A structured framework for matching cleanroom mop specifications to EU GMP Grade A, B, C, and D zones. Covers sterility requirements, material selection, packaging, documentation expectations, and zone-specific operational considerations for pharmaceutical and biotech facilities.

The following matrix provides a rapid-reference overview of how mop specifications shift across GMP Grade A, B, C, and D zones. Each row represents a general evaluation starting point — not a universal regulatory mandate. Facility-specific risk assessments, cleaning validation protocols, and product-contact proximity should inform final specifications.
| GMP Grade | Typical Sterility Requirement | Material Preference | Verpackung | Documentation Expectation |
|---|---|---|---|---|
| Klasse A | Terminally sterilized (gamma or validated method); double-bagged | Continuous filament polyester knit with sealed edges | Staged aseptic transfer; multi-layer outer bag removal | Certificate of Sterility (per batch), COA, particle test data, batch traceability |
| Note B | Typically sterile when connected to Grade A; non-sterile may be evaluated for standalone zones | Continuous filament polyester knit (same material standard as Grade A in most cases) | Double-bagged when sterile; single-bag may be evaluated when non-sterile | COA, particle test data; sterility certificate if sterile; traceability records |
| Klasse C | Non-sterile is typical; sterile may be used if the facility adopts a uniform sterile program | Polyester or microfiber (risk-based); microfiber may be evaluated for cleaning efficacy | Bulk or single-bag; packaging cleanliness rather than sterility assurance | COA, material certification; sterility not typically required |
| Klasse D | Non-sterile; over-specifying sterile for Grade D is a common cost-inefficient practice | Polyester or microfiber; cost-efficiency, cleaning performance, and zone segregation are primary drivers | Bulk packaging typically acceptable | COA, material certification, color-coding verification |
Haftungsausschluss: These are general evaluation guidelines based on common industry practice, not regulatory mandates. Specific facility risk assessments, cleaning validation protocols, and product-contact proximity should drive final mop specifications. Always verify against current EU GMP Annex 1 and applicable regional regulatory requirements.
The term “GMP cleanroom mop” is often used as if all GMP zones share a single set of cleaning tool requirements. In practice, a cleanroom mop for GMP facility cleaning must be specified differently depending on which grade zone it enters. The mop that is appropriate for a Grade D material staging area is not the same mop that should enter a Grade A aseptic filling line.
The EU GMP Annex 1 framework defines four cleanroom grades for the manufacture of sterile medicinal products, each with distinct airborne particle limits, microbial limits, and operational expectations. What is GMP cleaning in this context is not a single protocol — it is a zone-stratified system where cleaning tools are part of the contamination control strategy.
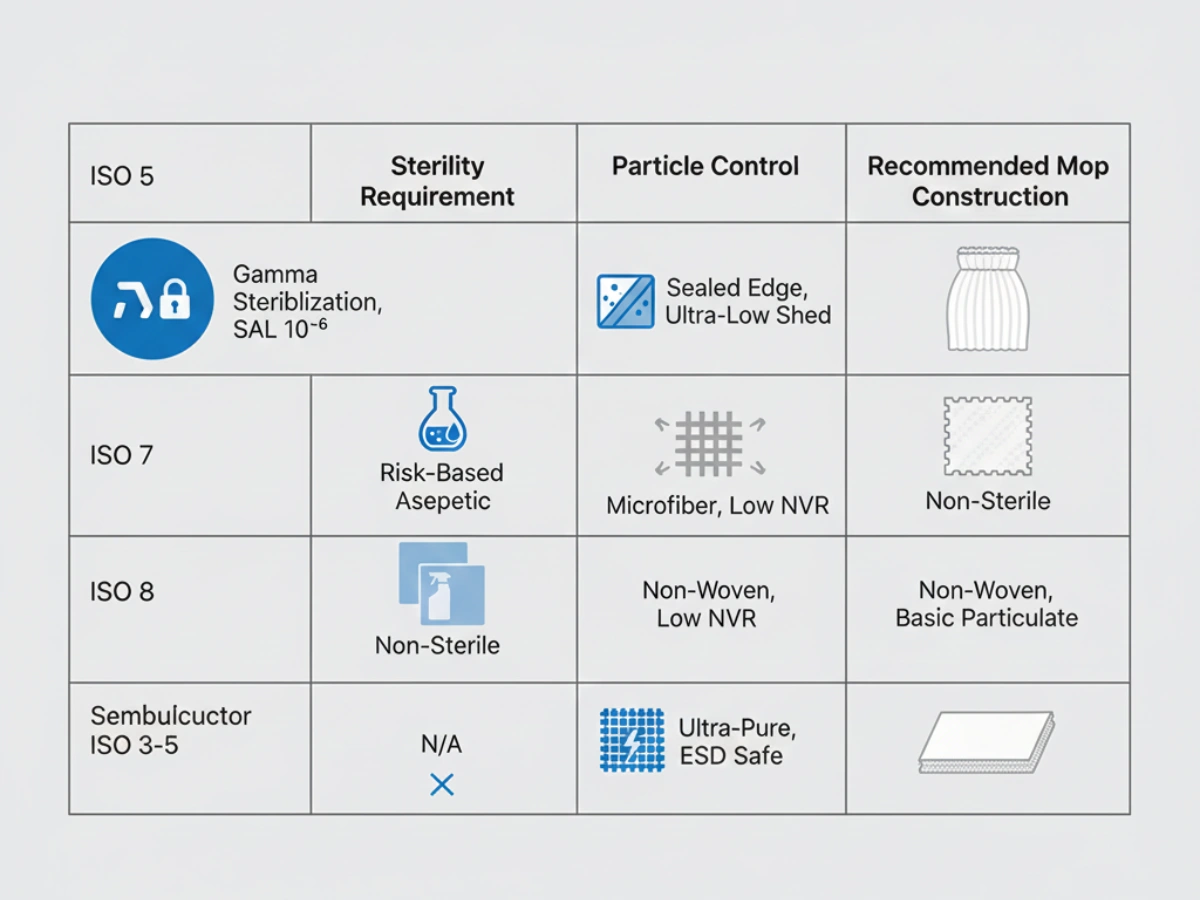
The local zone for high-risk operations including aseptic filling, stopper bowls, open ampoules and vials, and aseptic connections. Airborne particle limits are the most stringent: ≤3,520 particles/m³ (≥0.5 µm) at rest and in operation. Cleaning tools entering Grade A must not introduce particles, microorganisms, or chemical residues that could compromise product sterility.
Background environment for Grade A zones during aseptic preparation and filling. At-rest particle limits mirror Grade A (≤3,520 particles/m³ at ≥0.5 µm); in-operation limits are higher but still tightly controlled. Cleaning tools must be compatible with maintaining the background environment that supports aseptic operations.
Clean areas for less critical stages of sterile product manufacturing. Grade C: solution preparation, component washing. Grade D: material handling, equipment cleaning, packaging. Particle limits are progressively less stringent, and cleaning tool specifications can shift toward operational efficiency and cost-effectiveness while maintaining environmental control.
A Übersicht über Reinraum-Moppsysteme is helpful as a starting point, but this grade-stratified guide focuses on how the specification changes as the facility moves from the aseptic core outward. The central principle is: the closer a mop gets to the product, the more its material, sterility, packaging, and documentation matter.
Grade A and Grade B zones represent the aseptic core of a GMP facility. Mops used in these areas are subject to the most demanding material, sterility, and documentation requirements. The selection decisions made here have direct consequences for product sterility assurance and regulatory audit outcomes.
For any mop entering Grade A — and typically for mops entering Grade B that serve as background to Grade A operations — terminal sterilization is the expected standard. Gamma irradiation is a common sterilization method for cleanroom mops, followed by validated sterility assurance. Each production batch should be accompanied by a Certificate of Sterility documenting the sterilization process, batch identification, and sterility assurance level (SAL).
Sterile mops must be double-bagged to enable staged aseptic transfer. The outer bag is removed in the Grade C or B transition area; the inner bag is removed inside the Grade B or A zone. This staged transfer protocol is a critical component of aseptic technique. For a detailed examination of aseptic transfer protocols and packaging requirements, refer to the sterile cleanroom mop aseptic transfer and packaging guide.

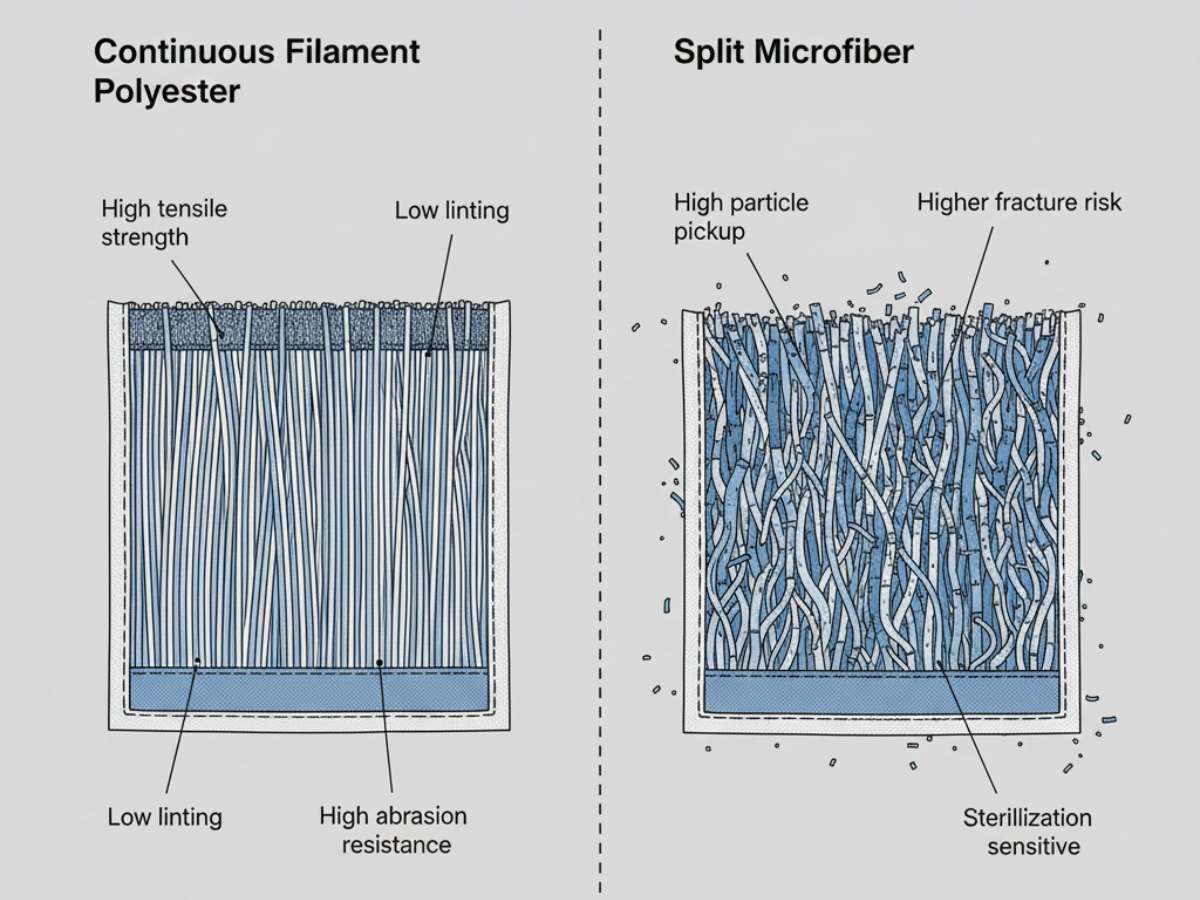
For Grade A and Grade B zones, continuous filament polyester knit with sealed edges is the material configuration most commonly recommended. The structural rationale is as follows:
In Grade A and B zones, lighter mop head weights (40g–55g) are often preferred. These provide adequate absorbency for the typically smaller surface areas in aseptic filling suites while offering the operator greater control in tightly configured critical zones. Heavier heads (65g) carry more liquid and cover more surface area per stroke — an advantage in larger open areas such as Grade B corridors and anterooms — but may introduce handling challenges in confined Grade A spaces.
For Grade A and B zones, the documentation package should include at minimum:
For a deeper discussion of documentation across all cleanroom classifications, the pharmaceutical cleanroom mop GMP Annex 1 compliance guide covers documentation expectations aligned with the current Annex 1 revision. The broader context of Anforderungen an pharmazeutische Reinraummopps also addresses facility-level considerations beyond the grade-specific framework.
Grade B presents a nuanced decision point that does not apply to Grade A. Because Grade B serves as the background environment supporting aseptic operations, the sterility requirement for mops used in Grade B depends on whether the zone connects to an active Grade A operation.
The decision of whether Grade B mops must be sterile should be assessed through a risk-based evaluation. The following three conditions describe when non-sterile mops may be evaluated for standalone Grade B use:
The Grade B zone is physically separated from Grade A operations and is not in active use as a background environment during aseptic processing. If the Grade B room is in a “resting” state or serves functions that do not directly support active Grade A operations, the sterility requirement may be re-evaluated.
The facility has a validated cleaning protocol demonstrating that the use of non-sterile mops in the specific Grade B zone does not result in microbial or particulate excursions beyond the zone’s defined limits. This validation should include environmental monitoring data collected under both at-rest and in-operation conditions.
A formal, documented risk assessment has been conducted and approved by QA, addressing: the proximity of the Grade B zone to Grade A, the nature of operations in the Grade B zone, the cleaning frequency, and the potential impact of a non-sterile mop on environmental monitoring results and product quality.
If all three conditions are satisfied, non-sterile mops may be evaluated for the specific Grade B zone. If any condition is not fully satisfied, sterile mops should be the default specification for Grade B when it serves as background to Grade A operations. When in doubt — and particularly during regulatory inspections — the conservative approach of specifying sterile mops for Grade B is generally the path of least audit risk.
Regardless of the sterility decision, the material standard for Grade B mops should typically match Grade A: continuous filament polyester knit with sealed edges. The rationale is that the Grade B environment must maintain particle counts low enough to protect the Grade A zone it serves. Introducing a lower-grade material into Grade B — for example, microfiber with higher particle shedding potential — creates a material-quality gradient that may undermine the contamination control strategy.
Once the mop specification moves beyond the aseptic core into Grade C and D zones, the evaluation criteria shift. The central question is no longer “how to maintain sterility assurance” but “how to achieve effective contamination control at an appropriate cost within a less stringent environmental classification.”
For the vast majority of Grade C and D applications, non-sterile mops are appropriate and cost-efficient. Grade C particle limits (≤352,000 particles/m³ at ≥0.5 µm at rest; ≤3,520,000 in operation) and Grade D limits (≤3,520,000 at rest; not defined in operation) permit a broader range of cleaning tool materials. Over-specifying sterile mops for Grade C/D is one of the more common cost-inefficient practices observed in multi-grade facilities.
There are limited scenarios where a facility may choose to use sterile mops in Grade C — for example, if the facility adopts a uniform sterile mop program across all grades to simplify supply chain management and reduce the risk of the wrong mop entering the wrong zone. This is an operational decision, not a regulatory requirement, and should be evaluated against the cost premium.
In Grade C and D, the material decision opens up. Both polyester and microfiber can be viable options, and the choice should be driven by the facility’s priorities:
The microfiber vs polyester cleanroom mop comparison provides a detailed, evidence-based analysis of the material tradeoffs across particle generation, absorbency, chemical compatibility, durability, and lifecycle cost — directly relevant to the Grade C/D material decision.
The Grade C/D disposable-vs-reusable decision is primarily economic rather than sterility-driven. At lower grades, the analysis centers on:
For a structured framework comparing these dimensions, refer to the disposable vs reusable cleanroom mop decision guide.
One of the most practical mechanisms for preventing Grade A/B mops from being mistakenly used in Grade C/D (and vice versa) is a color-coding system. By assigning distinct mop or trim colors to each grade zone, operators can visually confirm at a glance that the correct mop is in use. This is a simple but effective layer of defense:
Color-coding assignments should be documented in the facility’s cleaning SOP, visually posted at cleaning stations, and included in operator training. The color scheme should be simple enough to be remembered and applied consistently.
The following table is the master reference for this guide. It consolidates the key specification dimensions across all four GMP grades into a single comparison view. Use this as a starting point for drafting facility-specific mop specifications — not as a regulatory compliance checklist.
| Grad | Sterilität | Material | Weight Range | Verpackung | Dokumentation | Change Frequency | Suggested MIDPOSI Option |
|---|---|---|---|---|---|---|---|
| A | Terminally sterilized (gamma); SAL validated | Continuous filament polyester knit; laser/ultrasonic sealed edges | 40g–55g (lighter heads for operator control in confined aseptic spaces) | Double-bagged; staged aseptic transfer protocol | COA + Certificate of Sterility (per batch) + particle test data + CoC + batch traceability | Per-cleaning-event or per-area; validated in cleaning SOP | White Mop 40g/55g Sterile |
| B | Sterile when connected to Grade A; non-sterile may be evaluated for standalone zones (risk-based) | Continuous filament polyester knit; sealed edges; same material standard as Grade A in most cases | 55g (common); 65g may be evaluated for larger areas | Double-bagged when sterile; single-bag may be acceptable when non-sterile | COA + sterility cert (if sterile) + particle test data + traceability | Aligned with Grade A schedule when serving connected Grade A; may follow B-specific schedule otherwise | White Mop 55g/65g Sterile (connected to A); 55g/65g Non-Sterile (standalone, risk-assessed) |
| C | Non-sterile (typical); sterile optional for uniform program | Polyester or microfiber (risk-based); polyester preferred where chemical compatibility matters; microfiber where cleaning efficacy prioritized | 55g–65g (coverage efficiency for larger support areas) | Bulk or single-bag; packaging cleanliness standard | COA + material certification | Defined by facility cleaning protocol; typically per-area or per-shift | White Mop 55g/65g Non-Sterile; Microfiber Stripe Mop Pads |
| D | Non-sterile; sterile is typically cost-inefficient for Grade D applications | Polyester or microfiber; cost-efficiency, cleaning performance, and zone segregation drive selection | 55g–65g | Bulk packaging typically acceptable | COA + material certification | Defined by facility cleaning protocol; typically highest change frequency due to dirt loading | White Mop 55g/65g Non-Sterile; Microfiber Stripe Mop Pads; color-coded options |
IMPORTANT DISCLAIMER: These are general evaluation guidelines based on common industry practice and material science principles, not regulatory mandates. Specific facility risk assessments, cleaning validation protocols, product-contact proximity, and current applicable regulatory requirements (EU GMP Annex 1, PIC/S, WHO, local competent authority) should drive final mop specifications. The “Suggested MIDPOSI Option” column reflects MIDPOSI’s product portfolio alignment with general grade expectations; it does not constitute a regulatory recommendation. Each facility should conduct its own qualification of any mop product for its specific use conditions.
For guidance on how mop head weight affects cleaning performance, absorbency, and operator fatigue — which directly informs the weight column above — refer to the Leitfaden zur Auswahl des Wischkopfgewichts für Reinräume. For the documentation items listed in the matrix, the Reinraum-Mopp-Validierungsdokumente und COA guide provides a detailed explanation of each document type and what buyers should look for when reviewing supplier submissions.
The following five scenarios represent commonly observed issues in facilities that have not fully implemented a grade-stratified approach to cleanroom mop selection. Each includes practical correction guidance.
The problem: A facility purchases one mop spec — typically the sterile, polyester, double-bagged configuration appropriate for Grade A — and deploys it across all grades from the aseptic core through Grade D material staging. This ensures uniform quality but generates significant unnecessary cost in Grades C and D where non-sterile, single-bag, or bulk-packaged options would be functionally adequate.
How to correct: Map each zone to its actual regulatory and operational requirements. Reserve the Grade A specification for Grade A zones (and connected Grade B). Introduce non-sterile, appropriately packaged mops for Grade C and D. The cost savings from this grade-stratification typically exceed the incremental administrative effort of managing multiple mop SKUs.
The problem: A facility uses terminally sterilized, double-bagged mops in Grade D zones because “we use sterile mops everywhere” is perceived as the safer position. In Grade D, where airborne particle limits are 1,000x higher than Grade A, the sterile mop premium delivers minimal contamination control benefit relative to its cost.
How to correct: Review the specific regulatory requirements for Grade D in the facility’s jurisdiction. In nearly all cases, Grade D does not require sterile cleaning tools. If the concern is operator error (a sterile mop being mistaken for a non-sterile one), address this through color-coding, labeling, and training rather than by over-specifying the entire inventory.
The problem: Grade B is sometimes mischaracterized as “just a cleaner Grade C,” leading to the specification of non-sterile, non-validated mops for Grade B areas that serve as background to Grade A operations. This creates a contamination control gap at the boundary between the aseptic core and the supporting environment.
How to correct: When Grade B serves as background to Grade A, treat its mop material and sterility standards as aligned with Grade A. Only downgrade the specification to non-sterile if a formal, documented risk assessment supports it and the three conditions from the Grade B decision framework (Section 4) are satisfied.
The problem: The mop head specification is grade-stratified, but the mop frame and handle are not. Operators use the same reusable stainless steel frame and handle in Grade A, B, C, and D, with only the mop head changing between zones. This is functionally equivalent to using the same mop across all grades — the frame itself can carry particles, residues, and microorganisms between zones of different classification.
How to correct: Dedicate mop frames (and handles, where practical) to specific grade zones. At minimum, separate aseptic core (A/B) frames from support zone (C/D) frames. Color-code or label the frames to make misassignment visually obvious. Include frame and handle assignment in the cleaning SOP.
The problem: The facility’s QA team requests the same documentation package from the supplier regardless of grade — Certificate of Sterility for Grade D mops, or omits particle test data for Grade A mops because “the COA was enough.” This creates two risks: over-documentation that adds supplier cost without regulatory benefit, and under-documentation that leaves critical gaps in the mop qualification record.
How to correct: Define a grade-specific documentation requirement matrix in the mop supplier quality agreement. Grade A/B: full documentation package (sterility cert, COA, particle data, CoC, traceability). Grade C/D: COA and material certification as the baseline, with additional documentation only where justified by a specific risk assessment. Include the documentation matrix as a reviewed item during internal audits and supplier quality reviews.
This guide addresses the grade-stratification dimension of GMP cleanroom mop selection. The following resources address complementary aspects of cleanroom mop evaluation that intersect with the grade-based framework:
For Grade A sterile manufacturing areas, a terminally sterilized (typically gamma-irradiated), continuous filament polyester knit mop with laser-sealed or ultrasonically-sealed edges, double-bagged for staged aseptic transfer, is the most commonly recommended configuration. Lighter mop head weights (40g–55g) are typically preferred for operator control in confined aseptic filling spaces. Documentation should include a Certificate of Sterility per batch, a Certificate of Analysis, particle test data with methodology specified, a Certificate of Conformance, and batch traceability records. Each facility should verify that its specific product-contact proximity, cleaning validation data, and regional regulatory requirements are satisfied by the chosen mop specification.
Not always, but the default recommendation for Grade B zones that serve as background to Grade A operations is sterile. Non-sterile mops may be evaluated for standalone Grade B zones only if three conditions are satisfied: (1) the Grade B zone is physically independent and not in active use as background during Grade A aseptic operations, (2) the facility has a validated cleaning protocol demonstrating no environmental monitoring excursions with non-sterile mops, and (3) a formal, documented risk assessment has been conducted and approved by QA. If any condition is not fully satisfied, sterile mops should remain the specification. In practice, many facilities default to sterile mops for all Grade B to avoid regulatory audit questions.
Yes, in most cases the same mop specification can be used across Grade C and D, as both are non-aseptic support zones with fundamentally similar cleaning tool requirements (non-sterile, particle-controlled, chemically compatible). However, the facility should implement a mechanism to prevent mops used in one zone from entering the other without appropriate cleaning or replacement — typically through color-coding, zone-dedicated mop inventories, and SOP-defined usage protocols. A mop used in Grade D, where dirt loading may be higher, should not then be taken into Grade C without going through the validated cleaning process. The mop head itself may be the same product; the usage protocol distinguishes the zones.
For Grade A mop validation, an auditor would typically expect to see: (1) Certificate of Sterility per production batch with batch identifier, sterilization method (e.g., gamma irradiation), sterilization date, and Sterility Assurance Level (SAL, typically 10-6); (2) Certificate of Analysis (COA) per batch confirming weight, dimensions, and material composition; (3) particle generation test data with the test methodology specified (e.g., Helmke drum test per IEST-RP-CC003 or Gelbo flex test); (4) Certificate of Conformance confirming the product meets stated specifications; (5) batch traceability records linking the mop batch to raw material lots, production dates, and sterilization cycle records; and (6) where applicable, endotoxin test data for products used in aseptic processing of parenteral products. The auditor will also expect the facility to demonstrate that the mop has been qualified for its specific use conditions through internal evaluation, not solely through supplier-provided documentation.
The primary difference is that Grade A demands continuous filament polyester knit with sealed edges — a material configuration optimized for minimal particle shedding and maximum chemical compatibility with oxidizing disinfectants. Grade C opens the material decision to include both polyester and microfiber. Polyester remains the default choice when particle control and chemical compatibility are the priorities. Microfiber may be evaluated in Grade C when cleaning efficacy (absorbency, mechanical particle capture, residue removal) is the priority and the facility’s disinfectant formulary is compatible with the polyamide (nylon) component present in most microfiber blends. The Grade A material specification is stricter because the contamination risk from even small differences in particle release rate is significantly higher in the aseptic core.
Both disposable and reusable configurations are viable for Grade B, and the choice should be driven by the facility’s specific operational priorities rather than a grade-based rule. Disposable sterile mops eliminate the validation burden of reuse (washing, drying, resterilization protocols) and remove the risk of improperly cleaned reusables; they are operationally simpler but incur a higher per-use material cost. Reusable sterile mops (typically autoclavable) have a lower per-use cost over the full lifecycle but require validated washing and resterilization infrastructure. In practice, the decision often depends on: (1) whether the facility already operates a cleanroom laundry, (2) the mop change frequency in Grade B, and (3) the risk tolerance for potential reuse-related contamination. Many facilities use disposables in the aseptic core (Grade A) and evaluate reusables for Grade B based on volume and cost.
There is no single “best” weight per grade, but general recommendations are: Grade A: 40g–55g, because lighter heads offer better operator control in the confined spaces typical of aseptic filling suites and the surface areas per cleaning event are usually smaller. Grade B: 55g is a common mid-range choice for corridors and anterooms; 65g may be evaluated for larger Grade B rooms where coverage efficiency is prioritized. Grade C/D: 55g–65g, because larger support areas benefit from the higher absorbency and wider coverage per stroke of a heavier mop head. The weight decision is also influenced by the facility’s cleaning solution volume (heavier heads carry more liquid), operator ergonomics (lighter heads reduce fatigue over long cleaning shifts), and the mop frame’s compatibility with different head weights. The complete selection framework is covered in the cleanroom mop head weight guide.
Preventing cross-zone mop errors requires a combination of physical, procedural, and training controls: (1) Color-coding: Assign distinct mop or trim colors to each grade zone and ensure the scheme is posted at cleaning stations. For example, white mops for Grade A/B, blue for Grade C, green for Grade D. (2) Physical separation: Store mops for each grade zone in physically separate locations. Never store Grade A/B and Grade C/D mops in the same cabinet or cart without clear visual demarcation. (3) SOP documentation: Include zone-specific mop identification in the cleaning SOP with photographs of each mop type and its assigned zone. (4) Operator training: Include a specific “mop-zone matching” module in GMP cleaning training, with periodic competency assessment. (5) Line clearance and changeover verification: Before starting a cleaning shift, verify that the mops staged at each zone match the zone assignment. (6) Incident reporting: Define a CAPA-triggering threshold for cross-zone mop errors so that systemic issues are investigated rather than treated as isolated operator errors.
Discuss your facility’s grade requirements with our technical team — from Grade A sterile core to Grade D support areas. MIDPOSI White Cleanroom Mop Series provides 100% continuous filament polyester knit construction with sealed edges, available in sterile (gamma-irradiated, double-bagged) and non-sterile configurations across 40g, 55g, and 65g weights. Documentation packages including Certificate of Analysis and, for sterile configurations, Certificate of Sterility are available upon request to support your supplier qualification process.
MIDPOSI supplies cleanroom mops to pharmaceutical, biotech, and medical device manufacturers. Batch-level documentation including Certificate of Analysis (COA) and, for sterile products, Certificate of Sterility is available upon request. Contact our team to discuss your facility’s grade-specific mop requirements — from Grade A aseptic core to Grade D support zones — and request product samples for internal evaluation.


