Когда мониторинг окружающей среды на линии асептического розлива класса А обнаруживает выброс частиц через тридцать минут после мытья полов, расследование почти всегда приводит к одной и той же основной причине: самому чистящему инструменту. Ваша насадка швабры может пройти проверку на стерильность, но если липучка на раме сбрасывает волокна при каждом движении или если система ведер перекрестно загрязняет дезинфицирующее средство между зонами, вы внесли загрязнение под видом чистки.
Выбор подходящей системы швабры для чистых помещений заключается не в просмотре каталогов продукции, а в проверке интегрированного рабочего процесса уборки, который соответствует требованиям Приложения 1 EU GMP (вступает в силу с августа 2023 г.), операционным стандартам ISO 14644-5 (обновлено в 2025 г.) и ожиданиям FDA CGMP. В этом руководстве рассказывается, как полные системы швабр, а не отдельные компоненты, предотвращают три наиболее распространенные ошибки при уборке чистых помещений: образование частиц из-за плохо спроектированных инструментов, разбавление дезинфицирующего средства при неправильной установке ведер и пробелы в документации, которые приводят к выводам аудита. Вы увидите, какая именно системная архитектура соответствует средам фармацевтического производства ISO 5–8, какие доказательства проверки необходимы группам по закупкам для обоснования затрат на капитальное оборудование, а также как проверенные системы швабр MIDPOSI обеспечивают соответствие «под ключ» данным о частицах, матрицам химической совместимости и шаблонам IQ/OQ/PQ, готовым для проверки качества.
Что такое система швабры для чистых помещений? (Не просто швабра)
Спецификации закупок, которые требуют наличия «швабры для чистых помещений», упускают из виду суть. Регулирующие органы не оценивают насадки швабр изолированно — они оценивают способность всей системы очистки поддерживать экологический контроль. Приложение 1 GMP ЕС (разделы 4.29–4.31) требует утвержденных программ очистки и дезинфекции, в которых материалы выдерживают многократное химическое воздействие без разложения или осыпания частиц. ISO 14644-5:2025 требует, чтобы предприятия разработали программу контроля операций, включающую документированную программу очистки с определенным сроком службы расходных материалов. Система швабры — это операционная единица, которая отвечает этим требованиям.
Вот что включает в себя проверенная система швабры для чистых помещений:
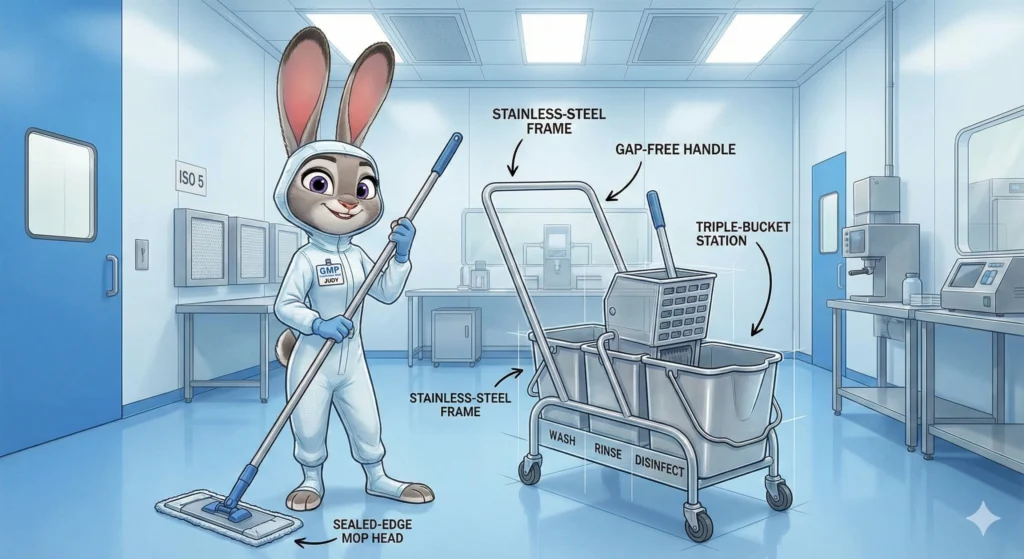
Швабра — Конструкция из полиэстера или микрофибры с герметичными краями, создающая <100 частиц/м² согласно испытаниям в барабане Helmke IEST-RP-CC004. Должен продемонстрировать химическую совместимость со всеми дезинфицирующими средствами в вашей ротации (70% IPA, перекись водорода, надуксусная кислота, соединения четвертичного аммония). Для многоразовых головок подтвержденный срок службы обычно составляет 50–100 циклов автоклавирования; для одноразового использования, стерилизация гамма-излучением до SAL 10⁻⁶.
Рамка для швабры — Автоклавируемая нержавеющая сталь (SS316) или высокотемпературный полипропилен с герметичными карманами, предотвращающими высвобождение волокон. Крепления-липучки дисквалифицируются в зонах категорий A/B; только полностью закрытые края рамы соответствуют требованиям Приложения 1 к материалам с низким уровнем осыпания.
Ручка — Цельная конструкция без зазоров. Резьбовые соединения и телескопические сегменты создают ловушки для частиц, которые нарушают требования к чистоте поверхности ISO 14644-1. В проверенных ручках используются непрерывные профили из нержавеющей стали или полипропилена, предназначенного для чистых помещений.
Система ковша — Именно здесь большинство систем дает сбой. Разделы 4.29–4.31 Приложения 1 требуют подтверждения эффективности дезинфицирующего средства в зависимости от материала поверхности, что означает, что конфигурация вашего ведра должна предотвращать перекрестное загрязнение и поддерживать время контакта дезинфицирующего средства. Одноведровые системы немедленно разбавляют дезинфицирующее средство; Установка с двумя бакетами (разделение чистой и грязной воды) уменьшает разбавление, но все же ставит под угрозу протоколы ротационной дезинфекции. Только системы с тремя бакетами — предварительное ополаскивание, нанесение дезинфицирующего средства и окончательное ополаскивание — соответствуют утвержденным требованиям рабочего процесса для сред класса A/B, где Приложение 1 требует использования стерильных чистящих средств.
Стандартные рабочие процедуры — The system includes written protocols that define disinfectant rotation (at least two agents with different modes of action, plus periodic sporicidal application per Annex 1), mop head change frequency, bucket fill volumes, and operator technique. These SOPs tie component specifications to environmental monitoring outcomes.
Why does the “system” distinction matter? Because inspectors review your Contamination Control Strategy holistically. When they examine cleaning validation reports, they look for evidence that your mop head particle data, frame material qualification, and bucket workflow SOPs align to produce consistent environmental monitoring results. A mop head with a <50 particles/m² spec sheet means nothing if your frame sheds fibers or your bucket system cross-contaminates zones. The system is the validated unit, not the mop head alone.

Figure 1: Complete cleanroom mop system showing integrated components—sealed-edge mop head, stainless steel frame, one-piece handle, and triple-bucket setup. EU GMP Annex 1 requires validation of the entire system, not individual components, to demonstrate contamination control per ISO 14644-5:2025 Operations Control Programme requirements.
System Components: Pad, Frame, Handle & Bucket (GMP-Validated Architecture)
Each component in a cleanroom mop system carries specific contamination risks. Procurement teams that select components independently—”this mop head looks good, let’s pair it with that frame”—end up with qualification gaps that surface during validation or, worse, during FDA inspection. Here’s how to evaluate each element against GMP requirements.
Mop Head: Sealed-Edge Polyester vs Microfiber
The mop head contacts every critical surface in your cleanroom, making material selection your first contamination control decision. Two options dominate pharmaceutical applications, but only one consistently meets Annex 1’s low-shedding requirements.
Sealed-Edge Polyester is the pharmaceutical standard. Continuous-filament polyester yarn, thermally sealed at all edges, generates <50 particles/m² in Helmke drum testing. This construction prevents cut fibers from releasing during use. Chemical resistance covers the full disinfectant spectrum—it tolerates 70% IPA for routine cleaning, survives hydrogen peroxide and peracetic acid oxidation (critical for sporicidal rotation per Annex 1 section 4.30), and remains stable in quaternary ammonium compounds. Autoclave durability runs 80–100 cycles at 121°C before tensile strength degrades below acceptance criteria; gamma-sterilized single-use versions deliver SAL 10⁻⁶ for Grade A/B where Annex 1 requires sterile cleaning materials.
Микрофибра presents higher particle risk. While split-fiber microfiber excels at liquid absorption, the fiber-splitting process creates cut edges. Unless every edge is thermally bonded, microfiber mop heads shed fragments—particularly after repeated laundering or autoclaving. Consumer-grade microfiber (the kind sold for household cleaning) generates 200+ particles/m², disqualifying it entirely from ISO 5–8 environments. Even cleanroom-grade microfiber with sealed edges shows particle counts 2–3× higher than equivalent polyester. The cost savings vanish when you trace an EM excursion to microfiber shedding.
Particle generation data is non-negotiable. Demand IEST-RP-CC004 Helmke drum test reports showing particle counts at 0.5 µm and 5.0 µm, both before and after simulated-use conditioning (e.g., 10 autoclave cycles). If the supplier can’t provide this data, the mop head isn’t validated.
Chemical compatibility requires exposure testing. Request documentation showing mop head integrity (visual inspection, tensile testing, particle shedding) after 50 cycles of your specific disinfectant at in-use concentration. IPA tolerance is table stakes; the real question is whether the material survives your sporicidal rotation (often 6% hydrogen peroxide or 0.8% peracetic acid) without degrading.
Долговечность автоклава определяет общую стоимость владения. Насадка для швабры, рассчитанная на 100 циклов по цене 15 долларов за головку, стоит 0,15 доллара за использование. Одноразовые головки, стерилизованные гамма-излучением, по цене 8 долларов США за штуку, стоят 8 долларов США за использование, но исключают риск повторной обработки и перекрестного загрязнения — часто это подходящий вариант для асептических операций класса А.
Рама швабры: автоклавируемая, конструкция с герметичными карманами
Рама крепит насадку швабры к ручке. В этом интерфейсе большинство спецификаций по смешиванию и сопоставлению компонентов терпят неудачу.
Почему липучка дисквалифицируется
Застежки-липучки сбрасывают нейлоновые фрагменты при каждом цикле прикрепления. Испытания на образование частиц на рамах швабр на липучке постоянно показывают 150–300 частиц/м², что в три раза превышает порог для ISO 6 (класс 1000) и катастрофический для зон ISO 5 (класс 100) классов A/B. Приложение 1 GMP ЕС прямо требует материалов, которые «минимизируют образование частиц» (раздел 4.14). Липучка категорически не соответствует этому требованию.
Запечатанный карман против рамок с обрезанными краями
Validated frames use sealed pockets where the mop head slides into a fully enclosed channel. The frame edge is either thermally welded (polypropylene frames) or mechanically crimped (stainless steel frames) to eliminate fiber exposure. Cut-edge frames—where the mop head simply folds over a flat bar—leave fabric edges exposed, allowing fibers to release during the push-pull motion of mopping.
Frame material options:
Stainless Steel 316L survives unlimited autoclave cycles, tolerates aggressive disinfectants (including high-concentration peroxide and peracetic acid), and provides the longest service life. Typical frame life exceeds 5 years in daily-use environments. Downsides: higher upfront cost ($80–$120 per frame) and weight (matters for operators cleaning large floor areas). SS316L is the standard for reusable mop systems in ISO 5–7 production suites.
High-Temperature Polypropylene (PP) предлагает меньший вес и меньшую стоимость (30–50 долларов за раму), сохраняя при этом совместимость с автоклавом (121 ° C для более 50 циклов). Химическая стойкость распространяется на IPA, кваты и умеренные концентрации пероксида, но агрессивные спорицидные агенты разрушают ПП быстрее, чем нержавеющую сталь. Срок службы при обычном использовании составляет 2–3 года. Рамы из полипропилена хорошо подходят для сред ISO 6–8 (класс C/D), где чувствительность к цене определяет технические характеристики.
Цельная конструкция без зазоров
Seams, joints, and attachment points create particle traps. Validated frames are either welded (stainless) or molded (polypropylene) as single pieces. Multi-part frames with mechanical fasteners (screws, rivets) accumulate residue in threads and crevices—violations of ISO 14644-1 surface finish requirements that call for smooth, cleanable surfaces.
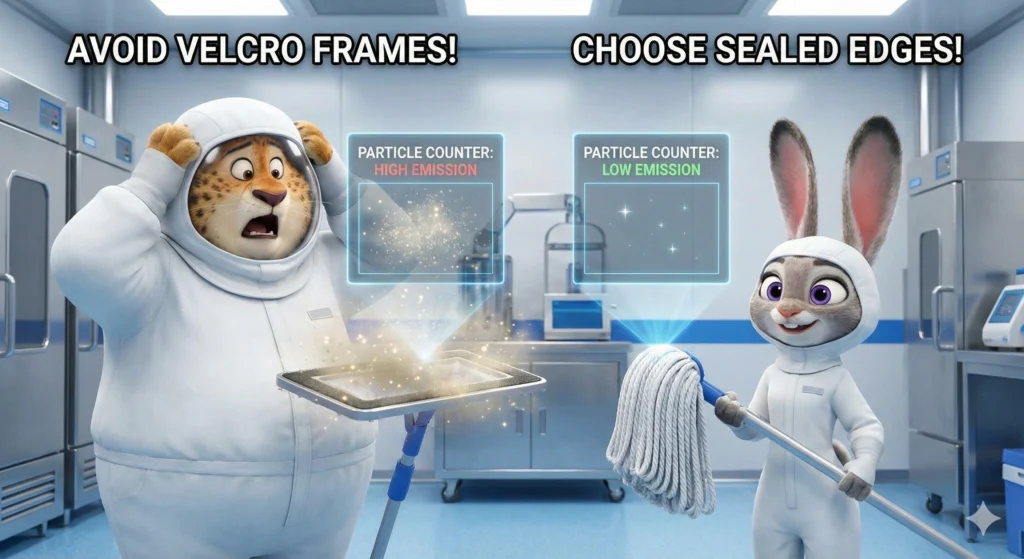
Figure 3: Sealed-edge polyester construction (left) vs cut-edge/Velcro frame (right). Thermal-sealed edges prevent particle generation (<50 particles/m² per IEST-RP-CC004), meeting ISO 14644-1 surface requirements. Velcro attachments and cut fabric edges create fiber release zones that generate 150–300 particles/m², disqualifying them from Grade A/B cleanrooms per EU GMP Annex 1 low-shedding material requirements (section 4.14).
Handle: One-Piece, Gap-Free, Cleanroom-Grade Materials
Handles seem simple until you examine where contamination hides.
Threaded Joints and Telescoping Segments Are Particle Sources
Commercial mop handles use threaded couplings to connect handle segments or adjust length. Every thread valley is a particle trap that collects residue from cleaning solutions, gowning fibers, and environmental fallout. During use, mechanical stress releases trapped particles. Telescoping handles—where one tube slides inside another—create friction zones that generate wear debris. These designs are incompatible with ISO 5–7 cleanroom standards.
Material Comparison
SS316 Stainless Steel: One-piece extrusions or single-weld construction, no threads, no joints. Length is fixed (typically 1.2–1.5 m for floor mops). Autoclave-compatible, chemically inert, unlimited service life. Weight: ~800–900 g. Cost: $60–$90. Best for high-grade environments (ISO 5–6, Grade A/B) where validation burden justifies capital investment.
High-Temperature Polypropylene: Injection-molded or extruded single-piece handles. Lighter weight (~300–400 g) reduces operator fatigue during extended cleaning. Autoclavable to 121°C for 50+ cycles. Chemical resistance matches PP frame limitations (IPA, quats, moderate peroxide). Cost: $20–$35. Suitable for ISO 6–8 (Grade B/C/D) where cost-performance balance favors disposable or semi-disposable workflows.
Attachment Mechanism to Frame
The handle-to-frame connection must be cleanable and secure without tools. Snap-lock designs that enclose the joint fully meet ISO surface requirements. Threaded connections (even when using cleanroom-compatible materials) create the same particle trap issues noted above. The best systems use tapered snap-fit connections where the handle end inserts into a matching frame socket—no threads, no tools, no gaps.
Bucket System: Dual vs Triple Bucket (Annex 1 Compliance)
Annex 1 sections 4.29–4.31 don’t explicitly mandate triple-bucket systems, but the validation requirements for disinfectant efficacy and cross-contamination prevention make triple-bucket configurations the only practical path to compliance in Grade A/B.
Why Single-Bucket Systems Fail Immediately
Single-bucket workflows—where the operator dips the mop into a bucket of disinfectant, mops the floor, and returns the mop to the same bucket—introduce floor contaminants (particles, bioburden, residues) directly into the disinfectant reservoir. After five dip cycles, disinfectant concentration drops as water and debris dilute the solution. After ten cycles, you’re mopping with contaminated water that spreads bioburden rather than removing it. This violates Annex 1 section 4.29’s requirement for validated disinfectant efficacy.
Dual-Bucket Shortcomings
Системы с двумя бакетами отделяют «чистое» дезинфицирующее средство (ведро 1) от «грязной» промывочной воды (ведро 2). Оператор опускает швабру в ведро 1, протирает участок, затем ополаскивает швабру в ведре 2, прежде чем вернуться в ведро 1 для следующего участка. Это предотвращает сильное загрязнение дезинфицирующего средства, но создает две проблемы:
- Время воздействия дезинфицирующего средства не контролируется. Приложение 1 требует подтверждения эффективности дезинфицирующего средства в зависимости от материала поверхности, что означает, что вы должны продемонстрировать, что ваш метод нанесения обеспечивает необходимое время контакта (обычно 1–5 минут в зависимости от агента). При работе с двумя ведрами насадка швабры переносит дезинфицирующее средство на пол, но сразу же собирает воду и мусор, сокращая время контакта и разбавляя средство.
- Disinfectant rotation fails. Annex 1 section 4.30 requires “more than one disinfectant with different modes of action” plus periodic sporicidal application. Dual-bucket systems provide no mechanism to apply different agents sequentially without fully draining and refilling buckets between agents—impractical during shift operations.
Why Triple-Bucket Systems Win
Triple-bucket configurations segregate:
- Bucket 1: Pre-rinse / debris removal — Plain purified water (or mild detergent solution) removes gross soil and particles. The operator mops a section, returns to Bucket 1, rinses, and wrings.
- Bucket 2: Disinfectant application — Содержит проверенное дезинфицирующее средство в рабочей концентрации (например, 70 % IPA для регулярной очистки или 6 % перекиси водорода для спороцидной ротации). Оператор погружает швабру, слегка отжимает, чтобы контролировать объем раствора, и наносит ее на пол. Насадка для швабры нет возвращается в корзину 2 после использования — она переходит непосредственно в корзину 3.
- Ведро 3: Последнее полоскание — Очищенная вода удаляет излишки дезинфицирующего средства и предотвращает его перенос между зонами (критически важно при ротации дезинфицирующих средств или последовательной очистке зон разной степени очистки).
Этот рабочий процесс обеспечивает:
- Подтвержденное время контакта дезинфицирующего средства: Ведро 2 поддерживает концентрацию дезинфицирующего средства, поскольку загрязненные швабры никогда не возвращаются в него.
- Готовый к ротации протокол: Swapping the agent in Bucket 2 (e.g., from IPA to hydrogen peroxide for sporicidal rotation per Annex 1 section 4.30) requires only draining and refilling Bucket 2, not the entire system.
- Cross-contamination prevention: Buckets 1 and 3 capture debris and rinse water; Bucket 2 remains uncontaminated throughout the shift.
Material and Construction Requirements
Stainless Steel Buckets (SS304 or SS316): Autoclavable, chemically inert, longest service life (10+ years). Typical capacity: 10–15 liters per bucket. Cost: $150–$250 per bucket (triple-bucket set: $450–$750). Best for validated reusable systems in long-term production facilities.
High-Temperature Polypropylene Buckets: Autoclavable to 121°C, lighter weight, lower cost ($40–$70 per bucket; triple set: $120–$210). Chemical resistance covers IPA, quats, moderate peroxide; aggressive sporicides shorten service life to 2–3 years. Suitable for cost-sensitive or semi-disposable workflows.
Wringer vs Press Mechanism: Wringers (roller or lever-action) generate particles from mechanical wear. Press plates (flat perforated inserts where the operator manually presses the mop head) eliminate moving parts and reduce particle generation. For ISO 5–6 (Grade A/B), press systems are preferred; for ISO 7–8 (Grade C/D), wringers are acceptable if qualified.
Color-Coding and Labeling
ISO 14644-5:2025 emphasizes operational controls that prevent cross-contamination. Color-coded bucket systems (e.g., blue for Bucket 1 pre-rinse, green for Bucket 2 disinfectant, yellow for Bucket 3 final rinse) reduce operator error. Permanent labels indicating bucket function, disinfectant type, and fill line further support SOP compliance and audit defense.

Figure 2: Triple-bucket workflow configuration meeting EU GMP Annex 1 sections 4.29–4.31 requirements for validated disinfectant efficacy. Bucket 1 (blue) removes gross soil, Bucket 2 (green) applies disinfectant at validated concentration without contamination return, Bucket 3 (yellow) performs final rinse to prevent agent carryover between zones. This segregated workflow maintains disinfectant stability and supports rotation protocols required by Annex 1 section 4.30.
Benefits of GMP-Validated Mop Systems (ISO 5–8 Success Factors)
При сравнении затрат на закупки часто основное внимание уделяется цене насадки для швабры. Что упускается из виду: общая стоимость сбоя экологического мониторинга, наблюдения аудита или задержки партии, связанной с неадекватной проверкой очистки. Проверенные системы швабр не просто соответствуют требованиям — они предотвращают сбои в работе, которые обходятся в 10–100 раз дороже инвестиций в оборудование.
1. Предотвратить сбои в мониторинге окружающей среды
Отклонения частиц и повышенное количество бионагрузки вызывают расследования отклонений, которые отнимают недели времени на контроль качества, останавливают производственные линии и создают риски для регулирующих органов. Когда расследование выявляет загрязнение чистящих инструментов, основной вопрос анализа первопричин звучит так: «Почему не была проверена система очистки, чтобы предотвратить это?»
Validated mop systems provide:
Particle generation data that establishes baseline expectations. When your mop head’s Helmke drum test report shows <50 particles/m² and your routine EM samples show baseline particle counts before and after mopping (no excursions), you’ve demonstrated system control. If an excursion occurs, the validated baseline helps eliminate the mop as the variable—focusing investigation on other root causes.
Chemical compatibility evidence that prevents material degradation. Mop heads that survive 50+ autoclave cycles and 100+ disinfectant exposures (per validation testing) won’t suddenly shed fibers mid-shift. Unvalidated materials degrade unpredictably, releasing particles during use—the definition of an EM failure waiting to happen.
SOP-linked workflows that tie system use to EM outcomes. Your Contamination Control Strategy documents that mop system X, used per SOP Y, maintains Grade A particle counts between Z excursions per year. When EM trending shows stable performance, that’s validation; when it shows excursions, the validated baseline supports investigation.
Real cost of EM failures: A single Grade A particle excursion triggers 40–80 hours of investigation labor (QA review, root cause analysis, CAPA documentation). Multiply by 3–4 excursions/year from an unvalidated mop system, and you’ve spent $15,000–$30,000 in QA time alone—before counting any production impact.
2. Reduce Audit Findings (FDA/EMA/MHRA)
Regulatory inspections focus on cleaning validation evidence. Common audit observations related to cleaning systems include:
- “Inadequate validation of cleaning agent efficacy per surface material” (Annex 1 section 4.29 violation)
- “No documented service life for reusable cleaning consumables” (ISO 14644-5:2025 requirement)
- “Cleaning materials in Grade A/B areas not demonstrated sterile prior to use” (Annex 1 section 4.31 violation)
- “No evidence of particle generation testing for cleanroom mop heads”
Validated mop systems address these gaps with turnkey documentation:
Particle generation test reports (IEST-RP-CC004 Helmke drum data) demonstrate low-shedding material qualification.
Chemical compatibility matrices show validation of disinfectant exposure per Annex 1 requirements (IPA, peroxide, peracetic acid, quats—all tested at in-use concentrations).
Sterilization validation protocols (for gamma-sterilized single-use systems) or autoclave cycle qualification data (for reusable systems) prove sterility compliance in Grade A/B.
Service life documentation (autoclave cycle limits, retirement criteria) meets ISO 14644-5:2025 consumables requirements.
Почему запечатанная кромка из полиэстера является золотым стандартом that integrate mop system qualification into your facility’s cleaning validation program.
Triple-bucket systems specifically address audit findings on disinfectant rotation. When inspectors ask, “How do you validate contact time and prevent cross-contamination during disinfectant rotation?” the triple-bucket workflow provides a documented, defensible answer. Dual-bucket or single-bucket systems force QA teams to justify validation gaps—explanations that rarely satisfy inspectors.
3. Extend Tool Service Life & Reduce Costs
Reusable mop systems with validated service life deliver better total cost of ownership than disposable alternatives—if, and only if, the system is designed for repeated sterilization cycles.
5-Year Cost Comparison (ISO 6 Cleanroom, 250 Cleaning Cycles/Year)
Validated Reusable System (sealed-edge polyester mop heads, SS316 frame/handle, autoclavable for 100 cycles):
- Initial equipment: $300 (frame + handle + buckets)
- Mop heads: 13 heads over 5 years ($15/head × 100 cycles each × 1,250 total cycles = 13 heads) = $195
- Reprocessing: Autoclave cost ~$2/cycle, 1,250 cycles = $2,500
- Total 5-year cost: $2,995 (~$600/year)
Gamma-Sterilized Single-Use System (pre-sterilized polyester mop heads, disposable PP frame, single-use workflow):
- Mop head + frame units: $12/unit × 250 uses/year × 5 years = $15,000
- No reprocessing cost
- Total 5-year cost: $15,000 (~$3,000/year)
Unvalidated Commercial System (microfiber mop heads, Velcro frame, dual-bucket, sourced from janitorial suppliers):
- Initial equipment: $80 (frame + handle + buckets)
- Mop heads: Fail particle testing after 20 cycles; require replacement every 5 months = 12 heads/year × 5 years = 60 heads × $10/head = $600
- EM excursion investigations: 3 excursions/year × $5,000 investigation cost = $15,000/year × 5 years = $75,000
- Total 5-year cost: $75,680 (~$15,136/year)
The validated reusable system costs 20% of the unvalidated system’s total expense—because it eliminates the EM failure penalty.
4. Ensure Disinfectant Contact-Time Stability
Annex 1 section 4.29 requires validated disinfectant efficacy, which depends on maintaining agent concentration and contact time throughout the cleaning shift. Bucket system design directly controls this.
Why Dual-Bucket Systems Fail Validation
Dual-bucket workflows can’t maintain disinfectant concentration. Every time the operator returns a contaminated mop to the “clean” bucket (even after rinsing in the “dirty” bucket), residual water and debris dilute the disinfectant. After 20 dip cycles, a 70% IPA solution drops to 60–65% effective concentration—below validated efficacy thresholds. Hydrogen peroxide is worse; organic debris rapidly decomposes peroxide, cutting its effective concentration in half after 10–15 cycles.
Why Triple-Bucket Systems Maintain Validation
Рабочий процесс с тремя бакетами изолирует ведро с дезинфицирующим средством (ведро 2). Загрязненные швабры никогда к нему не возвращаются; они переходят из ведра 2 непосредственно в ведро 3 (заключительное полоскание). Такая конструкция позволяет поддерживать в ведре 2 проверенную концентрацию в течение всей смены. Когда проверка эффективности дезинфицирующего средства показывает, что 70% IPA обеспечивает 3-логарифмическое снижение биологической нагрузки за 2 минуты контакта, система с тремя бакетами последовательно обеспечивает эту подтвержденную эффективность, поскольку концентрация остается стабильной.
Contact time control: In a triple-bucket workflow, the operator applies disinfectant from Bucket 2, mops a defined area (typically 2–4 m²), and allows the solution to remain on the surface for the validated contact time before proceeding to the next section. The workflow SOP specifies contact time per disinfectant (e.g., 2 minutes for IPA, 5 minutes for hydrogen peroxide). This SOP-driven control isn’t feasible in dual-bucket systems where the operator continuously dips and mops without discrete dwell periods.

Top 3 Cleanroom Mop Systems for ISO 5–8 Pharma Lines
These system architectures represent the three validated approaches pharmaceutical facilities use to meet EU GMP Annex 1 and ISO 14644-5 requirements. Your choice depends on cleanroom grade, production volume, reprocessing capacity, and capital budget.
System 1 — Gamma-Sterilized Single-Use Mop System (Grade A/B)
Architecture: Pre-sterilized sealed-edge polyester mop head + disposable polypropylene frame, packaged in double-peel pouches, gamma-irradiated to SAL 10⁻⁶. Single-use workflow with no reprocessing.
Target Application: Aseptic filling suites, lyophilizer loading, vial inspection areas—any Grade A/B zone where Annex 1 section 4.31 requires sterile cleaning materials and cross-contamination risk must be eliminated completely.
Ключевые характеристики:
- Particle generation: <50 particles/m² per IEST-RP-CC004 (tested post-irradiation to confirm gamma sterilization doesn’t degrade material)
- Sterility assurance level: 10⁻⁶ (pharmaceutical-grade gamma dose, typically 25–40 kGy)
- Chemical compatibility: Pre-qualified for 70% IPA, 6% hydrogen peroxide, 0.2–0.35% peracetic acid, sporicidal quats
- Double-peel pouch packaging for aseptic transfer into Grade A/B without outer carton contamination
- Certificate of Irradiation (CoI) and Certificate of Analysis (CoA) included with each lot
Преимущества:
- Zero cross-contamination risk: Each cleaning event uses a fresh, sterile system
- No reprocessing validation required (eliminates autoclave qualification, cycle monitoring, retirement criteria)
- Immediate compliance with Annex 1 sterility requirements
- Упрощает СОП: операторам не приходится принимать решения о повторной обработке, отслеживании цикла или снятии с эксплуатации насадок для швабры.
Ограничения:
- Самая высокая стоимость за использование: 8–12 долларов США за насадку для швабры + блок рамы.
- Производит больше отходов (соображения по утилизации для предприятий, отвечающих требованиям устойчивого развития)
- Требуется последовательное управление цепочкой поставок (сроки выполнения гамма-стерилизации)
Идеально подходит для: Критические зоны высокого класса (асептическое ядро класса A, фон класса B), низкочастотная очистка (1–2 цикла в день), помещения с ограниченной производительностью автоклавов или операции, в которых абсолютный контроль загрязнения важнее затрат.
Система 2 — автоклавируемая многоразовая полиэфирная система (ISO 6–8)
Architecture: Sealed-edge polyester mop heads (100-cycle service life) + SS316 stainless steel frame and handle + autoclavable triple-bucket system (SS304/316 buckets). Reprocessing workflow: post-use laundering, autoclave sterilization (121°C, 30 minutes), cycle tracking, retirement at validated limits.
Target Application: Grade B/C production areas, Grade D warehousing and corridors, ISO 6–8 general manufacturing—zones where validated reusable systems deliver optimal ROI.
Ключевые характеристики:
- Mop head: Continuous-filament polyester, four-edge thermal seal, <50 particles/m² new and <100 particles/m² after 50 autoclave cycles
- Frame: SS316L, sealed-pocket construction, no Velcro, mechanically crimped edges, weight 400–500 g
- Ручка: цельный профиль SS316, длина 1,2–1,5 м, рамочное соединение с защелкой, вес ~800 г.
- Ведра: набор из трех ведер SS304 (объемом 10–15 л каждое), автоклавируемые, с цветовой маркировкой (синий/зеленый/желтый), отжимной механизм с прижимной пластиной.
- Срок службы: насадки для швабр проверены на 80–100 циклов автоклавирования; рама/ручка/ведра неограниченны при правильном обслуживании
Преимущества:
- Лучшая совокупная стоимость владения: ~600 долларов в год за 250 циклов очистки (см. сравнение затрат в разделе 4).
- Длительный срок службы оборудования: рама/ручка/ведра служат более 5–10 лет.
- Полная документация по валидации: данные о частицах, квалификация цикла автоклава, матрицы химической совместимости, СОП по выводу из эксплуатации.
- Поддерживает ротацию дезинфицирующих средств: система с тремя ведрами позволяет заменять агенты каждую смену (чередование IPA с перекисью согласно Приложению 1, раздел 4.30)
Ограничения:
- Требуется инфраструктура для переработки (мойка, автоклав, система отслеживания циклов)
- Более высокий первоначальный капитал (500–800 долларов США за полную систему: рама, ручка, 10–15 насадок для швабр, набор из трех ведер)
- Необходимо обучение операторов для повторной обработки СОП, ведения журналов циклов, критериев вывода из эксплуатации
Идеально подходит для: Очистка средней и высокой частоты (2–5 циклов в день), предприятия с существующими автоклавными мощностями, предприятия, требующие оптимизации совокупной стоимости владения, предприятия с уже действующими утвержденными программами переработки халатов/перчаток.
Система 3 — Система рабочего процесса с тремя сегментами Приложения 1 (класс A/B/C)
Architecture: This is not a product configuration but a validated workflow system combining either System 1 or System 2 hardware with triple-bucket fluid management. The defining feature is operational control of disinfectant efficacy per Annex 1 sections 4.29–4.31.
Target Application: Any pharmaceutical cleanroom where disinfectant rotation is required, sporicidal agents are used, or inspectors expect documented validation of contact time and concentration control.
Workflow Specifications:
- Bucket 1 (Pre-rinse): Purified water or mild detergent (e.g., 0.5% Alcalex); removes gross soil/particles before disinfectant application
- Bucket 2 (Disinfectant): Contains validated agent at in-use concentration; mop heads dip here but never return post-use (prevents dilution)
- Ведро 3 (Последнее полоскание): очищенная вода; удаляет излишки дезинфицирующего средства, предотвращает перенос средства между зонами
- Время контакта, определенное СОП: оператор наносит дезинфицирующее средство, допускает подтвержденное выдерживание (например, 2 минуты для IPA, 5 минут для H₂O₂), затем приступает к работе.
- Протокол ротации агентов: В соответствии с разделом 4.30 Приложения 1, в учреждениях производится ротация ≥2 дезинфицирующих средств (разного действия) плюс периодический спорицид; Рабочий процесс с тремя бакетами позволяет осуществлять смену агентов ежедневно или в смену путем опорожнения/заполнения только ведра 2.
Ключевые элементы проверки:
- Испытание эффективности дезинфицирующего средства: продемонстрировать снижение бионагрузки на 3–4 log при подтвержденной концентрации и времени контакта.
- Concentration stability study: Show that Bucket 2 maintains ≥95% of initial disinfectant concentration over full shift (no contaminated mop returns = no dilution)
- Cross-contamination prevention: Validate that Bucket 1 and Bucket 3 rinse water contains no detectable viable organisms above action limits
- SOP adherence monitoring: Use fill-line markers on buckets, time logs for contact time, and color-coding to reduce operator error
Преимущества:
- Directly addresses the #1 audit finding on cleaning validation: “inadequate disinfectant efficacy validation”
- Enables compliance with Annex 1 disinfectant rotation requirements (section 4.30)
- Provides documented answer when inspectors ask, “How do you prevent cross-contamination during cleaning?”
- Поддержка нескольких дезинфицирующих средств за одну смену без перекрестного загрязнения.
Ограничения:
- Требуется больше места на полу: три ведра вместо одного или двух.
- Увеличенное время настройки: операторы заполняют три корзины вместо одной или двух.
- Более высокая нагрузка на обучение: операторы должны понимать логику рабочего процесса и обоснование СОП (а не просто «макать и протирать»).
Идеально подходит для: Любое учреждение, подвергающееся тщательному аудиту при проверке очистки, объекты с требованиями к ротации дезинфицирующих средств согласно Приложению 1, предприятия, где тенденции ЭМ показывают отклонения бионагрузки, связанные с очисткой, или группы контроля качества, ищущие доказательства проверки «под ключ».

Рамки отбора:
- Асептическое ядро класса А → Система 1 (одноразовая, стерилизованная гамма-излучением) или Система 3 (рабочий процесс с тремя бакетами)
- Фон класса B для асептики → System 2 (reusable polyester, SS316 hardware) + System 3 (triple-bucket workflow)
- Grade C/D general manufacturing → System 2 (reusable polyester, cost-optimized)
- Audit-risk mitigation priority → System 3 (triple-bucket workflow) regardless of grade
MIDPOSI Cleanroom Mop System Recommendation (ISO 5–8 Ready)
MIDPOSI cleanroom mop systems are engineered specifically for pharmaceutical GMP compliance, with every component designed to meet EU GMP Annex 1 and ISO 14644-5:2025 requirements. Our systems deliver turnkey validation packages that reduce your QA team’s qualification workload from months to weeks.
Why MIDPOSI Uses Sealed-Edge Polyester Only
We manufacture all mop heads with continuous-filament polyester yarn and four-edge thermal sealing—no cut edges, no Velcro, no microfiber shedding risks. This material selection is non-negotiable because it’s the only construction that consistently delivers <50 particles/m² across 100+ autoclave cycles.
Real Validation Data:
- Particle generation: 35–45 particles/m² (0.5 µm) per IEST-RP-CC004 Helmke drum testing, measured on new heads and again after 50 autoclave cycles
- Chemical compatibility: Validated exposure to 70% IPA (200 cycles), 6% H₂O₂ (100 cycles), 0.35% peracetic acid (50 cycles), and benzalkonium chloride quats (200 cycles)—all at in-use concentrations, with post-exposure particle testing confirming no degradation
- Autoclave durability: 100-cycle qualification protocol (121°C, 30 min per cycle) with tensile strength, visual integrity, and particle shedding measured at cycles 25, 50, 75, and 100
- Gamma sterilization (single-use option): 25–35 kGy dose, SAL 10⁻⁶, with post-irradiation particle testing confirming material stability
You receive this data with every mop head lot—not generic spec sheets, but batch-specific test reports your QA team can file directly in validation documentation.

Available Configurations (Reusable / Sterile / Triple-Bucket)
Reusable Polyester System (ISO 6–8 / Grade B/C/D)
- Насадки для швабр: полиэстер с герметичными краями, 30 × 13 см или 40 × 13 см, автоклавируемые до 100 циклов, 14–18 долларов США за головку.
- Рама: SS316L, конструкция с герметичным карманом, ширина 300 мм или 400 мм, края механически зажаты, 95–125 долларов США.
- Ручка: цельный профиль из нержавеющей стали 316, длина 1,2 м или 1,5 м, защелкивающееся соединение, 75–95 долларов США.
- Система ведер: набор из трех ведер SS304 (объемом 12 л каждое), с цветовой маркировкой (синий/зеленый/желтый), отжимной механизм с прижимной пластиной, 650 долларов США/комплект.
- Стоимость полной системы: 850–1100 долларов США (включая раму, ручку, ведра, стартовый пакет из 10 насадок для швабр).
Когда выбирать многоразовые: Medium- to high-frequency cleaning (2+ cycles/day), existing autoclave capacity, TCO optimization priority, Grade B/C/D zones where sterility can be achieved via terminal sterilization.
Gamma-Sterilized Single-Use System (ISO 5–6 / Grade A/B)
- Mop heads: Sealed-edge polyester + disposable PP frame, gamma-sterilized to SAL 10⁻₆, double-peel pouch packaging, $9–$13/unit
- Handle (reusable): High-temperature PP, autoclavable, snap-fit frame connection, $28–$35
- Bucket system: Optional triple-bucket autoclavable PP set, $180–$220
When to choose single-use: Асептические операции класса А, низкочастотная очистка (1–2 цикла в день), ограниченная вместимость автоклава, абсолютный приоритет предотвращения перекрестного загрязнения, предприятия, предпочитающие исключить валидацию повторной обработки.
Приложение 1. Дополнение к рабочему процессу с тремя сегментами
- Доступны как многоразовые, так и одноразовые конфигурации.
- Включает шаблон СОП рабочего процесса, маркеры линии наполнения ведра, цветные этикетки, шаблоны журналов ротации дезинфицирующих средств.
- Поддержка валидации: протокол стабильности концентрации дезинфицирующего средства, шаблон проверки предотвращения перекрестного загрязнения, руководство по СОП времени контакта.
Пакет валидации (под ключ для команд контроля качества)
Каждая система швабры MIDPOSI поставляется с полным пакетом проверки, предназначенным для прямой интеграции в протоколы IQ/OQ/PQ вашего предприятия:
Отчет об испытаниях частиц — IEST-RP-CC004 Helmke drum data showing particle counts at 0.5 µm and 5.0 µm, tested on new material and after simulated-use conditioning (autoclave cycles or gamma irradiation). Batch-specific results traceable to your delivered lot.
Chemical Compatibility Data — Material integrity testing after exposure to your specific disinfectants. We pre-qualify IPA, hydrogen peroxide, peracetic acid, and quat compounds; if you use other agents (e.g., chlorine dioxide, sporicidal formulations), we’ll run custom compatibility testing and provide results before shipment.
Autoclave Cycle Validation — For reusable systems: 100-cycle qualification report showing tensile strength retention, visual integrity scoring, and particle generation trends across service life. Includes retirement criteria (typically: retire when particle count exceeds 150/m² or visual defects appear).
Sterilization Documentation — For gamma-sterilized systems: Certificate of Irradiation (dose and dose mapping per ISO 11137), post-irradiation sterility test results (USP <71>), material stability data confirming no radiation-induced degradation.
Certificates of Analysis & Conformance — Batch CoA covering material specifications (fiber type, edge seal integrity, dimensions); Certificate of Conformance stating compliance with ISO 14644-5 consumables requirements and EU GMP Annex 1 low-shedding material criteria.
IQ/OQ/PQ Templates — Editable protocols your QA team customizes for your facility:
- Installation Qualification (IQ): Equipment receipt, visual inspection, component identification, traceability verification
- Operational Qualification (OQ): Mop head attachment/detachment testing, bucket fill procedures, operator technique verification, SOP training records
- Performance Qualification (PQ): Environmental monitoring before/after cleaning with MIDPOSI system, particle count trending over 30–90 days, bioburden sampling demonstrating validated disinfectant efficacy
CTA: Request Pricing, Samples & Validation Documents
Ready to qualify your cleanroom mop system? MIDPOSI delivers:
- Free sample kits (1 mop head + frame for on-site particle testing)
- Индивидуальные котировки в течение 12 часов (скидки за количество при заказе на нескольких площадках)
- Полная проверка пакетов для каждого заказа
- Техническая поддержка от специалистов по контролю загрязнения, которые проверили более 200 фармацевтических систем очистки.
Связаться с МИДПОСИ:
Мы отвечаем на все запросы в течение 12 рабочих часов. При срочных квалификационных потребностях (подготовка к аудиту, запуск производственной линии) спросите об ускоренной доставке подтверждающих документов.
Часто задаваемые вопросы — системы швабр для чистых помещений для фармацевтического производства
Какая система швабры требуется для чистых помещений класса A/B?
Раздел 4.31 Приложения 1 GMP ЕС требует, чтобы дезинфицирующие и моющие средства, используемые в зонах классов A и B, были стерильными перед использованием. Это означает, что ваша система швабры должна быть:
- Гамма-стерилизованный одноразовый: Pre-sterilized mop heads and frames (SAL 10⁻⁶) packaged for aseptic transfer into the Grade A/B zone. No reprocessing required—each cleaning event uses a fresh, sterile system.
- Autoclavable reusable system with terminal sterilization: Mop heads, frames, and buckets that undergo validated autoclave sterilization (121°C, 30 minutes minimum) after each use. Your facility must validate the autoclave cycle, establish service life limits (typically 80–100 cycles for sealed-edge polyester mop heads), and maintain cycle logs.
Both approaches meet Annex 1 sterility requirements. Single-use systems eliminate cross-contamination risk and reprocessing validation burden; reusable systems offer better total cost of ownership if you have autoclave capacity. Either way, the mop system must also meet material requirements: sealed-edge construction (no Velcro, no cut fabric edges), particle generation <100 particles/m² per IEST standards, and validated chemical compatibility with all disinfectants in your rotation (IPA, peroxide, sporicidal agents).
How many autoclave cycles can polyester mop heads withstand?
Validated sealed-edge polyester mop heads typically deliver 80–100 autoclave cycles at 121°C before material degradation triggers retirement. The specific service life depends on:
- Edge seal integrity: Four-edge thermal seals prevent fiber release; any seal failure (visible fraying, edge separation) requires immediate retirement regardless of cycle count.
- Chemical exposure: Aggressive sporicidal agents (high-concentration hydrogen peroxide, peracetic acid) accelerate polyester degradation. Mop heads used exclusively with 70% IPA often exceed 100 cycles; heads exposed to 6% H₂O₂ weekly may retire at 80 cycles.
- Mechanical stress: High-frequency cleaning (3+ cycles/day) causes more wear than low-frequency use. Laundering intensity also matters—gentle extraction cycles preserve material better than aggressive spin cycles.
You must validate service life for your specific use conditions. The validation protocol measures particle generation, tensile strength, and visual integrity at intervals (e.g., cycles 25, 50, 75, 100). Retirement criteria typically include: particle count exceeds 150/m², tensile strength drops below 50% of original, or visual defects appear (holes, tears, edge separation). ISO 14644-5:2025 requires documented service life and retirement criteria for all reusable consumables; MIDPOSI provides a validated 100-cycle qualification report you can adopt or customize for your facility.
Why are consumer microfiber mops disqualified for pharmaceutical cleanrooms?
Швабры из микрофибры потребительского класса генерируют 200–500 частиц/м², что значительно превышает пределы ISO 5–8 для чистых помещений. Дисквалификация обусловлена тремя материальными недостатками:
- Обрезать края: В потребительских швабрах из микрофибры используются обрезанные края ткани (подшитые или ограненные швы), а не термосвариваемые края. Каждый конец разрезанного волокна является источником частиц. Во время мытья полов механическое воздействие высвобождает фрагменты волокон.
- Ухудшение расщепления волокна: Эффективность очистки микрофибры зависит от разделенных волокон, которые создают большую площадь поверхности. Но повторяющаяся стирка и автоклавирование приводят к разрыву волокон в местах разделения, высвобождая фрагменты микроволокна. После 20–30 циклов стирки/автоклавирования резко возрастает выделение частиц.
- Химическая несовместимость: Consumer microfiber blends (typically polyester/polyamide) aren’t validated for pharmaceutical disinfectants. Polyamide (nylon) degrades in oxidizing agents (hydrogen peroxide, peracetic acid), losing tensile strength and shedding particles.
Even “cleanroom-grade” microfiber with sealed edges generates 2–3× more particles than equivalent polyester. EU GMP Annex 1 section 4.14 requires materials that “minimize particle generation.” For ISO 5–7 (Grade A/B/C), sealed-edge polyester is the only material that consistently meets particle limits across service life. Microfiber may be acceptable for ISO 8 (Grade D) corridors and warehousing—but only if validated with Helmke drum particle data showing <100 particles/m² after simulated use.
Does Annex 1 require triple-bucket systems?
EU GMP Annex 1 does not explicitly mandate triple-bucket systems, but sections 4.29–4.31 create validation requirements that make triple-bucket configurations the only practical compliance path for Grade A/B:
- Section 4.29 requires validated disinfectant efficacy, which depends on maintaining agent concentration and contact time. Single-bucket and dual-bucket systems dilute disinfectant as contaminated mops return to the cleaning solution, invalidating efficacy claims.
- Section 4.30 requires “more than one disinfectant with different modes of action” plus periodic sporicidal application. Triple-bucket systems enable disinfectant rotation by isolating the application bucket (Bucket 2)—you drain and refill only Bucket 2 to change agents, without cross-contaminating pre-rinse (Bucket 1) or final-rinse (Bucket 3) reservoirs. Dual-bucket systems require draining the entire setup between agent changes, which is impractical during shift operations.
- Section 4.31 requires sterile disinfectants/detergents in Grade A/B. Triple-bucket workflows maintain sterility in Bucket 2 because contaminated mops never return to it after floor contact.
Inspectors assess your Contamination Control Strategy holistically. When they review cleaning validation, they expect documented evidence that your bucket configuration prevents cross-contamination and maintains validated disinfectant concentration. Facilities using single- or dual-bucket systems face audit findings: “Inadequate validation of cleaning agent efficacy per surface material” (Annex 1 section 4.29 violation). Triple-bucket systems provide the documented, defensible workflow that satisfies inspector expectations.
For Grade C/D areas where sterility requirements are less stringent, dual-bucket systems may be acceptable if validated—but triple-bucket configurations still offer better contamination control and simpler audit defense.
What documentation is needed for mop system validation?
Pharmaceutical cleanroom mop system validation requires documentation that proves the complete system (mop head + frame + handle + buckets + workflow) maintains environmental control per ISO 14644 and EU GMP Annex 1. Your validation package must include:
Particle Generation Data: IEST-RP-CC004 Helmke drum test reports showing particle counts (≥0.5 µm and ≥5.0 µm) for mop heads in new condition and after simulated-use conditioning (e.g., 50 autoclave cycles). Acceptance: <100 particles/m² for ISO 6–8, <50 particles/m² for ISO 5. Frame and handle components should also be tested if particle-generating mechanisms exist (e.g., Velcro, threaded joints).
Chemical Compatibility Matrices: Material integrity testing after exposure to all disinfectants in your rotation (IPA, hydrogen peroxide, peracetic acid, quats, sporicidal agents) at in-use concentrations. Documentation must show post-exposure particle counts, tensile strength retention, and visual integrity. Acceptance: no visible degradation, particle counts remain within validated limits, tensile strength ≥70% of original.
Sterilization Validation: For reusable systems, autoclave cycle qualification (temperature distribution, penetration studies, biological indicators) demonstrating sterility achievement. For gamma-sterilized single-use systems, Certificate of Irradiation showing dose and dose mapping per ISO 11137, plus sterility test results per USP <71>.
Service Life Documentation: For reusable mop heads, validated service life protocols showing particle generation, tensile strength, and visual integrity trends across autoclave cycles. Must include retirement criteria (e.g., retire at 100 cycles or when particle count exceeds 150/m², whichever occurs first). ISO 14644-5:2025 explicitly requires service life definition for consumables.
Стандартные рабочие процедуры: Written protocols covering mop system use (bucket setup, disinfectant fill volumes, mop head change frequency, contact time per disinfectant), reprocessing (laundering, autoclave cycle parameters, cycle log management), and retirement (criteria, traceability, disposal). SOPs must link system use to environmental monitoring outcomes.
Installation/Operational/Performance Qualification (IQ/OQ/PQ): Protocols that qualify the mop system within your facility’s Contamination Control Strategy. IQ verifies equipment receipt and traceability; OQ tests operational parameters (mop head attachment, bucket workflow, operator training); PQ demonstrates that the system maintains environmental control (EM sampling before/after cleaning, particle trending, bioburden control over 30–90 days).
Certificates of Analysis & Conformance: Batch-specific CoA from the mop system supplier showing material specifications and test results; Certificate of Conformance stating compliance with ISO 14644 and EU GMP Annex 1 requirements.
MIDPOSI cleanroom mop systems ship with turnkey validation packages including all of the above documentation in editable formats your QA team can customize for site-specific qualification. This reduces validation timeline from 6–9 months (when starting from scratch) to 4–8 weeks.







