A practical framework for facility managers, cleaning validation specialists, and QA leads who manage reusable cleanroom mop inventory. Covers washing protocols, autoclave parameter optimization, chemical compatibility, structured inspection discipline, storage best practices, and signs that indicate a mop head has reached the end of its service life.

Cleanroom mop longevity is not a single number. It is the result of four interacting factors: washing protocol, autoclave exposure, chemical compatibility, and inspection discipline. A reusable cleanroom mop that is washed correctly, autoclaved within validated parameters, exposed to compatible cleaning chemistries, and inspected at every use can remain in service substantially longer than a mop subjected to uncontrolled maintenance. The specific number of cycles depends on material type, facility protocol, and usage intensity — but the following summary provides a practical starting framework.
| فیکٹر | How It Affects Lifespan | Good Practice | Warning Sign |
|---|---|---|---|
| Washing Protocol | Excessive temperature, aggressive detergents, and mechanical stress accelerate fiber fatigue, stitch weakening, and dimensional distortion | Wash at manufacturer-recommended temperature with non-ionic detergent; avoid fabric softeners; use gentle or low-extraction cycles | Mop fabric feels rough or stiff after washing; dimensional shrinkage exceeds 3–5% from original specification |
| Autoclave Exposure | Repeated steam sterilization at 121°C or 134°C causes cumulative thermal stress on polyester fibers, edge-sealing, and quilting stitch integrity | Validate autoclave cycle for mop material; limit to manufacturer-stated maximum cycles; avoid over-drying in autoclave | Quilting lines begin to separate; edge seal shows delamination; mop feels thinner or less structured after multiple cycles |
| کیمیائی مطابقت | Oxidizing disinfectants (hydrogen peroxide, peracetic acid, sodium hypochlorite) can degrade polyester and polyamide fibers over repeated exposure if not adequately rinsed | Rinse thoroughly after chemical contact; validate chemical compatibility with mop supplier data; avoid chlorine-based disinfectants unless explicitly approved | Fabric discoloration; loss of tensile strength at contact points; chemical odor retained after washing |
| Inspection Discipline | Facilities that inspect mops at every change-out detect early degradation signs and can retire mops before they become a contamination risk | Document each mop’s cycle count; implement visual inspection checklist; assign inspection responsibility to a named role | Mop heads in service beyond their known cycle limit without inspection; no documented inspection records per mop batch |
دستبرداری: The above summarizes general industry practices, not universal regulatory requirements. Actual mop lifespan is facility-specific and depends on the interaction of all four factors plus cleaning frequency, surface condition, and operator technique. Facilities should conduct their own lifecycle validation and document mop retirement criteria in their cleaning SOP.
Understanding how long a mop should last begins with understanding the cleanroom mop system overview and how material choices at procurement define the maintenance ceiling. The GMP cleanroom mop grade selection guide is also relevant, because the grade zone of use determines which maintenance protocols apply — a Grade D mop is not maintained to the same standard as a Grade A/B mop.
Washing is the single most frequent maintenance event in a reusable cleanroom mop’s lifecycle. Every wash cycle subjects the mop head to mechanical agitation, thermal stress, and chemical exposure. Optimizing wash parameters is the highest-leverage action a facility can take to extend mop service life.
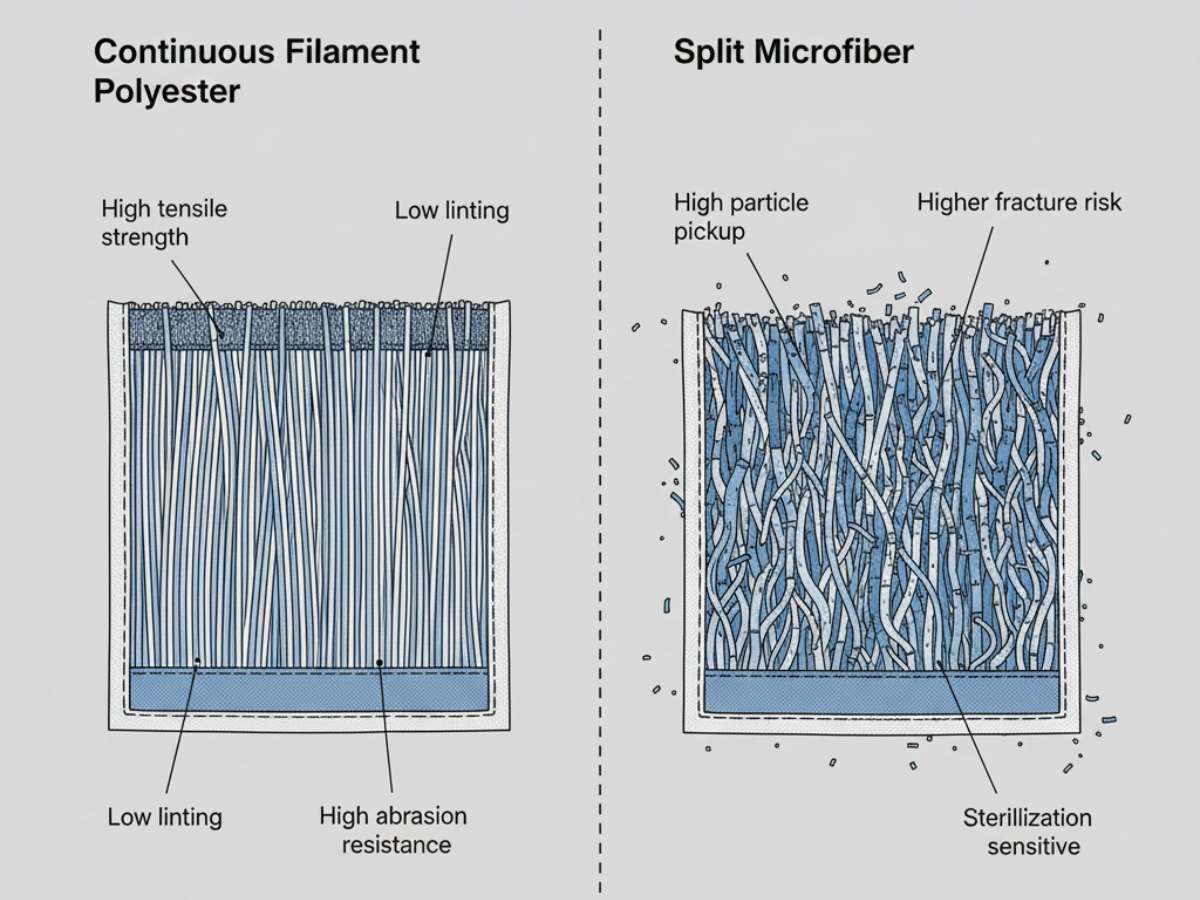
The appropriate wash temperature is determined by the mop material, not by general laundry convention. Polyester knit mops are typically washed at 40–60°C. Temperatures above 70°C accelerate fiber fatigue in polyester, particularly in edges and quilting seams where thermal stress concentrates. Microfiber (polyester/polyamide blend) mops require additional caution: the polyamide component is more thermally sensitive than pure polyester, and wash temperatures above 60°C may cause progressive loss of the split-fiber structure that gives microfiber its cleaning efficacy.
The material differences are structural. A detailed microfiber vs polyester cleanroom mop comparison explains the implications for procurement, but from a maintenance perspective, the takeaway is: polyester tolerates a wider temperature window than microfiber, and facilities using both materials need two distinct wash protocols.
| Detergent Type | سفارش | Rationale |
|---|---|---|
| Non-ionic detergent | Preferred | Effective soil removal without ionic residues; minimal interaction with cleanroom fabric; widely used in GMP laundry protocols |
| Neutral pH (6–8) | Acceptable | Low risk of fiber degradation; verify that cleaning efficacy meets facility validation requirements |
| Alkaline detergent (pH >9) | Use with caution | Can accelerate polyester hydrolysis over repeated cycles; may weaken stitch integrity; limit to occasional deep-cleaning cycles with thorough rinsing |
| Fabric softener | Do NOT use | Leaves a residue on the mop fabric that can interfere with disinfectant efficacy; residue can release particles into the cleanroom; incompatible with cleanroom cleaning tool maintenance |
| Chlorine bleach | Do NOT use unless explicitly validated | Oxidative degradation of polyester fibers; significantly shortens mop lifespan; may generate chemical residues that interact unpredictably with cleanroom disinfectants |
The mechanical action of the washing machine — drum speed, extraction G-force, and cycle duration — contributes to cumulative fiber fatigue. Recommendations:

Tumble drying at low temperature (below 60°C) is the standard post-wash drying method. High-temperature drying (above 70°C) adds a second thermal stress event after washing and can accelerate the cumulative degradation of polyester fibers. Air-drying in a controlled, particle-controlled environment is an alternative for facilities that want to minimize thermal exposure, but the drying environment must meet the same cleanliness standard as the cleanroom the mop will enter.
For facilities using reusable cleanroom mops that require sterilization between uses, autoclave exposure is the single most aggressive stress event in the mop lifecycle. Understanding how autoclave parameters interact with mop materials is essential for predicting when a mop will degrade and for setting retirement thresholds before degradation becomes a contamination risk.
Steam sterilization subjects mop materials to a combination of high temperature, moisture, and pressure — typically 121°C at 15 psi (gravity cycle) or 134°C at 30 psi (pre-vacuum cycle). Polyester, the dominant material in reusable autoclavable cleanroom mop heads, has a glass transition temperature of approximately 70–80°C and a melting point of approximately 250–260°C. This means autoclave temperatures do not melt polyester, but they do push the polymer close enough to its thermal limits that cumulative microstructural changes occur with each cycle.
The degradation mechanism is progressive and measurable:
These are industry-observed reference ranges, not manufacturer-guaranteed limits. Actual degradation onset depends on autoclave model, cycle parameters, mop construction quality, and whether the mop is also subjected to washing and chemical exposure between cycles. Facilities should validate their own cycle limits rather than adopting generic numbers.
| مادی قسم | Cycle Range Where Degradation May Begin | First Signs to Monitor | Practical Retirement Guidance |
|---|---|---|---|
| Continuous filament polyester knit (sealed edges) | Cycle 20–40 | Edge-seal rigidity changes; slight quilting stitch elongation; minor dimensional change (<3%) | Monitor from cycle 20; retire when any two of the following occur: (a) quilting separation visible, (b) edge seal delamination, (c) dimensional change >5% |
| Polyester knit (non-continuous filament) | Cycle 15–30 | Surface fuzzing from fiber ends; increased particle release in rinse water; quilting line stress visible | Monitor from cycle 15; retire when particle release data exceeds facility acceptance criteria or when visual inspection identifies quilting compromise |
| Microfiber (polyester/polyamide blend) | Cycle 10–20 | Loss of split-fiber texture (mop feels less “grippy”); polyamide component degradation; fiber matting visible under microscope | Monitor from cycle 10; retire when cleaning efficacy — as measured by surface residue testing — drops below validated acceptance criteria; microfiber typically has a shorter autoclave life than polyester |
Facilities that optimize autoclave parameters for their specific mop material can often extend service life beyond the general reference ranges above. Key optimization points:
The cleaning chemicals and disinfectants that a cleanroom mop is exposed to during use interact with the mop fabric in ways that accumulate over the mop’s service life. This is distinct from autoclave stress or washing stress — it is a chemical degradation pathway that operates every time the mop contacts a disinfectant solution during cleaning, not just during the maintenance cycle.
| Disinfectant Class | Typical Active Agents | Risk to Polyester | Risk to Microfiber (PA Component) | Mitigation |
|---|---|---|---|---|
| Oxidizing agents | Hydrogen peroxide (H2O2), peracetic acid (PAA) | Moderate: repeated exposure without adequate rinsing can cause progressive surface oxidation and loss of fiber tensile strength | Higher: polyamide is more susceptible to oxidative degradation than polyester; split-fiber structure may degrade faster | Thorough post-use rinsing; verify supplier chemical compatibility data for specific peroxide concentration and contact time |
| Quaternary ammonium compounds (Quats) | Benzalkonium chloride, didecyl dimethyl ammonium chloride | Low: generally compatible with polyester; primary risk is residue accumulation rather than fiber degradation | Low to Moderate: quat residue can bind to microfiber surface and reduce subsequent cleaning efficacy | Periodic “stripping” wash (neutral pH detergent, elevated temperature within material limits) to remove accumulated quat residue |
| Alcohol-based disinfectants | 70% IPA, 70% ethanol | Low: polyester is chemically resistant to alcohols at typical cleanroom concentrations and contact times | Low to Moderate: alcohol can extract processing oils from polyamide over repeated exposure, altering fiber surface properties | Ensure complete evaporation between use cycles; avoid prolonged soaking in alcohol solutions |
| Chlorine-based disinfectants | Sodium hypochlorite (NaOCl) | High: chlorine is an aggressive oxidizer that attacks polyester polymer chains; even dilute solutions cause cumulative degradation | Very High: polyamide is highly susceptible to chlorine degradation; chlorine exposure should be avoided except where specifically validated | Avoid unless specifically validated by the mop supplier for the specific chlorine concentration and contact time; thorough post-use neutralization and rinsing mandatory |
| Phenolic disinfectants | Ortho-phenylphenol, ortho-benzyl-para-chlorophenol | Moderate: phenolics can leave a persistent residue that is difficult to remove; residue may interact with subsequent disinfectants | Moderate: residue binding to microfiber surface; may require dedicated post-phenolic washing protocol | Dedicated washing protocol for mops used with phenolics; verify that subsequent disinfectant rotations are compatible with any phenolic residue that may remain |
Chemical residue accumulation is the most common — and most preventable — chemical degradation pathway. A mop that carries disinfectant residue from one cleaning cycle into the next may experience accelerated degradation that is not attributable to any single exposure but rather to the cumulative buildup of chemically active residues in the fabric.
Effective rinse protocols include:
Structured visual inspection is the frontline defense against using degraded mops in controlled environments. The inspection should be performed at every mop change-out and documented on a standardized checklist. The following framework identifies the key inspection points, what to look for, and the decision criteria for retiring a mop head.

| Inspection Point | What to Look For | Acceptable Condition | Retirement Trigger |
|---|---|---|---|
| 1. Edge Integrity | Fraying, loose fibers, delamination of sealed edges, cut edge exposure | Edge seal intact along entire perimeter; no visible loose fibers at edges; cut edges (if present) are clean and not unraveling | Edge seal delamination >5 mm at any point; visible loose fibers at edges that cannot be trimmed without compromising edge structure; unraveling cut edges |
| 2. Quilting Stitch Integrity | Broken quilting stitches, stitch elongation, separation of fabric layers at quilting lines | All quilting stitches intact; no visible gaps between fabric layers along quilting lines; quilting pattern still holds layers together uniformly | Two or more broken quilting stitches; visible layer separation along quilting lines; quilting thread visibly thinner or weaker than original specification |
| 3. Pocket / Attachment Point | Tears at pocket opening, stretched pocket that no longer grips the mop frame securely, stitching failure at pocket seam | Pocket opening intact; mop head fits securely on frame without slipping during use; pocket seam stitching is complete and shows no elongation | Tear at any point along pocket opening; pocket has stretched such that frame insertion requires force or the mop head slips during normal mopping; broken stitches at pocket seam |
| 4. Fabric Surface Condition | Discoloration, fabric thinning, surface roughness change, fiber matting (microfiber), loss of fabric uniformity | Uniform surface appearance consistent with original condition; no thinned areas; microfiber retains visible split-fiber texture; no localized discoloration patches | Visible thinning at any location (hold mop up to light: if light passes through areas that were originally opaque, the fabric is compromised); matted microfiber surface that has lost texture; discoloration that signals chemical degradation rather than staining |
| 5. Dimensional Conformity | Shrinkage or distortion from original dimensions; asymmetry; corners that no longer align with original shape | Dimensions within 5% of original specification; shape is symmetric and consistent with original pattern; corners are square to within visual tolerance | Dimensional change >5% from original specification; asymmetric distortion that affects frame fit or cleaning coverage; corners that are visibly distorted |
| 6. Particle Release (Supplemental) | If available: particle count data from rinse water after standardized agitation; or visual particle release test (shake mop over a dark surface under controlled lighting) | Particle counts within facility-defined acceptance criteria; no visual particle shower when shaken | Particle counts exceed facility acceptance criteria; visible particle release on shake test |
Effective mop maintenance programs document inspection results. Without documentation, there is no trending data, no basis for adjusting retirement criteria, and no audit trail to demonstrate that mop lifecycle management is under control. Each mop batch should have:
This documentation serves the same purpose as other GMP documentation: it demonstrates that the facility manages its cleaning tools with the same discipline applied to other process consumables. The کلین روم ایم او پی کی توثیق کے دستاویزات اور COA page covers the documentation package that should be requested at procurement; the inspection documentation described here is the in-use complement that extends traceability through the mop’s operational life.
A facility that retires mops at the first sign of minor wear will have higher mop replacement costs. A facility that extends mop use well past visible degradation will have higher contamination risk. The optimal balance is achieved by:
How a cleanroom mop is stored between uses has a direct impact on both maintenance interval and contamination risk. A properly maintained mop stored in a non-controlled environment or stored wet can negate the benefits of the washing and autoclave protocols that preceded storage.
The single most important storage rule: mops must be completely dry before storage. A damp mop stored in a closed container or plastic bag creates conditions for microbial growth. Even if the mop was just autoclaved, residual moisture inside a sealed bag can support microbial proliferation over time. If a mop cannot be dried immediately after washing or autoclaving, store it in a breathable container in a controlled environment — not in a sealed plastic bag in an uncontrolled storage area.
The storage environment should match the cleanroom grade of the mop’s target zone. A mop that will be used in Grade B should be stored in at least a Grade C environment — not in an unclassified warehouse or janitorial closet. This is a logical extension of the staged transfer principle: a mop should not be stored in a lower-classification environment than the zone it enters, because storage is part of the pre-use material condition that the cleaning protocol assumes.
Mop heads should be hung, not stacked. Stacking compresses the mop fabric, creates contact points between mops that can transfer contamination, and prevents air circulation that supports drying. Individual hanging — on dedicated hooks, with spacing between mop heads — ensures each mop remains separate from others and dries completely. Hanging also makes visual inspection easier because the full mop surface is visible at a glance.
| Container Type | Appropriate Use | حدود |
|---|---|---|
| Breathable fabric bag (cleanroom-grade) | General storage; allows air circulation while providing particulate barrier | Not a sterility barrier; must be stored in controlled environment |
| Sealed plastic bag | Transport between laundry and cleanroom; short-term storage of sterilized mops (validated sterility shelf life applies) | Do not store damp mops in sealed bags; moisture accumulation risk; validated shelf life must not be exceeded |
| Stainless steel hook rack (open) | Dedicated cleanroom storage areas; best for drying and inspection visibility | Only appropriate inside the cleanroom or in a controlled staging area; provides no particulate barrier |
| Closed plastic bin | Bulk storage of pre-washed mops awaiting distribution | Confirm bin material does not shed particles; bins should be dedicated to cleanroom mop storage only, not shared with other facility items |
Even a properly stored mop has a finite shelf life in storage. Sterilized mops have a validated sterility shelf life that must not be exceeded. Non-sterile mops, while not subject to sterility expiration, should follow a first-in-first-out (FIFO) rotation to ensure that mops do not sit in storage for extended periods where they may accumulate environmental contamination. A 30-day maximum storage duration is a common starting point for non-sterile mops; facilities can extend or shorten this based on environmental monitoring data from storage areas.
Many mop maintenance problems are not caused by a single catastrophic error but by repeated small deviations from protocol that accumulate over the mop’s service life. The following are the most common patterns observed in GMP facilities, along with practical corrections.
Facilities that run polyester and microfiber mops through the same washer cycle — typically the polyester cycle, which uses higher temperatures — expose microfiber mops to temperatures that degrade the polyamide component. The microfiber mop loses its split-fiber structure and cleaning efficacy, but the facility does not detect this because the mop still looks acceptable.
Correction: Establish separate wash protocols by material type. If only one washer is available, run the lower-temperature (microfiber) protocol as default and use shorter cycle times for polyester to compensate. Validate that each material type’s wash protocol achieves the required cleanliness standard.
Some facilities set a fixed autoclave cycle number (e.g., “retire at 30 cycles”) and replace all mops at that threshold. This approach ignores the fact that autoclave degradation is not uniform: mops used with harsh chemicals or washed at higher temperatures will degrade faster than mops used under gentler conditions, even at the same cycle count. Cycle-count-based retirement risks both early retirement of mops that still have remaining service life and delayed retirement of mops that have already degraded.
Correction: Use cycle count as a trigger for intensified inspection, not as the retirement criterion itself. At a defined cycle count (e.g., 20 cycles), increase inspection frequency from every-use to every-cycle documentation with particle release verification. Retire based on inspection findings, not cycle count alone.
Mops that are stored before they are fully dry — whether in sealed bags, bins, or closets — provide conditions for microbial growth. The cleaning protocol then introduces a microbe-carrying mop into the cleanroom, undermining the environmental monitoring program. This problem is often invisible until an environmental monitoring excursion triggers an investigation that traces back to mop storage conditions.
Correction: Implement a drying verification step before storage. This can be as simple as a visual check (no visible moisture), a touch check (fabric feels dry, not cool/damp), or a more formal moisture content verification if the facility requires it. Document the drying verification as part of the mop maintenance log.
Inspection that happens informally — an operator glances at a mop head before mounting it on the frame — is not inspection. Without documentation, there is no way to trend degradation patterns, demonstrate inspection discipline during an audit, or link a contamination event to a mop that should have been retired.
Correction: Create a one-page mop inspection checklist and make it part of the cleaning SOP. A simple paper log or digital form with: batch ID, date, inspector, each inspection point (pass/fail), and action taken (continue use / escalate / retire). Even a checklist that takes 30 seconds to complete is infinitely more auditable than no checklist at all.
Fabric softeners and laundry additives designed for consumer or hospitality textiles leave a residue coating on fabric fibers. On cleanroom mops, this residue can interfere with disinfectant contact, release particles when the mop is agitated during use, and attract and hold contaminants that a clean mop surface would not retain.
Correction: Restrict mop washing to approved detergents only. The detergent specification should be part of the cleaning validation protocol. If a facility also operates a general laundry for garments or non-cleanroom textiles, the cleanroom mop washing must be physically segregated — separate machine or dedicated validated cycle — to prevent cross-contamination with fabric softener residues.
Packing the washer or autoclave to maximum capacity to save time or utility cost results in: uneven washing (some mops receive less detergent contact or less effective mechanical action), uneven sterilization (some mops receive less steam penetration), and physical compression of mop heads against each other and against chamber walls — which accelerates quilting wear and fabric abrasion.
Correction: Define and document maximum load configurations for both washer and autoclave. A practical rule: mops should occupy no more than 70–80% of chamber volume and should be arranged so that no mop head is compressed against another mop head or against the chamber wall. This is equipment-specific and should be validated for each washer and autoclave model in the facility.
There is no universal cycle count. Continuous filament polyester mops may begin to show degradation signs between 20 and 40 autoclave cycles; microfiber mops typically begin to show degradation between 10 and 20 cycles. However, these are general reference ranges, not guaranteed limits. The actual number depends on washing parameters, autoclave cycle selection, chemical exposure, and inspection discipline. Facilities should validate their own retirement criteria based on visual inspection findings and, where available, particle release data — not on a fixed cycle count alone.
Polyester mop heads: 40–60°C is the optimal range; temperatures above 70°C should be avoided for routine washing. Microfiber mop heads: 40–50°C is the optimal range; temperatures above 60°C risk degrading the polyamide component. The specific temperature should be selected within these ranges based on the detergent used and the facility’s validated cleaning protocol. If a facility uses both polyester and microfiber mops, they should not share the same wash cycle.
No. Fabric softeners leave a residue coating on mop fibers that can interfere with disinfectant efficacy, release particles during mopping, and attract and hold contaminants. Fabric softeners are incompatible with cleanroom mop maintenance regardless of mop material type. Only non-ionic detergents with neutral pH (or detergents specifically approved by the mop supplier) should be used for cleanroom mop washing.
The earliest visual signs depend on the mop material and construction. For polyester knit mops with sealed edges: edge-seal rigidity changes (the edge feels less stiff or shows slight separation), minor quilting stitch elongation, and dimensional change below 3% from original. For microfiber mops: loss of the visible split-fiber texture (the surface appears smoother or more matted), polyamide component discoloration, and fabric surface that feels less “grippy” to the touch. Any of these signs should trigger intensified inspection frequency.
Not necessarily. The washing protocol (temperature, detergent, cycle parameters) can be the same across grades, because effective cleaning is required regardless of where the mop will be used. However, inspection frequency and retirement criteria should be stricter for Grade A/B mops than for Grade C/D mops. Grade A/B mops should be inspected at every use with documented results, and retirement triggers should be more conservative — retire at the first sign of quilting compromise or edge seal degradation. Grade C/D mops may follow a less frequent inspection schedule with slightly less conservative retirement criteria, reflecting the lower contamination risk in support zones.
Mops must be completely dry before storage. They should be hung individually (not stacked) in an environment that matches or exceeds the cleanroom classification of the target zone. For sterilized mops, storage must respect the validated sterility shelf life. For non-sterile mops, a first-in-first-out rotation with a maximum storage duration (commonly 30 days, adjusted based on facility environmental monitoring data) prevents extended storage accumulation of environmental contamination. Sealed plastic bags should only be used when the mop is fully dry and for transport or validated sterile storage — never for damp mops.
Yes. The disinfectant class used in the facility interacts with the mop material in ways that can accelerate or slow degradation. Oxidizing disinfectants (hydrogen peroxide, peracetic acid) cause moderate cumulative degradation of polyester and higher degradation of microfiber’s polyamide component. Chlorine-based disinfectants cause the most aggressive degradation and should be avoided unless specifically validated by the mop supplier. Quaternary ammonium compounds and alcohol-based disinfectants generally have the lowest impact on mop materials. Facilities using aggressive oxidizers should expect shorter mop service life and should schedule more frequent inspections accordingly.
At minimum: (1) a mop batch identifier linked to the procurement batch for traceability; (2) a cycle count log recording each wash cycle and autoclave cycle; (3) inspection records per inspection event with date, inspector identity, and pass/fail result for each inspection point; (4) retirement records with retirement date, reason for retirement, and disposal method. This documentation demonstrates lifecycle management discipline during audits, enables trending analysis to optimize retirement criteria, and provides traceability if a contamination event investigation must trace back to cleaning tools.
MIDPOSI provides cleanroom mop systems designed for validated, repeatable cleaning performance across GMP classifications. Explore the White Mop Series for mop heads engineered with continuous filament polyester knit, sealed edges, and construction designed to withstand validated washing and autoclave protocols. For questions about material specifications, chemical compatibility data, or maintenance protocol guidance, contact the MIDPOSI team.
Cleanroom mop systems engineered for GMP cleaning programs — with material specifications, construction quality, and documentation packages designed to support validated maintenance protocols.


