Los trapeadores estériles para salas blancas para procesamiento aséptico son trapeadores reutilizables de un solo uso o estrictamente validados que alcanzan el nivel de garantía de esterilidad SAL 10⁻⁶ (Nivel de garantía de esterilidad) a través de métodos de esterilización validados con confirmación de indicador biológico.
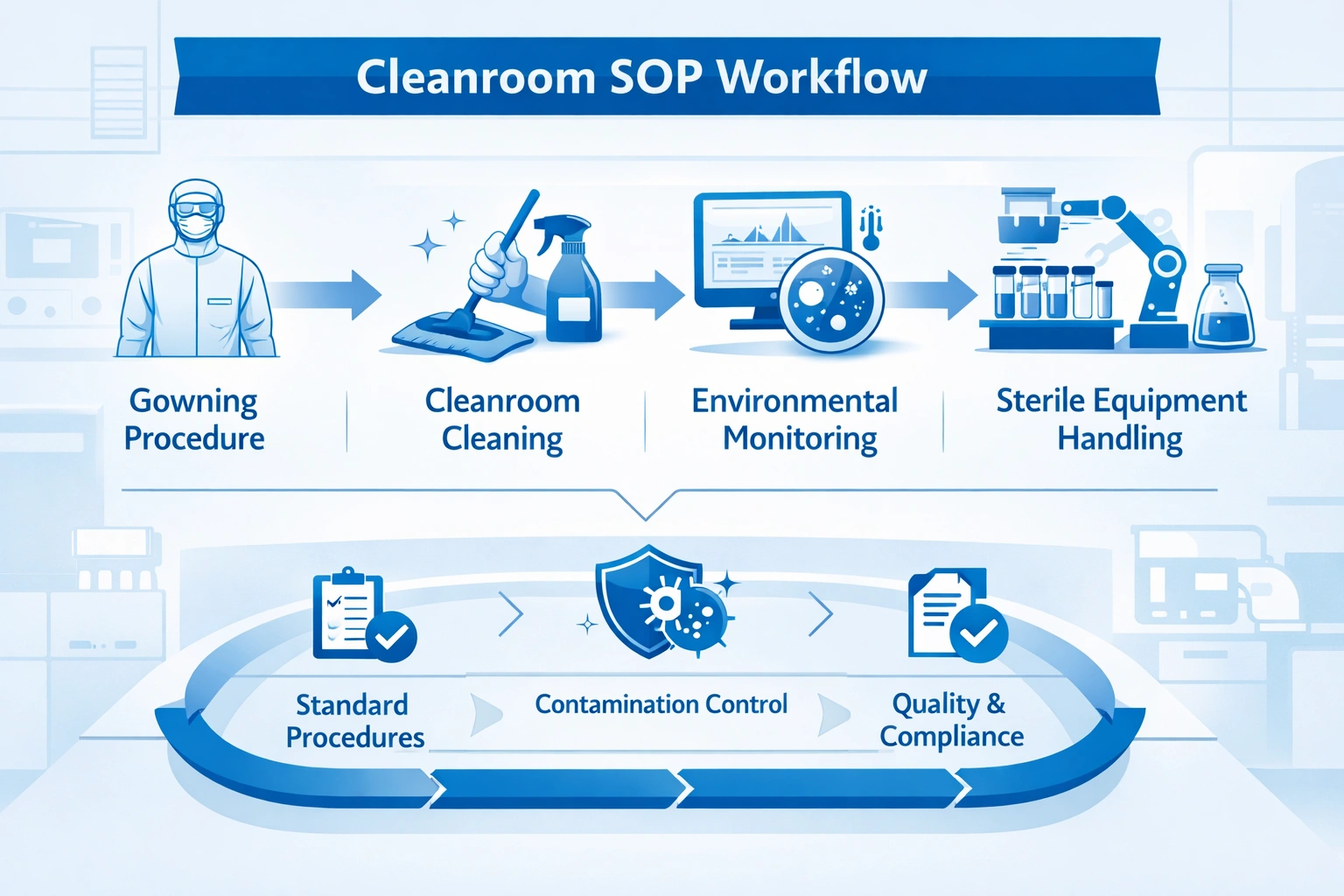
Los trapeadores estériles para salas blancas para procesamiento aséptico son una parte fundamental de las operaciones de salas blancas que cumplen con GMP e ISO. Respaldan el control de la contaminación, los procedimientos de limpieza validados y la garantía de esterilidad en entornos de fabricación asépticos.
Los trapeadores estériles para salas blancas son una parte fundamental de los programas de control de la contaminación que cumplen con las GMP.
Las expectativas del Anexo 1 de FDA, EMA y EU GMP requieren esterilidad, trazabilidad y documentación validadas.
El monitoreo regular y la verificación de esterilidad son esenciales para mantener el cumplimiento y el control del proceso.
La capacitación del personal y la disciplina procesal son necesarias para garantizar el manejo y uso correcto del trapeador aséptico.
El manejo de desviaciones, los sistemas CAPA y los registros listos para auditoría ayudan a impulsar la mejora continua.

Fregonas estériles para salas blancas para procesamiento aséptico son trapeadores reutilizables de un solo uso o estrictamente validados que alcanzan el nivel de garantía de esterilidad SAL 10⁻⁶ (Sterility Assurance Level) mediante métodos de esterilización validados con confirmación de indicadores biológicos. De acuerdo con el Anexo 1 de GMP de la UE y la guía de la FDA, los trapeadores estériles utilizados en zonas críticas de Grado A (ISO 5) requieren irradiación gamma o esterilización en autoclave validada, embalaje de barrera estéril, trazabilidad basada en lotes y verificación de esterilidad documentada a través de indicadores biológicos. Los trapeadores estériles reducen el riesgo de contaminación por reutilización y brindan esterilidad asegurada para la fabricación aséptica donde la esterilidad del producto no es negociable.
En el procesamiento farmacéutico aséptico, un trapeador comprometido o un procedimiento de limpieza no validado pueden resultar en pérdida de lote, riesgo para la seguridad del paciente y hallazgos regulatorios. La mayoría de las instalaciones entienden el concepto, pero pocas tienen un marco completo de garantía de esterilidad que integre la ciencia de los materiales, la validación de la esterilización, la integridad del embalaje y el seguimiento del uso.
Este artículo proporciona un marco de garantía de esterilidad completo y listo para implementar para trapeadores de procesamiento aséptico, un tema crítico que muchos competidores abordan solo en un nivel básico de descripción del producto en lugar de desde una perspectiva de excelencia operativa y control de contaminación.
Como se discutió en nuestro Guía de fregonas para salas blancas desechables y reutilizables, la garantía de esterilidad requiere comprender el ciclo de vida completo, desde la selección del material hasta la esterilización validada, el uso aséptico y la trazabilidad.
| Estándar | Requisito de grado A (ISO 5) | Evidencia requerida | Frecuencia |
|---|---|---|---|
| Anexo 1.5 de las BPM de la UE | Esterilidad demostrable | confirmación de BI | Por uso |
| Guía de procesamiento aséptico de la FDA | Método de esterilización validado. | Informe de validación | Por lote/trapeador |
| USP <797> | Garantía de esterilidad | Certificado de análisis | Por lote |
| PDA TR13 | Programa de mantenimiento de esterilidad | Datos de seguimiento | En curso |
┌─────────────────────────────────────────────────────────────────────┐
│ STERILITY ASSURANCE LEVEL (SAL) EXPLAINED │
├─────────────────────────────────────────────────────────────────────┤
│ WHAT IS SAL 10⁻⁶? │
│ • Probability of finding viable microorganism: 1 in 1,000,000 │
│ • Mathematical notation: 10⁻⁶ │
│ • Required for aseptic processing and terminally sterilized │
│ products │
│ │
│ HOW IS IT ACHIEVED? │
│ • Method: Gamma irradiation (25-50 kGy) OR ETO (37-63°C) │
│ • Validation: Biological indicator (BI) showing no growth │
│ • Material compatibility: Must withstand sterilization without │
│ degradation │
│ • Packaging: Maintains sterility until use │
│ │
│ DOCUMENTATION REQUIRED │
│ • Sterilization certificate from supplier │
│ • Lot number traceability │
│ • BI confirmation records │
│ • Validation data for facility method │
│ │
│ STERILITY ASSURANCE LEVELS │
│ • SAL 10⁻⁶: Terminal sterilization (Grade A critical zone) │
│ • SAL 10⁻³: High-level disinfection (Grade B) │
│ • SAL 10⁻⁴: Sanitization (Grade C) │
└─────────────────────────────────────────────────────────────────────┘
| Método | Temperatura | Dosis/Tiempo | Eficacia | Compatibilidad de materiales | Verificación |
|---|---|---|---|---|---|
| Irradiación gamma | N / A | 25-50 kGy | ≥6 registro, SAL 10⁻⁶ | Todos los materiales | certificado BI |
| Autoclave (vapor) | 121-134°C | 15-30 minutos a 15 psi | ≥6 registro, SAL 10⁻⁶ | Compatible con poliéster | BI por ciclo |
| ETO (óxido de etileno) | 37-63°C | 3-12 h + 48 h aireación | ≥6 registro, SAL 10⁻⁶ | Todos los materiales | certificado BI |
| Calor seco | 160-180°C | 2-4 horas | ≥4 log, SAL 10⁻⁶ | Materiales limitados | certificado BI |

Recomendado para Grado A:
┌─────────────────────────────────────────────────────────────────────┐
│ GAMMA IRRADIATION FOR ASEPTIC MOPS FRAMEWORK │
├─────────────────────────────────────────────────────────────────────┤
│ IRRADIATION PARAMETERS │
│ • Dose range: 25-50 kGy │
│ • Source: Cobalt-60 or Cesium-137 │
│ • Effect: SAL 10⁻⁶ sterility achieved │
│ • Penetration: Through entire mop assembly │
│ • Temperature rise: Minimal during irradiation │
│ │
│ MATERIAL CONSIDERATIONS │
│ • Polyester: Excellent (maintains integrity) │
│ • Microfiber: Good (minor degradation at high dose) │
│ • Blends: Variable (validate per material) │
│ • Handles: Must be irradiation-compatible │
│ │
│ VALIDATION PROTOCOL │
│ ☐ Supplier BI certificate attached to each package batch │
│ ☐ BI type specified │
│ ☐ BI population: ≥10⁶ spores │
│ ☐ D-Value: ≥10⁶ (10⁻⁶) │
│ ☐ Incubation: 30 days at 55-60°C │
│ ☐ Result: No growth required for acceptance │
│ │
│ PACKAGING INTEGRITY │
│ ☐ Sterile barrier packaging │
│ ☐ Sealed outer packaging │
│ ☐ Maintain sterility indicator visibility │
│ ☐ No damage or breach detected │
│ │
│ CERTIFICATE VERIFICATION │
│ ☐ Certificate reviewed against irradiation parameters │
│ ☐ Lot number cross-referenced │
│ ☐ Valid through date confirmed │
└─────────────────────────────────────────────────────────────────────┘
| Elemento de embalaje | Requisito | Control crítico | Verificación |
|---|---|---|---|
| Barrera primaria | Doble bolsa esterilizada o recipiente sellado | Sin detección de violaciones | Inspección visual |
| Embalaje exterior | Capa protectora a prueba de roturas | integridad física | Prueba de integridad del sello |
| Indicador de esterilidad | Visibles y accesibles | Confirmar integridad | Verificación de cambio de color |
| Trazabilidad de lotes | Número de lote único en todas las unidades. | Trazabilidad | Escaneo / verificación |
| Formato listo para usar | Acceso rápido y sin contaminación | Riesgo de contención | Protocolo de transferencia aséptica |
| Vencimiento | Válido hasta la fecha mostrada | Esterilidad por tiempo limitado | Monitoreo de fechas |
Procedimiento crítico para zonas Grado A:
┌─────────────────────────────────────────────────────────────────────┐
│ ASEPTIC MOP TRANSFER PROTOCOL (GRADE A) │
├─────────────────────────────────────────────────────────────────────┤
│ PRE-TRANSFER PREPARATION │
│ ☐ Personnel in Grade A gowning complete │
│ ☐ Gloves sanitized and donned │
│ ☐ Transfer area validated as clean │
│ ☐ Mop staging area prepared │
│ ☐ Tools and materials ready │
│ │
│ PHASE 1: PACKAGING OPENING │
│ ☐ Outer packaging inspected for integrity │
│ ☐ No damage, tears, or breaches detected │
│ ☐ Sterility indicator verified │
│ ☐ Opened with sterile scissors or tool │
│ │
│ PHASE 2: PRIMARY BARRIER REMOVAL │
│ ☐ Inner sterile bag exposed within clean air │
│ ☐ Mop immediately removed with sterile forceps │
│ ☐ Transferred to sterile holding container │
│ ☐ Container sealed immediately │
│ │
│ PHASE 3: ASEPTIC TRANSFER │
│ ☐ Mop transported via pass-through or direct transfer │
│ ☐ No exposure to non-aseptic environment │
│ ☐ Received by Grade A operator │
│ ☐ Transfer documented: Time, Mop ID, Lot #, Operators │
│ │
│ PHASE 4: DOCUMENTATION │
│ ☐ Transfer log updated │
│ ☐ Sterility indicator recorded │
│ ☐ Any discrepancies documented and investigated │
└─────────────────────────────────────────────────────────────────────┘
┌─────────────────────────────────────────────────────────────────────┐
│ STERILE MOP LOT TRACEABILITY FRAMEWORK │
├─────────────────────────────────────────────────────────────────────┤
│ SUPPLIER LOT INFORMATION │
│ ☐ Supplier name │
│ ☐ Supplier lot # │
│ ☐ Manufacturing date │
│ ☐ Sterilization date │
│ ☐ Irradiation dose and method │
│ ☐ Sterility certificate # │
│ ☐ Valid through │
│ │
│ RECEIVING VERIFICATION │
│ ☐ Certificate matches shipment │
│ ☐ Lot number matches certificate │
│ ☐ Dose within specified range │
│ ☐ Sterility indicator verified │
│ ☐ Packaging integrity confirmed │
│ │
│ USAGE TRACKING SYSTEM │
│ ☐ Unique mop ID per unit │
│ ☐ Use date / operator / zone / purpose │
│ ☐ Disposal method documented │
│ │
│ DISPOSAL / REPLACEMENT TRACKING │
│ ☐ Disposal date │
│ ☐ Replacement mop ID │
│ ☐ Disposal reason documented │
│ │
│ AUDIT TRAIL │
│ ☐ Complete record from receipt to disposal │
│ ☐ Audit-ready for inspection │
│ ☐ Retention period: 5 years minimum │
└─────────────────────────────────────────────────────────────────────┘
| Indicador de control de calidad | Criterios de aceptación | Frecuencia | Umbral de acción |
|---|---|---|---|
| Aceptación de BI | No se requiere crecimiento | Por lote | Cualquier crecimiento = rechazo del lote |
| Precisión del número de lote | Coincidencia del 100 % entre el embalaje y el certificado | Por recibo | Falta de coincidencia = investigación |
| Rango de dosis | 25-50 kGy | Por lote | Fuera de rango = reesterilización |
| Integridad del embalaje | 100% intacto | Por uso | Incumplimiento = eliminación |
| Cumplimiento de vencimiento | No se utilizan trapeadores caducados | Por uso | Caducado = rechazo |
| Trazabilidad | 100% desde la recepción hasta la eliminación | Trimestral | Lagunas = investigación |
Programa completo de pruebas de BI:
┌─────────────────────────────────────────────────────────────────────┐
│ BIOLOGICAL INDICATOR (BI) VERIFICATION FRAMEWORK │
├─────────────────────────────────────────────────────────────────────┤
│ BI SELECTION CRITERIA │
│ ☐ Organism: Geobacillus stearothermophilus spores │
│ ☐ Population: ≥10⁶ spores │
│ ☐ D-Value: ≥10⁶ (10⁻⁶) │
│ ☐ Resistant to irradiation │
│ │
│ SUPPLIER VERIFICATION │
│ ☐ Supplier BI validation data reviewed │
│ ☐ Certificate authenticity verified │
│ ☐ BI placement confirmed │
│ │
│ INCUBATION PROCEDURE │
│ ☐ Temperature: 55-60°C │
│ ☐ Duration: 30 days minimum │
│ ☐ Positive control included │
│ ☐ Negative control included │
│ │
│ RESULT INTERPRETATION │
│ ☐ No growth = Acceptable │
│ ☐ Growth = Reject lot │
│ ☐ Inconclusive = Re-test │
│ │
│ LOT ACCEPTANCE DECISION │
│ ☐ ACCEPT / REJECT / RE-STERILIZE / INVESTIGATE │
└─────────────────────────────────────────────────────────────────────┘| Métrico | Objetivo | Fuente de datos | Frecuencia | Nivel de alerta |
|---|---|---|---|---|
| Tasa de aprobación de BI | 100% (0 fallos) | pruebas de BI | Por lote | <95% |
| Tasa de rechazo de lotes | <1% | Registro de rechazo | Trimestral | >2% |
| Integridad del indicador de esterilidad | 100% intacto | Inspección | Por uso | <95% |
| Integridad de la trazabilidad | 100% | Auditoría | Mensual | <90% |
| Cumplimiento de vencimiento | 100% | Registro de uso | Mensual | <95% |
| Tarifa válida | 0% venció | sistema de control de calidad | Continuo | Cualquier |
| Tasa de reesterilización | <0.5% | Registro de reesterilización | Trimestral | >1% |

Consecuencias
Mejores prácticas
Consecuencias
Mejores prácticas
Consecuencias
Mejores prácticas
A: El procesamiento aséptico requiere SAL 10⁻⁶, lo que significa que existe una probabilidad entre un millón de encontrar un microorganismo viable. Esto se logra mediante métodos de esterilización validados, como la irradiación gamma, la esterilización en autoclave validada o la esterilización ETO con aireación adecuada. La selección del método depende de la compatibilidad del material y de la infraestructura de esterilización disponible.
A: La verificación de la esterilidad requiere un programa de confirmación de indicadores biológicos. Esto incluye revisión del certificado del proveedor, inspección de recepción, verificación de la integridad del embalaje, coincidencia correcta de lotes, confirmación del certificado BI y documentación completa desde la recepción hasta la eliminación. Los trapeadores reutilizables requieren pruebas de BI por ciclo de esterilización o en intervalos validados.
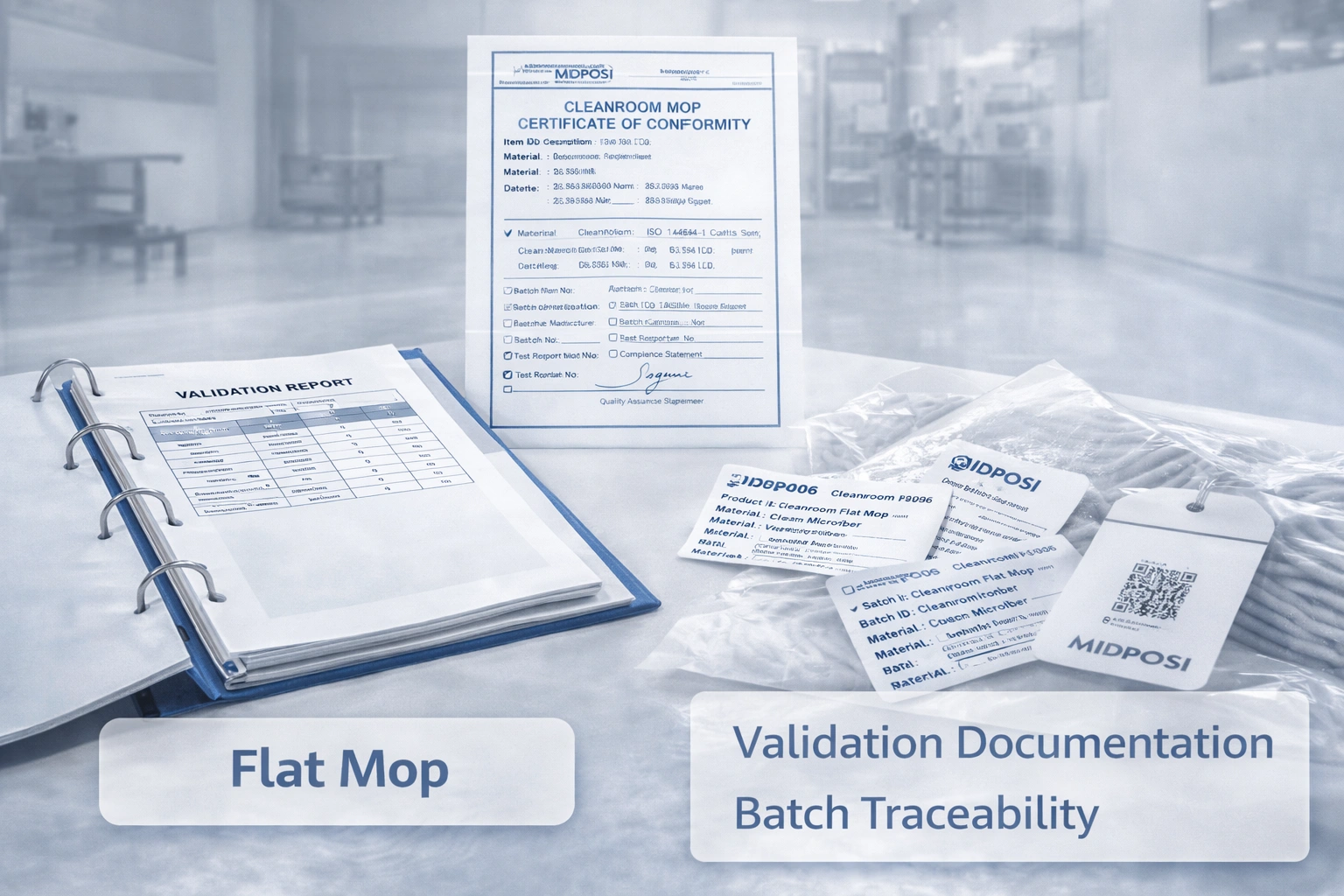
A: Los trapeadores estériles para salas blancas requieren un embalaje que mantenga la esterilidad hasta su uso. Esto generalmente incluye una barrera estéril primaria, una capa protectora externa, indicadores de esterilidad visibles, trazabilidad del lote, un formato de transferencia aséptico listo para usar y una fecha de validez claramente marcada.
A: La frecuencia de las pruebas depende del enfoque de esterilización. Es posible que los productos esterilizados por el proveedor no requieran pruebas de BI de rutina si los certificados son válidos, mientras que los trapeadores reutilizables esterilizados en instalaciones generalmente requieren pruebas de BI por ciclo o en intervalos validados. Se requiere una validación inicial y una revalidación cuando cambian los parámetros de esterilización.
A: La irradiación gamma se realiza a temperatura ambiente, penetra en todo el conjunto y ofrece un certificado SAL 10⁻⁶ prevalidado. La esterilización en autoclave utiliza alta temperatura y presión, puede afectar algunos materiales y requiere validación por ciclo y confirmación de indicadores biológicos. A menudo se prefiere la irradiación gamma para la esterilización terminal de trapeadores asépticos.
A: Un sistema de trazabilidad completo debe incluir identificación única, seguimiento basado en lotes, fechas de fabricación y esterilización, registros de uso, registros de operadores, registros de eliminación y un seguimiento de auditoría completo desde la recepción hasta la eliminación. Las herramientas digitales como los sistemas de códigos de barras o RFID pueden mejorar la trazabilidad en operaciones más grandes.
Si está comparando materiales de trapeadores estériles, métodos de esterilización, formatos de empaque o requisitos de trazabilidad para entornos asépticos, nuestro equipo puede ayudarlo a evaluar la solución de sala blanca adecuada para su proceso.

