
Figure 1: Pharmaceutical autoclave (Consolidated SR-24C) showing stainless steel chamber, digital control panel with multiple pressure gauges, and double hinged door design. Autoclaves validate cleanroom mop sterilization through biological indicator placement, parametric monitoring (temperature, pressure, time), and load configuration qualification to achieve SAL 10⁻⁶.
Autoclaving is moist-heat sterilization using saturated steam under pressure to achieve validated microbial lethality. Standard pharmaceutical cycles operate at 121–134°C (250–273°F) with 15–30 psi gauge pressure (103–207 kPa above atmospheric). At 121°C, steam penetrates porous loads and condenses on cooler surfaces, releasing latent heat that denatures proteins and disrupts cellular structures in vegetative bacteria, spores, fungi, and viruses.
Cycle design targets a Sterility Assurance Level (SAL) of 10⁻⁶—a probability of ≤1 in 1,000,000 that a viable microorganism survives the process. Validation uses biological indicators (BIs) containing spores of Geobacillus stearothermophilus (formerly Bacillus stearothermophilus), термостойкий организм с документально подтвержденным значением D₁₂₁ (время восстановления в десятичном виде при 121°C), обычно ≥1 минуты. Подход с избытком обеспечивает снижение логарифма ≥12 (в 12 раз больше D-значения) для удовлетворения требований SAL; подходы, ориентированные на конкретный продукт, рассчитывают F₀ (эквивалент минут при 121°C) на основе измеренной бионагрузки и значений D.
For cleanroom mops, autoclaving serves two functions: terminal sterilization (achieving SAL 10⁻⁶ for Grade A/B use) and reprocessing between uses (removing bioburden acquired during cleaning while maintaining material performance). “Autoclavable” means the material withstands repeated exposure to 121°C saturated steam without functional failure—but marketing claims rarely specify how many cycles or what performance metrics are maintained.
EU GMP Annex 1 Section 4.29 mandates that “disinfectants and detergents should be sterile” when used in Grade A and Grade B environments. “Sterile” in regulatory terms means demonstrated SAL 10⁻⁶—not visual cleanliness, not bioburden <10 CFU, but probabilistic assurance validated through overkill cycles or bioburden/D-value calculations.
SAL validation for autoclavable mops requires:
Biological indicator placement: BIs positioned at worst-case cold spots (identified during heat distribution studies) within mop loads. Tightly packed loads, layered fabrics, and sealed pouches create steam penetration challenges. Validation confirms all BIs are inactivated across consecutive runs.
Cycle parametric monitoring: Continuous recording of chamber temperature, pressure, and time. Minimum exposure (typically 15–30 minutes at 121°C or 3–10 minutes at 134°C) must be achieved at every location in the load, with F₀ calculation confirming cumulative lethality ≥8–12 minutes equivalent.
Load configuration qualification: Worst-case scenarios (maximum mop count, densest packing, containers/pouches used in practice) must be validated. A cycle that sterilizes 10 loose mop heads may fail when 20 heads are tightly stacked or wrapped in autoclave pouches.
Routine BI monitoring: Periodic biological indicator runs (frequency defined in validation protocol, often weekly or per-batch) confirm ongoing sterilization efficacy. Environmental monitoring of autoclave water quality, steam purity, and chamber bioburden supplements parametric release.
Grade C and D areas may accept disinfected (not sterilized) mops, but pharmaceutical best practice increasingly extends SAL 10⁻⁶ validation to reusable cleaning tools across all classified zones to prevent bioburden migration from lower to higher grades.
These terms are often conflated in procurement specifications, creating qualification gaps that surface during audits:
Clean: Visibly free from soil, particulates, and gross contamination. Achieved through laundering with pharmaceutical-grade detergents, validated rinse cycles, and clean-room drying. “Clean” mops may still harbor 10³–10⁶ CFU bioburden and generate hundreds of particles per m². Acceptable for unclassified areas; insufficient for ISO-classified cleanrooms.
Стерильный: Validated to SAL 10⁻⁶ via terminal sterilization (autoclaving, gamma irradiation, ethylene oxide). Microbiological testing (USP <71> sterility test) and parametric monitoring confirm absence of viable organisms. Sterile mops are required for Grade A/B areas per Annex 1 Section 4.29. Sterility degrades over time (expiration dating) and is compromised by improper storage or packaging breaches.
Автоклавируемый: Material withstands moist-heat sterilization without unacceptable degradation. This is a material property, not a sterility state. Autoclavable materials can be made sterile through validated cycles, but “autoclavable” alone does not mean “currently sterile” or “suitable for pharmaceutical use.” A consumer-grade polyester towel may survive autoclaving but generate 10,000 particles/m² and shed fibers—technically autoclavable, functionally disqualified.
Procurement specifications must separate material capability (“autoclavable to 121°C for 50 cycles per validation data”) from process outcomes (“sterilized to SAL 10⁻⁶ per validated cycle”) and performance maintenance (“particle generation <100/m² maintained through qualified service life”).
Одноразовые стерильные швабры (облученные гамма-излучением, в индивидуальной упаковке) достигают SAL 10⁻⁶ благодаря проверке поставщика и полностью исключают проблему подсчета циклов. Однако многоразовые автоклавируемые системы должны сохранять производительность в течение 50–200+ циклов, чтобы оправдать капитальные вложения и сложность эксплуатации.
Экономический драйвер: Reusable mops cost \$60–\$150 per head but deliver \$1–\$3 per use when amortized over 100–200 uses (including laundering and autoclave costs). Single-use mops cost \$15–\$30 per use. For a 1,000 m² Grade C area mopped 5× per week (260 uses/year), reusable systems save \$3,000–\$7,000 annually per mop. Facilities mopping large areas (pharmaceutical manufacturing suites, biologics production zones, device assembly cleanrooms) realize five-figure annual savings with reusable systems—but only if mops survive the full qualified cycle count without premature failure.
Operational driver: Facilities with in-house autoclaves and laundry can turn around reusable mops overnight, supporting daily cleaning schedules without large inventory buffers. Gamma-sterilized single-use mops require 2–4 week vendor lead times and larger safety stocks, complicating inventory management for multi-shift operations.
Regulatory driver: Annex 1 Section 4.20 defines consumable service life as “the period of time or number of cycles for which a cleanroom consumable is suitable for use.” QA must document cycle limits, degradation monitoring, and retirement criteria. Mops rated for 50 cycles but used for 80 cycles without requalification create audit findings—even if they “look fine” visually.
Marketing materials tout “autoclavable” as a premium feature, implying suitability for aseptic manufacturing. Regulatory reality is more nuanced:
Misconception 1: All autoclavable materials are equivalent. Materials survive autoclaving through different mechanisms. Polyester relies on high glass transition temperature (Tg ~250°C) and hydrophobic structure resisting steam penetration. Polypropylene uses crystalline structure and heat-stabilizing additives. Microfiber polyester/polyamide blends depend on balanced copolymer ratios—slight formulation changes cause one material to last 100 cycles, another to fail after 20. “Autoclavable” without documented cycle validation is meaningless.
Misconception 2: If it doesn’t melt, it’s qualified. Dimensional stability is necessary but insufficient. Mops may retain shape while experiencing fiber damage (increasing particle generation from 60 to 300 particles/m²), chemical degradation (losing tensile strength, becoming brittle), or residue accumulation (binding disinfectants, harboring biofilm). Performance qualification tracks particle generation, mechanical strength, and microbial cleanliness—not just visual integrity.
Misconception 3: Sterile = contamination-free forever. Стерильность распространяется на момент завершения стерилизации. Неконтролируемое охлаждение, нестерильное хранение или нарушение упаковки приводят к повторному загрязнению. Приложение 1 требует, чтобы стерильные материалы «использовались немедленно» или упаковывались/хранились в утвержденных условиях с определенным временем выдержки. Автоклавированные швабры, извлеченные из камеры и оставленные открытыми, становятся нестерильными в течение нескольких часов.
Заблуждение 4: класса C/D не нужны сертифицированные автоклавируемые швабры.. While Annex 1 explicitly requires sterility for Grade A/B, contamination control strategy (CCS) risk assessments increasingly extend validated sterilization to Grade C/D to prevent bioburden migration. Mops used in Grade D gowning rooms carry contamination to personnel who then enter Grade B production areas. QA teams validating entire facility cleaning programs treat autoclavable tool qualification as a system-wide requirement, not just an aseptic-zone specification.
Regulatory frameworks converge on a single requirement: cleaning tools used in classified areas must be validated to not introduce contamination. Autoclavable mops fulfill this through three control pathways:
EU GMP Annex 1 (effective August 2023) establishes the sterility baseline. Section 4.29: “Disinfectants and detergents should be sterile when used in Grade A and B areas.” Section 4.20 extends to consumables: “Materials used should be selected to minimize the generation of particles and microorganisms… The number of laundry/sterilization cycles which cleanroom garments can undergo should be defined based upon their qualification.” Autoclavable mops operationalize this by enabling validated sterilization and defined service life.
ISO 14644-5 (Operations) requires that “cleaning processes shall be validated” and “materials and equipment used for cleaning shall be suitable for the cleanroom classification.” ISO 14644-18 (Assessment of Suitability of Consumables) provides the assessment framework: consumables must demonstrate controlled emissions (particles, viable organisms, chemical residues) and documented service life. Autoclavable systems meet ISO requirements by combining material qualification (low particle generation) with sterilization validation (bioburden control).
PDA Technical Report 70 (Cleaning Validation) addresses reprocessing of reusable cleaning tools. TR 70 specifies that facilities must validate laundering/sterilization processes to remove soil, residues, and bioburden to defined limits, demonstrate that reprocessing does not degrade tool performance (particle generation, absorbency, structural integrity), and establish retirement criteria (maximum cycles, inspection checkpoints). Autoclavable mop validation protocols directly implement TR 70 guidance.
Фармацевтические предприятия зонированы по риску заражения: асептические ядра класса А (иглы для наполнения, чаши с пробками) работают под однонаправленным потоком воздуха с самыми строгими ограничениями по частицам и микробам; Фоны класса B (комнаты, окружающие класс A) обеспечивают вторичную защиту; Класс C поддерживает подготовку к асептической обработке; Класс D включает конечную упаковку и нестерильное приготовление.
Нестерильные или недостаточно стерилизованные швабры создают пути миграции бионагрузки:
Сценарий 1: загрязнение степени C → степени B. Швабра, используемая в зоне подготовки материалов класса C (предел бионагрузки: ≤100 КОЕ/м³ активного воздуха), собирает микроорганизмы из окружающей среды (спорообразующие Бацилла species, environmental molds, skin flora shed by gowned personnel). If the mop is “disinfected” with 70% IPA but not sterilized, surviving spores remain viable. The same mop used in Grade B (bioburden limit: ≤10 CFU/m³) introduces spores to floors directly adjacent to Grade A zones. Spores aerosolize during mopping, contaminate gowns, and transfer to Grade A during personnel/material entry.
Scenario 2: Cross-contamination between product lines. A facility manufactures penicillin-based antibiotics in one suite and cephalosporin antibiotics in another. Beta-lactam cross-contamination is a regulatory red-flag; even trace penicillin residues in cephalosporin products trigger allergic reactions in sensitized patients. Mops used in penicillin areas and then “cleaned” with detergent retain API residues that migrate to cephalosporin areas. Autoclave sterilization at 121°C combined with validated laundering removes residues below HPLC detection limits, breaking the cross-contamination chain.
Scenario 3: Biofilm formation in non-sterilized tools. Mops stored damp or incompletely sterilized develop biofilms—matrix-encased microbial communities resistant to disinfectants. Pseudomonas, Burkholderia, and other water-associated organisms colonize mop fibers, bucket interiors, and wringer mechanisms. Biofilm bacteria shed during use, contaminating floors and triggering environmental monitoring failures. Autoclave cycles disrupt biofilms through thermal destruction and steam penetration, preventing chronic contamination sources.
Autoclavable systems prevent these scenarios by ensuring every mop entering a classified area is at SAL 10⁻⁶, eliminating viable contamination before use.
Disinfectant efficacy depends on concentration, contact time, and absence of interference. Mop materials affect all three:
Particle shedding neutralizes disinfectants. Mops generating 1,000+ particles/m² release fiber fragments, textile debris, and polymer particles into disinfectant solutions. Particles adsorb quaternary ammonium compounds (quats), reducing free active concentration below validated efficacy thresholds. Hydrogen peroxide decomposes on cellulose fibers and certain polymer surfaces. Autoclavable sealed-edge polyester generates <100 particles/m², minimizing disinfectant binding and maintaining solution activity throughout the cleaning cycle.
Chemical leachables compromise sterility assurance. Some polymers release plasticizers, stabilizers, or degradation products that inactivate disinfectants or promote microbial growth. Low-quality polypropylene leaches antioxidants that neutralize peroxide-based sporicides. Microfiber polyamide components can leach nylon oligomers. Autoclavable pharmaceutical-grade materials are validated for extractables/leachables (E&L) per ICH Q3D and USP <661>, ensuring no interference with cleaning agents.
Fiber retention prevents cross-contamination. Non-autoclavable microfiber mops degrade into sticky, residue-retaining surfaces that bind API powders, cleaning agents, and microbial contamination. Validated autoclavable polyester resists residue retention through smooth fiber surfaces and hydrophobic chemistry, enabling thorough laundering and preventing carryover between uses.
Environmental monitoring (EM) programs track particle counts, viable air/surface samples, and personnel microbial contamination. Cleaning-tool-related EM failures follow three patterns:
Particle excursions during mopping. Non-validated mops generate particle bursts when wetted, wrung, or dragged across floors. ISO Class 5 areas (≤3,520 particles ≥0.5 µm/m³) have zero margin; a mop shedding 500 particles/m² temporarily pushes floor-level counts above limits. Even if the excursion resolves within 30 minutes (HEPA filtration removes particles), it triggers investigation cycles, CAPA documentation, and potential production holds. Autoclavable low-linting polyester mops generating <50 particles/m² eliminate this failure mode.
Post-cleaning bioburden increases. EM failures occur when surface swabs or contact plates show higher CFU counts after cleaning than before—evidence that mops redistributed contamination rather than removing it. Root causes: inadequate sterilization (mops harboring bioburden), biofilm growth in mop systems, or disinfectant inactivation by contaminated tools. Autoclave-validated mops at SAL 10⁻⁶ eliminate the “contaminated tool” variable, simplifying investigations and reducing false-positive findings.
Chronic low-level bioburden trends. Facilities using non-sterilized reusable mops often see persistent Grade C/D bioburden (30–50 CFU/m³ air samples, 10–20 CFU contact plates) that resists improvement despite validated disinfection protocols. The source: mops accumulating resistant organisms (spore-formers, biofilm species) through incomplete sterilization. Switching to autoclavable systems with validated 121°C cycles typically reduces baseline bioburden 50–70%, improving EM compliance margins.
Pharma QA teams qualifying autoclavable mops must document four performance attributes:
1. Heat resistance across qualified cycle count. IQ/OQ/PQ protocols include:
2. Particle shedding stability. ISO 14644-14 (Assessment of Suitability for Use of Equipment by Airborne Particle Concentration) provides the test method: operate mop heads in a controlled environment with optical particle counters measuring downstream concentrations. Acceptance criteria: <100 particles ≥0.5 µm/m² for ISO Class 5–7 use, <200 particles/m² for Class 8. Qualification tests mops at start of life and after every 20–25 autoclave cycles to detect degradation. Mops exceeding particle limits are retired even if they retain physical integrity.
3. Dimensional stability and functional performance. Autoclaving causes polymer shrinkage in low-quality materials. Measure mop head dimensions (length, width, thickness) before and after 10, 30, 50, 80, and 100 cycles; define tolerance limits (typically ±5% dimensional change). Test functional parameters: fluid absorbency (mL retained per gram dry weight), wring-out efficiency (% fluid released under standardized pressure), and frame attachment security (pull force required to detach mop from frame). Degradation beyond defined limits triggers retirement.
4. Disinfectant compatibility post-autoclave. Pharmaceutical cleaning programs rotate disinfectants (IPA, quats, peroxide, bleach) to prevent microbial resistance. Validation tests simulate worst-case sequential exposure: autoclave → 70% IPA → autoclave → 5% H₂O₂ → autoclave → 1000 ppm bleach → autoclave, repeating through 50 cycles. Confirm particle generation, visual integrity, and mechanical strength remain within acceptance criteria. Materials that pass autoclave-only testing but fail combined autoclave + chemical exposure are disqualified.

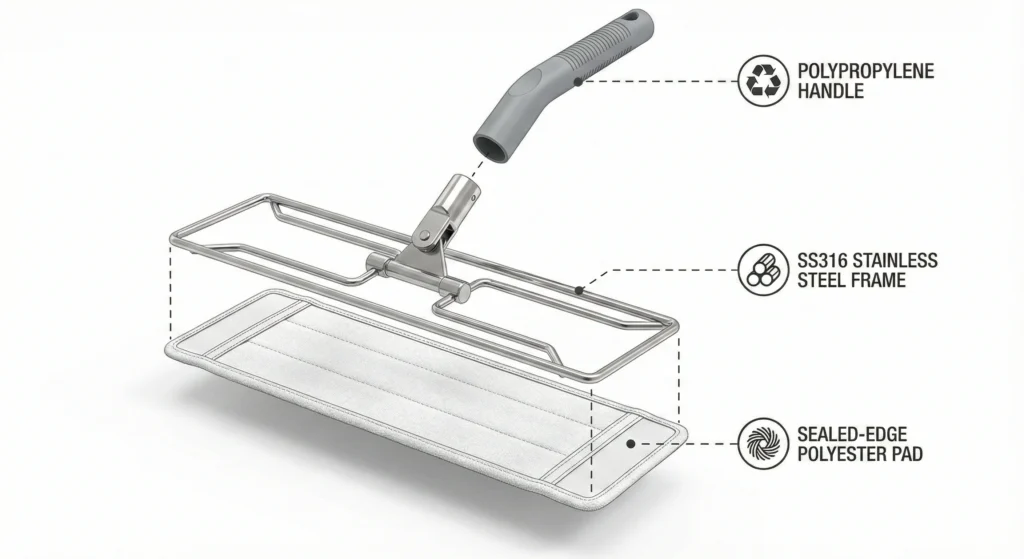
Figure 2: Sealed-edge polyester mop head showing heat-sealed perimeter construction and aluminum frame attachment. Sealed edges prevent fiber shedding and particle generation, maintaining <100 particles/m² through 50–100 autoclave cycles at 121°C. This construction is critical for pharmaceutical GMP compliance per ISO 14644-14 particle generation requirements.
Polyester dominates pharmaceutical autoclavable mop heads because it uniquely combines heat resistance, chemical compatibility, and low particle generation.
Material chemistry: Polyethylene terephthalate (PET) polyester has a glass transition temperature (Tg) of ~80°C and melting point of ~260°C. At autoclave temperatures (121–134°C), polyester remains in its solid crystalline state, well below melting. The polymer’s aromatic structure and hydrophobic ester linkages resist hydrolysis from steam exposure. High-molecular-weight continuous-filament polyester (used in pharmaceutical-grade mops) maintains tensile strength >70% after 100 autoclave cycles.
Sealed-edge construction: Критично для контроля частиц. Обрезанные края обнажают концы волокон, которые изнашиваются и сбрасывают частицы во время мытья полов. Подушечки для швабр фармацевтического класса имеют термосварку по периметру (лазерная резка и термическое соединение) или ультразвуковую сварку для герметизации всех краев. В некоторых конструкциях используется непрерывное вязание (трубчатая конструкция без обрезанных краев). Герметичные края предотвращают распутывание и образование частиц, сохраняя <80 частиц/м² за 50–100 циклов.
Технические характеристики:
Procurement specifications: “100% polyester or polyester-dominant blend (≥90%), continuous-filament construction, sealed edges (heat-sealed, ultrasonically welded, or continuous-loop knit), qualified for 50–100 autoclave cycles at 121°C per vendor validation data, particle generation <100/m² per ISO 14644-14 maintained through qualified service life.”
Microfiber mops (polyester/polyamide blends, typically 80/20 or 70/30) offer superior absorbency (6–8× dry weight) and soil capture compared to 100% polyester. However, microfiber presents autoclave validation challenges:
Polyamide (nylon) degradation: Polyamide 6 and 6,6 (common microfiber components) have lower heat resistance than polyester. Nylon Tg is 50–60°C with melting points of 220–260°C—closer to autoclave temperatures. Repeated 121°C exposure causes chain scission (molecular weight reduction), embrittlement, and fiber fusion. SEM imaging of microfiber after 20 autoclave cycles shows filament clumping and surface damage.
Accelerated particle generation: Studies document microfiber particle generation increases from ~100 particles/m² (new) to 300–800 particles/m² after 20–40 autoclave cycles—disqualifying performance for ISO Class 5–7 environments. The split-fiber structure (microfibers are mechanically split to create fissures for soil capture) delaminates under thermal stress, releasing sub-micron fiber fragments.
Residue retention: Damaged microfiber becomes tacky, retaining disinfectant residues, API powders, and organic soil. This increases bioburden risk (organic residues support microbial growth) and cross-contamination potential (residues transfer between cleaning cycles).
Limited service life: Pharmaceutical-grade microfiber qualified for autoclaving typically achieves 30–50 cycles—lower than polyester’s 50–100 cycles. Cost per use remains competitive due to lower unit cost (\$25–\$80 vs \$60–\$150 for polyester), but facilities must track cycle counts rigorously and retire mops earlier.
Recommended applications: Microfiber autoclavable mops are acceptable for ISO Class 7–8 (Grade C/D) areas where higher absorbency benefits outweigh reduced service life, and particle generation <200/m² meets classification requirements. Grade A/B applications should use polyester; the risk of mid-service-life particle excursions with microfiber is unacceptable in aseptic zones.
Qualification requirements: Demand vendor validation data showing particle generation curves from 0 to qualified end-of-life cycles (e.g., 0, 10, 20, 30, 40, 50 cycles), visual/SEM evidence of fiber integrity, and dimensional stability testing. Establish in-house cycle tracking and inspection protocols to detect early degradation.
Mop frames connect heads to handles and must survive 200+ autoclave cycles without corrosion, warping, or mechanical failure.
Material specifications: SS316 (18% chromium, 14% nickel, 2.5% molybdenum) or SS304 (18% chromium, 8% nickel) stainless steel. SS316 offers superior corrosion resistance in high-chloride environments (important for facilities using bleach-based sporicides); SS304 is acceptable for IPA/quat/peroxide-only programs.
Строительство: Continuous-bend or welded one-piece frames eliminate threaded connections and crevices that trap bioburden. Mop head attachment should use sealed pockets (polyester sleeves) or smooth clip mechanisms—no exposed Velcro or hook-and-loop fasteners that harbor contamination and shed particles.
Долговечность автоклава: SS316/SS304 withstand 200+ autoclave cycles at 121°C without functional degradation. Passivation (chemical treatment forming a protective chromium oxide layer) may be required after 100–150 cycles if surface discoloration or micro-pitting appears, but mechanical integrity and particle generation performance remain acceptable.
Расходы: \$70–\$200 per frame (40–60 cm width). Higher upfront cost than polypropylene (\$25–\$80), but amortized over 200+ cycles vs 50–100 cycles for PP, stainless steel offers lower total cost of ownership.
Procurement specifications: “SS316 or SS304 stainless steel, one-piece welded or continuous-bend construction, sealed mop head attachment (no exposed Velcro), electropolished or passivated surface finish, qualified for 200+ autoclave cycles at 121°C.”
Anodized aluminum frames offer lighter weight (150–250g vs 300–500g for stainless steel) and lower cost (\$40–\$120), but present qualification challenges:
Autoclave-induced corrosion: Anodization (electrochemical oxide coating) protects aluminum from oxidation, but 121°C steam gradually degrades the anodic layer. Repeated cycles cause pitting, white oxide formation, and surface roughness—increasing particle generation and creating bioburden harbors.
Limited cycle life: Pharmaceutical-grade anodized aluminum frames typically achieve 50–100 autoclave cycles before surface degradation disqualifies them. This matches polyester mop head service life, allowing synchronized retirement, but offers no advantage over polypropylene frames at similar cost.
Химическая несовместимость: Aluminum corrodes rapidly in alkaline environments. Facilities using alkaline detergents for laundering or sodium hypochlorite (bleach, which generates alkalinity through hydrolysis) should avoid aluminum frames. Even anodized surfaces fail under sustained bleach exposure.
Recommended applications: ISO Class 7–8 applications with IPA/quat-only disinfection programs and weight-sensitive workflows (e.g., ceiling mopping, wall cleaning requiring extended-reach handles). Grade A/B applications should use stainless steel to avoid mid-service-life corrosion risks.
Handles connect frames to operators and must be autoclavable, ergonomic, and sealed against bioburden infiltration.
Material specifications: High-temperature polypropylene (PP) formulated with heat stabilizers, typically glass-transition temperature ~0°C and melting point ~165°C. Standard PP melts or warps at 121°C; pharmaceutical-grade autoclavable PP uses copolymers and stabilizers to maintain rigidity at sterilization temperatures.
Строительство: One-piece extrusion or injection-molded design with no hollow cavities or threaded caps that trap moisture and bioburden. Frame attachment should use sealed threaded connections with autoclavable gaskets or one-piece molded frame-handle assemblies.
Долговечность автоклава: High-temperature PP withstands 50–100 cycles at 121°C. Degradation manifests as brittleness, surface cracking, and thread stripping on attachment points. Visual inspection after every 20–25 cycles detects early failure signs.
Stainless steel vs polypropylene handles: SS316 handles (120–150 cm, \$80–\$150) withstand 200+ cycles and offer superior chemical resistance, but are heavier (400–600g) and costlier. Autoclavable PP handles (\$30–\$70, 150–250g) provide ergonomic benefits and adequate service life for Grade C/D applications. Facilities should match handle cycle life to frame cycle life—pairing 50-cycle PP handles with 200-cycle stainless frames creates waste; pairing 100-cycle PP with 100-cycle polyester mops optimizes synchronized retirement.
Procurement specifications: “Autoclavable polypropylene (high-temperature formulation) or SS316 stainless steel, one-piece sealed construction, qualified for ≥50 autoclave cycles at 121°C, frame attachment threads sealed with autoclavable gaskets.”
Autoclavable materials must withstand pharmaceutical disinfectant rotation without cumulative degradation:
70% Isopropyl alcohol (IPA): Daily use in Grade A/B/C areas. Polyester, stainless steel, and autoclavable PP show excellent compatibility—no swelling, discoloration, or strength loss after 100+ exposure cycles. Microfiber polyamide may swell slightly but remains functional.
Hydrogen peroxide (H₂O₂, 3–10%): Еженедельная спороцидная очистка. Полиэстер и SS316 устойчивы к перекисному окислению. Автоклавируемый ПП демонстрирует постепенное меление поверхности (беление) после более чем 50 воздействий перекиси, но сохраняет механическую целостность. Полиамид из микрофибры разлагается быстрее — желтеет и теряет прочность после 30–50 циклов. Комбинированный стресс автоклав + перекись ускоряет деградацию микроволокна; Ограничьте общее количество циклов до 30–40 в программах ротации перекиси.
Четвертичные аммониевые соединения (кваты, 200–2000 ppm): 2–3 раза в неделю общая дезинфекция. Хорошо переносится всеми автоклавируемыми материалами. Крайне важно контролировать остатки: кваты образуют на поверхностях пленки, которые снижают последующую дезинфицирующую активность. Валидированные протоколы отмывания должны удалять остатки кватерина между использованиями.
Sodium hypochlorite (bleach, 500–5000 ppm): Broad-spectrum sporicidal use 1–2× weekly. Polyester withstands bleach but shows gradual yellowing and 20–30% tensile strength loss after 50+ exposures at >1000 ppm. SS316 resists chloride corrosion; SS304 may show pitting after 100+ exposures above 2000 ppm. Autoclavable PP and microfiber both degrade rapidly in bleach—surface cracking, brittleness, and accelerated particle generation. Facilities with bleach-heavy CCS should specify SS316 frames, 100% polyester mop heads, and limit mop service life to 50–70 cycles when bleach >1000 ppm is used routinely.
Подход к проверке: Create a compatibility matrix documenting pass/fail for each material + disinfectant combination, with “pass” defined as: no visible degradation (cracking, yellowing, surface texture change beyond acceptable limits), particle generation <100/m² maintained, mechanical strength retention >70%, after 50 cycles of worst-case sequential exposure (autoclave → disinfectant → autoclave).
The 121°C/15–30 minute cycle is pharmaceutical autoclaving’s workhorse, balancing validated lethality with material preservation.
Cycle parameters: 121°C (250°F) saturated steam at 15 psi gauge pressure (103 kPa above atmospheric), exposure time 15–30 minutes depending on load density and steam penetration requirements. F₀ (cumulative lethality equivalent to 121°C exposure) typically reaches 8–15 minutes for porous loads like mop heads.
Why 121°C: At this temperature, G. stearothermophilus spores (the biological indicator standard for steam sterilization) exhibit D-value ~1.5 minutes (time to achieve 1-log or 90% reduction). A 15-minute exposure delivers 10-log reduction; 30 minutes provides 20-log reduction—massive overkill ensuring SAL 10⁻⁶ even with high bioburden or poor steam penetration.
Material tolerance: Polyester, SS316, and autoclavable PP all tolerate 121°C without acute damage. This is the qualification baseline—materials that fail at 121°C are disqualified regardless of cost or performance benefits.
Cycle qualification: IQ/OQ validates the autoclave equipment (temperature distribution, steam quality, door seal integrity). PQ validates specific loads: pack mop heads in worst-case configuration (maximum count, tightest arrangement, pouched if used in practice), place BIs at geometric center and periphery, run 3 consecutive cycles, confirm all BIs inactivated and minimum F₀ achieved at all sensor locations. Document cycle records (time/temperature/pressure charts) and BI results for regulatory inspection.
High-temperature short-cycle sterilization (134°C/3–10 minutes) is used in some pharmaceutical facilities to increase autoclave throughput.
Cycle parameters: 134°C (273°F) at 30 psi gauge (207 kPa above atmospheric), exposure time 3–10 minutes. F₀ equivalence: 3 minutes at 134°C delivers approximately the same lethality as 30 minutes at 121°C (due to exponential relationship between temperature and D-value per z-value ~10°C for spores).
Material risk: Higher temperature accelerates polymer degradation. Polyester maintains integrity but shows faster color fading and tensile strength loss—50-cycle life at 134°C vs 100-cycle life at 121°C. Autoclavable PP approaches its melting point (165°C); service life drops to 30–50 cycles, with warping risk if chamber temperature overshoots or cooling is too rapid. Microfiber polyamide degrades severely—fiber fusion and particle generation increases appear after 10–20 cycles at 134°C.
Recommended applications: циклы при 134°C приемлемы для рам/ручек из нержавеющей стали (без разрушения) и швабр премиум-класса из полиэстера с непрерывным волокном, для которых достаточен срок службы в 50 циклов. Избегайте температуры 134°C для компонентов из микрофибры, полиэстера стандартного качества и полипропилена. Если автоклавы предприятия работают при температуре 134°C для других грузов (хирургические инструменты, стеклянная посуда), установите отдельные циклы при 121°C для швабр для чистых помещений или примите сокращенный срок службы и соответствующим образом отслеживайте количество циклов.
Валидация: Та же структура IQ/OQ/PQ, что и для циклов при 121°C. Размещение BI критично: 134°C снижает запас прочности для холодных точек. Исследования срока службы должны проводиться при температуре 134°C, чтобы определить фактические пределы цикла; не экстраполируйте данные при 121°C.
Материалы разлагаются кумулятивно в ходе автоклавных циклов. Определение срока службы требует ускоренной проверки старения:
Дизайн исследования старения: Проверяйте швабры через определенные промежутки времени в течение прогнозируемого срока службы — 0 циклов (базовый уровень), 20 циклов, 40 циклов, 60 циклов, 80 циклов, 100 циклов — измерение:
Постройте график показателей производительности в зависимости от количества циклов, чтобы определить кривые деградации. Срок службы швабры определяется как количество циклов, когда какой-либо параметр превышает критерии приемлемости — обычно, когда образование частиц достигает 100/м² (для использования ISO 5–7) или механическая прочность падает ниже 70% от исходной.
Типичные закономерности деградации:
Триггеры переквалификации: Если при использовании швабры наблюдается неожиданная деградация (вылет частиц, поломка корпуса, преждевременное изменение цвета), прекратите использование и проверьте. Возможные причины: превышение температуры в автоклаве, проблемы с качеством пара (перегретый пар или влажный пар), загрязнение несовместимыми химическими веществами (например, воздействие отбеливателя, не входившее в первоначальную проверку) или изменение состава материала поставщика. Проведите повторную аттестацию, используя свежие образцы, и при необходимости пересмотрите ограничения цикла.
Усадка полимера под воздействием пара является распространенной причиной неисправности швабр нефармацевтического назначения:
Механизм: Полимеры содержат остаточные напряжения производства (прядение, ткачество, термофиксация). Нагрев в автоклаве дает полимерным цепям энергию для релаксации в сторону конформаций с более низкой энергией, что проявляется в уменьшении размеров. Полиэстер низкого качества может дать усадку на 5–15% по длине/ширине после 5–10 циклов; В материалах фармацевтического класса во время производства используется контролируемая термофиксация и отжиг для снятия напряжений, чтобы минимизировать остаточное напряжение и ограничить усадку до <3% за 100 циклов.
Влияние: усохшие головки швабр больше не подходят к раме должным образом, создавая свободные точки крепления, в которых образуются частицы в результате трения. Уменьшенная площадь поверхности уменьшает покрытие пола и емкость жидкости. Плотная ткань увеличивает жесткость, снижая маневренность оператора и эффективность улавливания частиц.
Квалификационное тестирование: Измерьте размеры головки швабры (длину, ширину, толщину в трех местах) при 0, 10, 20, 30, 50 циклах. Критерий приемки: <Изменение размеров на 5 % в течение установленного срока службы. Отклонять поставщиков, которые не могут предоставить данные проверки усадки или показывают >Усадка 5% за первые 10 циклов (что указывает на неадекватную производственную термообработку).
Металлические рамы выходят из строя из-за коррозии (обсуждаемой ранее при рассмотрении алюминия) или механической деформации:
Разрушение сварного соединения: В рамах, в которых используется точечная или прихваточная сварка (вместо непрерывной сварки), после 30–50 циклов автоклавирования в точках сварки образуются трещины под напряжением. Пар проникает в трещины, ускоряя коррозию и разрушение соединений. В рамах фармацевтического класса используется непрерывная сварка или цельная штампованная/гнутая конструкция.
Зачистка резьбы: Точки крепления резьбовой ручки подвергаются циклическому термическому расширению/сжатию. Низкокачественная нержавеющая сталь (например, SS201, марка с низким содержанием никеля, продаваемая как «нержавеющая») или мягкие алюминиевые сплавы срывают резьбу после 20–40 циклов. SS316 и высокопрочные алюминиевые сплавы сохраняют целостность резьбы более 200 циклов.
Деформация: Тонкий алюминий (<2 мм) или штампованные стальные рамы могут деформироваться под воздействием перепада давления в автоклаве, особенно во время быстрого охлаждения. Деформированные рамы создают неравномерный контакт с полом (снижают эффективность уборки) и создают нагрузку на точки крепления насадки швабры (вызывают разрывы).
Квалификационное тестирование: Загрузите рамы в автоклав при максимальной рабочей плотности, выполните 20 циклов, проверьте сварные швы на наличие трещин (капроникационная дефектоскопия), повреждений резьбы (пригодные/непроходимые датчики) и коробления (измерение плоскостности на эталонной поверхности). Приемка: видимых повреждений нет, резьба зацеплена. >80% от оригинала, отклонение от плоскостности <2 мм по длине рамки.
Спецификации закупок должны отделять маркетинг поставщика от документации, готовой к проверке:
Необходимые данные о поставщике:
Пример языка спецификации:
"Автоклавируемая насадка для швабры для чистых помещений: 100% полиэстер с непрерывной нитью, конструкция с герметичными краями (термосварка или ультразвуковая сварка по периметру), рассчитана минимум на 50 циклов автоклавирования при 121°C/30 мин в соответствии с проверочным исследованием поставщика. Поставщик должен предоставить: (1) отчет об испытаниях на образование частиц по ISO 14644-14, документирующий документацию. <100 частиц ≥0,5 мкм/м² поддерживаются посредством квалифицированного подсчета циклов, (2) данные о стабильности размеров, показывающие <Изменение длины/ширины на 5 % в ходе аттестационных циклов, (3) сертификаты анализа материалов, (4) методология определения срока службы и критерии выхода из эксплуатации. Насадки для швабр должны поставляться с сертификатами соответствия для конкретной партии и документацией по отслеживанию цикла, позволяющей контролировать срок службы объекта».
Красные флажки в претензиях поставщиков:
Предприятиям следует провести пилотные испытания небольших партий (10–20 насадок для швабр) с внутренней проверкой в автоклаве, прежде чем они будут внедрены в масштабах всего учреждения. Тестирование под руководством контроля качества выявляет пробелы в данных поставщиков и проверяет эффективность в реальных условиях использования (дезинфицирующие средства для конкретного объекта, автоклавное оборудование, методы работы оператора).
| Критерий | Автоклавируемый Многоразовый | Гамма-стерилизованные одноразовые |
| Стоимость за использование | \$2–\$7 (system cost amortized over 50–200 uses + laundering/autoclave) | \$15–\$30 (single use, vendor-sterilized) |
| Гарантия стерильности | SAL 10⁻⁶ посредством внутренней проверки в автоклаве; требуется BI-мониторинг и параметрический выпуск | SAL 10⁻⁶ через гамма-облучение поставщика (25–50 кГр); предоставляются сертификаты стерильности и записи доз |
| Генерация частиц | <100 частиц/м² при наличии квалификации; деградирует 30–100 циклов в зависимости от материала; требует периодического повторного тестирования | <50 частиц/м² (нет проблем с разложением; одноразовое использование исключает вероятность старения) |
| Риск перекрестного загрязнения | От низкой до умеренной; проверенная стирка удаляет остатки <пределы обнаружения ВЭЖХ; требует разделения по помещениям/продуктам | Ноль; одноразовое использование исключает перенос из партии в партию |
| сложность СОП | Высокий; требуется автоклав IQ/OQ/PQ, отслеживание цикла, проверка отмывания, мониторинг срока службы, протоколы вывода из эксплуатации | Низкий; только прием, осмотр и утилизация |
| Инвентарь | Умеренный; Количество швабр для ежедневного использования 3–5 раз для поддержки ротации стирки/стерилизации (например, 30 швабр для учреждения, использующего 10 швабр в день) | Высокий; Запас на 1–2 недели плюс резервный запас на время выполнения заказа поставщиком (например, 100–200 швабр для предприятия, использующего 10 швабр в день) |
| Инфраструктура | Требуется проверенный автоклав, прачечная фармацевтического класса (или сторонние услуги) и контролируемое хранение. | Нет инфраструктуры для стерилизации; требует только контролируемого хранения, отвечающего требованиям целостности/срока действия упаковки |
| Лучшие приложения | ISO 6–8 крупномасштабное производство (>500 м² ежедневной уборки), помещения с существующими автоклавами, экономичные операции | Асептические ядра класса A/B по ISO 5, предприятия по производству нескольких продуктов/высокоактивных API, требующие нулевого риска перекрестного загрязнения, помещения без автоклавов |
| Воздействие на окружающую среду | Меньший объем отходов; многоразовые системы производят отходы только в конце срока службы | Больший объем отходов; каждое использование требует утилизации насадки швабры + упаковки (некоторые продавцы предлагают программы переработки) |
| Аудиторская документация | Обширный; записи проверки автоклавов, журналы мониторинга BI, отслеживание циклов, исследования срока службы, записи о выходе из эксплуатации | Умеренный; сертификаты стерильности поставщиков, протоколы приемочных проверок, соблюдение правил хранения, отслеживание срока годности |
Сценарий: Производственная площадь 1000 м² класса C протирается 5 раз в неделю (260 использований в год).
Автоклавируемая многоразовая система (общая стоимость владения 5 лет):
Одноразовая система, стерилизованная гамма-излучением (Совокупная стоимость владения, 5 лет):
Reusable system saves \$14,425 over 5 years (48% TCO reduction) for this scenario.
Сценарий: комплект асептического розлива площадью 200 м², протирание шваброй 3 раза в неделю (156 использований в год)
Автоклавируемый многоразовый:
Гамма-стерилизованные одноразовые:
Disposable system saves \$6,160 (18% TCO reduction) for this high-risk, lower-volume application.
Схема принятия решений ТШО: Многоразовые системы достигают преимущества окупаемости инвестиций при более высоких объемах использования (>200–300 использований в год) и категории более низкого риска (уровень C/D). Одноразовые системы оптимизированы для применения в небольших объемах с высоким риском (класс A/B). <200 использований в год), где предотвращение затрат на расследование перевешивает более высокие затраты на одно использование.
Многоразовые системы требуют проверенной очистки между использованиями, чтобы предотвратить загрязнение между комнатами:
Проверка отмывания: Переработка фармацевтического текстиля осуществляется в соответствии с рекомендациями PDA TR 70. Валидация показывает, что при отмывании удаляются грязь, остатки АФИ и бионагрузка до уровня ниже пределов обнаружения. Критические параметры: качество воды (вода для инъекций или очищенная вода для последнего полоскания), тип/концентрация моющего средства (фармацевтического класса, с проверкой на остатки), температура стирки и время цикла, циклы полоскания (минимум 3–5 с последним полосканием). <10 КОЕ/100 мл, <0эндотоксина (0,25 ЕС/мл) и метод сушки (воздух с HEPA-фильтром, проверенная температура/время, предотвращающее рост микробов).
Протоколы сегрегации: Цветовая маркировка (синий — для класса A/B, зеленый — для класса C, желтый — для класса D, красный — для отходов) предотвращает случайное перекрестное использование. Физическая сегрегация (отдельное хранение для каждого сорта/линии продукции) усиливает процедурный контроль. Маркировка (назначение помещения, дата обслуживания, количество циклов) обеспечивает возможность отслеживания.
Тестирование остатков в худшем случае: Намеренно загрязнять швабры наиболее опасными веществами (высокоэффективный порошок API, концентрированное чистящее средство, коктейль для организма с высокой бионагрузкой), стирать в соответствии с утвержденным протоколом, проверять на наличие остатков с помощью ВЭЖХ (API) или TOC (чистящие средства) и определять биологическую нагрузку с помощью мазка с поверхности. Приемка: API <1% от минимальной терапевтической дозы (расчет для конкретного продукта), чистящие средства <ЛОД, бионагрузка <10 КОЕ/швабра.
Одноразовые системы устраняют сложность проверки отмывания и обеспечивают абсолютную гарантию нулевого переноса — это предпочтение регулирующих органов для многопрофильных предприятий, высокоэффективных API и производства бета-лактамов.
Автоклавируемый многоразовый рабочий процесс:
Одноразовый рабочий процесс:
Одноразовые рабочие процессы исключают этапы 3–8 из многоразовых протоколов, уменьшая нагрузку на обучение операторов и риск процедурных отклонений. Однако многократно используемые рабочие процессы обеспечивают большую эксплуатационную гибкость (отсутствие зависимости от поставщика при экстренном пополнении запасов, выполнение заказа в одночасье вместо 2–4 недель).
Программы EM отслеживают производительность чистящего инструмента по двум показателям:
Тенденции количества частиц: Оптические счетчики частиц, установленные во время мытья полов (или тестирования восстановления после мытья), обнаруживают порчу швабр. Базовый уровень: <50 частиц/м² для новых автоклавируемых швабр, <30 частиц/м² для одноразовых изделий. Тенденция: среднемесячное образование частиц во время мытья полов должно оставаться на прежнем уровне. Тенденции к росту (например, 50 → 70 → 95 частиц/м² в течение 3 месяцев) указывают на деградацию швабры, требующую более раннего вывода из эксплуатации или исследования отклонений в процессе автоклавирования/стирки.
ЭМ-расследования отказов должны отличать отказы инструментов от проблем с техникой оператора или проблем с дезинфицирующим средством. Если одновременно в нескольких комнатах наблюдается увеличение количества частиц/биологической нагрузки, можно предположить, что инструмент ухудшился (срок службы швабр приближается к концу). Если он изолирован от одного помещения или оператора, можно заподозрить технику или приготовление дезинфицирующего средства.
Проверка снижения бионагрузки: Тампоны или контактные пластины для мытья поверхностей перед и после мытья позволяют измерить эффективность очистки. Приемлемость: логарифмическое снижение ≥2 (удаление 99%) для обычной очистки, логарифмическое снижение ≥3 (удаление 99,9%) для спороцидной очистки. Автоклавируемые швабры при SAL 10⁻⁶ и одноразовые стерильные швабры достигают этого при использовании с проверенными дезинфицирующими средствами и методами. Нестерильные или недостаточно стерилизованные швабры часто показывают <Сокращение на 1 log или даже увеличение биологической нагрузки (загрязненный инструмент перераспределяет организмы).
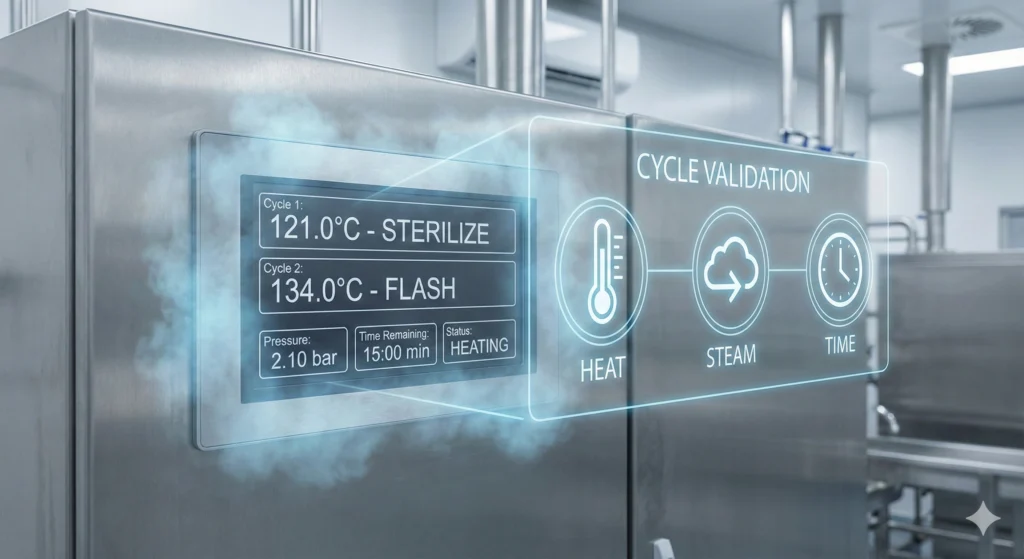
Рисунок 3: Чистое помещение фармацевтического класса B/C: персонал в халатах, в надлежащем защитном снаряжении и в производственной среде. Раздел 4.29 Приложения 1 GMP ЕС требует использования стерильных чистящих материалов (включая швабры) в зонах класса A/B, что достигается за счет проверенных циклов автоклавирования, обеспечивающих SAL 10⁻⁶.
Автоклавируемые системы швабр для чистых помещений MIDPOSI разработаны для контроля фармацевтического загрязнения и сочетают проверенные характеристики материалов с готовыми пакетами документации, что сокращает сроки аттестации предприятия с месяцев до недель.
В подушечках для швабр из полиэстера с запечатанными краями MIDPOSI используется полиэстер ПЭТ с непрерывными нитями, имеющий трубчатую конструкцию с термосваркой по периметру. Отсутствие открытых концов волокна; отсутствие обрезанных краев; нет путей выброса частиц.
Технические характеристики:
Пакет проверки: Отчет об испытаниях образования частиц (протокол ISO 14644-14, испытания при 0, 20, 40, 60, 80 циклах), исследование старения в автоклаве (стабильность размеров, сохранение прочности на разрыв, визуальная целостность в течение 100 циклов), матрица химической совместимости (прошел/не прошел для IPA, пероксида, четвертиновых кислот, отбеливателя), сертификаты анализа материалов (тип волокна, соответствие красителям, тяжелые металлы), отслеживаемость партий (записи партий, связывающие сырье). от источника материала до готовой продукции).
В рамах швабр MIDPOSI используется нержавеющая сталь SS316, цельная конструкция с непрерывным изгибом или сварка TIG. Крепление насадки швабры через герметичные карманы из полиэстера (без липучек и открытых застежек).
Технические характеристики:
Пакет проверки: Сертификаты на материалы (сертификаты проката, подтверждающие состав SS316), отчеты о проверке сварных швов (капиллярный контроль целостности сварного шва), квалификация в автоклаве (200-цикловое испытание с визуальным и механическим контролем с интервалом 50, 100, 150, 200 циклов), испытание на образование частиц (рама + насадка для швабры в сборе). <Производительность системы 100 частиц/м²).
MIDPOSI предлагает ручки из высокотемпературного полипропилена (оптимизированная стоимость, срок службы 80 циклов) и нержавеющей стали SS316 (высокая долговечность, срок службы более 200 циклов).
Автоклавируемые ручки из ПП.:
ручки из нержавеющей стали 316:
Руководство по выбору: Срок службы ручки соответствует сроку службы насадки и рамы швабры. При использовании швабр из полиэстера на 80 циклов с рамами из SS316 на 200 циклов выберите ручки из полипропилена (80 циклов) для синхронного вывода из эксплуатации или выберите ручки из SS316 (200 циклов), которые прослужат 2–3 жизненных цикла насадки швабры, что снижает долгосрочные затраты.
Системы тележек с тремя ведрами MIDPOSI интегрируются с автоклавируемыми насадками/рамами/ручками швабр для обеспечения полной проверки рабочего процесса.
Конфигурация: Три 12-литровых ведра из нержавеющей стали на раме колесной тележки, градуированная маркировка объема (с шагом 500 мл), встроенный прессовый отжимной механизм, расположенный над ведром для отходов. Крышки с цветовой маркировкой (синий = дезинфицирующее средство, зеленый = промывка, красный = отходы) предотвращают путаницу оператора.
Материал: Ведра и рама из нержавеющей стали SS316, автоклавируемые ролики (высокотемпературный нейлон или нержавеющая сталь), сварная конструкция (без соединений, образующих частицы).
Совместимость с автоклавом: Вся тележка (ведра, рама, отжимное устройство) автоклавируется при 121°C в собранном виде. Квалификация поддерживает использование класса B/C со стерилизуемыми системами швабр.
Пакет проверки: Проверка сегрегации жидкости (тестирование наихудшего случая: швабра 500 м² с одним заполнением ведра, измерение концентрации дезинфицирующего средства каждые 100 м², проверка остатка в пределах 90–110 % от заданного значения до завершения), проверка времени контакта дезинфицирующего средства (измерение продолжительности остаточной влажности на поверхности пола), тестирование биологической нагрузки ведерком/отжимателем (проверка мазка после автоклавирования, подтверждающая <1 КОЕ на площадь поверхности 25 см²), СОП по обучению операторов с фотографической документацией рабочего процесса.

MIDPOSI предоставляет документацию по валидации «под ключ», снижая нагрузку на оборудование IQ/OQ/PQ:
Отчет о генерации частиц: тестирование протокола ISO 14644-14; система швабра + рамка + ручка проверена в рабочем состоянии; спецификации оптических счетчиков частиц и записи о калибровке; испытательная среда (камера класса ISO 5, контролируемая температура/влажность); Таблица результатов, показывающая количество частиц в интервалах 0, 20, 40, 60, 80 циклов, с критериями приемки и определением соответствия/несоответствия.
Отчет о квалификации автоклава: План исследования старения (интервалы подсчета циклов, параметры испытаний); результаты визуального осмотра (фотографии, показывающие состояние швабры в каждом интервале); измерения стабильности размеров (длина, ширина, толщина в трех местах на швабру); испытания на механическую прочность (результаты испытаний на растяжение, стойкость к истиранию, усилие натяжения нити для рамок); функциональные показатели (впитывающая способность, эффективность отжима); критерии выхода на пенсию и обоснование определения срока службы.
Отчет о химической совместимости: Матрица испытаний (все дезинфицирующие средства предприятия по сравнению со всеми компонентами системы); протокол воздействия (концентрация, время контакта, количество циклов); критерии оценки (визуальная деградация, повторный тест на образование частиц, сохранение механической прочности); результаты «пройден/не пройден» для каждой комбинации материала и химического вещества; рекомендации по ротации дезинфицирующих средств на конкретном предприятии.
Тестирование совместимости дезинфицирующих средств: Моделирование последовательного воздействия (автоклав → IPA → автоклав → пероксид → автоклав → кват → автоклав в течение 50 циклов); Тенденции генерации частиц (проверьте <100/м² поддерживается); визуальная/механическая оценка; акт о приемке.
Сертификаты материалов: Сертификаты анализа для конкретной партии (тип волокна, партия красителя, состав металла); сертификаты соответствия (товар соответствует техническим условиям); документация по прослеживаемости (записи партий, связывающие сертификат подлинности с номерами партий готовой продукции).
Почему запечатанная кромка из полиэстера является золотым стандартом: Предварительно написанные протоколы, настраиваемые с учетом особенностей объекта (модель автоклава, параметры цикла, классификация помещений); включает критерии приемки, формы регистрации данных, процедуры отклонения/расследования; сокращает время разработки валидации с 40–60 часов до 8–12 часов настройки.
Цепочка поставок и техническая поддержка MIDPOSI:
Сроки выполнения: Товары со склада (стандартные насадки для швабр из полиэстера 40 см и 60 см, рамки из нержавеющей стали 316, ручки из ПП 120 см и 150 см) доставляются в течение 5 рабочих дней. Нестандартные конфигурации (специальные размеры, печать логотипа, варианты с цветовой кодировкой) доставляются в течение 15 рабочих дней. Пакеты подтверждающей документации доставляются в течение 3 рабочих дней с момента заказа (доставка в электронном формате PDF).
Инженерная поддержка: Предпродажная техническая консультация (30–60 минутный звонок с группами контроля качества/валидации для рассмотрения требований к объекту, рекомендации конфигураций, обсуждения подхода к валидации). Примеры программ оценки (предприятия могут запросить 5–10 образцов швабр для собственного пилотного тестирования перед капитальными вложениями). Обзор протокола валидации (техническая группа MIDPOSI рассматривает проекты IQ/OQ/PQ объекта и предоставляет отзывы о критериях приемки, методах испытаний, записи данных). Устранение неполадок после продажи (поддержка в расследовании, если швабры обнаруживают неожиданную деградацию или электромагнитное воздействие).
Обучение: Обучение операторов на месте или виртуальное, охватывающее правильную технику мытья полов, конфигурацию загрузки автоклава, отслеживание количества циклов, визуальный осмотр критериев вывода из эксплуатации и действия по устранению поврежденных инструментов.
Призыв к конверсии:
Запрос отчета о проверке — Загрузите полный отчет об испытаниях на образование частиц в соответствии с ISO 14644-14, исследование старения в автоклаве и матрицу химической совместимости для систем полиэфирных швабр MIDPOSI. Включает шаблоны протоколов IQ/OQ/PQ. [Кнопка запроса]
Запросить предложение OEM (ответ в течение 12 часов) — Отправьте требования к объекту (класс ISO, площадь помещения, характеристики автоклава, программа дезинфекции) для получения индивидуального предложения по системе. Цены включают оптовые скидки при закупках на нескольких площадках. Инженерная консультация включена в стоимость. [Кнопка запроса]
Загрузить технический паспорт (PDF) — Распечатанная спецификация, включающая состав материала, эксплуатационные характеристики, долговечность в автоклаве, химическую совместимость, доступные размеры и информацию для заказа. [Кнопка загрузки]
Термин «автоклавируемый» означает свойство материала — способность выдерживать стерилизацию влажным теплом при температуре 121–134°C без неприемлемой деградации. «Стерильный» описывает микробиологическое состояние — подтвержденное отсутствие жизнеспособных организмов до уровня обеспечения стерильности (SAL) 10⁻⁶. Автоклавируемая швабра можно сделать стерилен в соответствии с утвержденными циклами автоклавирования, но просто возможность автоклавирования не означает, что он в настоящее время стерилен. Стерильность достигается посредством проверенного процесса (автоклавирование, гамма-облучение) и поддерживается посредством контролируемого хранения/упаковки до момента использования. Спецификации закупок должны учитывать оба фактора: материалы должны быть автоклавируемыми (выдерживать повторяющиеся циклы без потери производительности). и процесс стерилизации должен быть валидирован (продемонстрировать SAL 10⁻⁶ с помощью биологических индикаторов и параметрического мониторинга).
Швабры из полиэстера с герметичными краями фармацевтического класса выдерживают 50–100 циклов автоклавирования при 121°C/30 минут, прежде чем достигнут предел производительности. Полиэстер премиум-класса с непрерывным волокном обеспечивает 80–100 циклов; стандартный полиэстер фармацевтического качества обеспечивает 50–80 циклов. Ограничивающим фактором является не острое разрушение материала (плавление, разрыв), а постепенное увеличение образования частиц – образование швабр. <80 частиц/м² в новом состоянии обычно достигает 90–100 частиц/м² за 80 циклов, что приближается к пределу приемлемости класса 5–7 ISO <100 particles/m². Facilities should retire mops at 70–80% of vendor-validated cycle count (e.g., if vendor qualifies to 100 cycles, retire at 70–80 cycles) to maintain safety margin and prevent mid-service-life classification failures. Microfiber blends achieve only 30–50 cycles due to polyamide thermal degradation. Higher-temperature cycles (134°C) reduce service life 30–50% for all materials.
Yes, but with significant limitations. Microfiber (polyester/polyamide blends, typically 80/20 or 70/30) can survive autoclaving, but polyamide degrades faster than 100% polyester. Pharmaceutical-grade autoclavable microfiber achieves 30–50 cycles at 121°C before particle generation exceeds ISO limits (rising from ~100 particles/m² new to 200–400 particles/m² by 40–50 cycles). Microfiber also shows fiber fusion (filaments melting together under SEM), dimensional shrinkage (5–10% by 30 cycles), and residue retention (damaged fibers become tacky). For Grade A/B applications, sealed-edge 100% polyester is superior (longer service life, more stable particle generation, better dimensional stability). Microfiber remains acceptable for ISO Class 7–8 (Grade C/D) where enhanced absorbency (6–8× dry weight vs 4–6× for polyester) benefits outweigh reduced durability and particle generation <200/m² meets classification. Facilities using microfiber should: (1) qualify to 30–40 cycles maximum, (2) trend particle generation every 10 cycles, (3) avoid 134°C cycles (severe polyamide degradation), (4) restrict use to Grade C/D areas.
No, but mismatched cycle life creates waste or operational complexity. Optimal strategy: match component service life to enable synchronized retirement.
Matched service life example: 80-cycle polyester mop heads + 80-cycle polypropylene frames + 80-cycle PP handles. All components retire together after 80 cycles—no waste from discarding functional long-life components, no risk from using short-life components beyond qualification.
Mismatched service life example: 80-cycle polyester mop heads + 200-cycle SS316 frames + 200-cycle SS316 handles. Frames and handles outlast 2–3 mop head lifecycles. Economically optimal (lower long-term cost), but requires inventory tracking (pairing new mop heads with used frames/handles of known cycle history) and periodic frame/handle inspection (verify no degradation after 80, 160 cycles before re-pairing).
Worst mismatch scenario: 80-cycle mop heads + 50-cycle frames + 80-cycle handles. Frames fail mid-service-life, forcing retirement of functional mop heads and handles—wasting capital and requiring emergency frame procurement.
Procurement guidance: For operational simplicity, match all component service life (accept higher upfront cost for long-life components or accept shorter system life with lower-cost components). For cost optimization, pair long-life frames/handles (SS316, 200+ cycles) with shorter-life mop heads (polyester, 80 cycles), accepting inventory complexity for multi-decade frame/handle utilization.
Not necessarily “better,” but often preferred for specific risk/operational profiles:
Gamma-sterilized disposable advantages for Grade A:
Autoclavable reusable advantages for Grade A:
Decision framework: If Grade A area is small (<200 m²) and mopping frequency is low (2–3× per week), disposables justify premium cost through investigation risk reduction—a single EM failure investigation (\$8,000–\$15,000 cost) negates years of per-use savings. If Grade A area is large (>500 m²) or usage is high (daily mopping), reusable systems deliver strong ROI—but require robust autoclave validation, service life tracking, and laundering protocols. Multi-product or high-potency API facilities should default to disposables due to cross-contamination risk intolerance regardless of area size. Facilities with validated autoclave infrastructure and GMP laundry capabilities can safely use autoclavable systems in Grade A, accepting higher validation burden for long-term cost savings.
Sterilization validation follows a three-tier IQ/OQ/PQ framework:
IQ (Installation Qualification): Verify autoclave meets specifications (chamber size, temperature range, pressure capability), confirm calibration of temperature probes and pressure gauges (within ±1°C and ±0.5 psi), document biological indicator lot qualification (species confirmation, population count, D-value and z-value certificates), verify steam quality (condensate conductivity <5 µS/cm, non-condensable gas content <3.5%).
OQ (Operational Qualification): Execute empty-chamber heat distribution studies (thermocouples at 9–12 locations throughout chamber, map temperature uniformity, identify cold spots—typically geometric center and near door). Run loaded-chamber heat penetration studies with mop loads in worst-case configuration (maximum mop count, tightest packing, autoclave pouches if used). Place thermocouples at suspected cold spots (center of tightly stacked mops, center of pouches). Confirm minimum temperature ≥121°C and minimum exposure time ≥15 min achieved at all locations. Calculate F₀ (cumulative lethality) from time-temperature data; acceptance ≥8 min for steam cycles.
PQ (Квалификация производительности): Run 3 consecutive successful cycles with worst-case loads. Place biological indicators (Geobacillus stearothermophilus spore strips or self-contained BIs, population ≥10⁶ CFU, D₁₂₁ ~1.5 min) at cold spots identified in OQ plus center and periphery of mop loads. Include positive control BI (unsterilized, incubated to confirm viability). After cycle, aseptically transfer BIs to growth medium (tryptic soy broth), incubate at 55–60°C for 7 days. Acceptance: all process BIs show no growth (indicating ≥6-log reduction); positive control shows growth (confirming BIs were viable). Document parametric data (time/temperature/pressure charts) showing cycle met validated parameters.
Routine monitoring: Ongoing sterilization assurance via: parametric release (every cycle’s time/temp/pressure data confirms validated parameters met), periodic BI runs (frequency per facility protocol—weekly, monthly, or per-batch), autoclave maintenance (annual preventive maintenance, steam quality testing quarterly, chamber leak testing semi-annually).
Regulatory inspectors examining autoclavable cleanroom mop validation expect:
1. Equipment qualification records: Autoclave IQ/OQ/PQ protocols with executed data, biological indicator lot certificates (species, D-value, z-value, expiration), autoclave maintenance records (PM schedules, calibration certificates for temperature/pressure instrumentation), steam quality test results.
2. Material qualification records: Vendor validation reports (particle generation per ISO 14644-14, autoclave durability studies, chemical compatibility matrices), material certificates of analysis and conformance, service life determination studies (dimensional stability, mechanical strength retention, visual integrity across qualified cycle count).
3. Process validation records: Laundering validation (demonstrating residue removal to below detection limits), autoclave cycle qualification (heat distribution and penetration studies for mop loads), worst-case load definition (maximum mop count, packaging configuration), acceptance criteria for parametric and BI data.
4. Routine monitoring records: Batch records for each sterilization cycle (date, operator, cycle parameters, load description, BI results if applicable), cycle count tracking logs (linking mop serial numbers or lot codes to cumulative cycles, retirement at qualified limit), visual inspection records (periodic inspection for tears, edge degradation, discoloration), EM trending (particle counts and bioburden data correlated to mopping operations).
5. Standard Operating Procedures: Autoclave operation SOP (loading, cycle selection, unloading, hold times), laundering SOP (wash parameters, water quality requirements, detergent specifications), mop use and storage SOP (room assignments, sterile handling technique, storage conditions/hold times), retirement and disposal SOP (cycle count limits, visual defect criteria, disposal procedures).
6. Contamination Control Strategy (CCS): Risk assessment justifying autoclavable vs disposable selection per facility zone, equipment suitability statements (why chosen mop materials/sterilization method meet Annex 1 requirements), training records (operator qualification on mopping technique, autoclave operation, cycle tracking, inspection procedures).
7. Investigation records (if applicable): CAPA documentation for any EM failures traced to cleaning tools, OOS investigations when particle generation exceeded limits, sterilization failures (BI positive results, parametric deviations).
Auditors may ask: “How do you know your mops remain suitable through their service life?” (expect trending data showing stable particle generation across cycles). “What happens if this mop is accidentally used beyond its qualified cycle count?” (expect SOP describing deviation reporting, risk assessment, potential product impact evaluation). “How do you prevent cross-contamination between products/rooms?” (expect laundering validation data, segregation protocols, worst-case residue testing results).

