A rastreabilidade de lotes de consumíveis para salas limpas não é apenas um exercício de documentação. É a espinha dorsal operacional que permite aos fabricantes, às equipes de processamento estéril e às instalações regulamentadas vincular matérias-primas, produção, esterilização, distribuição e uso final em uma cadeia verificável de evidências.
Em ambientes farmacêuticos, de biotecnologia, de semicondutores e de dispositivos médicos, a rastreabilidade incompleta cria riscos muito além das lacunas na documentação. Atrasa as investigações, enfraquece a resposta ao recall, complica as auditorias e mina a confiança nos programas de controlo de contaminação. Um sistema robusto deve ajudar as equipes de qualidade a passar da coleta reativa de registros para o controle proativo.
A rastreabilidade de lotes para consumíveis para salas limpas significa manter um registro completo e recuperável de cada lote, desde o material recebido até a fabricação, esterilização, distribuição e uso final. Na prática, um sistema eficaz deve identificar o que foi feito, a partir de que materiais de origem, sob que condições de processo, para onde foi enviado e quais clientes ou utilizadores internos foram afetados caso ocorresse um desvio ou recolha.
Para instalações regulamentadas, os melhores sistemas não estão apenas em conformidade no papel. Eles são rápidos de pesquisar, fáceis de verificar, prontos para auditoria e capazes de suportar um recall direcionado em horas, em vez de dias.
A forte rastreabilidade de lotes vincula lotes de matérias-primas, lotes de produção, registros de esterilização, dados de remessa e consumo do usuário final em uma única cadeia de evidências.
Audit-ready systems must support rapid investigation and targeted recall, not just passive storage of disconnected records.
A clear batch numbering logic reduces operator confusion and improves downstream reporting, labeling, release, and complaint handling.
Forward traceability, backward traceability, and recall simulation should be periodically tested to prove the system actually works under pressure.
Muitas instalações já registram números de lote em caixas, rótulos ou documentos de esterilização. O problema é que estes registos são frequentemente fragmentados em registos de compras, armazenamento, produção, esterilização, logística e utilizadores finais. Quando ocorre uma reclamação, evento de contaminação ou solicitação de auditoria, a equipe precisa reconstruir o histórico manualmente.
Essa abordagem é lenta, propensa a erros e cara. Um programa de rastreabilidade maduro reduz o tempo de investigação, melhora a confiança na liberação e limita o escopo das ações de recall. Ele também oferece suporte à análise de tendências, gerenciamento de fornecedores, CAPA e comunicação com o cliente.

A cleanroom consumables traceability system should be designed around how regulated organizations investigate deviations and prove control. For many users, the most relevant references include EU GMP Annex 1, FDA cGMP recordkeeping expectations, and ISO 13485 traceability requirements for medical-device-related quality systems.
| Regulation / Standard | Focus Area | Operational Meaning |
|---|---|---|
| EU GMP Annex 1 | Traceability, batch records, recall capability | Facilities should be able to identify affected materials and finished goods rapidly during investigations or market actions. |
| FDA 21 CFR 211.180 / 211.198 | Distribution records, complaint files, retention | Records should support complaint evaluation, lot impact review, and controlled recall execution. |
| ISO 13485 Section 7.5.8 | Unique identification and retrieval | A organização deve manter procedimentos de rastreabilidade documentados e ser capaz de recuperar registros vinculados quando necessário. |
Para compradores e equipes de controle de qualidade, isso significa que a rastreabilidade não deve ser tratada como uma função exclusiva do armazém. É um requisito de qualidade multifuncional que abrange controle de fornecedores, documentação de produção, liberação de esterilização, histórico de remessas e responsabilidade do usuário final.
Uma maneira útil de estruturar a rastreabilidade de lotes é dividir o sistema em cinco camadas conectadas: matérias-primas, fabricação, esterilização, distribuição e consumo. Essa estrutura ajuda as equipes a definir propriedade, campos de dados e pontos de verificação sem perder visibilidade de ponta a ponta.

Capture supplier identity, supplier lot number, receipt date, incoming inspection status, and relevant certificates such as COA or CoC. This is the starting point for upstream control.
Record which materials were used, which line produced the batch, who operated or released the process, and which in-process or final QC checks were performed.
Para consumíveis estéreis, vincule o lote de produção ao lote de esterilização, aos parâmetros do ciclo, ao método de esterilização, ao status de liberação e a qualquer evidência de validação.
Vincule números de lote a clientes, quantidades de remessa, datas de remessa, informações da transportadora e detalhes de destino. Isto é essencial para a triagem de reclamações e contenção de recalls.
Onde o modelo de uso exigir, mantenha registros do lado do usuário do número do lote, data de uso, localização e rota de descarte. Isto é particularmente valioso em ambientes GMP de alto risco.
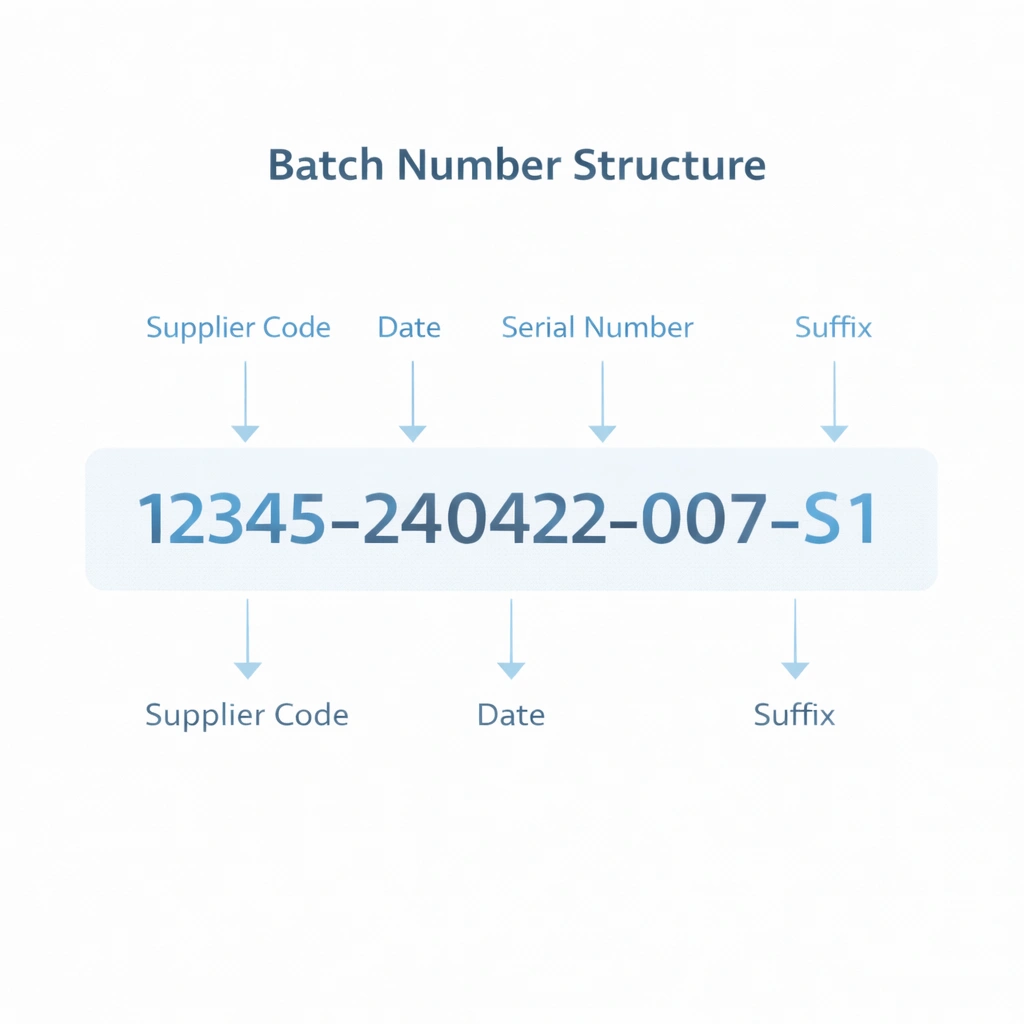
O número do lote deve ser maior que um carimbo de série. Deve suportar interpretação rápida, armazenamento preciso, apresentação de rótulo limpo e manuseio manual com baixo erro. Um formato estruturado também torna a pesquisa e os relatórios digitais mais confiáveis.
| Elemento de lote | Exemplo | Por que é importante |
|---|---|---|
| Código do fornecedor/fabricante | POSIÇÃO MÉDIA | Identifica a origem da fabricação e separa marcas, locais ou fluxos de fornecimento. |
| Segmento de data | 06/04/2026 | Ajuda os operadores a identificar rapidamente a cronologia da produção e a lógica de retenção. |
| Número de série | 001 | Diferencia vários lotes produzidos no mesmo dia ou janela de ciclo. |
| Sufixo/Marcador de Processo | A / B / C | Useful for production, sterilization, re-sterilization, or QA workflow distinctions. |
Even strong physical labeling is not enough if supporting records are incomplete. A defensible traceability file should allow a reviewer to move from a finished batch back to source materials, and from a source material forward to every affected finished batch and customer shipment.
Supplier lot, received quantity, inspection result, document check, release status.
Número do lote, operador, linha, data do processo, uso de material, pontos de verificação de CQ, desvios.
Lote de esterilização, dados do ciclo, decisão de liberação, quantidade enviada pelo cliente, destino, vinculação de reclamação.
O conjunto de documentação também deve ser fácil de recuperar durante auditorias de fornecedores, qualificação de clientes, tratamento de reclamações e revisões de CAPA. Se a localização do arquivo correto demorar muito, o sistema será funcionalmente mais fraco do que parece no papel.
A traceability system should be tested, not assumed. The most practical approach is to run three types of exercises: forward traceability, backward traceability, and recall simulation. These tests reveal whether data fields are truly linked, whether teams know where to look, and whether response time meets internal expectations.
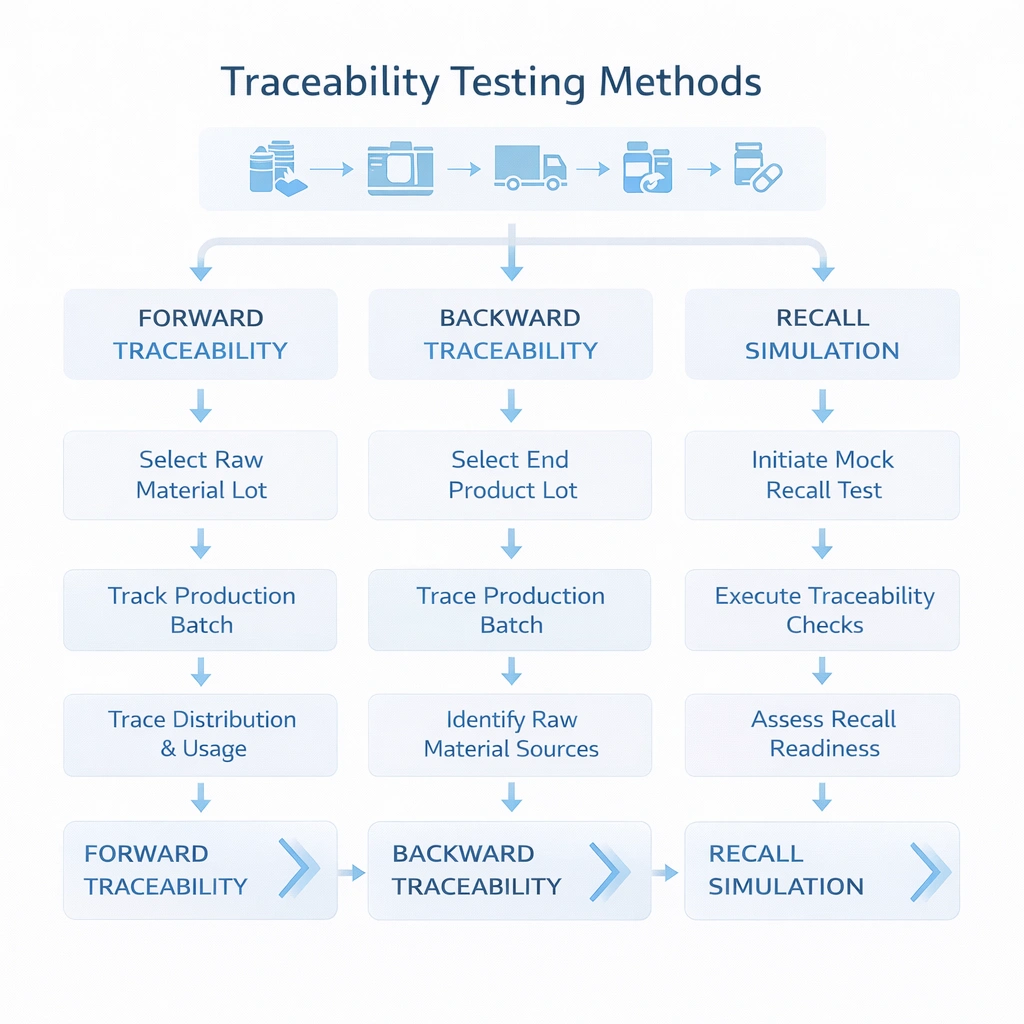
Start with an incoming material lot and determine which production batches, sterilization cycles, and customer shipments were affected.
Start with a complaint or customer-used batch and trace back to the source materials, process records, and release status.
Select a batch and simulate a targeted recall: identify every affected customer, quantity, shipment route, and contact owner. Record the total time needed and the data gaps found. In high-control environments, this exercise is one of the fastest ways to assess whether the system is genuinely recall-ready.
| Test Type | Main Question | Expected Output |
|---|---|---|
| Forward Traceability | Where did this input go? | Affected production, sterilization, and shipment records |
| Backward Traceability | What created this result? | Source material, process history, release evidence |
| Recall Simulation | Can we act fast and accurately? | Customer list, quantity map, response timing, data gap log |
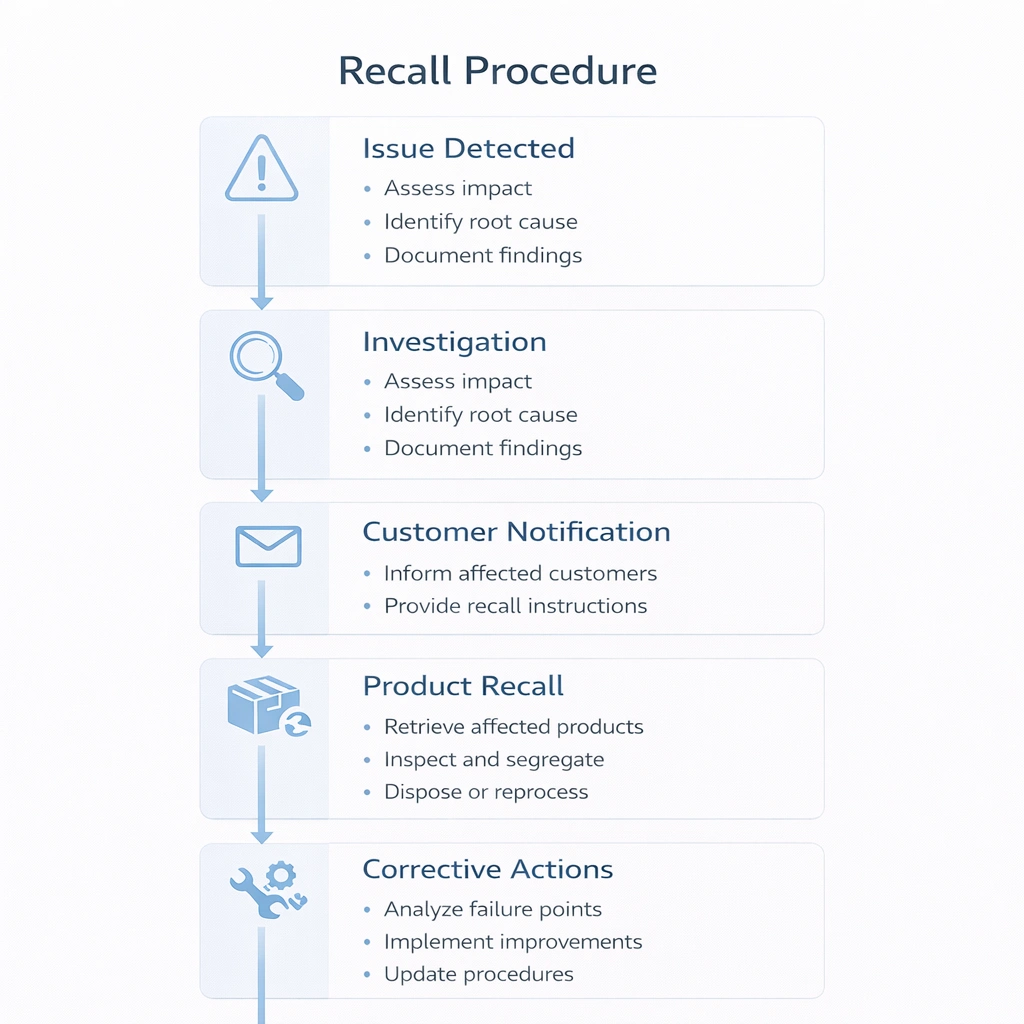
Um fluxo de trabalho de recall deve ser predeterminado e não improvisado. Quando surge um problema de qualidade, as equipes já devem saber como classificar o problema, identificar os lotes afetados, notificar as partes interessadas, interromper a distribuição adicional e documentar a causa raiz e as ações corretivas.
Spreadsheet-based systems can work at low complexity, but as product range, customer volume, and sterility workflows expand, electronic traceability usually becomes more practical. Barcode or RFID-supported systems reduce manual entry risk and make recall simulation faster and more repeatable.

Define data fields, ownership, batch code logic, retention rules, and traceability scope for sterile and non-sterile lines.
Standardize forms, supplier lot capture, production records, sterilization linkage, and shipment records.
Run forward traceability, backward traceability, and recall simulation tests and document the gaps found.
At a minimum, the system should connect incoming material lots, production batches, release or sterilization records where applicable, shipment history, and the ability to identify affected customers or users during an investigation.
Batch labeling identifies a product group. Full traceability links that label to upstream materials, process records, release decisions, and downstream distribution or use records.
Many quality teams perform it at least annually, while higher-risk or more complex operations may test more often, especially after system changes, supplier shifts, or major CAPA actions.
Sim, para operações de baixo volume. Mas quando a variação do produto, o controle de esterilidade ou a complexidade do cliente aumentam, os sistemas digitais geralmente proporcionam melhor velocidade de recuperação, redução de erros e controle de auditoria.
Porque os produtos estéreis exigem um controle mais rígido do histórico do lote, da ligação da esterilização, das evidências de liberação e da visibilidade posterior caso surja uma reclamação, preocupação de esterilidade ou decisão de recall.
A Midposi oferece suporte a compradores regulamentados com consumíveis para salas limpas projetados para ambientes controlados, incluindo comunicação orientada a documentação para qualificação, revisão do status de esterilidade e discussões sobre rastreabilidade de lotes.

