إن دلو ممسحة غرف الأبحاث ليس من لوازم النظافة، فهو جهاز للتحكم في التلوث يحدد ما إذا كان المطهر الخاص بك يصل إلى وقت الاتصال المعتمد أو يتم تخفيفه إلى تركيزات غير فعالة قبل أن يلمس الأرض. اختر تكوينًا خاطئًا للجرافة وستشاهد رحلات المراقبة البيئية، ونتائج التدقيق للتحقق من صحة التنظيف غير الكافي، ودورات التحقيق الباهظة الثمن التي تتبع ذلك. قم بتكوينه بشكل صحيح - مطابقة تصميم نظام الجرافة لفئة ISO الخاصة بك، ودوران المطهر، وسعة التعقيم - وقمت ببناء سير عمل تنظيف تم التحقق منه والذي ينجو من عمليات التفتيش التنظيمية ويمنع أحداث التلوث المتبادل التي توقف الإنتاج. يشرح هذا الدليل المنطق الهندسي وراء أنظمة الجرافة الفردية والثنائية والثلاثية، ويشرح سبب تأثير اختيار آلية العصارة على توليد الجسيمات ومتانة الأوتوكلاف، ويوفر أطر اتخاذ القرار لاختيار المواد (الفولاذ المقاوم للصدأ مقابل البولي بروبيلين)، والامتثال للملحق 1 من ممارسات التصنيع الجيدة للاتحاد الأوروبي، والتكامل الكامل لإجراءات التشغيل المعيارية (SOP). سواء كنت تصمم منشأة صيدلانية جديدة أو تحل حالات فشل EM المتكررة في العمليات الحالية، ستجد المواصفات الفنية وسير عمل التحقق من الصحة لبناء أنظمة دلو ممسحة غرف الأبحاث التي توفر تحكمًا قابلاً للتكرار في التلوث.
الشكل 1: نظام التطهير ثلاثي الدلو الكامل في غرفة الأبحاث الصيدلانية من الدرجة B يُظهر العباءات المناسبة (ثوب معقم، وقفازات، ودرع للوجه)، وعربة دلو من الفولاذ المقاوم للصدأ مع تيارات سوائل منفصلة (مطهر/شطف/نفايات)، وآلية عصارة موضوعة للتحكم في التلوث. يفي هذا التكوين بمتطلبات الملحق 1 من ممارسات التصنيع الجيدة للاتحاد الأوروبي لأدوات التنظيف المعقمة وسير عمل التحكم في التلوث المعتمد في مناطق المعالجة المعقمة.
ما الذي يجعل دلو ممسحة غرف الأبحاث مختلفًا؟
لماذا تفشل الدلاء التجارية القياسية في غرف الأبحاث؟
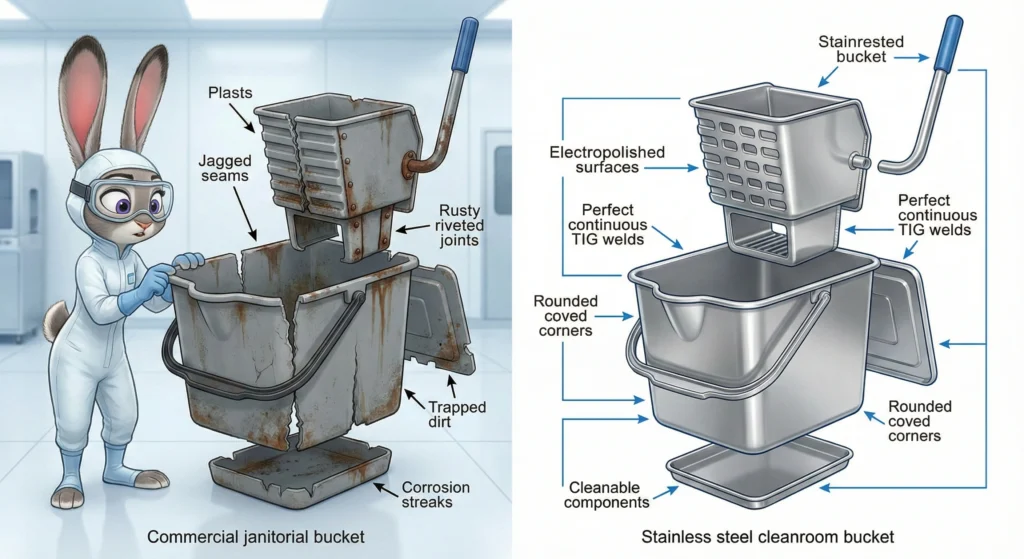
تفشل دلاء ممسحة النظافة القياسية في تأهيل غرف الأبحاث على أربع جبهات حاسمة. أولاً، المواد: تستخدم الدلاء التجارية مواد بلاستيكية منخفضة الجودة أو فولاذًا مجلفنًا مع أسطح خشنة وطبقات وشقوق تحبس الجزيئات وتثقل العبء الحيوي، وهو بالضبط التلوث الذي تحاول إزالته. تتخلص هذه المواد من الجزيئات تحت الضغط الميكانيكي (عمل العصارة، وحركة التدحرج) وتتحلل تحت تأثير المطهرات الصيدلانية. ثانيًا، قابلية التصريف: تحتوي الدلاء التجارية على قيعان مسطحة ذات زوايا مستديرة تجمع السائل، مما يؤدي إلى إنشاء مناطق راكدة حيث يتراكم العبء الحيوي بين دورات التنظيف. لا يمكنك تفريغها بالكامل، ولا يمكنك التحقق من أن المطهر المتبقي لن يلوث الدفعة التالية من المحلول. ثالثًا، جودة اللحام وتصميم المفاصل: تستخدم الدلاء القياسية اللحامات المكشوفة والمفاصل المثبتة والمثبتات الملولبة التي تخلق مصائد للجسيمات ولا يمكنها البقاء على قيد الحياة بعد دورات الأوتوكلاف المتكررة دون تآكل أو ارتخاء. رابعًا، التوافق مع التعقيم: لا تستطيع معظم الدلاء التجارية تحمل التعقيم بالبخار عند درجة حرارة 121 درجة مئوية أو التدوير المطهر القوي (الكحول، البيروكسيدات، هيبوكلوريت) دون تشويهها أو تشققها أو إطلاق الغازات، مما يجعلها غير مؤهلة للاستخدام الصيدلاني من الدرجة A/B حيث تكون أدوات التنظيف المعقمة إلزامية.
ممارسات التصنيع الجيدة & متطلبات التحكم في التلوث ISO 14644
يتطلب الملحق 1 من ممارسات التصنيع الجيدة للاتحاد الأوروبي اختيار المواد المستخدمة في غرف الأبحاث لتقليل توليد الجسيمات وتحمل الاستخدام المتكرر للمطهرات والعوامل المبيدة للأبواغ. وعلى وجه التحديد، يجب أن يتبع التنظيف والتطهير برنامجًا مكتوبًا ومعتمدًا؛ يجب أن تكون المطهرات والمنظفات المستخدمة في مناطق الدرجة أ/ب معقمة قبل استخدامها؛ ويجب أن تقوم عملية التنظيف بإزالة البقايا التي يمكن أن تمنع فعالية المطهر. وتنص اللائحة على استخدام أكثر من مطهر مع طرق عمل مختلفة، وتطبيق مبيد الأبواغ بشكل دوري، والمراقبة المستمرة للفعالية والتغيرات في النباتات الميكروبية. يوفر ISO 14644 الإطار التشغيلي: يتم تصنيف الغرف النظيفة حسب حدود تركيز الجسيمات المحمولة في الهواء (فئة ISO 5 = ≥3,520 جزيئات ≥0.5 ميكرومتر/م³؛ الفئة 8 = ≥3,520,000)، ويجب ألا تتنازل جميع الأنشطة - بما في ذلك التنظيف - عن هذه الحدود. يجب أن يدعم نظام دلو الممسحة الخاص بك سير عمل التنظيف الذي تم التحقق منه دون إدخال جزيئات، أو منع قابلية التصريف الكاملة، أو إنشاء نواقل للتلوث المتبادل أثناء النقل بين المناطق.
اختلافات التصميم: اللحامات والمفاصل وقابلية التصريف والتشطيب السطحي
تستخدم جرافات الممسحة في غرف الأبحاث لحامات TIG مستمرة (وليس اللحامات النقطية) مع اختراق كامل ولمسة نهائية ناعمة، مما يزيل الشقوق ومصائد الجسيمات. تكون الوصلات ملحومة أو مربوطة بالموجات فوق الصوتية (غير مثبتة أو ملولبة)، وجميع الزوايا الداخلية لها مقاطع جانبية ذات نصف قطر كبير (عادةً R10-15 مم) للقضاء على المناطق الميتة حيث تجمعات السوائل. تم تصميم قابلية التصريف: إمالة الدلاء أو جعل قيعانها مائلة مع وجود منافذ التصريف عند النقطة المنخفضة الحقيقية، مما يتيح إزالة السوائل بشكل كامل ومنع التلوث المرحل. مسائل التشطيب السطحي - تخضع دلاء غرف الأبحاث المصنوعة من الفولاذ المقاوم للصدأ للتلميع الكهربائي (يزيل خشونة السطح إلى Ra <0.5 ميكرومتر) والتخميل (طبقة أكسيد الكروم تمنع التآكل)؛ يتم تصنيع دلاء البولي بروبيلين من الراتنج الطبي مع تشطيبات تجويف ناعمة، مما يؤدي إلى تجنب المعالجة الثانوية التي تسبب عيوبًا في السطح. تستخدم الإطارات والعجلات مواد متوافقة مع غرف الأبحاث (الفولاذ المقاوم للصدأ، والألومنيوم المؤكسد، وعجلات بلاستيكية حرارية لا تترك علامات) مع محامل محكمة الغلق لمنع تسرب مواد التشحيم وتوليد الجسيمات أثناء النقل.
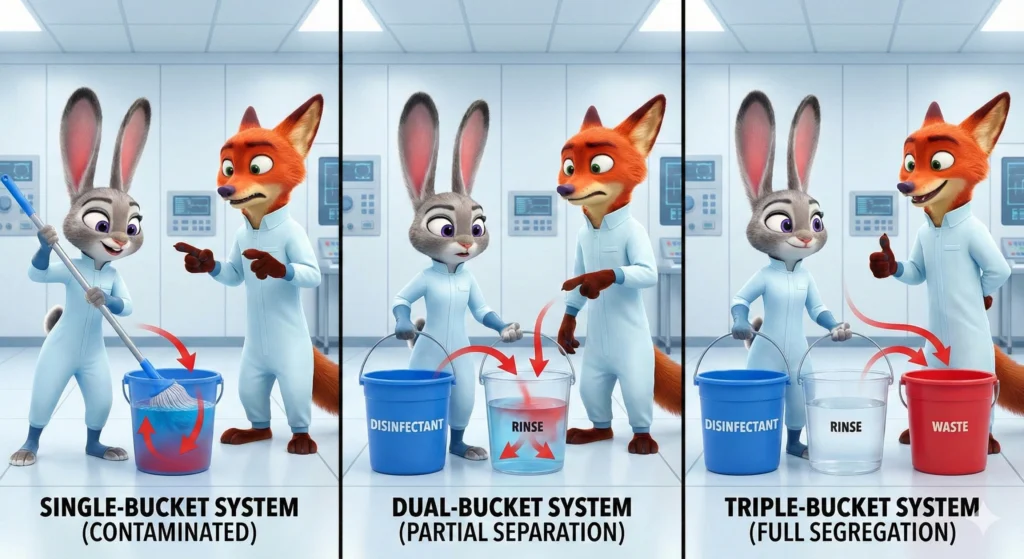
الشكل 2: مقارنة تكوين الجرافة توضح مبادئ فصل السوائل. تعمل أنظمة الدلو الفردي (يسار) على إنشاء حلقات ارتجاعية للتلوث حيث تعود التربة إلى خزان المطهر، مما يخفف التركيز النشط. تعمل أنظمة الدلو المزدوج (في المنتصف) على فصل المطهر النظيف عن ماء الشطف، مما يمنع حمله مباشرة إلى الخلف ولكنه يسمح بتلوث ماء الشطف. تقوم أنظمة الدلاء الثلاثية (يمين) بعزل النفايات السائلة الملوثة في دلو نفايات مخصص، مما يحافظ على سلامة المطهر ومياه الشطف طوال دورات التنظيف - وهو أمر بالغ الأهمية للمناطق الصيدلانية من الدرجة A/B حيث يجب الحفاظ على تركيز المطهر المعتمد.
تكوينات دلو ممسحة غرف الأبحاث (أنظمة 1، 2، 3 دلو)
نظام الجرافة الواحدة: عندما يكون مقبولاً (ISO 7–8)
تستخدم أنظمة الدلو الواحد دلوًا واحدًا يحتوي على محلول مطهر؛ يتم غمس الممسحة وعصرها فوق نفس الدلو وإعادة وضعها بشكل متكرر. هذا التكوين غير مقبول لتحقيق النظافة القياسية لممارسات التصنيع الجيدة (GMP) في تصنيع الأدوية. تظهر الأبحاث أن عملية التطهير باستخدام دلو واحد تعيد إدخال التربة والميكروبات إلى المحلول المطهر مع كل دورة عصر، مما يخفف التركيز النشط بسرعة ويلوث الممرات الأرضية اللاحقة. إن تخفيضات عدد الميكروبات أقل بشكل ملحوظ مقارنة بالطرق متعددة الدلاء. قد يكون نهج الدلو الفردي كافيًا في البيئات الصناعية غير الخاضعة لممارسات التصنيع الجيدة (مكاتب المستودعات، ومساحات الدعم غير المصنفة) ولكنه يفشل في تلبية متطلبات التحقق من الصحة في الملحق 1 من ممارسات التصنيع الجيدة للاتحاد الأوروبي فيما يتعلق بوقت الاتصال المطهر الخاضع للرقابة ومنع التلوث المتبادل. حتى في مناطق التعبئة والتغليف الصيدلانية أو العباءات من الفئة ISO 7–8، تفضل التوقعات التنظيمية وأفضل ممارسات التحكم في التلوث التكوينات ذات الجرافة المزدوجة أو الثلاثية.
نظام الدلو المزدوج: الأكثر شيوعًا في المجالات الصيدلانية
تعمل أنظمة الدلو المزدوج على فصل المطهر النظيف فعليًا عن ماء الشطف. يحتوي الدلو 1 على محلول المطهر أو المنظف المعتمد؛ يحتوي الدلو 2 على ماء شطف نظيف مع وجود عصارة في الأعلى. سير العمل الذي تم التحقق منه: ضع المحلول من الجرافة 1 على الأرض، ثم ارجع إلى الجرافة 2 لشطف الممسحة وعصر السائل الملوث، ثم أعد التحميل بمحلول جديد من الجرافة 1. تمنع خطوة الشطف المتداخلة هذه إعادة التربة والأعباء الحيوية إلى المطهر النشط، مما يحافظ على التركيز الفعال طوال دورة التنظيف. تعد الأنظمة ذات الجرافة المزدوجة مناسبة للمناطق الصيدلانية من الفئة ISO 6-8 (مناطق التصنيع من الدرجة C/D، وأقفال معادلة الضغط المخصصة للموظفين، وغرف الملابس، وأجنحة التعبئة والتغليف) حيث يلزم التطهير المعتمد ولكن ملف تعريف المخاطر يسمح بسير عمل مبسط. إنها تتفوق بشكل كبير على أساليب الدلو الفردي في الحفاظ على فعالية المطهر وتقليل الأحمال الميكروبية، كما أنها تمثل الحد الأدنى من التكوين للامتثال لممارسات التصنيع الجيدة (GMP) في معظم إجراءات التشغيل القياسية الخاصة بالتنظيف الصيدلاني. ومع ذلك، فإن مياه الشطف في الجرافة 2 تتراكم فيها التلوث بمرور الوقت، ويمكن للسائل المعصر من المماسح الملوثة أن يتناثر مرة أخرى، مما يؤدي إلى إنشاء مصدر تلوث ثانوي.
نظام ثلاثي الجرافة: مطلوب لسير عمل الملحق 1 من الدرجة A/B/C
تضيف أنظمة الدلاء الثلاثية دلوًا مخصصًا للنفايات أسفل العصارة، مما يؤدي إلى عزل النفايات السائلة الملوثة فعليًا عن كل من ماء الشطف والمطهر النشط. التسلسل المعتمد: امسح السطح المستهدف بمحلول من الدلو 1 (مطهر/منظف)، ثم ارجع إلى العصارة الموضوعة فوق الدلو 3 (دلو النفايات الفارغ) واعصر السائل الملوث، واشطف الممسحة في الدلو 2 (ماء نظيف) واعصرها مرة أخرى في الدلو 3، ثم أعد تحميلها بمحلول جديد من الدلو 1. يقلل هذا البروتوكول من تلوث كل من ماء الشطف ومحلول المطهر، مما يؤدي إلى فعالية تنظيف وتطهير فائقة مقارنة مع تكوينات الجرافة المزدوجة - خاصة عند دمجها مع العصارات الميكانيكية التي تزيد من استخلاص السوائل. توصي إرشادات الصناعة بأنظمة الدلو الثلاثية لمناطق المعالجة المعقمة من الدرجة A/B في الاتحاد الأوروبي ومناطق الدرجة C التي تحتوي على عوازل، حيث تكون هوامش التحكم في التلوث أضيق ويجب الحفاظ على فعالية المطهر عند مستويات معتمدة طوال دورات التنظيف الممتدة. يلتقط دلو النفايات العبء الحيوي دون إعادة إدخاله إلى نظام التنظيف، مما يتيح التحقق الكمي من استقرار تركيز المطهر وأداء تقليل الميكروبات.
كيف يؤثر كل تكوين على التحكم في العبء الحيوي & استخدام المطهر
يحدد تكوين الجرافة بشكل مباشر معدل تخفيف المطهر وتراكم العبء الحيوي. تتمتع أنظمة الدلو الفردي بتخفيف هائل: تضيف كل دورة عصر مياهًا قذرة مرة أخرى إلى المحلول، مما يقلل من تركيز العنصر النشط ويزيد الحمل الميكروبي. بعد المرور من 10 إلى 15 أرضية، يمكن أن ينخفض تركيز المطهر إلى أقل من عتبات الفعالية المعتمدة، ويصبح الدلو خزانًا حيويًا يعيد تلويث الأسطح. تعمل أنظمة الدلاء المزدوج على إبطاء هذا التدهور عن طريق شطف المماسح في مياه منفصلة قبل إعادة تحميل المطهر، لكن دلو الشطف لا يزال يتراكم فيه التلوث ويجب تغييره بشكل متكرر (عادة كل 20-30 مترًا مربعًا من مساحة الأرضية). تحافظ أنظمة الدلاء الثلاثية على ثبات تركيز المطهر عبر مساحة تتراوح بين 50 و100 متر مربع من عملية التطهير عن طريق فصل النفايات السائلة بالكامل؛ في الواقع، ينخفض استهلاك المطهرات لأنك لا تخفف المحلول النشط بماء الشطف المتسخ. المقايضة: تتطلب الأنظمة ثلاثية الدلاء مساحة مادية أكبر، ومزيدًا من تدريب المشغلين (الالتزام الصارم بالتسلسل)، والتحقق من سير العمل الأكثر تعقيدًا - ولكنها توفر وقت اتصال مطهر قابل للتكرار وتقليل الميكروبات التي تصمد أمام التدقيق التنظيمي. بالنسبة لتصنيع المستحضرات الصيدلانية عالية المخاطر (التعبئة المعقمة، والتجفيد، والبيئات العازلة)، يكون تكوين الجرافة الثلاثية إلزاميًا فعليًا.
العصارة مقابل أنظمة الصحافة
يؤثر نوع آلية العصارة على توليد الجسيمات، وكفاءة استخلاص السوائل، ومتانة الأوتوكلاف. تستخدم العصارات الأسطوانية بكرتين متوازيتين (معدنية أو بلاستيكية صلبة) تعملان على ضغط رأس الممسحة أثناء مرورها بينهما؛ تستخدم أنظمة الضغط سلة أو قفصًا مثقوبًا يضغطه المشغل للأسفل على اللوحة، مما يؤدي إلى ضغط السائل من خلال الثقوب. تعمل العصارات الميكانيكية (نوع الأسطوانة المزودة بذراع تدوير يدوي أو دواسة القدم) على تحسين فعالية التنظيف في الأنظمة متعددة الدلاء من خلال زيادة استخلاص السوائل إلى الحد الأقصى - حيث يزيل العصر 80-90% من السائل مقابل 60-70% لأنظمة الضغط اليدوية - مما يقلل من التلوث المرحل بين الدلاء ويطيل العمر الإنتاجي لمياه الشطف والمحاليل المطهرة. ومع ذلك، تحتوي العصارات الدوارة على المزيد من الأجزاء المتحركة (المحامل والتروس والأعمدة) التي يمكن أن تولد جزيئات إذا لم يتم صيانتها بشكل صحيح، وتستخدم التصميمات القديمة مكونات معدنية مكشوفة تتآكل تحت المطهرات القوية. تعتبر الأنظمة من النوع المكبس أبسط ميكانيكيًا (عدد أقل من الأجزاء المتحركة = خطر أقل لتوليد الجسيمات)، وقابلة للتعقيم بالكامل عند تصنيعها من الفولاذ المقاوم للصدأ أو مادة البولي بروبيلين ذات درجة الحرارة العالية، وأسهل في التنظيف/التحقق من الصحة لأنه لا توجد آليات داخلية لاحتجاز العبء الحيوي. بالنسبة للمناطق الصيدلانية من الدرجة A/B التي يكون فيها التحكم في الجسيمات أمرًا بالغ الأهمية، حدد عصارات من النوع المكبس مصنوعة من الفولاذ المقاوم للصدأ المصقول كهربائيًا أو هيكل PP من الدرجة الطبية، وتصريف محكم الغلق، وبدون محامل مكشوفة. بالنسبة للمناطق من الدرجة C/D التي تكون فيها الإنتاجية مهمة، فإن العصارات الأسطوانية ذات المحامل المتوافقة مع غرف الأبحاث (مختومة، مادة تشحيم صالحة للطعام) والبنية المقاومة للتآكل توفر تشغيلًا أسرع. التوافق مع الأوتوكلاف هو العامل الحاسم: أنظمة الضغط قابلة للتعقيم بنسبة 100% ولا تظهر أي تدهور في الأداء عبر أكثر من 500 دورة بخار؛ قد تتطلب العصارات الأسطوانية ذات التروس البلاستيكية أو المحامل غير المغلقة استبدال المكونات بعد 50-100 دورة.

الشكل 3: مقارنة آلية العصارة لتوليد الجسيمات وتوافق الأوتوكلاف. تستخدم العصارات الأسطوانية (يسار) التروس والأعمدة والمحامل التي تعمل على زيادة استخلاص السوائل إلى الحد الأقصى (80-90%) ولكنها تولد جزيئات من الأجزاء المتحركة وتتطلب استبدال المكونات بعد 50-100 دورة للأوتوكلاف. تستخدم العصارات من النوع المكبس (يمين) سلالًا مثقوبة بسيطة مع ضغط يدوي، مما يوفر استخلاصًا أقل للسوائل (60-70%) ولكن التوافق مع الأوتوكلاف بنسبة 100% عبر أكثر من 500 دورة مع عدم وجود أجزاء متحركة لاحتجاز العبء الحيوي - يُفضل لبيئات الدرجة A/B حيث يكون التحكم في الجسيمات أمرًا بالغ الأهمية.
كيف تقلل دلاء الممسحة من التلوث
فصل السوائل النظيفة عن السوائل القذرة
يعد الفصل المادي للمطهرات النظيفة ومياه الشطف والنفايات السائلة الملوثة هو المبدأ الأساسي للتحكم في التلوث. عندما تمتزج السوائل النظيفة والقذرة - كما هو الحال في أنظمة الجرافة الواحدة - فإنك تنشئ حلقة مستمرة من ردود فعل التلوث: تعود التربة والأعباء الحيوية التي تمت إزالتها من الأرضية إلى خزان المطهر، مما يقلل التركيز النشط، ويزيد الحمل الميكروبي، وفي النهاية يعيد تلويث الممرات السطحية اللاحقة. تعمل الأنظمة متعددة الدلاء على كسر هذه الحلقة عن طريق تخصيص أوعية منفصلة لكل تيار مائع. في إعدادات الدلو المزدوج، يدخل السائل الملوث الذي يتم عصره من الممسحة إلى الدلو 2 (ماء الشطف)، حيث يؤدي التخفيف الميكانيكي والترسيب إلى تقليل العبء الحيوي قبل إعادة تحميل الممسحة من الدلو 1 (مطهر نظيف). في تكوينات الدلاء الثلاثية، يتم احتجاز النفايات السائلة الملوثة في الدلو 3 (النفايات)، ولا يتم خلطها أبدًا مع ماء الشطف أو المطهر. يتيح هذا الفصل التحقق الكمي: يمكنك أخذ عينة من الجرافة 1 طوال دورة التنظيف للتحقق من أن تركيز المطهر يظل أعلى من عتبات الفعالية، ويمكنك زراعة نفايات الجرافة 3 لقياس إجمالي العبء الحيوي الذي تمت إزالته - البيانات التي تدعم بروتوكولات التحقق من صحة التنظيف وتغلق نتائج التدقيق.
منع التخفيف المطهر & إعادة ترسيب البقايا
التخفيف بالمطهر هو وضع الفشل الخفي في أنظمة الدلاء سيئة التصميم. كل ملليلتر من الماء القذر الذي يتم عصره مرة أخرى في دلو المطهر يقلل من تركيز المادة الفعالة. بالنسبة لمركبات الأمونيوم الرباعية التي تم التحقق من صحتها عند 200 جزء في المليون، فإن التخفيف بنسبة 10% يخفضك إلى 180 جزء في المليون - ومن المحتمل أن يكون ذلك أقل من الحد الأدنى للتركيز الفعال ضد الكائنات الحية المستهدفة. بالنسبة لبروتوكولات مبيد الأبواغ ببيروكسيد الهيدروجين (6% H₂O₂ مع وقت اتصال مدته 10 دقائق)، فإن التخفيف إلى 5.2% يمكن أن يبطل دراسة التحقق من الصحة بأكملها. تعمل أنظمة الدلاء الثلاثية على منع هذا التدهور من خلال ضمان دخول المطهر النظيف وغير المستخدم فقط إلى الجرافة 1؛ يتم إهدار السائل المعصور، ولا يعود إلى المحلول النشط. يتم منع إعادة ترسب البقايا - وهي الظاهرة التي تعيد فيها رؤوس الممسحة الملوثة وضع العبء الحيوي على الأسطح التي تم تنظيفها مسبقًا - من خلال خطوة الشطف الإلزامية في الجرافة 2. يتم إطلاق جزيئات التربة والخلايا الميكروبية المحاصرة في ألياف رأس الممسحة في ماء الشطف وعصرها في النفايات، بدلاً من نقلها إلى قسم الطابق التالي. ولهذا السبب يتطلب الملحق 1 من ممارسات التصنيع الجيدة للاتحاد الأوروبي التنظيف قبل التطهير: حيث تضمن إزالة التلوث الإجمالي والبقايا أن يصل المطهر إلى وقت الاتصال المعتمد على الأسطح النظيفة، بدلاً من تعطيله بواسطة الحمل العضوي أو الحواجز المادية.
تقليل توليد الجسيمات التي يسببها المشغل
يؤثر تصميم نظام الجرافة على كيفية تفاعل المشغلين مع المعدات، مما يؤثر بشكل مباشر على توليد الجسيمات. تتطلب الجرافات ذات التصميم السيئ رفعًا غير ملائم، أو ثنيًا مفرطًا، أو عصرًا قويًا - وكل ذلك يزيد من حركة المشغل والضغط الميكانيكي الذي يطلق الجزيئات من مواد العباءة ومكونات الممسحة. تستخدم أنظمة الدلاء المحسنة في غرف الأبحاث ميزات مريحة: عصارات دواسة القدم (التشغيل بدون استخدام اليدين يقلل من ملامسة القفازات وتوليد الجسيمات)، وإطارات الدلاء المائلة (تمنع رفع النفايات الفارغة)، وعربات متنقلة مزودة بعجلات قفل (منصة عصر مستقرة تمنع تناثر السوائل). تم تحديد ارتفاع العصارة وطول مقبض الممسحة للسماح للمشغلين بالعمل في أوضاع محايدة دون الإفراط في الوصول أو الانحناء - وهو أمر بالغ الأهمية في الملابس المعقمة الكاملة حيث يكون نطاق الحركة محدودًا. تعمل مسارات تدفق السوائل السلسة (فتحات الدلو الواسعة، ودروع التنقيط، وواقيات الرش) على منع الهباء الجوي وتناثر القطرات التي تحدث عندما يضرب السائل المعصر جدران الدلو بسرعة عالية. تفاصيل التصميم هذه مهمة في بيئات الدرجة A/B حيث يجب عدم تعطيل تدفق الهواء أحادي الاتجاه ويجب تقليل توليد الجسيمات من جميع المصادر - بما في ذلك عمليات التنظيف - للحفاظ على حدود الجسيمات من الفئة ISO 5.
التحقق من صحة أنظمة الجرافة أثناء المراقبة البيئية (EM)
توفر المراقبة البيئية دليلاً على أن تكوين نظام الجرافة الخاص بك يوفر تحكمًا معتمدًا في التلوث. يجب أن تتضمن بروتوكولات EM أعداد جزيئات ما قبل التنظيف وما بعد التنظيف (القابلة للحياة وغير القابلة للحياة) في مواقع الطوابق التمثيلية، مع ربط معايير القبول بفئة ISO المستهدفة. على سبيل المثال، يجب أن تظهر مناطق ISO Class 7 (≥352,000 جسيم ≥0.5 ميكرومتر/م³ في حالة الراحة) أعداد الجسيمات التي تعود إلى مستويات الراحة خلال 15-30 دقيقة بعد التنظيف؛ يشير الارتفاع المستمر إلى أن عملية التنظيف بحد ذاتها هي مصدر للجسيمات، وغالبًا ما يُعزى ذلك إلى عدم كفاية تكوين الجرافة أو رؤوس الممسحة المتدهورة. أخذ عينات من السطح الميكروبي (ألواح الاتصال والمسحات) قبل وبعد التطهير يؤكد تقليل العبء الحيوي؛ الفشل في تحقيقه >يشير تقليل السجل 3 عادةً إلى التخفيف المطهر (نظام دلو مزدوج فردي أو سيئ الإدارة) أو عدم كفاية وقت الاتصال. يعد تحليل الاتجاه أمرًا بالغ الأهمية: إذا زادت أعداد الجسيمات أو الميكروبات خلال دورات التنظيف المتتابعة أثناء استخدام نفس تكوين الدلو، فإن مياه الشطف أو المطهر الخاص بك يصبح خزانًا للتلوث - وهو الدليل القاطع لعدم كفاية فصل السوائل. تحقق من صحة نظام الدلو الخاص بك من خلال إثبات أن تركيز المطهر (الذي يتم قياسه عن طريق المعايرة أو شرائط الاختبار) يظل أعلى من عتبات الفعالية المعتمدة طوال دورة التنظيف الكاملة التي تغطي الحد الأقصى لمساحة الأرضية في منشأتك لكل تغيير للدلو. للمبادئ الأساسية لمكافحة التلوث، راجع الدليل الشامل لممسحة غرف الأبحاث.
كيف يؤدي التصميم الصحيح للجرافة إلى تقليل ملاحظات التدقيق
يبحث المفتشون التنظيميون عن ثلاثة أوضاع فشل مرتبطة بالجرافة. أولاً، الفصل غير الكافي للسوائل: إذا كنت تستخدم أنظمة دلو واحد أو إعدادات دلو مزدوج دون ترددات تغيير معتمدة، فتوقع ملاحظة 483 لإجراءات التنظيف التي لم يتم التحقق من صحتها لمنع التلوث المتبادل. ثانيًا، المطهرات غير المعقمة من الدرجة أ/ب: يتطلب الملحق 1 صراحةً المطهرات وأدوات التنظيف المعقمة للمناطق المعقمة؛ إذا لم يتم تعقيم الدلاء والمحاليل الخاصة بك مسبقًا أو تعقيمها باستخدام SAL 10⁻⁶ الموثق، فهذه نتيجة. ثالثًا، عدم وجود وثائق التحقق من الصحة: سيطلب المدققون بروتوكول تأهيل نظام الجرافة الخاص بك (IQ/OQ/PQ)، ودراسة التحقق من صحة التنظيف التي توضح ثبات المطهر وتقليل العبء الحيوي عبر مناطق الأرضية التمثيلية، وإجراءات التشغيل القياسية (SOP) التي تحدد ترددات تغيير الجرافة، وصيانة العصارة، وتدريب المشغلين. يوفر التصميم الصحيح للجرافة - الجرافة الثلاثية من الدرجة A/B/C، والمواد القابلة للتعقيم، وقابلية التصريف الكاملة، وسير عمل التنظيف المعتمد - الأساس الفني للإجابة على هذه الأسئلة بالبيانات. عندما يسأل المفتشون "كيف يمكنك التأكد من أن تركيز المطهر يظل فعالاً طوال دورة التنظيف؟" أنت تشير إلى بروتوكول الفصل الثلاثي الدلو وبيانات اتجاه تركيز المطهر. عندما يسألون "كيف يمكنك منع التلوث المتبادل بين دفعات المنتج؟" تُظهر لهم دورة تعقيم الدلاء التي تم التحقق منها ومخزون الدلاء المخصص لكل مجموعة تصنيع.
مواد الجرافة الموصى بها: الفولاذ المقاوم للصدأ والبولي بروبيلين (PP)
الفولاذ المقاوم للصدأ (SS304 / SS316): قابل للتعقيم، أطول عمر
تستخدم جرافات غرف الأبحاث المصنوعة من الفولاذ المقاوم للصدأ سبائك 304 أو 316، وكلاهما يوفر توافقًا كاملاً مع الأوتوكلاف وعمر خدمة طويل عند صيانته بشكل صحيح. يوفر SS316 مقاومة فائقة للتآكل مقارنةً بـ 304، خاصة عند تعرضه لمطهرات هيبوكلوريت الصوديوم (المبيض). تظهر الأبحاث أن أيونات الهيبوكلوريت تهاجم الفولاذ المقاوم للصدأ بقوة، مما يتسبب في تآكل الشقوق والحفر؛ ومع ذلك، فإن 316 يتحمل تركيزات الكلور المتبقية البالغة 15-20 جزء في المليون لمدة تصل إلى 24 ساعة عندما يتم تقليل وقت التلامس إلى الحد الأدنى، وتبقى درجة الحرارة المحيطة، ويتبع الشطف الشامل التعرض. بالنسبة للمرافق التي تستخدم دورة مطهر قائمة على التبييض (500-5000 جزء في المليون هيبوكلوريت الصوديوم)، فإن SS316 هي المواصفات الأكثر أمانًا - على الرغم من أن حتى 316 تتطلب بروتوكولات صارمة (تركيز منخفض، اتصال قصير، شطف فوري) لمنع التآكل.
يعد التلميع الكهربائي والتخميل من المعالجات السطحية الإلزامية: فالتلميع الكهربائي يزيل خشونة السطح إلى Ra <0.5 ميكرومتر، مما يزيل مصائد الجسيمات؛ يشكل التخميل طبقة أكسيد الكروم التي تقاوم التآكل والهجوم الكيميائي. الدلاء المصنوعة من الفولاذ المقاوم للصدأ قابلة للتعقيم بنسبة 100% عند درجة حرارة 121 درجة مئوية لمدة 30 دقيقة عبر أكثر من 500 دورة بخار دون تدهور الأداء - مما يجعلها المعيار الذهبي للمنشآت الصيدلانية من الدرجة A/B التي تتطلب تعقيمًا يوميًا. تعمل لحامات TIG المستمرة مع اختراق كامل، وزوايا داخلية مغطاة (نصف قطر R10-15 مم)، وطبقة نهائية ناعمة من الخرز على إزالة الشقوق وتمكين الصرف الكامل.
المقايضة: تكلف الدلاء المصنوعة من الفولاذ المقاوم للصدأ 3-5 مرات أكثر من مكافئات البولي بروبيلين مقدمًا (200-400 دولار لكل دلو مقابل 50-100 دولار للـPP). ومع ذلك، يمتد عمر خدمة SS316 من 10 إلى 15 عامًا في الاستخدام الصيدلاني النموذجي (بافتراض الإدارة المناسبة للهيبوكلوريت)، مما يوفر تكلفة إجمالية للملكية أقل من دلاء البولي بروبيلين التي يتم استبدالها كل 2-3 سنوات. يعتبر الوزن أحد الاعتبارات - فالإطارات والدلاء المصنوعة من الفولاذ المقاوم للصدأ أثقل بكثير من مادة البولي بروبيلين، مما يؤثر على بيئة العمل للمشغل وقدرة العربة على المناورة.
غرف الأبحاث الصف PP: خفيف الوزن، مقاوم للتآكل
يتم تصنيع دلاء البولي بروبيلين من راتينج طبي (كثافة 0.855–0.946 جم/سم مكعب)، مما يوفر معالجة خفيفة الوزن ومقاومة كيميائية واسعة النطاق وتوافقًا مع الأوتوكلاف بتكلفة أولية أقل. يقاوم PP معظم المطهرات الصيدلانية في درجة حرارة الغرفة: يمكن تخزين 70% من كحول الأيزوبروبيل، و3-6% بيروكسيد الهيدروجين، ومركبات الأمونيوم الرباعية، وتركيزات معتدلة من الأحماض/القواعد غير المؤكسدة واستخدامها في حاويات PP. يظهر PP قدرة تحمل أفضل للتبييض عالي التركيز مقارنة بالفولاذ المقاوم للصدأ (لا يوجد خطر تأليب)، على الرغم من أن المؤكسدات تسرع من تدهور PP بمرور الوقت.
تتحمل دلاء PP دورات الأوتوكلاف المتكررة عند درجة حرارة 121 درجة مئوية - وهذا هو السبب في أن المعدات الطبية والمختبرية تستخدم PP على نطاق واسع. ومع ذلك، فإن التعرض المتكرر للحرارة يسبب شيخوخة الأكسدة الحرارية: يتقصف PP تدريجيًا، ويتطور إلى تشقق السطح، والجنون، وفقدان قوة التأثير. تتراوح مدة الخدمة النموذجية بين 50 و100 دورة للأوتوكلاف قبل أن يتطلب التحلل المرئي (التبييض، والهشاشة، والشقوق الصغيرة) الاستبدال - ما يقرب من سنة إلى سنتين في العمليات الصيدلانية عالية الاستخدام مقابل أكثر من 10 سنوات للفولاذ المقاوم للصدأ.
ميزة التكلفة الأولية (50 - 100 دولار لكل دلو) تجعل PP جذابة للمنشآت ذات الميزانيات الرأسمالية المحدودة، أو تردد الأوتوكلاف المنخفض، أو سير العمل للاستخدام الفردي/الذي يمكن التخلص منه. غالبًا ما يتم تحديد دلاء PP لمناطق الدعم من الدرجة C/D، والمرافق التجريبية للتكنولوجيا الحيوية، والشركات المصنعة للمنتجات المتعددة التي تقوم بفصل مخزون الدلاء حسب خط الإنتاج لمنع التلوث المتبادل. يؤدي تقليل الوزن (وزن جرافات البولي بروبيلين أقل بنسبة 60-70% من نظيراتها المصنوعة من الفولاذ المقاوم للصدأ) إلى تحسين بيئة العمل للمشغل وتقليل الإجهاد البدني أثناء النقل.
مصفوفة التوافق الكيميائي
| نوع المطهر | الفولاذ المقاوم للصدأ (SS316) | مادة البولي بروبيلين (PP) |
| 70% كحول الأيزوبروبيل (IPA) | ممتاز؛ لا يوجد تدهور عبر 1000+ دورات | ممتاز؛ مستقرة في درجة حرارة الغرفة |
| بيروكسيد الهيدروجين (3-6%) | ممتاز؛ التحقق من حدود التركيز/درجة الحرارة | جيد؛ يتحلل بشكل أسرع في >6% أو ارتفاع في درجة الحرارة |
| هيبوكلوريت الصوديوم (500-5000 جزء في المليون) | معتدل؛ 316 يتحمل 15-20 جزء في المليون مع الشطف؛ تتطلب التركيزات الأعلى بروتوكولات صارمة | ممتاز؛ لا يوجد خطر تأليب. الشيخوخة التأكسدية مع مرور الوقت |
| مركبات الأمونيوم الرباعية | ممتاز؛ توافق واسع | ممتاز؛ مستقر مع معظم تركيبات QAC |
| الأوتوكلاف (121 درجة مئوية، 30 دقيقة) | أكثر من 500 دورة؛ لا خسارة في الأداء | 50-100 دورة قبل التقصف |
| مدة الخدمة (الاستخدام الدوائي النموذجي) | 10-15 سنة (مع الإدارة السليمة للهيبوكلوريت) | 1-3 سنوات (استخدام عالي)؛ 3-5 سنوات (الاستخدام المعتدل) |
| التكلفة الأولية (لكل مجموعة) | 200-400 دولار | 50-100 دولار |
| التكلفة الإجمالية للملكية (عمر 10 سنوات) | 200-400 دولار (عملية شراء واحدة) | 200-500 دولار (3-5 بدائل) |

الشكل 4: مصفوفة مقارنة مواد الجرافة تتناقض مع الفولاذ المقاوم للصدأ SS316 (يسار) مقابل مادة البولي بروبيلين المستخدمة في غرف الأبحاث (يمين). يوفر SS316 أكثر من 500 دورة للأوتوكلاف، وعمر خدمة يتراوح بين 10 و15 عامًا، ومقاومة فائقة للتآكل (يتحمل 15-20 جزءًا في المليون من الكلور المتبقي مع الشطف) بتكلفة أولية أعلى (200-400 دولار). يوفر PP معالجة خفيفة الوزن (تقليل الوزن بنسبة 60-70%)، ولا يوجد خطر تأليب من التبييض، واستثمار أولي أقل (50-100 دولار) ولكنه يتطلب الاستبدال بعد 50-100 دورة للأوتوكلاف (1-3 سنوات) بسبب التقصف التأكسدي الحراري. يعتمد اختيار المواد على تردد الأوتوكلاف، والكيمياء المطهرة، وتحليل التكلفة الإجمالية للملكية للمنشأة.
تأثير دورة التطهير والأوتوكلاف على استقرار المواد
يحدد تردد دورة الأوتوكلاف بشكل مباشر وتيرة استبدال دلو PP. ستشهد دلاء التعقيم في المرافق يوميًا (365 دورة/سنة) تدهور البولي بروبيلين خلال 3-6 أشهر؛ تلك التي يتم تعقيمها أسبوعيًا (52 دورة / سنة) تعمل على إطالة عمر PP إلى 18-24 شهرًا. راقب دلاء البولي بروبيلين بحثًا عن مؤشرات الاستبدال: تبييض السطح/الطباشير، والهشاشة (التشققات عند السقوط أو الإجهاد)، والاعوجاج (لم تعد الدلاء مسطحة أو محكمة الغلق بشكل صحيح)، والتسرب عند اللحامات أو المفاصل السفلية. استبدل المنتج على الفور عند ظهور التدهور، حيث يؤدي الاستمرار في الاستخدام إلى خطر تكوين جزيئات وتلوث محاليل التنظيف.
تُظهر الدلاء المصنوعة من الفولاذ المقاوم للصدأ حدًا أدنى من التدهور الناتج عن دورات الأوتوكلاف ولكنها تتطلب صيانة ما بعد التطهير عند تعرضها للهيبوكلوريت: اشطفها جيدًا بماء DI مباشرة بعد ملامسة مادة التبييض، وافحصها بحثًا عن التآكل أو الشق كل ثلاثة أشهر، ثم قم بإعادة التنشيط إذا ظهر السطح باهتًا أو تغير اللون. المرافق التي تستخدم بروتوكولات التبييض العدوانية (>1000 جزء في المليون، التعرض اليومي) يجب أن يأخذ في الاعتبار التدوير إلى بيروكسيد الهيدروجين أو عوامل مبيد الأبواغ المعتمدة على الكحول لإطالة عمر خدمة الفولاذ المقاوم للصدأ.
كيف يؤثر اختيار المواد على التكلفة الإجمالية للملكية على المدى الطويل
بالنسبة لتصنيع المستحضرات الصيدلانية بكميات كبيرة (دورات الأوتوكلاف اليومية، ومخزون الدلاء الكبير، وعمر المنشأة لأكثر من 10 سنوات)، يوفر الفولاذ المقاوم للصدأ SS316 أقل تكلفة إجمالية للملكية على الرغم من التكلفة الأولية الأعلى بمقدار 3 إلى 5 مرات. سوف تقوم المنشأة التي تستخدم 20 دلوًا، والتي يتم تعقيمها يوميًا، باستبدال دلاء البولي بروبلين 3-5 مرات على مدار 10 سنوات (3000 إلى 10000 دولار أمريكي التكلفة الإجمالية بالإضافة إلى عمال التخلص وإعادة التأهيل) مقابل شراء الفولاذ المقاوم للصدأ لمرة واحدة (4000 إلى 8000 دولار أمريكي بدون بدائل). عامل في عبء عمل التحقق: تتطلب كل دفعة استبدال دلو PP اختبار إعادة التأهيل (توليد الجسيمات، والتوافق الكيميائي، واستقرار الأبعاد) - وهو عمل ضمان الجودة الذي يتجنبه الفولاذ المقاوم للصدأ.
بالنسبة للعمليات ذات الحجم المنخفض (المرافق التجريبية، R&غرف الأبحاث D، دورات الأوتوكلاف النادرة، <جداول زمنية للمشروع مدتها 5 سنوات)، توفر جرافات البولي بروبيلين اقتصاديات أفضل. سوف تستخدم التكنولوجيا الحيوية الصغيرة التي تحتوي على 5 دلاء، والتي يتم تعقيمها أسبوعيًا، PP لمدة 18-24 شهرًا قبل الاستبدال (250-500 دولار أمريكي مقدمًا) مقابل 1000-2000 دولار أمريكي للفولاذ المقاوم للصدأ - ويمكن للمنشأة التوسع أو المحور قبل الوصول إلى نهاية عمر PP. لأنظمة الممسحة المتكاملة الكاملة، راجع دليل المشتري لمقارنة تكوينات الدلو/الممسحة/العربة.
الإعداد المثالي لدلو الممسحة للأدوية & التكنولوجيا الحيوية
توقعات الملحق 1 للاتحاد الأوروبي لأدوات التنظيف من الدرجة A/B/C/D
ينص الملحق 1 من ممارسات التصنيع الجيدة للاتحاد الأوروبي على أن المطهرات والمنظفات المستخدمة في مناطق الدرجة A/B يجب أن تكون معقمة قبل الاستخدام. يمتد هذا المتطلب إلى الدلاء التي تحتوي على تلك المحاليل: إما تعقيم الدلاء مسبقًا (أشعة جاما، غاز EO، الأوتوكلاف مع وثائق SAL 10⁻⁶) أو تنفيذ بروتوكولات الأوتوكلاف الداخلية المعتمدة. تتطلب سير العمل من الدرجة A/B أنظمة ثلاثية الدلاء للحفاظ على تركيز المطهر ومنع التلوث المتبادل؛ تستفيد أيضًا مناطق الدرجة C التي تحتوي على عوازل أو عمليات معالجة عالية المخاطر من تكوينات الجرافة الثلاثية. يمكن لمناطق الدعم من الدرجة C/D (غرف الملابس، وأجنحة التغليف، وغرف معادلة الضغط) استخدام أنظمة الجرافة المزدوجة مع ترددات تغيير معتمدة.
يجب أن تستخدم جميع الدلاء - بغض النظر عن درجتها - مواد تقلل من توليد الجسيمات، وتتحمل الاستخدام المتكرر للمطهرات/مبيدات الجراثيم، وتتيح إمكانية التصريف الكامل. تعتبر الزوايا المغطاة والأسطح الملساء واللحامات المستمرة والإطارات المائلة لإزالة النفايات من ميزات التصميم غير القابلة للتفاوض. يلزم تطهير النقل المعتمد عند نقل الدلاء بين الدرجات: يجب أن تخضع الدلاء التي تم وضعها في الدرجة D لتطهير السطح قبل الدخول إلى الدرجة C، وتتطلب دلاء الدرجة C بروتوكولات نقل تم التحقق من صحتها قبل دخول الدرجة B.
التكوين الكامل لنظام الجرافة (الجرافات + العصارة + الإطار)
يدمج نظام دلو ممسحة غرف الأبحاث المعتمد مكونات متعددة: الدلاء (مطهر نظيف، ماء شطف، نفايات)، آلية العصارة (نوع الضغط أو الأسطوانة)، إطار العربة المتنقلة (الألومنيوم المقاوم للصدأ أو المؤكسد مع عجلات غرف الأبحاث)، والميزات الإضافية (تخزين مقبض الممسحة، وخطافات القفازات/الأدوات، ودروع التنقيط). لإعداد الجرافة الثلاثية من الدرجة A/B: قم بتكوين الجرافة 1 (سعة 5-10 لترًا) مع مطهر معقم، والدلو 2 (10-15 لترًا) مع ماء الشطف المعقم، والدلو 3 (10-15 لترًا) كمجمع نفايات فارغ أسفل العصارة. ضع العصارة مباشرة فوق الجرافة 3 لالتقاط جميع السوائل المعصورة دون تناثرها.
يجب أن تستخدم إطارات العربة عجلات غير مميزة ومتوافقة مع غرف الأبحاث (عجلات من البولي يوريثين أو اللدائن الحرارية، ومحامل محكمة الغلق، وآليات القفل) تنزلق بسلاسة دون توليد جزيئات أو ترك علامات على الأرضية. يحافظ تخزين الأدوات المتكامل (مشابك مقبض الممسحة وخطافات زجاجات الرش) على جميع أدوات التنظيف على منصة متنقلة واحدة، مما يقلل من مخاطر التلوث المتبادل أثناء النقل من غرفة إلى أخرى. تعمل واقيات التنقيط وواقيات الرش حول مناطق العصارة على منع هباء السائل الملوث.
تكامل إجراءات التشغيل القياسية (SOP): دوران المطهر، وتغيير الممسحة، والتعامل مع النفايات
يجب أن تحدد إجراءات التشغيل المعيارية (SOPs) سير العمل الذي تم التحقق من صحته لكل عنصر من عناصر نظام الحاوية. دورة المطهر: حدد المطهرات التي تملأ الدلو 1 يوميًا/أسبوعيًا (على سبيل المثال، الاثنين/الأربعاء = 70% IPA؛ الثلاثاء/الخميس = 3% H₂O₂؛ الجمعة = 1000 جزء في المليون مبيض؛ أسبوعيًا = عامل مبيد للأبواغ)، وأوقات الاتصال المعتمدة لكل منها، والحد الأقصى لفترات الاستخدام للحلول المعدة. تغيير رأس الممسحة: تحديد التردد لكل منطقة يتم تنظيفها (على سبيل المثال، استبدال رأس الممسحة كل 30 مترًا مربعًا أو عند اتساخها بشكل واضح)، والفصل حسب الدرجة (مماسح الدرجة A/B لا تستخدم مطلقًا في C/D)، ودورات الغسيل/التعقيم المعتمدة بين الاستخدامات.
التعامل مع النفايات: حدد كيفية التخلص من محتويات الدلو 3 (مجرى النفايات الكيميائية، والتصريف إلى حوض معتمد، وبروتوكول المخاطر البيولوجية اعتمادًا على منتج التصنيع)، والحد الأقصى لحجم التعبئة قبل التفريغ (منع تناثر السوائل أثناء النقل)، ومتطلبات إزالة التلوث قبل إعادة استخدام الدلو. دلاء ومقابض ممسحة ذات رموز لونية حسب الدرجة أو نوع المطهر: الأزرق للدرجة A/B، والأخضر للدرجة C، والأصفر للدرجة D؛ أو أحمر للتبييض، أزرق للبيروكسيد، واضح للكحول. تمنع الإدارة المرئية أخطاء المشغل التي تؤدي إلى التلوث المتبادل.
أحجام الجرافة الموصى بها ومستويات التعبئة وترميز الملصقات
يعمل حجم الجرافة على موازنة حجم المطهر (كافي لمنطقة الأرضية المستهدفة) مقابل الوزن/بيئة العمل (يمكن للمشغلين مناورة العربات المحملة بالكامل). أنظمة الدلاء الثلاثية من الدرجة A/B: سعة 5-10 لترًا للجرافة 1 (مطهر - الحجم الأصغر يحافظ على التركيز)، و10-15 لترًا للجرافة 2 (ماء الشطف - الحجم الأكبر يستوعب دورات الشطف المتعددة)، و15-20 لترًا للجرافة 3 (جامع النفايات). أنظمة الجرافة المزدوجة من الفئة C/D: 10-15 لترًا لكلا الجردين. قم بملء الدلاء حتى 60-70% من سعتها (يمنع الانسكاب أثناء النقل، ويتيح مساحة للسائل المعصور في دلو النفايات).
يجب أن يتضمن ترميز الملصق: وظيفة الدلو (مطهر / شطف / نفايات)، والدرجة المستهدفة (A/B/C/D)، ونوع المطهر وتركيزه، وتاريخ/وقت التحضير، وتاريخ/وقت انتهاء الصلاحية (حسب حدود الاستخدام المعتمدة)، والأحرف الأولى من اسم المشغل. استخدم ملصقات مقاومة للماء وثابتة في الأوتوكلاف (علامات مقاومة للصدأ محفورة بالليزر، ملصقات بوليستر عالية الحرارة) تتحمل بخار بدرجة حرارة 121 درجة مئوية دون أن تتلاشى أو تتقشر. توفر الأغطية المرمزة بالألوان أو الأجزاء الخارجية للدلو تأكيدًا مرئيًا سريعًا أثناء عمليات التنظيف سريعة الخطى.
الإدارة المرئية: الترميز اللوني لفصول الغرف وسير العمل
يمنع الترميز اللوني حالات فشل نظام الدلاء الأكثر شيوعًا: استخدام دلاء من الدرجة C/D في الدرجة A/B دون إعادة التعقيم، أو خلط أنواع المطهرات، أو تجاوز فترات استخدام المحلول المعتمد. تنفيذ ترميز على مستويين: يشير اللون الأساسي إلى الدرجة المستهدفة (أزرق = A/B، أخضر = C، أصفر = D)، ويشير اللون الثانوي إلى عائلة المطهرات (الشريط الأحمر = المؤكسدات مثل المبيض/البيروكسيد، والشريط الأزرق = الكحوليات، والشريط الأبيض = الكوات). تدريب المشغلين على أن الدلاء لا تنتقل أبدًا إلى درجات أعلى بدون تعقيم معتمد - فالإشارات المرئية تعزز الضوابط الإجرائية.
وبدلاً من ذلك، يمكنك التعليمات البرمجية حسب مجموعة التصنيع أو خط المنتج: مجموعات أرجوانية لتصنيع المنتج أ، برتقالية للمنتج ب، رمادية للمناطق المشتركة متعددة المنتجات. وهذا يمنع التلوث المتبادل بين حملات المنتجات ويبسط التحقق من صحة التنظيف (يحتوي كل خط منتج على مخزون دلو مخصص، مما يزيل مخاطر الترحيل).
إرشادات دورة الأوتوكلاف للجرافات والمكونات
قم بفصل دلاء الأوتوكلاف ومكونات العصارة عن رؤوس الممسحة لمنع التحميل الزائد وضمان تغلغل البخار. الدورة القياسية: 121 درجة مئوية لمدة 30 دقيقة كحد أدنى، دورة الجاذبية أو ما قبل التفريغ حسب كثافة الحمل. قم بتفكيك آليات العصارة (إزالة ألواح الضغط، وتجميعات الأسطوانة) وتوجيه الدلاء بشكل مقلوب أو مائل للسماح بتصريف المكثفات. لا تقم بتعشيش الدلاء (يحبس البخار، ويمنع التسخين الشامل)؛ استخدم رفوف الأوتوكلاف التي تفصل بين الدلاء مسافة 5-10 سم.
بعد الأوتوكلاف: اسمح للدلاء بالتبريد في مخزن معقم (الدرجة C كحد أدنى) قبل الاستخدام. إذا كان الاستخدام الفوري في الدرجة A/B مطلوبًا، فقم بنقل الدلاء عبر ممر معتمد أو غرفة معادلة الضغط المادية مع تطهير النقل المعتمد. قم بتوثيق كل دورة للأوتوكلاف (محتويات الحمل، ومعلمات الدورة، ونتائج المؤشرات البيولوجية، وتوقيع المشغل) وفقًا لسجلات تنظيف المعدات 21 CFR 211.182. إعادة تأهيل فعالية الأوتوكلاف كل ثلاثة أشهر باستخدام المؤشرات البيولوجية (شرائط أبواغ Geobacillus stearothermophilus) الموضوعة في مواقع التحميل الأسوأ (الأجزاء الداخلية للجرافة، ومفاصل العصارة).
قائمة التحقق من سير العمل الملائمة للتحقق (جاهزة لممارسات التصنيع الجيدة)
☑ التعقيم قبل الاستخدام: دلاء الأوتوكلاف والعصارات والإطارات عند درجة حرارة 121 درجة مئوية لمدة 30 دقيقة (أو المواد الاستهلاكية المعقمة التي يوفرها البائع مع وثائق SAL 10⁻⁶). قم بتخزين الدلاء المعقمة في الدرجة C أو أفضل حتى الاستخدام. تحضير المطهرات المعقمة في حاويات نظيفة/معقمة (متطلبات الدرجة أ/ب)؛ مراقبة التلوث الميكروبي ومراقبة انتهاء الصلاحية أثناء الاستخدام.
☑ وثائق التأهيل: الحفاظ على معدل الذكاء (مؤهل التثبيت) الذي يوثق تصميم نظام الجرافة والمواد وتوافق الأوتوكلاف ومواصفات تشطيب السطح. إكمال OQ (التأهيل التشغيلي) الذي يحدد التغطية المطهرة وأوقات الاتصال وأداء العصارة وترددات التغيير المعتمدة. تنفيذ PQ (تأهيل الأداء) الذي يوضح عدد الجسيمات وتقليل العبء الحيوي عبر مساحات الأرضية التمثيلية، بما يتماشى مع درجات المنشأة ومعايير قبول EM.
☑ التحقق من صحة التنظيف: التحقق من صحة عملية تنظيف الدلو لإزالة البقايا والحطام التي تمنع فعالية المطهر. أظهر ثبات تركيز المطهر في جميع أنحاء المساحة الأرضية القصوى لكل تغيير. التحقق من تقليل العبء الحيوي (>3-سجل) عن طريق أخذ العينات السطحية الميكروبية قبل وبعد التنظيف.
☑ منع التلوث عبر الغرف: استخدم تطهير النقل المعتمد عند نقل الدلاء بين الدرجات (التدفق أحادي الاتجاه: من الدرجة المنخفضة إلى الدرجة العالية فقط). تنفيذ بروتوكولات غرفة معادلة الضغط (أقفال الأبواب المتداخلة، وأقفال معادلة الضغط المنفصلة للمواد/الأفراد، والمتدفقة بالهواء المفلتر). لا تفتح أبدًا بابي غرفة معادلة الضغط في وقت واحد. قم بفصل مخزون الدلاء حسب الدرجة (دلاء الدرجة A/B لا تدخل أبدًا إلى C/D دون إعادة التعقيم).
☑ معايير القبول EM: تحديد عدد الجسيمات والحدود الميكروبية لكل فئة ISO (الصف A = الهواء ≥5 CFU/m³، التسوية ≥1 CFU/4h، الاتصال CFU/1 CFU/اللوحة؛ الدرجة B = الهواء ≥10، التسوية ≥5، الاتصال ≥5؛ الدرجة C = الهواء ≥100، التسوية ≥50، الاتصال ≥25؛ الدرجة D = الهواء ≥200، التسوية ≥100، الاتصال ≥50). ضبط مستويات التنبيه/الإجراء؛ التحقيق في الرحلات. بيانات الاتجاه EM للكشف عن التدهور (تشير زيادة أعداد الجسيمات المرتبطة بجداول التنظيف إلى فشل نظام الدلو/الممسحة).
سير عمل التنظيف الصديق للتحقق (موسع)
سير العمل الذي تم التحقق من صحته خطوة بخطوة (ISO 5–8)
تحضير: التحقق من حالة مستوى المنطقة، وجاهزية أخذ العينات الكهرومغناطيسية، وأقفال الأبواب، وفرق الضغط. مرحلة عربة الدلاء الثلاثية من خلال تطهير النقل المعتمد. ارتدِ عباءات معقمة كاملة وفقًا لمتطلبات الدرجة (الدرجة A/B = ثوب معقم، وقفاز مزدوج، ودرع للوجه؛ الدرجة C/D = ثوب غرفة الأبحاث، والقفازات، وغطاء الشعر). قم بتحميل الدلو 1 بمطهر معقم (التركيز المعتمد، وقت الإعداد الموثق)، الدلو 2 بماء الشطف المعقم، الدلو 3 فارغ. إرفاق رأس ممسحة معقمة للتعامل معها.
تنفيذ: ضع المطهر من الدلو 1 باستخدام ضربات متداخلة على شكل حرف S تغطي 2-3 متر مربع لكل تمريرة. العودة إلى السلة؛ ضع الممسحة فوق الدلو 3 (النفايات) واعصرها جيدًا. اغمس الممسحة في الدلو 2 (ماء الشطف)، وحركها لتحرير الجزيئات العالقة، واعصرها في الدلو 3 مرة أخرى. أعد تحميل الممسحة من الجرافة رقم 1 (المطهر). كرر التسلسل للمنطقة المستهدفة بأكملها. أعد تطهير القفازات كل 10-15 دقيقة (رشها بمادة IPA، أو اترك وقتاً للتلامس، أو قم بتغييرها إلى قفازات معقمة جديدة).
وقت الاتصال: راقب وقت ملامسة المطهر المعتمد قبل الإعلان عن أن السطح "نظيف" (عادةً من 3 إلى 10 دقائق حسب العامل والكائن الحي). لا تمشي على الأسطح المبللة حتى ينتهي وقت التلامس. بالنسبة للعوامل المبيدة للأبواغ، قد يمتد وقت الاتصال إلى 10-30 دقيقة؛ استخدم التنظيف المتسلسل (امسح منطقة واحدة، واترك وقت التلامس، ثم امسح المنطقة التالية أثناء التجفيف أولاً).
التغيير: استبدل رأس الممسحة كل 30-50 مترًا مربعًا أو عندما تكون متسخة بشكل واضح (أيهما يأتي أولاً). قم بتغيير دلو 2 من ماء الشطف كل 20-30 مترًا مربعًا (راقب التعكر؛ إذا بدا ماء الشطف غائمًا، قم بتغييره على الفور). نفايات الدلو الفارغ 3 عندما يكون ممتلئًا بنسبة 70% (يمنع تناثر السوائل). يجب أن يستمر المطهر الموجود في الدلو 1 في دورة التنظيف الكاملة إذا كان بروتوكول الدلو الثلاثي يمنع التخفيف؛ مراقبة التركيز عن طريق شرائط الاختبار.

الشكل 5: سير عمل التنظيف ثلاثي الدلاء الذي تم التحقق منه للمجالات الصيدلانية وفقًا لمعايير ISO 5–8 (الدرجة A/B/C). التسلسل: (1) تحميل الدلو 1 بمطهر معقم، والدلو 2 بماء الشطف المعقم، والدلو 3 فارغ للنفايات؛ (2) ضع المطهر باستخدام ضربات متداخلة على شكل حرف S تغطي مساحة 2-3 متر مربع؛ (3) عصر الممسحة جيدًا فوق الدلو 3 لالتقاط السائل الملوث دون تناثره؛ (4) اشطف الممسحة في الدلو 2 لتحرير الجزيئات العالقة والأعباء الحيوية؛ (5) عصر مرة أخرى في الجرافة 3، ثم إعادة التحميل من الجرافة 1. يحافظ هذا البروتوكول على تركيز المطهر أعلى من عتبات الفعالية المصادق عليها طوال دورات التنظيف التي تبلغ 50-100 متر مربع ويتيح التحقق الكمي من خلال مراقبة تركيز المطهر وزراعة العبء الحيوي للنفايات.
توقعات وقت الاتصال المطهر
تختلف أوقات الاتصال المعتمدة حسب الكيمياء المطهرة والكائنات الحية المستهدفة. الكحول (70% IPA): 30 ثانية إلى دقيقتين للبكتيريا النباتية؛ غير فعال ضد الجراثيم (يتطلب دوران مبيد الجراثيم). بيروكسيد الهيدروجين (3-6%): 5-10 دقائق للتطهير واسع النطاق؛ 10-30 دقيقة لنشاط مبيد الأبواغ. هيبوكلوريت الصوديوم (500-5000 جزء في المليون): 5-10 دقائق للبكتيريا والفطريات؛ أكثر من 10 دقائق للجراثيم. مركبات الأمونيوم الرباعية: 5-10 دقائق للتطهير العام؛ غير فعالة ضد الجراثيم (الزوج مع عامل مبيد الجراثيم). التحقق من صحة أوقات الاتصال باستخدام ASTM E2197 (وقت تطهير الأسطح) أو طرق الاختبار المكافئة على المواد السطحية التمثيلية للمنشأة (أرضيات الإيبوكسي، والفولاذ المقاوم للصدأ، والجدران المطلية).
كيفية تجنب تجميع البقايا
يحدث تجمع البقايا عندما يتراكم المطهر الزائد في شقوق الأرضية أو طبقاتها أو المناطق المنخفضة، مما يؤدي إلى إنشاء طبقات لزجة تجذب الجزيئات وتتداخل مع دورات التطهير اللاحقة. منع التجميع عن طريق عصر رؤوس الممسحة جيدًا (استخلاص سائل بنسبة 80-90%)، باستخدام تقنية التطهير المناسبة (ضربات متداخلة دون الإفراط في التبليل)، والتأكد من أن الأرضيات بها انحدار/تصريف مناسب (بدون مناطق ميتة مسطحة). بالنسبة للمناطق ذات البقع المنخفضة التي لا يمكن تجنبها، استخدم مناديل ماصة أو ممسحة لإزالة السائل الزائد قبل انقضاء وقت التلامس. يشير تراكم البقايا إلى عدم كفاية الشطف (الدلو 2 ملوث، مما يتطلب تغييرًا أكثر تكرارًا) أو تركيز المطهر مرتفع جدًا (مخفف لكل بروتوكول تم التحقق من صحته).
عوامل تقنية المشغل التي تؤثر على التلوث
حتى مع أنظمة الجرافة المعتمدة، تحدد تقنية المشغل فعالية التنظيف. الأخطاء الشائعة: العصر غير الكافي بين الدلاء (يحمل العبء الحيوي في ماء الشطف والمطهر)، وتخطي خطوة الشطف (يترك الحمل العضوي على الممسحة، مما يقلل من ملامسة المطهر)، والمشي على الأسطح الرطبة قبل انتهاء وقت التلامس (يعيد توزيع العبء الحيوي)، ولمس الأسطح غير المطهرة أثناء ارتداء القفازات الملوثة (ناقل التلوث المتبادل)، وملء الدلاء بشكل زائد (التدفق أثناء النقل يؤدي إلى انتشار التلوث).
يجب أن يتضمن التدريب عرضًا عمليًا: ضربات متداخلة مناسبة على شكل حرف S (تضمن التغطية الكاملة دون ثغرات)، وتقنية تشغيل العصارة (تعظيم استخلاص السوائل دون تناثر)، ونقل الدلو (حركة العربة المستقرة، وقفل العجلات أثناء العصر)، وتكرار إعادة تطهير القفازات (كل 10-15 دقيقة أو بعد لمس الأسطح غير النظيفة). تأهيل المشغلين سنويًا من خلال التقييم العملي؛ مراقبة عمليات التنظيف كل ثلاثة أشهر لتحديد انحراف التقنية.







