 200+ cycles) with shorter-life mop heads (polyester, 80 cycles), accepting inventory complexity for multi-decade frame/handle utilization.
Not necessarily “better,” but often preferred for specific risk/operational profiles:
Gamma-sterilized disposable advantages for Grade A:
Autoclavable reusable advantages for Grade A:
Decision framework: If Grade A area is small (<200 m²) and mopping frequency is low (2–3× per week), disposables justify premium cost through investigation risk reduction—a single EM failure investigation (\$8,000–\$15,000 cost) negates years of per-use savings. If Grade A area is large (>500 m²) or usage is high (daily mopping), reusable systems deliver strong ROI—but require robust autoclave validation, service life tracking, and laundering protocols. Multi-product or high-potency API facilities should default to disposables due to cross-contamination risk intolerance regardless of area size. Facilities with validated autoclave infrastructure and GMP laundry capabilities can safely use autoclavable systems in Grade A, accepting higher validation burden for long-term cost savings.
Sterilization validation follows a three-tier IQ/OQ/PQ framework:
IQ (installationskvalifikation): Verify autoclave meets specifications (chamber size, temperature range, pressure capability), confirm calibration of temperature probes and pressure gauges (within ±1°C and ±0.5 psi), document biological indicator lot qualification (species confirmation, population count, D-value and z-value certificates), verify steam quality (condensate conductivity <5 µS/cm, non-condensable gas content <3.5%).
OQ (operativ kvalifikation): Execute empty-chamber heat distribution studies (thermocouples at 9–12 locations throughout chamber, map temperature uniformity, identify cold spots—typically geometric center and near door). Run loaded-chamber heat penetration studies with mop loads in worst-case configuration (maximum mop count, tightest packing, autoclave pouches if used). Place thermocouples at suspected cold spots (center of tightly stacked mops, center of pouches). Confirm minimum temperature ≥121°C and minimum exposure time ≥15 min achieved at all locations. Calculate F₀ (cumulative lethality) from time-temperature data; acceptance ≥8 min for steam cycles.
PQ (Performance Qualification): Run 3 consecutive successful cycles with worst-case loads. Place biological indicators (Geobacillus stearothermophilus spore strips or self-contained BIs, population ≥10⁶ CFU, D₁₂₁ ~1.5 min) at cold spots identified in OQ plus center and periphery of mop loads. Include positive control BI (unsterilized, incubated to confirm viability). After cycle, aseptically transfer BIs to growth medium (tryptic soy broth), incubate at 55–60°C for 7 days. Acceptance: all process BIs show no growth (indicating ≥6-log reduction); positive control shows growth (confirming BIs were viable). Document parametric data (time/temperature/pressure charts) showing cycle met validated parameters.
Routine monitoring: Ongoing sterilization assurance via: parametric release (every cycle’s time/temp/pressure data confirms validated parameters met), periodic BI runs (frequency per facility protocol—weekly, monthly, or per-batch), autoclave maintenance (annual preventive maintenance, steam quality testing quarterly, chamber leak testing semi-annually).
Regulatory inspectors examining autoclavable cleanroom mop validation expect:
1. Equipment qualification records: Autoclave IQ/OQ/PQ protocols with executed data, biological indicator lot certificates (species, D-value, z-value, expiration), autoclave maintenance records (PM schedules, calibration certificates for temperature/pressure instrumentation), steam quality test results.
2. Material qualification records: Vendor validation reports (particle generation per ISO 14644-14, autoclave durability studies, chemical compatibility matrices), material certificates of analysis and conformance, service life determination studies (dimensional stability, mechanical strength retention, visual integrity across qualified cycle count).
3. Process validation records: Laundering validation (demonstrating residue removal to below detection limits), autoclave cycle qualification (heat distribution and penetration studies for mop loads), worst-case load definition (maximum mop count, packaging configuration), acceptance criteria for parametric and BI data.
4. Routine monitoring records: Batch records for each sterilization cycle (date, operator, cycle parameters, load description, BI results if applicable), cycle count tracking logs (linking mop serial numbers or lot codes to cumulative cycles, retirement at qualified limit), visual inspection records (periodic inspection for tears, edge degradation, discoloration), EM trending (particle counts and bioburden data correlated to mopping operations).
5. Standard Operating Procedures: Autoclave operation SOP (loading, cycle selection, unloading, hold times), laundering SOP (wash parameters, water quality requirements, detergent specifications), mop use and storage SOP (room assignments, sterile handling technique, storage conditions/hold times), retirement and disposal SOP (cycle count limits, visual defect criteria, disposal procedures).
6. Contamination Control Strategy (CCS): Risk assessment justifying autoclavable vs disposable selection per facility zone, equipment suitability statements (why chosen mop materials/sterilization method meet Annex 1 requirements), training records (operator qualification on mopping technique, autoclave operation, cycle tracking, inspection procedures).
7. Investigation records (if applicable): CAPA documentation for any EM failures traced to cleaning tools, OOS investigations when particle generation exceeded limits, sterilization failures (BI positive results, parametric deviations).
Auditors may ask: “How do you know your mops remain suitable through their service life?” (expect trending data showing stable particle generation across cycles). “What happens if this mop is accidentally used beyond its qualified cycle count?” (expect SOP describing deviation reporting, risk assessment, potential product impact evaluation). “How do you prevent cross-contamination between products/rooms?” (expect laundering validation data, segregation protocols, worst-case residue testing results).

