När en kvalitetsansvarig för läkemedel bygger en specifikation för renrumsmoppar, handlar det första beslutet ofta om material: mikrofiber eller polyester? Marknadsföringspåståenden drar i motsatta riktningar – mikrofiberleverantörer betonar överlägsen absorptionsförmåga och partikelupptagning, medan polyesterleverantörer pekar på lägre luddgenerering och längre autoklavlivslängd. För anläggningar som arbetar enligt ISO 14644-1 och EU GMP Annex 1 är detta val inte en fråga om preferens. Det är ett dokumenterat beslut om föroreningskontroll som avgör om ditt städprogram bibehåller ISO-klassificering, klarar miljöövervakning och tål regulatorisk granskning.
Sanningen: inget material är universellt "bättre". Var och en har optimala användningsfall som bestäms av fiberarkitektur, områdesklassificering, desinfektionsmedelskemi och operativa prioriteringar. Microfibers splitfiberkonstruktion ger 6–8× absorbans och förbättrad partikelfångning – perfekt för spillhantering och moppning av stora ytor i ISO 7–8-zoner. Polyesterns kontinuerliga filamentdesign eliminerar avskurna ändar och bibehåller partikelgenerering under 50 partiklar per slag över 150–200 autoklavcykler – väsentligt för ISO 5–6 aseptiska stödområden och aggressiva desinfektionsmedelsrotationsprogram. Att välja fel material för din applikation introducerar föroreningsrisk, förkortar moppens livslängd och komplicerar valideringen.
Den här guiden jämför renrumsmopper av mikrofiber och polyester i fem dimensioner: fiberarkitektur och kantkonstruktion; absorption, hållbarhet och partikelkontrollprestanda; urvalskriterier för läkemedelsanläggning; ISO-beslutsramverk; och MIDPOSI produktrekommendationer. I slutet kommer du att ha en tydlig beslutsmatris som matchar material till renrumsklassificering, operativt arbetsflöde och budgetrestriktioner – uppbackad av data om partikelgenerering, validering av kemisk kompatibilitet och verklig läkemedelsdistribution.
Mikrofiber vs polyester — Renrums strukturella skillnader
Prestandagapet mellan renrumsmoppar av mikrofiber och polyester börjar på fibernivå. Att förstå hur varje material är konstruerat – från filamentdiameter till kantförseglingsmetod – förklarar varför de beter sig annorlunda under farmaceutiska renrumsförhållanden.
Översikt över fiberarkitektur
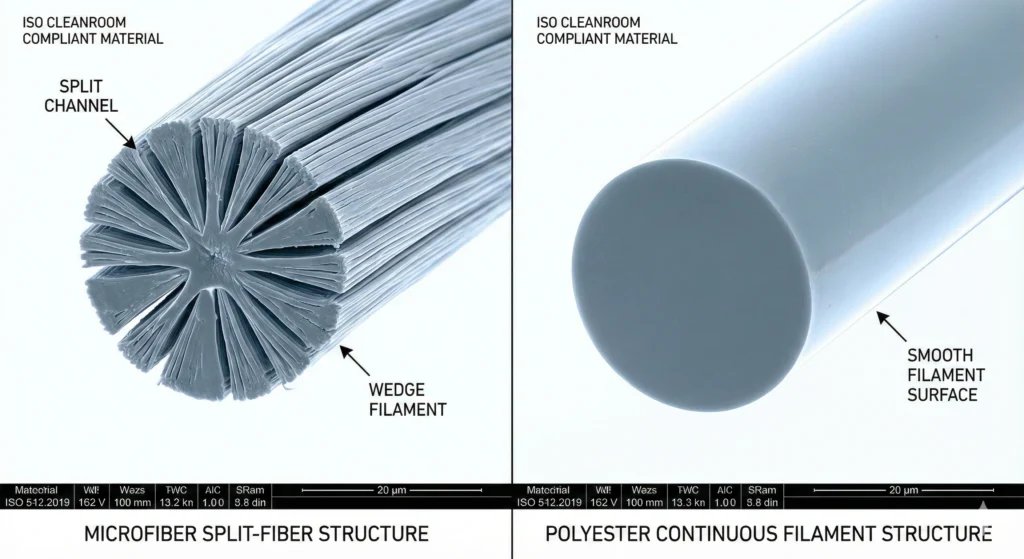
Mikrofiber: Splitfiber, hög yta
Mikrofibermopphuvuden är konstruerade av ultrafina syntetiska fibrer under 1 denier (≈10 mikrometer i diameter) – ungefär en tiondel av tjockleken på ett människohår. De flesta renrumsmikrofiber av farmaceutisk kvalitet använder en blandning av 80/20 polyester/polyamid (nylon) konstruerad med delad fibertvärsnitt. Under tillverkningen samextruderas polyester- och polyamidpolymererna och delas sedan mekaniskt eller kemiskt för att skapa stjärnformade eller kilformade fiberprofiler med flera spår som löper på längden.
Denna delade fibergeometri har två funktioner. För det första ökar den dramatiskt ytarean per gram tyg – varje fiber har flera kapillärkanaler som suger upp vätska genom ytspänning och ger 6–8 gånger torrviktsabsorbans. För det andra skapar spåren mekaniska fällor för partiklar: submikrona föroreningar fastnar i kanalerna under moppningen, vilket förbättrar partikelupptagningseffektiviteten jämfört med släta monofilamentfibrer. För farmaceutiska anläggningar betyder detta att mikrofiber utmärker sig när det gäller att ta bort restpartiklar och absorbera stora volymer desinfektionsmedelslösning i en enda passage.
Splitfiberarkitektur introducerar en strukturell kompromiss. Spåren och den tunna fiberdiametern gör mikrofiber mer känsligt för mekanisk nötning och kemisk nedbrytning. Upprepad autoklavering (ånga vid 121°C) och exponering för oxiderande desinfektionsmedel (väteperoxid, natriumhypoklorit) kan göra att fiberspjälkning utvecklas till fiberbrott, vilket ökar partikelavgivningen över tiden. Mikrofibermoppar kvalificerar vanligtvis för 50–100 autoklavcykler – kortare än polyester, men tillräckligt för anläggningar med validerade protokoll för engångsbruk eller medelcykellivslängd.
Polyester: Kontinuerlig filament, låg partikelfrisättning
Renrumsmoppar i polyester använder 100 % polyestergarn av kontinuerlig filament – långa, obrutna trådar stickade till en tät tygstruktur utan avskurna fiberändar. Till skillnad från spunnet garn (som vrider ihop korta fibrer och skapar svaga punkter där fibrer kan dra ut), eliminerar kontinuerliga filament inre diskontinuiteter. Varje garn sträcker sig över hela längden av moppdynan, och den stickade strukturen fördelar mekanisk belastning över hela tyget.
Denna konstruktion ger en inneboende prestanda med låg ludd. Utan avskurna ändar att nöta och inga korta fibrer att bryta loss, genererar kontinuerlig filamentpolyester ett partikelantal långt under ISO-klass 5-gränserna (<10 partiklar ≥0,5 µm per slag) när kanterna är ordentligt tätade. Det släta, runda tvärsnittet av polyesterfilament motstår också partikelfångning – absorbansen är lägre än mikrofiber (vanligtvis 3–4× torrvikt) – men materialets kemiska tröghet och termiska stabilitet tillåter 150–200+ autoklavcykler med minimal dimensionsförändring eller prestandaförsämring.
För renrumsmoppar med låg ludd, kontinuerlig filamentpolyester är branschstandarden i ISO klass 5–7 aseptiska stödområden, där gränserna för partikelgenerering är snäva och lång livslängd minskar den totala ägandekostnaden. Fiberarkitekturen tolererar även aggressiv rotation av desinfektionsmedel: 70 % IPA, 3–35 % väteperoxid, kvartära ammoniumföreningar (2 000 ppm) och natriumhypoklorit upp till 1 % utan signifikant fiberskada eller färgförlust.
Varför fibergeometri bestämmer ludd, rengöringsbeteende och steriliseringsstabilitet
De strukturella skillnaderna mellan mikrofiber med splitfiber och polyester med kontinuerlig filament faller in i varje prestandamått:
- Ludd: Microfibers tunna, delade fibrer går sönder under stress och frigör fibrösa partiklar. Kontinuerlig filamentpolyesters tjocka, obrutna garn motstår brott och upprätthåller låg partikelgenerering över hundratals cykler.
- Absorptionsförmåga: Mikrofibers kapillärkanaler suger upp vätska aggressivt; polyesterns släta yta absorberas långsammare men släpper desinfektionsmedel mer förutsägbart under moppningen.
- Varaktighet: Mikrofiber bryts ned snabbare under oxidationsmedel och värme; polyester bibehåller formstabilitet och mekanisk hållfasthet över längre autoklav och kemikalieexponering.
- Partikelfångning: Mikrofiber fångar partiklar i fiberspår; polyester förlitar sig på stickdensitet och fångar inte upp partiklar lika effektivt, men släpper inte heller upp fångade föroreningar lika lätt vid efterföljande moppning.
Dessa avvägningar innebär att materialval inte kan göras enbart på absorptionsförmåga. En mikrofibermopp som absorberar 8× sin vikt kan avge 200 partiklar per slag i ett ISO-klass 6-område, vilket pressar miljön ur klassificering. En polyestermopp som bara absorberar 3× sin vikt men genererar <20 partiklar per slag bibehåller följsamhet och håller tre gånger så många cykler.
Kantkonstruktionsskillnader
Kantkonstruktion är den enskilt mest kritiska faktorn som avgör om en mopp kvalificerar sig som "låg ludd" för läkemedelsbruk. Även högkvalitativt fibermaterial blir en partikelkälla om kanterna lämnas oförseglade.
Mikrofiber: Högre luddrisk på grund av delade toppar
Microfibers splitfiberarkitektur gör kanttätning särskilt viktig. Om kanterna helt enkelt skärs av och lämnas oförseglade, lossnar de tunna filamenten snabbt - varje moppningspass drar loss fibrerna och den delade strukturen påskyndar brott. En avancerad mikrofibermopp kan släppa 500–1 000 partiklar per slag, vilket diskvalificerar den från alla ISO-klassade miljöer.
Mikrofibermoppar av farmaceutisk kvalitet hanterar detta genom konstruktion med förseglad kant:
- Laserskärning: Samtidig skärning och värmeförsegling i en enda passage, med fokuserad laserenergi för att smälta fiberändar och smälta samman dem till en solid kant. Denna metod ger den renaste kanten och är att föredra för mikrofiberapplikationer i ISO klass 5–6.
- Ultraljudsförsegling: Högfrekventa vibrationer genererar värme vid tygkanten, svetsar ihop fibrer utan att införa lim eller främmande material. Lämplig för ISO klass 6–8 applikationer.
- Värmeförsegling: Termisk svetsning med uppvärmda verktyg för att smälta och binda fiberändar. Effektiv men kan lämna en tjockare, styvare kant jämfört med laser- eller ultraljudsmetoder.
Även med förseglade kanter betyder mikrofibers tunna fiberdiameter att förseglade kanter är mindre robusta än motsvarande polyester. Kanter kan separeras efter 30–50 autoklavcykler om moppen utsätts för aggressiv vridning eller nötning, vilket kräver ett tidigare byte för att förhindra partikelavstånd.
Polyester: värmeförseglad, ultraljudsförseglad, kontinuerlig perimeterkonstruktion
Kontinuerlig filamentpolyesters tjockare garn skapar starkare förseglade kanter som motstår separation över 150–200+ cykler. Samma kanttätningsmetoder används – laserskärning, ultraljudssvetsning, termisk bindning – men resultatet är en mer hållbar omkrets som tolererar upprepad mekanisk påfrestning och kemisk exponering.
Vissa polyester moppdynor använder också kontinuerlig perimeterkonstruktion, där det stickade mönstret är utformat så att garnerna loopar kontinuerligt runt alla fyra kanterna utan klippta ändar. Detta eliminerar kanttätning som en enda felpunkt, vilket ger lägsta möjliga partikelgenerering för aseptiska kärntillämpningar av grad A/B.
Varför förseglade kanter är obligatoriska för farmaceutiska ISO-utrymmen
ISO 14644-1 klassificerar renrum efter luftburna partikelkoncentration – skurna kanter på moppar introducerar en okontrollerad partikelkälla som kan pressa miljöer ur specifikationen. EU GMP Annex 1 (punkt 4.10) föreskriver att material som används i klassificerade områden minimerar partikelgenerering; oförseglade eller dåligt tätade moppkanter bryter mot detta krav.
Under myndighetsinspektioner granskar revisorerna kvalifikationsregistren för rengöringsverktyg. I ett FDA-varningsbrev från 2020 citerades specifikt "fransning observerad på mopphuvuden som används för att rengöra den sterila sviten" och "minst ett mopphuvud konstruerat av partikelgenererande material", som drog slutsatsen att anläggningen saknade adekvat kontamineringskontroll. Förseglad kantkonstruktion är inte en premiumfunktion – det är ett grundläggande GMP-krav för alla moppar som går in i ISO-klass 5–8-områden.

Figur 2: Kantkonstruktionen avgör luddgenerering för både mikrofiber- och polyesterrenrumsmopper. Skärkanter (vänster) lossnar under användning, släpper 500–1 000 partiklar per slag och diskvalificerar moppar från ISO-klassade miljöer. Värmeförseglade kanter (mitten) använder termisk svetsning för att smälta fiberändar, vilket minskar partikelgenereringen till <100 partiklar/slag—lämplig för områden i ISO klass 7–8. Ultraljudsförseglade kanter (höger) binder fibrer genom högfrekventa vibrationer utan lim, vilket uppnår <50 partiklar/slag för farmaceutiska tillämpningar i ISO klass 5–7. Förseglad kantkonstruktion är ett grundläggande GMP-krav enligt EU GMP Annex 1 punkt 4.10.
Stöd & Bifogade variationer
Hur en moppdyna fästs på ramen avgör användarvänligheten, risken för korskontaminering och kompatibilitet med validerade tvätt- eller steriliseringsprotokoll.
Krok-och-ögla (mikrofiber) vs ficka/klämma (polyesterförseglad kant)
Många kommersiella mikrofibermoppar använder kardborrefästesystem: en plast- eller tygremsa som sys på moppdynans baksida och passar ihop med motsvarande krokar på moppramen. Denna design tillåter snabba byten av dynan och är vanlig i vaktmästeriapplikationer.
För farmaceutiska renrum introducerar kardborresystem två kontamineringsrisker:
- Partikelgenerering från kardborrekrokar: Plastkrokarna tappar mikropartiklar när de utsätts för upprepade cykler för att fästa/lossa och autoklavpåfrestning. Till och med kardborreband av "cleanroom-grade" genererar mätbara partiklar – vanligtvis 50–100 partiklar per fästcykel – som kan överstiga ISO klass 5–6 acceptanskriterier.
- Partikelfångning i krokstrukturer: Ludd, fibrer och biomassa från tidigare moppningsoperationer fastnar i krokmatrisen och tas inte bort helt under tvättning eller autoklavering. Detta skapar en dold föroreningsreservoar som korskontaminerar efterföljande moppcykler.
Som ett resultat använder förseglade polyestermoppar för farmaceutiska applikationer vanligtvis alternativa fästmetoder:
- Fick-/ärmfäste: Moppramen glider in i en sydd ficka längs ena kanten av moppdynan. Inget kardborreband, inga klister – bara genomgående filamenttyg. Denna metod är kompatibel med 200+ autoklavcykler och eliminerar krokrelaterad partikelgenerering.
- Klämfäste: Fjäderbelastade eller magnetiska klämmor på moppramen griper moppens kant. Klämmor är tillverkade av rostfritt stål eller autoklavstabila polymerer, validerade för partikelgenerering och kan rengöras mellan användningarna.
Varför kardborre diskvalificerar de flesta mikrofiberkuddar från ISO-applikationer
Även om kardborrefäste är bekvämt, gör partikelgenereringen och riskerna för korskontaminering den olämplig för ISO klass 5–7 farmaceutiska renrum. Faciliteter som specificerar mikrofibermoppar för dessa områden bör kräva kuddar med förseglade kant med ficka eller klämma, inte kardborrestöd.
För ISO klass 8-stödområden och icke-aseptiska zoner, där partikelgränserna är mildare (3 520 000 partiklar/m³ vid ≥0,5 µm), kan kardborrestödd mikrofiber vara acceptabel om CCS-riskbedömningen motiverar avvägningen mellan bekvämlighet och kontamineringskontroll. Bästa praxis förblir dock att fästa fickor eller klämmor i alla klassificerade områden för att upprätthålla systemomfattande konsistens och förenkla förarens utbildning.
Absorption, hållbarhet & Jämförelse av partikelkontroll
När inköpsteam utvärderar material för renrumsmoppen, dominerar tre prestandamått beslutet: absorptionsförmåga (hur mycket desinfektionsmedel moppen kan hålla), partikelavgivning (om moppen förorenar miljön) och hållbarhet (hur många autoklavcykler före utbyte). Mikrofiber och polyester byter ut dessa egenskaper i motsatta riktningar.
Absorption & Smutsavlägsnande prestanda
Mikrofiber = överlägsen absorptionsförmåga (6–8× torrvikt)
Microfibers splitfiberkanaler skapar mikroskopiska kapillärer som suger upp vätska genom ytspänning. En 200-grams torr mikrofibermoppdyna kan absorbera 1 200–1 600 gram desinfektionslösning – ungefär 6–8 gånger sin egen vikt. Denna höga absorptionsförmåga översätts till praktiska fördelar:
- Färre moppbyten: En enda mikrofiberdyna kan rengöra större golvytor (200–300 m² i ISO klass 7–8 miljöer) innan den behöver återmättas eller bytas ut.
- Spillhantering: Mikrofiber utmärker sig när det gäller att absorbera och innehålla vätskespill – avgörande för anläggningar som hanterar bulkdesinfektionsmedel, buffertlösningar eller rengöring av kemikaliekoncentrat.
- Partikelupptagning: Fiberspåren fångar mekaniskt partiklar under moppningen, vilket tar bort restdamm och ludd mer effektivt än släta fibermaterial.
Hög absorptionsförmåga är dock inte alltid en fördel i GMP-arbetsflöden. Microfibers aggressiva vätskeupptag kan göra det svårt att kontrollera våtfilmtjockleken under validerad desinfektion. Om en mopp absorberar för mycket 70 % IPA kan den kvarvarande ytfukten överskrida torktidens specifikationer, försena frigörandet av rummet eller skapa halkrisker. Operatörer måste lära sig att förmätta mikrofibermoppar till en kontrollerad fuktighetsnivå – vanligtvis vridning till 70–80 % mättnad före moppning – vilket ökar förfarandets komplexitet.
Polyester = kontrollerad absorptionsförmåga, förutsägbar frisättning av desinfektionsmedel
Valideringsprotokoll för läkemedelsrengöring anger kontakttid, desinfektionsmedelskoncentration och yttäckning – inte "maximal absorptionsförmåga". En mopp som absorberar 8× sin vikt men lämnar vattenpölar eller tar 15 minuter att torka kan misslyckas med valideringen även om den tar bort mer smuts än en 3× absorberande mopp som ger kontrollerad, följsam applicering. Upphandlingsbeslut bör anpassa materialuppsugningsförmågan till kraven på operativa arbetsflöden, inte anta att "mer är bättre."
- Enhetlig våtfilmtjocklek: Polyester släpper vätska mer konsekvent under moppningen, vilket ger kontrollerad yttäckning som uppfyller validerade desinfektionsprotokoll (t.ex. specifikationer för 10 mL/m² kontakttid).
- Snabbare torkning: Mindre kvarvarande fukt på golven minskar torktiden och rumstiden, särskilt viktigt i aseptiska fyllningsområden med hög genomströmning där stilleståndskostnaderna är betydande.
- Operatörskontroll: Lättare att utbilda operatörer att upprätthålla konsekvent moppteknik, vilket minskar variationen i prestanda för rengöringsvalidering.
För anläggningar som prioriterar efterlevnad och reproducerbarhet framför maximal absorptionsförmåga, är polyesters kontrollerade fukthantering en funktion, inte en begränsning.
Varför hög absorptionsförmåga inte alltid är en fördel vid GMP-rengöring
Valideringsprotokoll för läkemedelsrengöring anger kontakttid, desinfektionsmedelskoncentration och yttäckning – inte "maximal absorptionsförmåga". En mopp som absorberar 8× sin vikt men lämnar vattenpölar eller tar 15 minuter att torka kan misslyckas med valideringen även om den tar bort mer smuts än en 3× absorberande mopp som ger kontrollerad, följsam applicering. Upphandlingsbeslut bör anpassa materialuppsugningsförmågan till kraven på operativa arbetsflöden, inte anta att "mer är bättre."
Partikelavfall & Luddningsbeteende
Partikelgenerering är det primära regelverket för renrumsmopper. ISO 14644-14 tillhandahåller testramverket: moppar utsätts för simulerade användningsförhållanden (mekanisk omrörning, våtmoppningsslag) medan optiska partikelräknare mäter frigöring av luftburna partiklar vid ≥0,5 µm och ≥5 µm.
Mikrofiber luddområde: 100–500 partiklar/m²
Mikrofibermoppar med förseglad kant validerade för farmaceutisk användning genererar vanligtvis 100–200 partiklar ≥0,5 µm per kvadratmeter moppade när de är nya. Efter 25–50 autoklavcykler ökar partikelgenereringen till 200–500 partiklar/m² när fiberklyvningen fortskrider och förseglade kanter börjar separera.
Detta prestandaomslag gör mikrofiber acceptabelt för miljöer i ISO klass 7–8 (352 000 respektive 3 520 000 partiklar/m³ gränser) där moppens bidrag förblir en liten del av den totala partikelbudgeten. I ISO-klass 5–6-områden (gränsvärden för 3 520 och 35 200 partiklar/m³) kan mikrofiberns partikelgenerering representera 5–10 % av klassificeringsgränsen – tillräckligt betydande för att utlösa miljöövervakningsexkursioner i kombination med andra partikelkällor (personalklädsel, materialöverföring, utrustningsdrift).
Nyckelvariabler som påverkar mikrofiber luddprestanda:
- Kantförseglingsmetod: Laserskurna kanter tappar 30–40 % mindre än ultraljuds- eller värmeförseglade kanter.
- Autoklavcykelräkning: Partikelgenereringen fördubblas mellan cykel 0 och cykel 50 för de flesta mikrofiberformuleringar.
- Desinfektionsmedelskemi: Exponering för >1% natriumhypoklorit eller >10 % väteperoxid påskyndar fibernedbrytning och luddbildning.
- Mekanisk stress: Aggressiv vridning, nötande golvytor och högtrycksmopping ökar partikelfrigöringen.
Polyester lint sortiment: <50–100 partiklar/m²
Kontinuerlig filament polyestermoppar med förseglade kanter genererar <50 partiklar ≥0,5 µm per kvadratmeter moppade när de är nya, och bibehåll denna prestanda över 100–150 autoklavcykler innan de ökar till 50–100 partiklar/m². Även vid slutet av kvalificerad livslängd (150–200 cykler) förblir genereringen av polyesterpartiklar under mikrofiberns nya mopp-baslinje.
Denna fördel på 5× till 10× partikelgenerering gör polyester till det enda försvarbara valet för ISO klass 5–6 aseptiska stödområden, provtagningsbås och vägningsrum. För miljöer i ISO klass 7 minskar polyester antalet partiklar i baslinjen, vilket förenklar trendanalys för miljöövervakning och gör det lättare att upptäcka verkliga kontamineringshändelser jämfört med verktygsrelaterat brus.
Varför polyester dominerar i ISO 5–7 på grund av partikelgenereringsgränser
ISO klass 5 tillåter maximalt 3 520 partiklar ≥0,5 µm per kubikmeter luft. En typisk renrumsgolvyta moppad per skift kan vara 50–100 m². Användning av mikrofiber (200 partiklar/m² generation) introducerar 10 000–20 000 partiklar under rengöring – tillräckligt för att skapa mätbara partikelspikar i kontinuerliga övervakningssystem. Polyestermoppar (50 partiklar/m²) genererar 2 500–5 000 partiklar för samma yta – 4× lägre kontamineringsbidrag som håller rummet inom specifikationen under och efter rengöring.
För anläggningar som arbetar nära sina ISO-klassificeringsgränser – vanliga i aseptiska fyllningslinjer med högt utnyttjande – översätts polyesterns partikelkontrollfördel direkt till färre EM-exkursioner, minskad undersökningsbörda och lägre risk för satskontamination.

Figur 3: Partikelgenereringsprestanda över autoklavens livslängd. Mikrofiber (orange stänger) börjar vid 100–200 partiklar ≥0,5 µm per m² när det är nytt, fördubblas till 200–500 partiklar/m² med cykel 50, och kräver sedan utbyte för att förhindra ISO-klassificeringsavvikelser. Polyester (blå stänger) bibehåller <50 partiklar/m² genom cykel 100 och håller sig under 100 partiklar/m² genom cykel 200 – vilket ger 5× till 10× lägre kontamineringsbidrag över kvalificerad livslängd. Denna prestandagap gör polyester till det enda försvarbara valet för aseptiska stödområden i ISO klass 5–7 där partikelgränserna är noggrant kontrollerade.
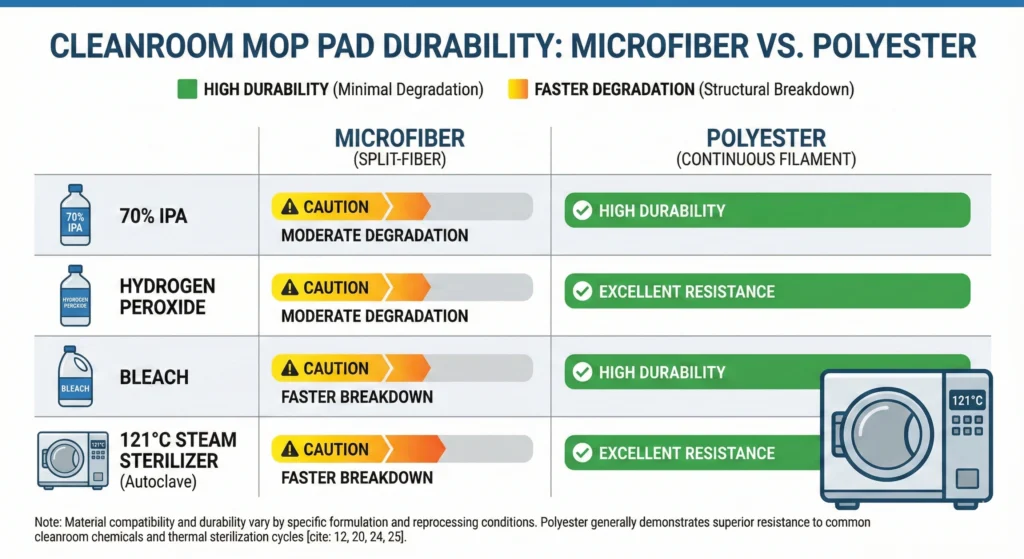
Kemisk beständighet
Farmaceutiska anläggningar roterar desinfektionsmedel enligt EU GMP Annex 1 för att förhindra mikrobiell resistens och adressera olika föroreningstyper (vegetativa bakterier, sporbildare, svampar). Moppmaterial måste tåla veckovis eller daglig exponering för flera kemikalier utan nedbrytning.
Vanliga desinfektionsmedelsexponeringar:
- 70 % isopropylalkohol (IPA): Rutinmässig desinfektion; daglig användning
- Kvaternära ammoniumföreningar (quats, 2 000 ppm): Bredspektrumdesinfektion; 2–3 gånger i veckan
- 3–6 % väteperoxid: Sporicid behandling; varje vecka eller efter kontamineringshändelser
- 00,5–1 % natriumhypoklorit (5 000 ppm blekmedel): Sporicid behandling; månadsvis eller efter högriskhändelser
Mikrofiber lider snabbare nedbrytning
Microfibers 80/20 polyester/polyamidblandning visar utmärkt kompatibilitet med IPA och quats – ingen mätbar prestandaförlust efter 50 exponeringar. Emellertid bryts polyamidkomponenten ned under oxiderande desinfektionsmedel:
- Väteperoxid (>6 %): Polyamidfibrer gulnar och tappar draghållfasthet efter 10–15 exponeringar; partikelgenereringen ökar med 50–100 %.
- Natriumhypoklorit (>0,5 %): Allvarlig nedbrytning efter 5–10 exponeringar; fibrer blir spröda och går sönder under moppningen.
Anläggningar som använder aggressiva oxidationsprogram måste antingen (1) begränsa mikrofibermoppar till endast IPA/quat-applikationer, eller (2) acceptera kortare livslängd (25–50 cykler istället för 50–100) och byta ut moppar oftare.
Polyester kontinuerlig filament = bred kemisk tolerans
100 % polyesterfiber är kemiskt inert mot alkoholer, quats och måttliga oxidationsmedel. Validerade polyestermoppar tål:
- IPA och quats: Ingen nedbrytning över 200+ exponeringar.
- 3–35 % väteperoxid: <5 % dimensionsförändring och ingen färgförlust efter 100 exponeringar.
- 0,5–1 % natriumhypoklorit: <10 % draghållfasthetsförlust efter 50 exponeringar; acceptabelt för månatlig sporicid behandling.
Polyesters breda kemiska kompatibilitet förenklar valideringen av rotation av desinfektionsmedel och gör att ett enda moppmaterial kan användas över alla rengöringsprotokoll – vilket minskar SKU:s komplexitet, operatörens utbildningsbörda och risken att använda fel mopp med inkompatibel kemi.
Effekten på långsiktig systemvalidering
Protokoll för rengöringsvalidering kvalificerar moppmaterial genom värsta tänkbara kemiska exponeringsstudier: material utsätts för maximala desinfektionsmedelskoncentrationer vid maximal frekvens och testas sedan för partikelgenerering, dimensionsstabilitet och mekanisk integritet. Polyesters kemiska beständighet möjliggör kvalificering över hela desinfektionsmedelsrotationsprogram med 150–200 cykellivslängder. Mikrofiber kräver delade kvalifikationer (IPA/quat-protokoll vs oxidationsmedelsprotokoll) eller kortare kvalificerad livslängd, vilket komplicerar valideringsdokumentationen och ökar omkvalificeringsfrekvensen.
Sterilisering Hållbarhet
Återanvändbara renrumsmopper måste bibehålla prestanda under upprepade steriliseringscykler. Autoklavens hållbarhet avgör den totala ägandekostnaden och utbytesfrekvensen.
Mikrofiber: 30–50 autoklavcykler (ISO klass 7–8)
Mikrofibermoppar av farmaceutisk kvalitet är validerade för 50–100 autoklavcykler vid 121°C, beroende på kantförseglingskvalitet och fibersammansättning. I praktiken ersätter de flesta anläggningar mikrofibermoppar vid 50 cykler för att bibehålla partikelgenereringen inom acceptanskriterierna:
- Dimensionell förändring: 3–5 % krympning vid cykel 50; 5–10 % efter cykel 100.
- Kantintegritet: Förseglade kanter börjar separera efter 30–50 cykler under aggressiv användning (frekvent vridning, abrasiva golv).
- Partikelgenerering: Fördubblas mellan cykel 0 och cykel 50 för typiska delade fiberformuleringar.
För ISO klass 8-stödområden och icke-kritiska zoner är 50-cykellivslängd acceptabel och ger rimlig kostnad per användning när den balanseras mot mikrofibers överlägsna absorptionsförmåga. För områden i ISO klass 6–7 ökar kortare livslängd bytesfrekvensen och den totala ägandekostnaden jämfört med polyester.
Polyester: 50–100 autoklavcykler (ISO klass 5–7)
Polyestermoppar med kontinuerligt filament och förseglade kanter kvalificerar sig för 150–200+ autoklavcykler med minimal prestandaförsämring:
- Dimensionell förändring: <2% krympning genom cykel 100; 3–5 % efter cykel 200.
- Kantintegritet: Värmeförseglade eller ultraljudssvetsade kanter förblir intakta under 150+ cykler.
- Partikelgenerering: <50 partiklar/m2 upprätthålls genom cykel 100; ökar till 50–100 partiklar/m² med cykel 150–200 (fortfarande inom ISO klass 5–7 acceptanskriterier).
Polyesters 3× till 4× längre livslängd leder direkt till lägre kostnad per cykel, minskad ersättningslogistik och mindre frekventa omkvalificeringar. För anläggningar med stora volymer som torkar 500–1 000 m² per dag, kan polyesterns hållbarhetsfördel minska de årliga moppköpen med 50–70 % jämfört med mikrofiber.
Varför polyester bibehåller integriteten bättre efter värme/kemisk stress
Kontinuerlig filamentkonstruktion fördelar termisk och kemisk stress över långa, obrutna garn. Polyesterns kristallina molekylstruktur motstår hydrolys och oxidation bättre än polyamidblandningar. Kombinationen av strukturell design (inga svaga punkter från klippta ändar eller fiberövergångar) och materialkemi (inert polyester vs reaktiv polyamid) ger polyester inneboende hållbarhet som mikrofiber inte kan matcha.
Vilka läkemedelsanläggningar bör välja
Materialval bör följa ett riskbaserat ramverk som matchar fiberarkitektur med områdesklassificering, operativt arbetsflöde och prioriteringar för föroreningskontroll. Följande vägledning ger beslutslogik efter anläggningstyp och användningsfall.
Aseptisk tillverkning (Grad A/B, ISO 5–7)
Rekommenderas: Endast förseglad polyester
Grad A/B aseptiska kärnor – fyllningslinjer, frystorkning, flasklock under enkelriktat luftflöde – fungerar under extrema partikelgränser (3 520 partiklar/m³ vid ≥0,5 µm för ISO klass 5). Varje rengöringsverktyg som genererar mätbart partikelbidrag riskerar klassificeringsexkursioner och batchkontamination.
Varför polyester inte är förhandlingsbart:
- Partikelgenerering: <50 partiklar/m² bibehålls över 150+ autoklavcykler, vilket ger 5×10× lägre kontaminering än mikrofiber.
- Steriliseringsväg: Kompatibel med gammastrålning (för försteriliserade engångsartiklar) eller intern autoklavering (för återanvändbara system) enligt EU GMP Annex 1, punkt 4.22.
- Kemisk kompatibilitet: Tål fullständig rotation av desinfektionsmedel inklusive sporicida medel (6 % H₂O₂, 0,5 % blekmedel) utan prestandaförsämring.
- Enkel validering: Enskild materialkvalificering täcker alla aseptiska arbetsflöden, vilket förenklar IQ/OQ/PQ-protokoll och minskar dokumentationsbördan.
För stödområden av grad B (ISO klass 7) är polyester fortfarande det säkraste valet för att förhindra partikelmigrering in i angränsande kärnor av grad A. Även om mikrofiber med förseglad kant tekniskt sett uppfyller ISO klass 7-gränserna, gör den smala säkerhetsmarginalen och kortare livslängden polyester till den mer försvarbara specifikationen.
Icke-aseptisk tillverkning (Grad C/D, ISO 7–8)
Mikrofiber acceptabelt om förseglad kant + partikeltestad
Tillverkningsområden av grad C/D – icke-steril blandning, tabletttillverkning, sekundär förpackning – arbetar under avslappnade partikelgränser (352 000 och 3 520 000 partiklar/m³ vid ≥0,5 µm). Mikrofiber med förseglad kant kan uppfylla dessa gränser om det är korrekt validerat.
När mikrofiber är vettigt i klass C/D:
- Moppning för stort område: Rengöring av anläggningar 500+ m² per skift drar nytta av mikrofibers 6–8× absorberingsförmåga, vilket minskar moppbyten och förarens trötthet.
- Spillrespons: Områden som hanterar bulkvätskor (buffertberedning, förvaring av rengöringskemikalier) behöver hög absorptionsförmåga för snabb inneslutning av spill.
- Budgetbegränsningar: Mikrofibers lägre initialkostnad (vanligtvis 30–40 % mindre än polyester) kan motiveras i icke-kritiska områden där kortare livslängd är acceptabel.
Kvalifikationskrav för mikrofiber av klass C/D:
- Laserskurna eller ultraljudsförseglade kanter (inga skärande moppar)
- Partikelgenereringstestning enligt ISO 14644-14 visar <200 partiklar/m² ny och <500 partiklar/m² vid slutet av kvalificerad livslängd
- Kemisk kompatibilitetsvalidering för anläggningsspecifikt desinfektionsprogram
- Byte vid 50 autoklavcykler eller när visuell inspektion avslöjar kantavskiljning
Användningsfall: Stödrum, luftslussar, utrustningskorridorer
Mikrofiber är väl lämpat för:
- Klädrum och personalluftslussar: Områden i ISO klass 8 med hög fottrafik där absorptionsförmåga och partikelupptagningseffektivitet överväger problem med partikelgenerering.
- Utrustningskorridorer och uppställningsytor: ISO klass 7–8 zoner som stödjer produktion men som inte direkt kommer i kontakt med produkten eller produktkontaktytor.
- Material luftslussar: Överför områden där mikrofiber med förseglad kant kan hantera både rengöring (IPA/quat applicering) och spillinneslutning utan att införa oacceptabel kontaminering.
För dessa applikationer, specificera ficka eller klämma (inte kardborreband) och validera partikelgenerering under faktiska användningsförhållanden inklusive exponering för desinfektionsmedel i värsta fall och mekanisk stress.
Områden med hög jord & Kraftiga spill
Mikrofiber bättre för upphämtning av spill
När föroreningar inträffar – bulkspill av desinfektionsmedel, buffertspill, rengöring av kemikalier – blir absorptionsförmågan det primära problemet. Microfibers kapacitet på 6–8× tillåter en enda mopp att absorbera och innehålla 1–2 liter vätska, vilket förhindrar spridning till angränsande områden och minskar rengöringstiden.
Men måste paras ihop med lågluddspolyester för slutgiltig desinfektion
Ett validerat tvåstegsprotokoll adresserar både spillinneslutning och partikelkontroll:
- Steg 1 — Borttagning av spill med mikrofiber: Använd mikrofibermopp med förseglad kant för att absorbera bulkvätska och ta bort synlig smuts. Kassera moppen (om den används för engångsbruk) eller överför till förorenat avfallsstation (om den kan återanvändas).
- Steg 2 — Desinfektion med polyester: Efter att spillområdet är torrt, utför en validerad desinfektion med polyestermopp med förseglad kant mättad med kvalificerat desinfektionsmedel (70 % IPA eller anläggningsstandardprotokoll). Detta slutpass ger ytdesinfektion med låg partikelantal som uppfyller GMP-kraven.
Detta hybridtillvägagångssätt fångar mikrofibers absorptionsfördelar samtidigt som partikelkontrollen bibehålls genom polyesterns luddsnåla finish.
Operatörer & Ergonomi hänsyn
Lättare av mikrofiber, enklare för moppning för stora ytor
Mikrofibermoppdynor väger 150–200 gram torra; när den är mättad till 6× absorptionsförmåga når den totala vikten 1 200–1 400 gram. Polyesterkuddar väger 200–250 gram torrt; vid 3× uppsugningsförmåga är totalvikten 800–1 000 gram. För operatörer som torkar 200–500 m² per skift, minskar det lättare mikrofibersystemet trötthet i armar och axlar.
Denna ergonomiska fördel kommer dock med en procedurmässig kompromiss: mikrofiber kräver noggrann vridning för att kontrollera fukthalten innan moppning, vilket ger 10–15 sekunder per moppbyte. Polyesterns kontrollerade absorptionsförmåga möjliggör enklare "doppning och vridning en gång"-procedurer som operatörer behärskar snabbt.
Polyester föredras för desinfektionsmedelskonsistens & Exakt våtfilmtjocklek
Farmaceutisk rengöringsvalidering specificerar våtfilmtjocklek för att säkerställa tillräcklig kontakttid för desinfektionsmedel. Polyesters förutsägbara vätskeavgivning – avsätter 8–12 mL/m² med konsekvent moppteknik – ger en reproducerbar yttäckning som uppfyller kriterierna för validering. Microfibers variabla absorptionsförmåga och aggressiva uppsugning gör det svårare att uppnå konsekvent våtfilmtjocklek utan omfattande utbildning och övervakning av operatören.
För anläggningar som prioriterar efterlevnad av validering och reproducerbarhet uppväger polyesters enkelhet i drift tyngre än mikrofibers ergonomiska fördelar.
Vilket material är bäst för olika ISO-klasser?
Följande beslutsramverk kartlägger materialval till ISO-klassificering, balanserar krav på partikelkontroll med operativa prioriteringar och kostnadsbegränsningar.
ISO 5 (aseptisk kärna)
Endast polyester
Miljöer i ISO klass 5 – fyllningszoner av klass A, lyofiliseringsladdning, aseptisk blandning – kräver partikelgenerering under 10 partiklar/m² för att undvika mätbara kontamineringsbidrag. Endast kontinuerlig filamentpolyester med förseglade kanter och validerad partikeltestning uppfyller denna tröskel.
Föredrar kontinuerlig filament + gammasteril alternativ
För A-kärnor, specificera:
- Försteriliserade polyestermoppar för engångsbruk: Gammabestrålad till SAL 10⁻⁶, individuellt förpackad i sterila barriärsystem med dubbla påsar. Eliminerar risken för upparbetning och förenklar materialöverföring till aseptiska zoner.
- Förmättat alternativ: Polyestermoppar förvättade med steril 70 % IPA i treskiktsförpackning för direkt användning i klass A-områden utan ytterligare desinfektionsmedelshantering.
Återanvändbara polyestermoppar är acceptabla för ISO 5-stödområden (provtagningsbås, vågrum) om de autoklaveras omedelbart före användning och valideras för partikelgenerering <10 partiklar/m² över kvalificerad livslängd.
ISO 6–7 (bakgrund & Grad B/C stödområden)
Polyester = Bästa partikelkontroll
ISO klass 6–7 områden (35 200 och 352 000 partiklar/m³ vid ≥0,5 µm) stödjer aseptiska operationer genom materialinställning, utrustningsförberedelse och personalklädsel. Partikelgränserna är mindre extrema än ISO 5, men föroreningar i dessa områden kan migrera till zoner av högre kvalitet via luftflöde, personalförflyttning eller materialöverföring.
Varför polyester fortfarande är det optimala valet:
- Partikelgenerering: 50–100 partiklar/m² även vid slutet av kvalificerad livslängd (150–200 cykler), bibehåller 5× säkerhetsmarginal under mikrofiberbaslinjen.
- EM trendstabilitet: Lägre baslinjepartikelantal förenklar miljöövervakning, vilket gör det lättare att upptäcka verkliga kontamineringshändelser jämfört med buller från rengöringsverktyg.
- Förebyggande av kontaminering över områden: Användning av polyester i hela anläggningen eliminerar risken för att oavsiktligt använda en mikrofibermopp med högre släpp i ett kritiskt område.
Mikrofiber = acceptabelt om förseglad kant + validerad
Mikrofiber med förseglad kant kan uppfylla ISO 6–7 partikelgränser om:
- Partikelgenerering validerad kl <200 partiklar/m² ny; <500 partiklar/m² vid slutet av kvalificerad livslängd (cykel 50)
- Kanter laserskurna eller ultraljudsförseglade (inte värmeförseglade, vilket bryts ned snabbare)
- Ficka eller klämma (ingen kardborre)
- Byte vid 50 autoklavcykler eller när kantavskiljning är synlig
- CCS-riskbedömning motiverar avvägning mellan kostnad/absorberande förmåga och partikelgenerering
För riskvilliga anläggningar eller de med begränsade QA-resurser för pågående moppkvalificering, polyesters överlägsna partikelkontroll och längre livslängd förenklar efterlevnaden och minskar den totala ägandekostnaden.
ISO 8 (Allmän produktion & Magasinering)
Mikrofiber allmänt acceptabelt
ISO klass 8-områden (3 520 000 partiklar/m³ vid ≥0,5 µm) – allmän tillverkning, förpackning, lagerhållning i anslutning till renrum – har milda partikelgränser som både mikrofiber och polyester lätt uppfyller. Materialval inom dessa områden prioriterar kostnad, absorptionsförmåga och driftseffektivitet framför maximal partikelkontroll.
När ska man välja mikrofiber i ISO 8:
- Städning på stora ytor (>300 m² per skift) där 6–8× sugförmåga minskar moppbyten
- Spillbenägna miljöer (buffertförberedelser, förvaring av rengöringskemikalier) som kräver snabb vätskeinneslutning
- Budgetmedveten upphandling där 30–40 % lägre initialkostnad motiverar kortare livslängd
Polyester rekommenderas när rotation av desinfektionsmedel involverar peroxid/blekmedel
Även i ISO 8-områden är polyester vettigt när:
- Desinfektionsmedelsprogram inkluderar frekvent användning av oxidationsmedel (>6 % H2O2, >00,5 % blekmedel) som bryter ned mikrofiberpolyamidfibrer
- Anläggningen har en policy för ett material (alla områden använder polyester för att eliminera risken för korskontaminering och förenkla operatörsutbildning)
- Långsiktig kostnadsoptimering: polyesters livslängd på 150–200 cykler ger lägre kostnad per användning trots högre förhandspris
Sammanfattningstabell för beslutsmatris
| Prioritet | Optimalt material | Varför |
| Partikelkontroll | Polyester | 5×10× lägre luddgenerering; <50 partiklar/m² över 150+ cykler |
| Spillabsorption | Mikrofiber | 6–8× uppsugningsförmåga mot 3–4× för polyester; snabbare vätskeinneslutning |
| Autoklav hållbarhet | Polyester | 150–200+ cykler jämfört med 50–100 för mikrofiber; lägre ersättningskostnad |
| ISO 5–7 efterlevnad | Polyester | Endast materialmöte <50 partiklar/m² gräns för aseptiska områden |
| ISO 7–8 kostnadsoptimering | Mikrofiber/polyester hybrid | Mikrofiber för stora ytor & spill; polyester för slutlig desinfektion |
B2B-upphandlingsrekommendation
Specifikationer för farmaceutiska anläggningar som bygger renrumsmopp:
- Enkelmaterialsmetod (endast polyester): Enklaste valideringen, lägsta risken för korskontaminering, bästa långsiktiga kostnaden per användning. Rekommenderas för anläggningar med ISO 5–7-områden eller begränsade QA-resurser.
- Hybrid tillvägagångssätt (polyester för ISO 5–7, mikrofiber för ISO 8): Balanserar prestanda och kostnad. Kräver validerade segregationsprotokoll (färgkodning, fysisk separation, operatörsutbildning) för att förhindra kontaminering mellan olika områden.
- Undvik mikrofiber i ISO 5–6: Risk för partikelgenerering för hög; regulatoriska förväntningar är kontinuerlig filament polyester eller motsvarande lågluddiga material.
MIDPOSI-rekommendation — När vi rekommenderar polyester eller mikrofiber
MIDPOSI tillverkar renrumsmoppar av både kontinuerlig filament och mikrofiber med förseglad kant, validerade för farmaceutiska GMP-tillämpningar. Våra materialrekommendationer följer samma riskbaserade ramverk som beskrivs i den här guiden, och matchar fiberarkitekturen med din anläggnings ISO-klassificering, desinfektionsprogram och operativa arbetsflöde.
När MIDPOSI rekommenderar polyester
ISO 5–7 Farmaceutisk användning
För aseptiska tillverkningskärnor (Grad A/B), provtagnings-/vägningsrum och Grad C-stödområden, specificerar MIDPOSI kontinuerlig filamentpolyester som det enda materialet som uppfyller kraven på partikelgenerering och hållbarhet:
- MIDPOSI gamma-steril polyestermoppdyna (Produktkod: CMP-DS-POLY-GS): 100 % polyesterstickad med kontinuerlig filament, värmeförseglade kanter, gammabestrålad till SAL 10⁻⁶. Partikelgenerering <10 partiklar/m² validerade enligt ISO 14644-14. Individuell dubbel-påse förpackning för direkt överföring till klass A/B områden.
- MIDPOSI polyester återanvändbar mopp med förseglad kant (Produktkod: CMP-RUS-POLY-150): Autoklavvaliderad för 150+ cykler vid 121°C. Partikelgenerering <50 partiklar/m² bibehålls under kvalificerad livslängd. Kompatibel med 70 % IPA, 3–35 % H₂O₂, quats och 0,5–1 % blekmedel.
EU GMP bilaga 1 Rotation av desinfektionsmedel
Faciliteter som roterar alkoholer, quats, väteperoxid och natriumhypoklorit enligt bilaga 1 sporicida krav drar nytta av polyesters breda kemiska kompatibilitet. Ett enda polyestermoppmaterial är kvalificerat för alla desinfektionsmedelsprotokoll, vilket förenklar valideringen och minskar risken för material-kemi-inkompatibilitet.
Återanvändbara autoklav arbetsflöden
För anläggningar med validerad intern tvätt- och steriliseringsinfrastruktur ger polyesters hållbarhet på 150–200 cykler den lägsta kostnaden per användning. MIDPOSI:s återanvändbara polyestermoppar bibehåller dimensionsstabilitet (<3 % krympning genom cykel 100) och partikelgenerering inom specifikationen, vilket undviker de för tidiga ersättningskostnaderna förknippade med mikrofibers kortare livslängd.
Miljöövervakningszoner med hög risk
Områden med historik av EM-utflykter eller som verkar nära ISO-klassificeringsgränserna drar nytta av polyesters 5×10× lägre partikelgenerering. Att byta från mikrofiber till polyester i stödområden av grad C har löst utvecklingen av kronisk partikelantal i flera kundanläggningar, vilket eliminerar undersökningsbördan och minskar risken för OOS.

När MIDPOSI rekommenderar mikrofiber
Storarea ISO 7–8
För icke-aseptisk tillverkning, förpackning och lagerområden där partikelgränserna är milda (352 000+ partiklar/m³ vid ≥0,5 µm), ger mikrofiber med förseglad kant operativa fördelar:
- MIDPOSI återanvändbar mopp i mikrofiber (sealed-edge) (Produktkod: CMP-RUS-MF-100): 80/20 polyester/polyamidblandning, ultraljudsförseglade kanter. Partikelgenerering <200 partiklar/m² ny; <500 partiklar/m² vid cykel 50. Absorberingsförmåga 6–8× torrvikt för moppningseffektivitet på stora ytor.
Faciliteter som rengör 500+ m² per skift i ISO 8-områden ser 30–40 % minskning av moppbyten med mikrofiber jämfört med polyester, vilket minskar förarens trötthet och förbättrar genomströmningen.
Spillhantering/Förrengöring
Områden som hanterar bulkvätskor – buffertberedning, rengöring av kemikalieförvaring, utrustningstvättstationer – kräver snabb inneslutning av spill. MIDPOSI mikrofibermoppar absorberar 1,5–2 gånger mer vätska per dyna än motsvarande polyester, innehåller spill snabbare och förhindrar spridning till intilliggande renrumszoner.
Vi rekommenderar ett tvåstegsprotokoll: mikrofiber för att absorbera spill och avlägsna smuts; polyester för slutgiltigt validerat desinfektionspass.
Kostnadsoptimeringsscenarier
För budgetbegränsade anläggningar där ISO 8-områden representerar >70 % av det totala renrumsutrymmet, mikrofibers 30–40 % lägre initialkostnad kan motiveras om:
- Desinfektionsprogram undviker oxidationsmedel med hög koncentration (>6 % H2O2, >00,5 % blekmedel)
- Moppbyte vid 50 cykler är acceptabelt och dokumenterat i rengörings-SOP
- Partikelgenerering validerad kl <500 partiklar/m² genom kvalificerad livslängd
MIDPOSI tillhandahåller testrapporter för partikelgenerering, kemiska kompatibilitetsmatriser och autoklavvalideringsdata för att stödja kundens IQ/OQ/PQ-protokoll för mikrofiberkvalificering.
Icke-aseptiska renrum
Bioteknik R&D-labb, cellodlingsanläggningar och icke-sterila farmaceutiska blandningsområden klassificerade enligt ISO 7–8 kan använda mikrofiber där produktsterilitet inte krävs. MIDPOSI mikrofibermoppar uppfyller partikelgränserna, tål IPA/quat-program och levererar den absorbans som krävs för effektiv rengöring av stora ytor.
Begär prover & Valideringspaket
MIDPOSI erbjuder omfattande kvalificeringsstöd för att hjälpa QA-team, anläggningsingenjörer och inköpsspecialister med materialval och validering:
Provsatser
- Utvärderingspaket innehållande 5–10 mopphuvuden (blandning av polyester och mikrofiber, återanvändbara och engångsbara) för interna pilottestning
- Jämförelse sida vid sida under ditt faktiska desinfektionsprogram, moppteknik och autoklavprotokoll
- Kostnadsfri provtagning för anläggningsutvärdering >100 mopphuvuden per år
Partikeltestdata
- ISO 14644-14 partikelgenereringstestrapporter som visar partikelantal vid ≥0,5 µm och ≥5 µm under simulerade användningsförhållanden
- Testning utförd på nya moppar och efter accelererad åldring (25, 50, 75, 100+ autoklavcykler)
- Acceptanskriterier anpassade till ISO klass 5, 6, 7 och 8 gränser
Kemisk kompatibilitetsrapporter
- ASTM D543 exponeringsvalidering för 70 % IPA, 3–35 % H₂O₂, quats (2 000 ppm) och 0,5–1 % NaOCl
- Dimensionsstabilitet, draghållfasthet och färgbeständighet efter 10, 25, 50 och 100 exponeringar
- Värsta kemiska stresstester som simulerar daglig rotation av desinfektionsmedel enligt EU GMP bilaga 1
Hållbarhetsdiagram för autoklav
- Cykellivslängdskvalificering som visar dimensionsförändring, kantintegritet och partikelgenerering över 50, 100, 150 och 200 autoklavcykler vid 121°C
- Acceptanskriterier för bestämning av livslängden (ökning av partikelgenerering, kantseparation, >5% krympning)
- Rekommenderade ersättningsscheman efter ISO-klass och användningsintensitet
SOP för kvalificering (IQ/OQ/PQ)
- Mallprotokoll för installationskvalificering (mottagningsbesiktning, märkning, lagring)
- Driftskvalifikation (testning av partikelgenerering, verifiering av kemisk kompatibilitet, validering av autoklavcykel)
- Prestandakvalificering (övervakning under användning, EM-trendanalys, operatörsutbildning)
- Anpassad till din anläggnings ramverk för städvalidering och regulatoriska krav
För produktkataloger, tekniska specifikationer eller för att begära ett provkit och valideringspaket, besök MIDPOSI renrumsförbrukningsmaterial eller kontakta din regionala tekniska representant. Våra föroreningskontrollspecialister är tillgängliga för att granska din anläggnings ISO-klassificering, desinfektionsprogram och driftsprioriteringar – rekommenderar sedan den optimala polyester- eller mikrofibermoppkonfigurationen som balanserar partikelkontroll, hållbarhet, kostnad och GMP-överensstämmelse.







