Wenn ein pharmazeutischer QA-Manager einen Fehler bei der Umgebungsüberwachung auf die Reinigungswerkzeuge zurückführt, ist das kaum noch eine Überraschung. Branchenuntersuchungen bringen durchweg 30–60 % der EM-Exkursionen mit einer durch Reinigungsgeräte verursachten Kontamination in Verbindung – und der Übeltäter ist fast immer die Partikelabgabe. Für Einrichtungen, die nach ISO 14644-1 und EU-GMP-Anhang 1 arbeiten, ist die Wahl zwischen Standard- und fusselarmen Reinraummopps keine Frage der Präferenz. Es handelt sich um einen dokumentierten, validierten Kontrollpunkt in Ihrer Kontaminationskontrollstrategie, der bestimmt, ob Ihre klassifizierten Bereiche den Spezifikationen entsprechen oder OOS-Untersuchungen, Produktionsstopps und behördliche Feststellungen auslösen.
Ein fusselarmer Reinraummopp ist nicht einfach ein „besserer“ Mopp. Es handelt sich um ein Gerät zur Kontaminationskontrolle, das so konstruiert ist, dass es um Größenordnungen weniger Partikel erzeugt als herkömmliche Reinigungsgeräte. Es wurde durch quantitative Partikelfreisetzungstests validiert und so ausgewählt, dass es den spezifischen Partikelanzahlgrenzwerten und GMP-Anforderungen Ihrer Reinraumklasse entspricht. In diesem Leitfaden wird erklärt, was „wenig Flusen“ in regulatorischer Hinsicht bedeutet, warum es für die Einhaltung von Vorschriften wichtig ist, welche Materialien validierte Leistung liefern und wie Sie das richtige Moppsystem für jeden Bereich in Ihrer Einrichtung festlegen.
Was bedeutet „Low Lint“ in Reinräumen?
In cleanroom terminology, “lint” refers to fibrous particles and non-fibrous debris released from textiles during use. These particles range from visible fiber fragments (tens to hundreds of micrometers) down to sub-visible particulates below 5 µm that are captured only by optical particle counters. ISO 14644-1 classifies cleanrooms by measured airborne particle concentration at specific size thresholds—primarily ≥0.5 µm and ≥5 µm. A cleaning tool that sheds even modest quantities of lint can generate enough particles to push a classified environment out of specification, especially in ISO Class 5–7 areas where limits are tightly controlled.
“Low lint” is not a marketing descriptor—it is a quantified performance characteristic validated through standardized particle release testing. ISO 9073-10 defines a dry-state linting test for nonwoven textiles, while the Helmke Drum test (per IEST-RP-CC003.4) measures whole-garment or textile particle emission under simulated-use conditions. For cleanroom mops, particle generation testing typically follows ISO 14644-14 (assessment of equipment suitability by airborne particle concentration), where mop heads are subjected to mechanical agitation while airborne particle counters measure release rates.
Acceptable low-lint mops demonstrate particle generation well below the classification limits of their intended use area:
ISO-Klasse 5 (3.520 Partikel/m³ bei ≥0,5 µm; 29 Partikel/m³ bei ≥5 µm): Mopps müssen erzeugt werden <10 Partikel pro Hub, um einen messbaren Beitrag zur Partikelbelastung zu vermeiden. ISO-Klasse 6 (35.200 Partikel/m³ bei ≥0,5 µm; 293 Partikel/m³ bei ≥5 µm): Akzeptable Moppbildung <50 Partikel pro Hub. ISO-Klasse 7 (352.000 Partikel/m³ bei ≥0,5 µm; 2.930 Partikel/m³ bei ≥5 µm): Mops erzeugend <Typischerweise sind 100 Partikel pro Hub qualifiziert. ISO-Klasse 8 (3.520.000 Partikel/m³ bei ≥0,5 µm; 29.300 Partikel/m³ bei ≥5 µm): Eine höhere Generation ist möglicherweise tolerierbar, validierte fusselarme Mopps bleiben jedoch die beste Praxis, um Partikeltrends zu verhindern.
- ISO-Klasse 5 (3.520 Partikel/m³ bei ≥0,5 µm; 29 Partikel/m³ bei ≥5 µm): Mopps müssen erzeugt werden <10 Partikel pro Hub, um einen messbaren Beitrag zur Partikelbelastung zu vermeiden.
- ISO-Klasse 6 (35.200 Partikel/m³ bei ≥0,5 µm; 293 Partikel/m³ bei ≥5 µm): Es entstehen akzeptable Mopps <50 Partikel pro Hub.
- ISO-Klasse 7 (352.000 Partikel/m³ bei ≥0,5 µm; 2.930 Partikel/m³ bei ≥5 µm): Mopbildung <Typischerweise sind 100 Partikel pro Hub qualifiziert.
- ISO-Klasse 8 (3.520.000 Partikel/m³ bei ≥0,5 µm; 29.300 Partikel/m³ bei ≥5 µm): Eine höhere Generation mag tolerierbar sein, validierte fusselarme Mopps bleiben jedoch die beste Praxis, um Partikeltrends zu verhindern.
Im Gegensatz dazu werfen herkömmliche Hausmeistermopps (Baumwolle, Viskose, Schlingenmischungen) Tausende von Partikeln pro Zug ab. Die Lücke ist nicht inkrementell, sondern strukturell und wird durch den Fasertyp, die Kantenkonstruktion und die Materialverarbeitung bestimmt.
Warum Mopps eine häufige Quelle für Flusen sind
Cleaning tools experience high mechanical stress during use—friction against floors, repeated wetting and wringing, exposure to aggressive disinfectants. For reusable systems, autoclaving or laundering cycles degrade fibers over time. Cut edges on conventional mops unravel with each use, releasing fiber ends into the cleanroom. Loosely twisted or looped fibers break under abrasion, generating both fibrous lint and microparticles from fiber fragmentation. Foam-core mops with unvalidated substrates can shed foam particles as the material degrades under chemical or thermal stress.
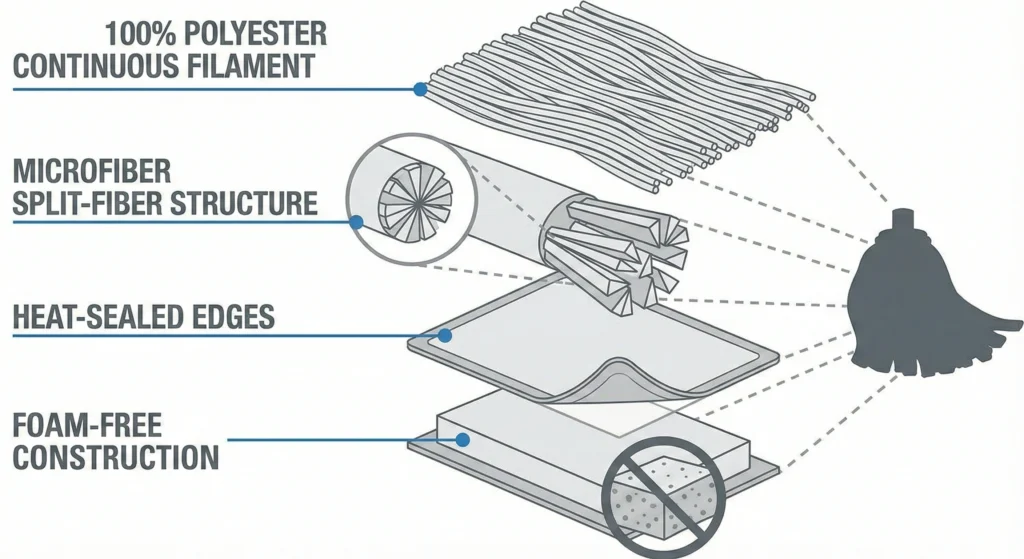
Engineering löst diese Fehlermodi. Endlosfilamentfasern machen abgeschnittene Enden überflüssig. Heißversiegelte oder ultraschallverschweißte Kanten verhindern ein Auflösen. Eine enge Strick- oder Webdichte minimiert das Herausziehen der Fasern. Materialien werden über Hunderte von Zyklen hinweg auf Chemikalien- und Autoklavenbeständigkeit validiert. Diese Konstruktionsmerkmale liefern in Kombination mit Partikelerzeugungstests gemäß ISO 14644-14 den dokumentierten Nachweis, dass der Mopp bei routinemäßigem Gebrauch keine messbare Kontamination verursacht – eine Anforderung, die ausdrücklich durch den Auftrag des EU-GMP-Anhangs 1 unterstützt wird, die Partikelabgabe von Materialien und Geräten, die in klassifizierten Bereichen verwendet werden, zu minimieren.
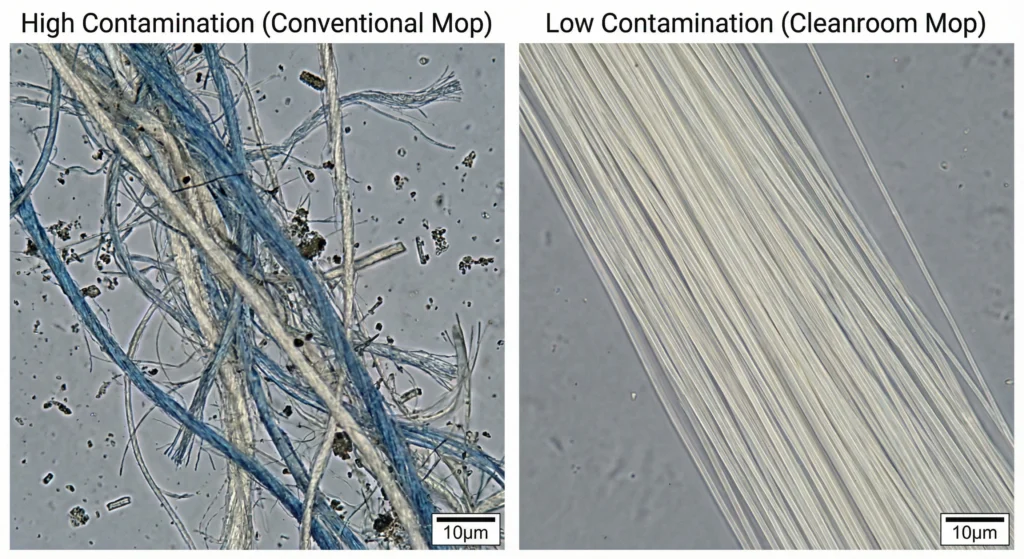
Figure 1: Particle generation comparison under simulated-use conditions. Conventional cut-edge mop (left panel) releases hundreds of fiber fragments and particulates per stroke, violating ISO Class 5–7 particle limits. Low-lint sealed-edge mop (right panel) generates <50 particles ≥0.5 µm per stroke through continuous-filament construction and heat-sealed edges, maintaining classification compliance across 100+ autoclave cycles.
Why Low-Lint Mops Are Critical for GMP Workflows
EU GMP Annex 1 (2022 revision) mandates a facility-wide Contamination Control Strategy that identifies and controls microbial, particulate, and endotoxin contamination through design, procedures, and equipment selection. Cleaning and disinfection programs must be validated, and materials used in classified areas must minimize particle generation and permit repeated application of disinfectants and sporicidal agents. Low-lint mops are not optional accessories in this framework—they are critical control points that directly affect whether your facility maintains ISO classification, passes environmental monitoring, and survives regulatory inspection.
Annex 1 and the “Visible and Non-Visible Contamination” Requirement
Annex 1 explicitly addresses both visible and sub-visible particulate contamination as risks to be controlled through the CCS. Cleanroom classification by total particles (≥0.5 µm and ≥5 µm) establishes the performance envelope; any equipment or material introduced into these areas must not compromise classification limits. Paragraph 4.10 requires materials used in cleanrooms be selected to minimize particle generation. Paragraph 4.28 mandates cleaning processes be validated to remove residues and minimize particulate contamination.
Wenn ein standardmäßiger, partikelabwerfender Mopp in einem ISO-Klasse-6- oder -Klasse-7-Unterstützungsbereich verwendet wird, führt er zu einem Kontaminationsvektor, der Ihr gesamtes Umweltüberwachungsprogramm untergräbt. Bei jedem Wischdurchgang werden Fasern und Partikel freigesetzt, die sich auf Geräten, Wänden und Böden absetzen. Dies führt sowohl zu sofortigen Abweichungen bei der Partikelanzahl als auch zu langfristigen Risiken einer biologischen Belastung, da diese Partikel eine mikrobielle Kontamination beherbergen. Bei behördlichen Inspektionen prüfen Prüfer Reinigungsvalidierungsprotokolle, Gerätequalifizierungsaufzeichnungen und EM-Trends. In den Warning Letters der FDA wird darauf hingewiesen, dass Reinigungswerkzeuge nicht qualifiziert sind oder, schlimmer noch, sichtbar ausfransende, partikelerzeugende Wischmopps verwendet wurden. In einer Durchsetzungsmaßnahme aus dem Jahr 2020 wurde ausdrücklich darauf hingewiesen, dass „an den Moppköpfen, die zur Reinigung des Sterilbereichs verwendet werden, Ausfransungen beobachtet wurden“ und „mindestens ein Moppkopf aus partikelerzeugendem Material hergestellt wurde“. Die FDA kam zu dem Schluss, dass es in der Einrichtung an angemessenen Kontrollen für die Bewertung der Reinigungsgeräte mangelte.
Why 30–60% of EM Failures Trace to Cleaning Tools
Environmental monitoring excursions trigger investigations, and those investigations often point back to cleaning operations. While published industry-wide statistics are limited, facility-level data consistently show that 30–60% of particulate or microbial EM failures can be traced to inadequate cleaning tool qualification, improper tool maintenance, or cross-contamination from non-sterile cleaning materials. The mechanism is straightforward: high-lint mops release particles during mopping; those particles settle; subsequent air and surface sampling detect the contamination; investigations reveal that the mop head was not validated, was used beyond its qualified life, or was incompatible with the disinfectant chemistry.
This problem is especially acute in ISO 5–7 production areas (EU GMP Grade B/C equivalents) where aseptic processing support activities—material staging, gowning, equipment prep—occur. These areas operate close to their particle limits by design. Introducing a tool that sheds even 200–300 particles per stroke can push a Class 6 environment (35,200 particles/m³ limit at ≥0.5 µm) into excursion during active cleaning or immediately afterward. The contamination is invisible to the operator but captured by continuous particle monitoring and routine surface/air sampling. The result: production holds, batch investigations, and corrective actions that could have been prevented by specifying validated low-lint mops in the first place.
Cleanrooms and the “Hidden Contamination Vector” Problem
Cleaning tools move through every room in your facility. A mop used in a Grade D material airlock may later be transferred (improperly) into a Grade C corridor, carrying particles or bioburden with it. Even within a single area, repeated use degrades mop fibers—edges fray, sealed seams separate, and foam cores crumble—transforming a qualified low-lint mop into a particle generator unless inspection and replacement protocols are enforced.
Flusenarme Mopps unterbrechen diesen Kontaminationskreislauf, wenn sie ordnungsgemäß validiert und gewartet werden. Ihre Partikelbildung bleibt über mehr als 100 Autoklavenzyklen stabil (bei wiederverwendbaren Systemen) oder wird vollständig eliminiert (bei vorsterilisierten Einwegartikeln). Materialzertifizierungen und Chargenrückverfolgbarkeit ermöglichen es QS-Teams, die Leistung von Werkzeugen zu verfolgen, Verschleißtrends zu erkennen und Mopps auszumustern, bevor sie zu Kontaminationsquellen werden. Dieses Maß an Kontrolle ist mit standardmäßiger Hausmeisterausrüstung nicht erreichbar, weshalb GMP-Einrichtungen unter Annex 1 und der FDA-Aufsicht fusselarme Mopps als regulierte Kontaminationskontrollgeräte und nicht als Reinigungsmittel behandeln.
B2B-Entscheidungspunkt: Chargenrisiko reduzieren und Audits bestehen
For procurement managers and QA directors, the value proposition of low-lint cleanroom mops is quantifiable: each prevented EM excursion avoids investigation costs (often $10,000–$50,000 in labor, testing, and documentation), eliminates production delays, and reduces the risk of regulatory findings that can lead to consent decrees or import alerts. A facility that specifies validated low-lint mops, maintains qualification records, and enforces replacement schedules demonstrates systematic contamination control—precisely what auditors expect to see during GMP inspections. The incremental cost of low-lint mops (typically 20–50% higher than standard mops) is negligible compared to the risk-adjusted cost of a single batch contamination event or a failed inspection.
Arten von fusselarmen Moppmaterialien
Die fusselarme Leistung wird durch Materialauswahl, Faserkonstruktion und Kantenversiegelungstechnologie erreicht. Auf dem Markt für Reinraummopps dominieren vier Hauptmaterialkategorien, die jeweils unterschiedliche Kompromisse in Bezug auf Saugfähigkeit, chemische Beständigkeit, Haltbarkeit und Partikelerzeugung bieten.
100 % Polyester-Mopps mit versiegelten Kanten
Polyester-Strickmopps aus 100 % Endlosfilament-Polyestergarnen stellen den Industriestandard für die fusselarme und langlebige Reinraumreinigung dar. Die Kanten sind heißversiegelt oder ultraschallverschweißt, um ein Auflösen zu verhindern, und die enge Strickstruktur minimiert das Herausziehen der Fasern während des Gebrauchs. Polyester ist chemisch inert und verträgt wiederholte Einwirkungen von Isopropylalkohol (70 % IPA), Wasserstoffperoxid (3–35 %), quartären Ammoniumverbindungen und Natriumhypochlorit (Bleichmittel) in Konzentrationen von bis zu 1 %, ohne dass es zu einer nennenswerten Faserschädigung oder Farbverlust kommt.
Tests zur Partikelerzeugung gemäß ISO 14644-14 zeigen typischerweise <50 particles ≥0.5 µm per stroke for qualified polyester sealed-edge mops, supporting use in ISO Class 5–8 environments. Autoclave stability is excellent: validated products maintain dimensional stability and low-lint performance across 150–200+ sterilization cycles at 121°C. Polyester knit mops are the workhorse choice for reusable cleanroom mop programs, offering the best balance of chemical resistance, durability, and total cost of ownership for facilities with validated laundering and sterilization infrastructure.
Microfiber Low-Lint Mops (Split-Fiber Technology)
Mikrofasermopps verwenden ultrafeine synthetische Fasern – typischerweise Polyester-/Polyamidmischungen mit Durchmessern unter 1 Denier (ungefähr 10 Mikrometer) –, die in einer Split-Faser-Konstruktion hergestellt werden, die mikroskopisch kleine Kanäle für die Partikelerfassung schafft. Das hohe Verhältnis von Oberfläche zu Gewicht sorgt für eine hervorragende Saugfähigkeit (häufig das 6- bis 8-fache des Trockengewichts des Mopps) und eine hervorragende Effizienz beim Einfangen von Partikeln. Dadurch eignen sich Mikrofasermopps sowohl zum Nasswischen mit Desinfektionsmitteln als auch zum feuchten Staubwischen, um Restpartikel zwischen den Desinfektionszyklen zu entfernen.
Bei richtiger Konstruktion mit versiegelten Kanten und Endlosfasern erreichen Mikrofasermopps eine fusselarme Leistung, die mit Polyester-Stricksystemen vergleichbar ist <50 particles per stroke in validation testing. However, microfiber’s split-fiber structure can be vulnerable to certain disinfectant chemistries: repeated exposure to high-concentration bleach (>1%) may cause fiber splitting to progress into fiber damage, increasing particle shedding over time. For this reason, microfiber mops are best suited to facilities using IPA, quats, and hydrogen peroxide as primary disinfectants, with bleach reserved for periodic sporicidal treatment rather than daily use.
Microfiber mops require validated laundering protocols. Improper washing—high heat, fabric softeners, or contaminated laundry equipment—can introduce particles or residues that compromise cleanroom performance. Many facilities mitigate this risk by using pre-sterilized disposable microfiber mops, which eliminate laundry complexity while preserving microfiber’s high absorbency and particle capture advantages. For a detailed comparison of microfiber vs polyester cleanroom mops, see our material selection guide.
Heat-Sealed, Laser-Cut Edge vs Cut-Edge Construction
Edge construction is the single most important factor determining whether a mop qualifies as “low lint.” Cut edges—where fabric is simply sheared and left unsealed—unravel with each use, releasing fiber ends into the cleanroom. Even a single cut edge on an otherwise high-quality mop head can generate hundreds of particles per mopping pass as the edge frays.
Heat-sealed edges use thermal welding to melt and fuse fiber ends, creating a solid border that prevents unraveling. Ultrasonic welding achieves similar results through high-frequency vibration, bonding fibers without introducing adhesives or foreign materials. Laser-cut edges combine precision cutting with edge sealing in a single step, delivering clean, particle-free borders suitable for ISO Class 5 applications. Qualified low-lint mops specify edge sealing method in their product documentation and provide particle generation data demonstrating that sealed edges deliver 60–80% lint reduction compared to cut-edge mops of equivalent material.
Foam-Free vs Foam-Core Mops

Abbildung 2: Die Kantenkonstruktion bestimmt die Flusenbildung. Schnittkantenmopps (links) entwirren sich während des Gebrauchs und geben Faserenden in Reinräume ab. Heißversiegelte Kanten (Mitte) verschmelzen die Faserenden durch thermisches Schweißen, sodass partikelfreie Ränder entstehen. Ultraschallgeschweißte Kanten (rechts) verbinden Fasern durch Hochfrequenzvibration ohne Klebstoffe und sorgen so für eine Flusenreduzierung von 60–80 % im Vergleich zur hochmodernen Konstruktion. Qualifizierte fusselarme Mopps geben in der Produktdokumentation die Kantenversiegelungsmethode an.
Foam-core mops incorporate a central foam substrate encased in a textile outer layer. The foam core provides structural rigidity and even fluid distribution across the mop head, which can be advantageous for applying sporicidal agents uniformly to validated surfaces. However, foam substrates vary widely in chemical resistance; not all foam formulations tolerate repeated exposure to bleach, hydrogen peroxide, or high-temperature autoclaving without degradation (crumbling, discoloration, loss of structural integrity). A degrading foam core becomes a particle source, shedding foam fragments that contaminate the cleanroom.
Schaumfreie Mopps eliminieren dieses Risiko vollständig. Die schaumfreien Designs sind durchgehend aus Endlosfilamentgewebe (Polyester oder Mikrofaser) gefertigt und basieren auf Faserdichte und Strickstruktur, um Saugfähigkeit und strukturelle Integrität zu erreichen. Für Einrichtungen, die aggressive Desinfektionsprogramme verwenden oder mehr als 100 Autoklavenzyklen erfordern, ist die schaumfreie Konstruktion die sicherere und vorhersehbarere Wahl. Wenn Mopps mit Schaumstoffkern spezifiziert werden, müssen die Anbieter chemische Kompatibilitätsdaten, Autoklavenvalidierung (Zyklen bis zum Versagen) und Partikelerzeugungstests nach der Alterung bereitstellen, um nachzuweisen, dass das Schaumstoffsubstrat unter Ihren tatsächlichen Verwendungsbedingungen stabil bleibt.
In welchen Bereichen sind fusselarme Reinraummopps erforderlich?
Not every area in a pharmaceutical or biotech facility demands the same level of lint control. Your Contamination Control Strategy should define area-specific requirements based on ISO classification, GMP grade, product contact risk, and sterility assurance needs. The following framework guides procurement and QA teams in making defensible, risk-based decisions.
Grade A/B Aseptic Processing (ISO Class 5): Mandatory
EU GMP Grade A and Grade B environments—aseptic filling lines, lyophilization loading, vial capping under unidirectional airflow—are the most demanding cleanroom applications. Particle limits are extreme (3,520 particles/m³ at ≥0.5 µm for ISO Class 5), sterility is non-negotiable, and any contamination event can compromise entire production batches. Low-lint mops in these areas must be:
- Sterile: Either pre-sterilized disposables (gamma-irradiated, individually packaged with sterility certificates) or reusable mops autoclaved immediately before use.
- Ultra-low shedding: Particle generation <10 particles per stroke, validated per ISO 14644-14.
- Material transfer controlled: Mops must enter Grade A/B areas through validated sterilization or transfer disinfection procedures (double-ended autoclaves, sterile pass-throughs) per Annex 1 paragraph 4.22.
In practice, most facilities use pre-sterilized disposable mops for Grade A/B cores to eliminate reprocessing risk and simplify material flow. These mops are often supplied pre-saturated with sterile 70% IPA in double-pouch packaging (outer pouch removed in Grade C airlock; inner sterile pouch opened within Grade A/B area). The incremental cost is justified by the elimination of cross-contamination risk and the removal of autoclave reprocessing as a variable in contamination investigations.
ISO 5 Sampling & Weighing Rooms: High Requirement
Materialprobenahmekabinen, Wägeräume für pharmazeutische Wirkstoffe (API) und Compoundierräume der ISO-Klasse 5 unterliegen denselben Partikelgrenzwerten wie Bereiche der Klasse A/B, können jedoch nicht sterile Materialien oder Zwischenprodukte verarbeiten, bei denen Sterilität noch nicht erforderlich ist. Fusselarme Wischmopps sind nach wie vor Pflicht, die Sterilitätsanforderung kann jedoch aufgrund der CCS-Risikobewertung gelockert werden:
- Wiederverwendbare fusselarme Mopps (Polyester mit versiegelter Kante oder Mikrofaser) mit validierten Wasch- und Desinfektionsprotokollen sind akzeptabel, wenn das CCS begründet, dass für den spezifischen Vorgang keine Sterilität erforderlich ist.
- Partikelerzeugung muss noch sein <10–20 Partikel pro Hub, um die ISO-Klasse 5-Klassifizierung aufrechtzuerhalten.
- Desinfektionsmittelverträglichkeit with high-concentration IPA, hydrogen peroxide, and sporicidal agents is required, as these areas undergo frequent bio-decontamination.
For risk-averse facilities or those with limited laundering infrastructure, pre-sterilized disposable mops remain a pragmatic choice even when sterility is not strictly required, as they eliminate the qualification complexity of reusable systems.
Grade C/D Manufacturing (ISO Class 7/8): Recommended but Flexible
Grade C aseptic processing support areas (ISO Class 7) and Grade D final packaging or non-sterile compounding areas (ISO Class 8) operate under relaxed particle limits (352,000 and 3,520,000 particles/m³ at ≥0.5 µm, respectively). Standard high-quality cleaning mops may technically meet classification limits in these areas. However, low-lint mops remain best practice for several reasons:
- Kontaminationsprävention: Particles shed in Grade C/D areas can be carried into higher-grade zones via personnel gowning, material transfer, or airflow patterns, seeding contamination that manifests as EM excursions in Grade A/B areas.
- Stabilität des EM-Trends: Using validated low-lint mops facility-wide simplifies environmental monitoring programs, reduces baseline particle counts, and makes it easier to detect true contamination events versus tool-related noise.
- Regulatory expectation alignment: Auditors expect systematic contamination control, not a patchwork of qualified and non-qualified equipment. Specifying low-lint mops across all classified areas demonstrates a mature CCS.
For budget-conscious procurement, a pragmatic compromise is to use reusable low-lint mops (polyester sealed-edge, validated for 150+ autoclave cycles) in Grade C/D areas while reserving pre-sterilized disposables for Grade A/B cores.
Support Areas, Manlocks, and Cross-Contamination Risk
Umkleideräume, Personenschleusen (Manlocks) und Materialbereitstellungsbereiche können der ISO-Klasse 8 oder niedriger zugeordnet werden. Während die Partikelgrenzwerte mild sind, dienen diese Bereiche als Kontaminationskontrollpuffer, die höherwertige Zonen schützen. Der Einsatz fusselarmer Wischmopps in den Stützbereichen verhindert die Ansammlung von Partikeln auf Kleiderbänken, Luftschleusenoberflächen und Transferwagen, die von Personal oder Materialien in Produktionsbereiche getragen werden könnten.
Eine kritische CCS-Kontrolle: Farbcodierte Mop-Trennung. Mopps, die in Förderbereichen der Klasse D verwendet werden, dürfen niemals in Zonen der Klasse A/B gelangen. Farbcodierung (z. B. blaue Mopps für Produktionsbereiche, rot für die Abfallentsorgung, grün für Umkleideräume) in Kombination mit physischer Trennung (getrennte Lagerung, dokumentierte Verfahren, Bedienerschulung) verhindert Kreuzkontaminationen. Auch für minderwertige Bereiche sollten fusselarme Wischmopps spezifiziert werden, um eine systemweite Kontaminationskontrolle aufrechtzuerhalten und die Schulung zu vereinfachen (ein Standard: Alle Wischmopps sind fusselarm und haben versiegelte Kanten, unabhängig vom Bereich).
B2B-Entscheidungsrahmen: „Muss vorhanden, empfohlen, optional“
Für Beschaffungsteams, die Moppspezifikationen erstellen:
- Muss vorhanden sein (nicht verhandelbar): Aseptische Kerne der Güteklasse A/B, Probenahme-/Wägeräume der ISO-Klasse 5 – vorsterilisierter Einweg- oder autoklavierter Mehrweg, <10 Partikel/Hub.
- Strongly recommended (risk reduction): Grade C support areas (ISO Class 7), high-value or high-risk manufacturing zones—reusable low-lint with validated laundering, <50 particles/stroke.
- Recommended (best practice): Grade D packaging/compounding (ISO Class 8), support areas, manlocks—reusable low-lint, <100 particles/stroke, or accept standard cleanroom mops if CCS risk assessment justifies.
- Optional (context-dependent): Non-classified warehouse, office areas adjacent to cleanrooms—standard cleanroom mops acceptable, but low-lint preferred to prevent particle migration.
This tiered framework balances contamination control with cost, allowing facilities to allocate budget to the highest-risk areas while maintaining defensible, audit-ready specifications across the facility.
Testing & Validierungsstandards für fusselarme Mopps
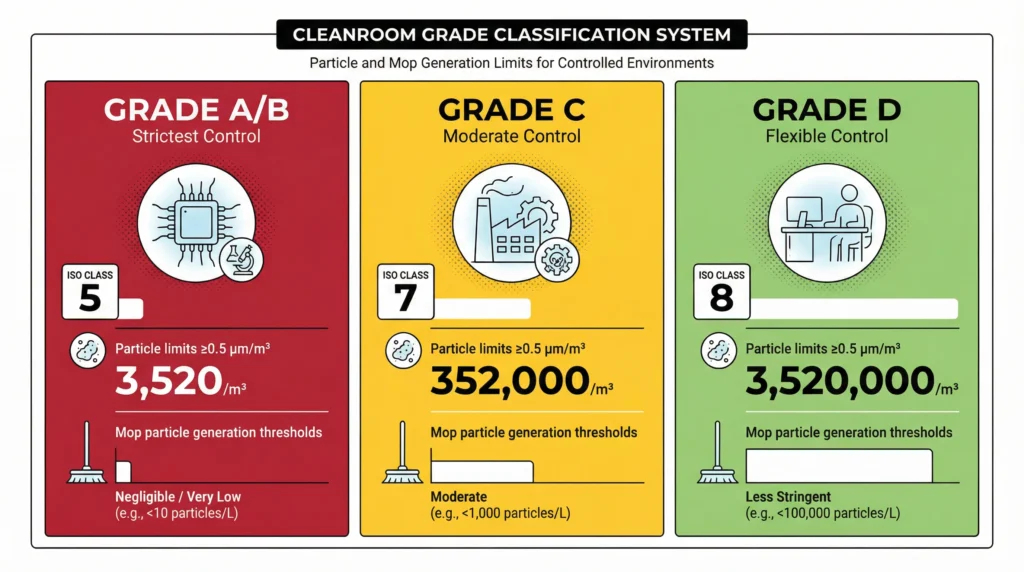
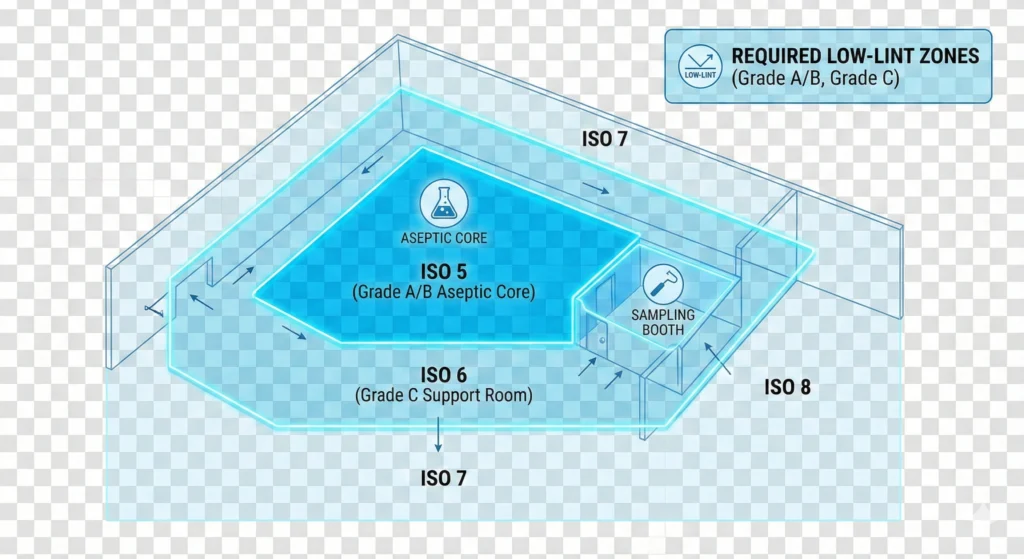
Abbildung 3: Die Gebietsklassifizierung bestimmt den Bedarf an fusselarmen Mopps. Aseptische Kerne der Klasse A/B (ISO-Klasse 5) erfordern sterile Mopps mit <10 Partikel/Hub – aus Gründen der Einhaltung gesetzlicher Vorschriften nicht verhandelbar. Für Stützbereiche der Klasse C (ISO-Klasse 7) sind validierte fusselarme Mopps erforderlich <50 Partikel/Hub, um die Migration von Verunreinigungen zu verhindern. Bereiche der Klasse D (ISO-Klasse 8) akzeptieren Standard-Reinraummopps, profitieren aber von fusselarmen Systemen für EM-Trendstabilität. Ein farbcodiertes Rahmenwerk leitet Beschaffungsentscheidungen nach Risikostufe.
Claiming “low lint” is not enough—GMP facilities require documented evidence that cleaning equipment meets quantified performance thresholds. Validation testing provides the data that supports equipment qualification, defends regulatory audits, and enables root-cause analysis when contamination events occur. Fünf Kerntestkategorien definieren die Validierung fusselarmer Mopps.

Helmke-Trommeltest (Partikelemissionsklassifizierung)
The Helmke Drum test, standardized in IEST-RP-CC003.4, measures whole-garment or textile particle emission under simulated-use conditions. The test article (mop head, wiper, or garment) is placed inside a stainless-steel rotating drum that tumbles at 10 rpm for 10 minutes. Airborne particles released during tumbling are sampled via an isokinetic probe connected to a laser particle counter operating at approximately 1 cubic foot per minute (CFM). Particle counts are recorded at ≥0.3 µm and ≥0.5 µm, then compared to IEST-RP-CC003.3 category tables to classify the textile as Category I (recommended for ISO 1–3), Category II, or Category III (recommended for ISO 4–9).
For cleanroom mops, Helmke Drum testing validates that the mop head falls into Category I or II, confirming suitability for use in ISO Class 5–8 environments. Testing is typically performed on new mop heads and again after simulated aging (50–100 autoclave cycles or equivalent laundering) to verify that particle generation remains stable over the qualified use life. Vendors should provide Helmke Drum test reports with particle emission rates (particles/minute) and category classification; facilities conducting in-house validation can use the same protocol to qualify alternative suppliers or investigate contamination events.
ISO 9073-10 Dry-State Linting Test
ISO 9073-10 defines a dry-state linting method for nonwoven textiles, measuring the mass of lint released when a textile sample is tumbled in a standardized apparatus. While this test is widely used for wiper and garment qualification, it measures lint by weight (milligrams) rather than particle count, making it less directly applicable to cleanroom mop qualification (where particle concentration is the regulatory metric). However, ISO 9073-10 data can supplement Helmke Drum results by providing material-level characterization, especially for comparing fiber substrates or edge sealing methods during product development.
Air Particle Shedding Test (ISO 14644-14)
ISO 14644-14 provides a framework for assessing equipment suitability by measuring airborne particle concentration during equipment use. For mop validation, this translates to placing a mop head (attached to frame and handle) in a controlled cleanroom environment, performing standardized mopping strokes on a representative floor surface (epoxy or vinyl cleanroom flooring), and measuring particle generation using optical particle counters positioned downstream of the mopping path.
Test protocol details:
- Mopping pattern: Overlapping S-curves, 2 meters per pass, standardized stroke velocity (0.5 m/s).
- Downforce: Calibrated to 500 grams using a load cell or spring scale to simulate actual operator pressure.
- Mop condition: Saturated with pharmaceutical-grade water or representative disinfectant (70% IPA, hydrogen peroxide) to test wet-state shedding.
- Particle measurement: Optical particle counter sampling at 1 CFM, positioned 0.5 meters downstream, measuring ≥0.5 µm and ≥5 µm for 5 minutes post-mopping.
Acceptance criteria: Particle generation must remain below a defined threshold—typically <10 particles per stroke for ISO Class 5 use, <50 particles per stroke for ISO Class 6–7, and <100 Partikel pro Hub für ISO-Klasse 8. Die Tests werden an neuen Mopps und nach Alterung (25, 50, 75, 100 Autoklavenzyklen) durchgeführt, um die Leistungsstabilität zu validieren. Dieser Test misst direkt den Beitrag des Mopps zur Partikelbelastung in der Luft unter tatsächlichen Einsatzbedingungen und ist damit der Goldstandard für die Qualifizierung von Reinraum-Mopps.
Nassabwurfleistung und Desinfektionsmittelverträglichkeit
Das Partikelabgabeverhalten ändert sich, wenn Mopps mit Desinfektionsmitteln benetzt werden. Einige Materialien quellen auf, versteifen sich oder setzen Partikel aggressiver frei, wenn sie mit IPA, Wasserstoffperoxid oder Bleichmittel gesättigt werden. Die Nassablösungsvalidierung kombiniert die chemische Einwirkung mit der Prüfung der Partikelerzeugung:
- Einweichtest: Submerge mop head in disinfectant solution at use concentration (e.g., 70% IPA, 3% H₂O₂, 0.5% bleach) for defined contact time (10–30 minutes).
- Rinse and wring: Simulate operator handling—wring out excess solution, inspect for visible fiber damage or color change.
- Particle generation re-test: Perform air particle shedding test (ISO 14644-14 protocol) with the wetted mop to measure particle release during actual cleaning.
Repeat this cycle for 10, 50, and 100 exposures to simulate cumulative chemical stress. Acceptance criteria: No mechanical failure (fiber breakage, edge separation), no absorption loss >20%, and particle generation must remain within qualified limits. This test validates that the mop’s low-lint performance is maintained across realistic disinfectant exposure and aging.
Extractables & Leachables Testing (for High-Risk Areas)
In Grade A/B environments or where mops may contact product-contact surfaces (isolator interiors, filling line decks), extractables and leachables (E&L) testing verifies that mop materials do not introduce chemical contaminants. E&L studies expose mop material to solvents (water, IPA, acidic/basic solutions) under controlled conditions, then analyze the extract using gas chromatography-mass spectrometry (GC-MS) or liquid chromatography-mass spectrometry (LC-MS) to identify and quantify leached substances. Compounds detected above threshold levels must be evaluated for toxicological risk and compatibility with product specifications.
For most pharmaceutical cleanroom mop applications, E&L testing is not required if the mop never contacts product or product-contact surfaces. However, facilities using mops inside isolators, on filling line surfaces, or in direct contact with vials/stoppers should request E&L-Daten von Lieferanten oder führen Sie interne Studien durch. Polyester- und Polypropylen-Moppmaterialien weisen im Allgemeinen ein geringes Extraktionsprofil auf, während bestimmte Schaumstoffsubstrate Weichmacher oder Verarbeitungshilfsstoffe auslaugen können, die einer Bewertung bedürfen.
Flusenstabilität im Autoklavenzyklus (für wiederverwendbare Mopps)
Wiederverwendbare fusselarme Mopps müssen ihre Leistung über ihre gesamte Nutzungsdauer hinweg aufrechterhalten – normalerweise 50–200 Autoklavenzyklen. Beim Stabilitätstest im Autoklaven werden Moppköpfe einer wiederholten Sterilisation bei 121 °C (oder höher, je nach Einrichtungsprotokoll) unterzogen. Anschließend werden die Dimensionsstabilität, die mechanische Festigkeit und die Partikelerzeugung in definierten Intervallen gemessen:
- Grundlinie (Zyklus 0): Neuer Mopp, Partikelerzeugung <50 Partikel pro Hub.
- Mittleres Leben (Zyklus 50): Dimensionsänderung <5 %, Zugfestigkeitserhalt >80 %, Partikelerzeugung <50 Partikel pro Hub.
- End-of-life (cycle 100–200): Dimensionsänderung <10%, no edge separation or visible fiber damage, particle generation still <50 Partikel pro Hub.
Failure criteria: Visible degradation (fraying, discoloration, edge separation), dimensional change >10%, or particle generation exceeding qualification limits. Vendors should provide autoclave validation data showing cycles to failure; facilities can verify this data in-house by aging sample mops through their actual autoclave protocols and disinfectant exposures, then retesting particle generation per ISO 14644-14.

MIDPOSI Low-Lint Mop Recommendations
MIDPOSI bietet ein Portfolio validierter fusselarmer Reinraumwischtücher, die den Anforderungen von ISO 14644 und EU GMP Annex 1 in den Bereichen Pharmazie, Biotechnologie, Halbleiter und Medizingerätefertigung entsprechen. Unsere Produktlinie deckt das gesamte Spektrum der Reinraumklassifizierungen ab, von aseptischen Kernen der Klasse A bis hin zu Unterstützungsbereichen der Klasse D, mit dokumentierter Partikelerzeugungsleistung, Validierung der chemischen Kompatibilität und behördlicher Dokumentation.
Vorsterilisierte Einweg-Mopps (Klasse A/B, ISO-Klasse 5)
MIDPOSI Gamma-steriles Polyester-Mopppad (Produktcode: CMP-DS-POLY-GS)
- Material: 100 % Endlosfilament-Polyester-Strick, heißversiegelte Kanten, schaumfreie Konstruktion.
- Sterilisation: Gamma irradiation (25–50 kGy), individually packaged in double-pouch sterile barrier system with lot-specific sterility certificates.
- Partikelerzeugung: <10 particles ≥0.5 µm per stroke (validated per ISO 14644-14).
- Anwendungen: EU GMP Grade A/B aseptic filling, lyophilization loading, vial capping; ISO Class 5 sampling booths and weighing rooms.
- Pre-saturated option: Available pre-wetted with sterile 70% IPA (CMP-DS-POLY-GS-IPA) in triple-layer packaging for direct Grade A use.
- Dokumentation: Sterility certificate (SAL 10⁻⁶), particle generation test report, material safety data sheet, gamma dose records.
MIDPOSI Gamma-Sterile Microfiber Mop Pad (Product Code: CMP-DS-MF-GS)
- Material: Polyester/polyamide microfiber blend (<1 denier), ultrasonic-sealed edges, split-fiber construction for enhanced particle capture.
- Sterilisation: Gamma irradiation, double-pouch packaging.
- Partikelerzeugung: <10 particles ≥0.5 µm per stroke; superior absorbency (8× dry weight) for sporicidal agent application.
- Anwendungen: Grade A/B environments requiring high absorbency; isolator interiors; spill containment in sterile areas.
- Chemische Kompatibilität: Validated for 70% IPA, 3–10% H₂O₂, quaternary ammonium compounds (not recommended for >0.5% bleach in single-use application).
Reusable Autoclavable Mops (Grade C/D, ISO Class 6–8)
MIDPOSI Polyester Sealed-Edge Reusable Mop (Product Code: CMP-RUS-POLY-150)
- Material: 100% polyester knit, continuous-filament yarn, heat-sealed edges on all four sides.
- Autoclave validation: 150+ cycles at 121°C with <5% dimensional change and maintained particle generation performance.
- Partikelerzeugung: <50 Partikel ≥0,5 µm pro Hub über die gesamte Nutzungsdauer.
- Chemische Beständigkeit: Validiert für 70 % IPA, 0,5–1 % Bleichmittel, 3–35 % H₂O₂, quartäre Ammoniumverbindungen (2.000 ppm) und phenolische Desinfektionsmittel.
- Anwendungen: Aseptische Unterstützungsbereiche der Klasse C, Fertigungszonen der ISO-Klasse 6–7, Verpackungs- und Compoundierungsbereiche der Klasse D.
- Kosteneffizienz: Niedrigste Kosten pro Nutzung für Einrichtungen mit hohem Volumen und validierter Waschinfrastruktur.
MIDPOSI Mikrofaser-Wiederverwendbarer Mopp (versiegelte Kante) (Produktcode: CMP-RUS-MF-100)
- Material: Polyester/Polyamid-Mikrofaser, ultraschallverschweißte Kanten, Split-Fiber-Technologie.
- Autoclave validation: 100+ Zyklen bei 121°C.
- Partikelerzeugung: <50 Partikel ≥0,5 µm pro Hub; Außergewöhnliche Partikelerfassungseffizienz für feuchte Staubentfernung und Restpartikelentfernung.
- Saugfähigkeit: 6–8× dry weight; ideal for large-area mopping and heavy disinfectant application.
- Chemische Kompatibilität: Optimized for IPA and hydrogen peroxide programs; acceptable for periodic bleach use (≤0.5%).
- Anwendungen: ISO Class 6–8 environments prioritizing absorbency and particle capture; gowning rooms; material airlocks.
Product Selection Table by Cleanroom Grade
| Reinraumqualität | ISO-Klasse | Particle Limit (≥0.5 µm/m³) | Recommended MIDPOSI Product | Partikelerzeugung | Sterilisation | Cost Category |
| Grade A/B | Class 5 | 3,520 | CMP-DS-POLY-GS (Gamma-Sterile Disposable) | <10 particles/stroke | Gamma, pre-sterile | Premium |
| Grade A/B | Class 5 | 3,520 | CMP-DS-MF-GS (Gamma-Sterile Microfiber Disposable) | <10 particles/stroke | Gamma, pre-sterile | Premium |
| Klasse C | Class 7 | 352,000 | CMP-RUS-POLY-150 (Polyester Reusable) | <50 particles/stroke | Autoclave in-house | Standard |
| Klasse C | Class 7 | 352,000 | CMP-RUS-MF-100 (Microfiber Reusable) | <50 particles/stroke | Autoclave in-house | Standard |
| Klasse D | Class 8 | 3,520,000 | CMP-RUS-POLY-150 (Polyester Reusable) | <50 particles/stroke | Disinfection or autoclave | Economy |
| ISO 5 Sampling/Weighing | Class 5 | 3,520 | CMP-DS-POLY-GS or CMP-RUS-POLY-150 | <10–20 particles/stroke | Per CCS requirements | Variable |
| Support Areas / Manlocks | Class 8+ | ≥3,520,000 | CMP-RUS-POLY-150 or standard cleanroom mop | <100 particles/stroke | Disinfection | Economy |
How to Order and Validation Support
MIDPOSI provides comprehensive technical support to assist QA teams, facility engineers, and procurement specialists in selecting, qualifying, and deploying low-lint cleanroom mops:
- Sample kits: Evaluation packs containing 5–10 mop heads (mix of polyester and microfiber, reusable and disposable) for in-house pilot testing and particle generation validation.
- Technical documentation: Particle generation test reports (ISO 14644-14), Helmke Drum test results, chemical compatibility matrices, autoclave validation data, and sterility certificates (for disposables) provided with every product shipment.
- Validation protocols: Customized test protocols for facility-specific qualification studies, including recommended acceptance criteria, sampling plans, and data analysis templates.
- On-site training: Operator training sessions covering proper mop handling, disinfectant application techniques, color-coded segregation systems, and inspection procedures for identifying mop degradation.
- Regulatory documentation support: Assistance preparing justification documents for FDA audits, EMA inspections, and Contamination Control Strategy updates, including risk assessments and vendor qualification summaries.
For product catalogs, technical specifications, or to request a sample kit, visit MIDPOSI cleanroom consumables or contact your regional technical representative. Our team is available to discuss facility-specific contamination control challenges and recommend mop configurations optimized for your ISO classification, disinfectant program, and budget constraints.







