Когда менеджер по контролю качества фармацевтической продукции составляет спецификацию швабр для чистых помещений, первое решение часто сводится к материалу: микрофибра или полиэстер? Маркетинговые заявления движутся в противоположных направлениях: производители микроволокна подчеркивают превосходную впитываемость и поглощение частиц, тогда как поставщики полиэстера указывают на меньшее образование ворса и более длительный срок службы в автоклаве. Для предприятий, работающих в соответствии с ISO 14644-1 и Приложением 1 GMP ЕС, этот выбор не является вопросом предпочтений. Это задокументированное решение по контролю загрязнения, которое определяет, соответствует ли ваша программа очистки классификации ISO, проходит ли экологический мониторинг и выдерживает ли проверку регулирующих органов.
The truth: neither material is universally “better.” Each has optimal use cases determined by fiber architecture, area classification, disinfectant chemistry, and operational priorities. Microfiber’s split-fiber construction delivers 6–8× absorbency and enhanced particle capture—ideal for spill management and large-area mopping in ISO 7–8 zones. Polyester’s continuous-filament design eliminates cut ends and maintains particle generation below 50 particles per stroke across 150–200 autoclave cycles—essential for ISO 5–6 aseptic support areas and aggressive disinfectant rotation programs. Choosing the wrong material for your application introduces contamination risk, shortens mop life, and complicates validation.
В этом руководстве сравниваются швабры для чистых помещений из микрофибры и полиэстера по пяти измерениям: структура волокна и конструкция кромок; поглощение, долговечность и эффективность контроля частиц; критерии выбора фармацевтического предприятия; Система принятия решений по классам ISO; и рекомендации по продуктам MIDPOSI. К концу вы получите четкую матрицу решений, которая сопоставит материал с классификацией чистых помещений, рабочим процессом и бюджетными ограничениями, подкрепленную данными о образовании частиц, проверкой химической совместимости и реальным фармацевтическим внедрением.
Микрофибра против полиэстера — структурные различия чистых помещений
The performance gap between microfiber and polyester cleanroom mops begins at the fiber level. Understanding how each material is engineered—from filament diameter to edge sealing method—explains why they behave differently under pharmaceutical cleanroom conditions.
Обзор волоконной архитектуры
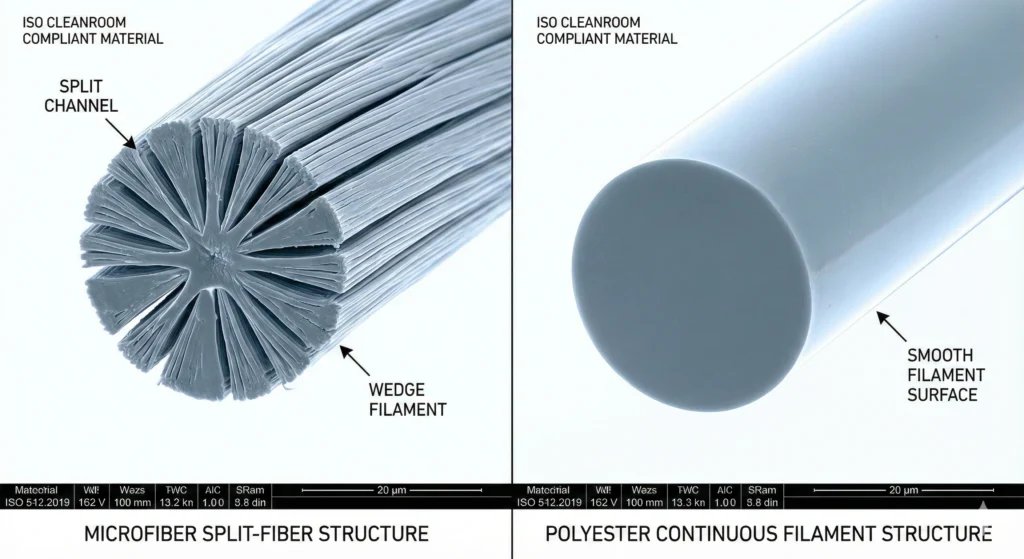
Microfiber: Split-Fiber, High Surface Area
Насадки швабр из микрофибры изготовлены из ультратонких синтетических волокон плотностью менее 1 денье (≈10 микрометров в диаметре) — примерно одна десятая толщины человеческого волоса. В большинстве микроволокон фармацевтического класса для чистых помещений используется смесь полиэстера и полиамида (нейлона) в соотношении 80/20 с разделенными волокнами в поперечном сечении. Во время производства полиэфирные и полиамидные полимеры подвергаются совместной экструзии, а затем механически или химически расщепляются для создания звездообразных или клиновидных профилей волокон с множеством продольных канавок.
This split-fiber geometry serves two functions. First, it dramatically increases surface area per gram of fabric—each fiber presents multiple capillary channels that wick liquid through surface tension, delivering 6–8× dry-weight absorbency. Second, the grooves create mechanical traps for particles: sub-micron contaminants lodge in the channels during mopping, improving particle pickup efficiency compared to smooth monofilament fibers. For pharmaceutical facilities, this means microfiber excels at removing residual particulates and absorbing large volumes of disinfectant solution in a single pass.
Split-fiber architecture introduces a structural trade-off. The grooves and thin fiber diameter make microfiber more vulnerable to mechanical abrasion and chemical degradation. Repeated autoclaving (steam at 121°C) and exposure to oxidizing disinfectants (hydrogen peroxide, sodium hypochlorite) can cause fiber splitting to progress into fiber breakage, increasing particle shedding over time. Microfiber mops typically qualify for 50–100 autoclave cycles—shorter than polyester, but sufficient for facilities with validated single-use or medium-cycle-life protocols.
Polyester: Continuous Filament, Low Particle Release
В полиэфирных швабрах для чистых помещений используются 100% полиэфирные нити с непрерывным волокном — длинные непрерывные пряди, сплетенные в плотную тканевую структуру без обрезанных концов волокон. В отличие от пряжи (которая скручивает короткие волокна вместе, создавая слабые места, где волокна могут вырваться), непрерывная нить устраняет внутренние разрывы. Каждая пряжа проходит по всей длине подушечки швабры, а структура вязки распределяет механическое напряжение по всей ткани.
Эта конструкция обеспечивает низкую ворсистость. Благодаря отсутствию обрезанных концов, которые могут изнашиваться, и коротким волокнам, которые могут рваться, полиэстер с непрерывными нитями генерирует количество частиц, значительно ниже пределов класса 5 ISO (<10 particles ≥0.5 µm per stroke) when edges are properly sealed. The smooth, round cross-section of polyester filaments also resists particle capture—absorbency is lower than microfiber (typically 3–4× dry weight)—but the material’s chemical inertness and thermal stability allow 150–200+ autoclave cycles with minimal dimensional change or performance degradation.
For low-lint cleanroom mopsПолиэстер с непрерывными волокнами является отраслевым стандартом в зонах асептической поддержки классов ISO 5–7, где ограничения по образованию частиц жесткие, а длительный срок службы снижает общую стоимость владения. Структура волокна также выдерживает агрессивную ротацию дезинфицирующих средств: 70% IPA, 3–35% перекиси водорода, четвертичные соединения аммония (2000 частей на миллион) и гипохлорит натрия до 1% без значительного повреждения волокон или потери цвета.
Почему геометрия волокна определяет образование ворса, качество очистки и стабильность при стерилизации
Структурные различия между микроволокном с расщепленными волокнами и полиэстером с непрерывными нитями проявляются во всех показателях производительности:
- Линтинг: Тонкие расщепленные волокна микрофибры ломаются под нагрузкой, высвобождая волокнистые частицы. Толстые, непрерывные нити полиэстера с непрерывными нитями устойчивы к разрыву, поддерживая низкий уровень образования частиц в течение сотен циклов.
- Впитывающая способность: Капиллярные каналы микрофибры агрессивно впитывают жидкость; Гладкая поверхность полиэстера впитывает медленнее, но выделяет дезинфицирующее средство более предсказуемо во время мытья полов.
- Долговечность: Микрофибра быстрее разлагается под воздействием окислителей и тепла; полиэстер сохраняет стабильность размеров и механическую прочность при длительном автоклавировании и химическом воздействии.
- Улавливание частиц: Микрофибра удерживает частицы в канавках волокон; полиэстер зависит от плотности вязания и не так эффективно улавливает частицы, но также не так легко выделяет уловленные загрязнения во время последующей мытья полов.
Эти компромиссы означают, что выбор материала не может осуществляться только на основе впитывающей способности. Швабра из микрофибры, которая поглощает в 8 раз больше своего веса, может сбрасывать 200 частиц за один ход в зоне класса 6 по ISO, выводя окружающую среду из классификации. Швабра из полиэстера, которая поглощает лишь в 3 раза больше своего веса, но создает <20 частиц за один ход обеспечивают податливость и служат в три раза дольше.
Различия в конструкции кромок
Конструкция кромок является единственным наиболее важным фактором, определяющим, можно ли квалифицировать швабру как «маловорсовую» для фармацевтического использования. Даже высококачественный волокнистый материал становится источником частиц, если края остаются незапечатанными.
Микрофибра: более высокий риск образования ворса из-за секущихся кончиков
Архитектура расщепленных волокон микрофибры делает герметизацию кромок особенно важной. Если края просто обрезать и оставить незапечатанными, тонкие нити быстро распутаются — каждый проход выдергивает волокна, а расщепленная структура ускоряет поломку. Современная швабра из микрофибры может сбрасывать 500–1000 частиц за один ход, что исключает ее из любой среды, классифицированной по ISO.
Швабры из микрофибры фармацевтического класса решают эту проблему благодаря конструкции с герметичными краями:
- Лазерная резка: Одновременная резка и термосварка за один проход с использованием сфокусированной энергии лазера для плавления концов волокон и соединения их в сплошную границу. Этот метод обеспечивает наиболее чистую кромку и предпочтителен для изделий из микроволокна класса ISO 5–6.
- Ультразвуковая герметизация: Высокочастотная вибрация генерирует тепло по краям ткани, сваривая волокна вместе без использования клея или посторонних материалов. Подходит для применений классов ISO 6–8.
- Термосваривание: Термическая сварка с использованием нагретых инструментов для расплавления и соединения концов волокон. Эффективен, но может оставить более толстый и жесткий край по сравнению с лазерными или ультразвуковыми методами.
Даже с запечатанными краями тонкий диаметр волокна микрофибры означает, что запечатанные края менее прочны, чем эквиваленты из полиэстера. Края могут отделиться после 30–50 циклов автоклавирования, если швабра подвергается агрессивному отжиманию или истиранию, что требует более ранней замены, чтобы предотвратить выброс частиц.
Полиэстер: термосварка, ультразвуковая сварка, конструкция по непрерывному периметру
Более толстые полиэфирные нити непрерывного волокна создают более прочные запечатанные края, которые устойчивы к разделению в течение 150–200+ циклов. Используются те же методы герметизации кромок — лазерная резка, ультразвуковая сварка, термосварка — но в результате получается более прочный периметр, выдерживающий повторяющиеся механические нагрузки и химическое воздействие.
Некоторые подушечки для швабр из полиэстера также используют сплошная конструкция по периметру, где схема вязания спроектирована так, что пряжа непрерывно обвивает все четыре края, не обрезая концы. Это исключает герметизацию кромок как единую точку отказа, обеспечивая минимально возможное образование частиц для асептических применений класса A/B.
Почему герметичные края обязательны для фармацевтических помещений ISO
ISO 14644-1 classifies cleanrooms by airborne particle concentration—cut edges on mops introduce an uncontrolled particle source that can push environments out of specification. EU GMP Annex 1 (paragraph 4.10) mandates materials used in classified areas minimize particle generation; unsealed or poorly sealed mop edges violate this requirement.
During regulatory inspections, auditors examine cleaning tool qualification records. A 2020 FDA Warning Letter specifically cited “fraying observed on mop heads used to clean the sterile suite” and “at least one mop head constructed of particle generating material,” concluding the facility lacked adequate contamination control. Sealed-edge construction is not a premium feature—it is a baseline GMP requirement for any mop entering ISO Class 5–8 areas.

Рисунок 2. Конструкция кромок определяет образование ворса для швабр для чистых помещений как из микрофибры, так и из полиэстера. Края среза (слева) распутываются во время использования, высвобождая 500–1000 частиц за один ход и дисквалифицируя швабры для использования в средах, классифицированных по ISO. В термосвариваемых краях (в центре) используется термическая сварка для соединения концов волокон, что снижает образование частиц до <100 частиц/ход — подходит для зон класса ISO 7–8. Края, запаянные ультразвуком (справа), соединяют волокна посредством высокочастотной вибрации без использования клея, достигая <50 частиц/ход для фармацевтических применений класса ISO 5–7. Конструкция с герметичными краями является базовым требованием GMP согласно пункту 4.10 Приложения 1 GMP ЕС.
Поддержка & Варианты крепления
How a mop pad attaches to its frame determines ease of use, cross-contamination risk, and compatibility with validated laundering or sterilization protocols.
Hook-and-Loop (Microfiber) vs Pocket/Clip (Polyester Sealed-Edge)
Many commercial microfiber mops use hook-and-loop (Velcro) attachment systems: a plastic or fabric strip sewn onto the mop pad back, mating with corresponding hooks on the mop frame. This design allows quick pad changes and is common in janitorial applications.
For pharmaceutical cleanrooms, hook-and-loop systems introduce two contamination risks:
- Particle generation from Velcro hooks: The plastic hooks shed microparticles when subjected to repeated attach/detach cycles and autoclave stress. Even “cleanroom-grade” Velcro generates measurable particles—typically 50–100 particles per attachment cycle—which may exceed ISO Class 5–6 acceptance criteria.
- Particle entrapment in hook structures: Lint, fibers, and bioburden from previous mopping operations lodge in the hook matrix and are not fully removed during laundering or autoclaving. This creates a hidden contamination reservoir that cross-contaminates subsequent mopping cycles.
As a result, sealed-edge polyester mops for pharmaceutical applications typically use alternative attachment methods:
- Pocket/sleeve attachment: The mop frame slides into a sewn pocket along one edge of the mop pad. No Velcro, no adhesives—just continuous-filament fabric throughout. This method is compatible with 200+ autoclave cycles and eliminates hook-related particle generation.
- Clip attachment: Spring-loaded or magnetic clips on the mop frame grip the mop pad edge. Clips are constructed from stainless steel or autoclave-stable polymers, validated for particle generation and cleanable between uses.
Why Velcro Disqualifies Most Microfiber Pads from ISO Applications
While hook-and-loop attachment is convenient, the particle generation and cross-contamination risks make it unsuitable for ISO Class 5–7 pharmaceutical cleanrooms. Facilities specifying microfiber mops for these areas should require sealed-edge pads with pocket or clip attachment, not Velcro-backed designs.
For ISO Class 8 support areas and non-aseptic zones, where particle limits are more lenient (3,520,000 particles/m³ at ≥0.5 µm), Velcro-backed microfiber may be acceptable if the CCS risk assessment justifies the trade-off between convenience and contamination control. However, best practice remains pocket or clip attachment across all classified areas to maintain system-wide consistency and simplify operator training.
Абсорбция, Долговечность & Сравнение контроля частиц
Когда группы по закупкам оценивают материалы для швабр для чистых помещений, при принятии решения доминируют три показателя эффективности: впитывающая способность (сколько дезинфицирующего средства может удерживать швабра), выделение частиц (загрязняет ли швабра окружающую среду) и долговечность (сколько циклов автоклавирования перед заменой). Микрофибра и полиэстер сочетают эти свойства в противоположных направлениях.
Поглощение & Эффективность удаления почвы
Микрофибра = превосходная впитывающая способность (6–8 × сухой вес)
Каналы из разделенных волокон микроволокна создают микроскопические капилляры, которые отводят жидкость за счет поверхностного натяжения. 200-граммовая сухая подушечка для швабры из микрофибры может поглотить 1200–1600 граммов дезинфицирующего раствора, что примерно в 6–8 раз превышает ее собственный вес. Высокая впитывающая способность приводит к практическим преимуществам:
- Меньше замен швабры: A single microfiber pad can clean larger floor areas (200–300 m² in ISO Class 7–8 environments) before requiring re-saturation or replacement.
- Spill management: Microfiber excels at absorbing and containing liquid spills—critical for facilities handling bulk disinfectants, buffer solutions, or cleaning chemical concentrates.
- Particle pickup: The fiber grooves mechanically trap particles during mopping, removing residual dust and lint more effectively than smooth-fiber materials.
Однако высокая впитываемость не всегда является преимуществом в рабочих процессах GMP. Агрессивное поглощение жидкости микроволокном может затруднить контроль толщины влажной пленки во время валидированной дезинфекции. Если швабра впитывает слишком много 70% IPA, остаточная влажность поверхности может превысить указанное время высыхания, задерживая освобождение помещения или создавая опасность скольжения. Операторы должны научиться предварительно пропитывать швабры из микрофибры до контролируемого уровня влажности (обычно отжимая до 70–80% насыщения перед протиркой), что усложняет процедуру.
Полиэстер = контролируемая впитывающая способность, предсказуемое выделение дезинфицирующего средства
В протоколах валидации фармацевтической очистки указывается время контакта, концентрация дезинфицирующего средства и степень покрытия поверхности, а не «максимальная впитывающая способность». Швабра, которая поглощает в 8 раз больше своего веса, но оставляет лужи или высыхает в течение 15 минут, может не пройти валидацию, даже если она удаляет больше грязи, чем швабра с впитывающей способностью в 3 раза, обеспечивающая контролируемое и соответствующее требованиям нанесение. Решения о закупках должны согласовывать поглощаемость материалов с требованиями рабочего процесса, а не исходить из того, что «чем больше, тем лучше».
- Равномерная толщина влажной пленки: Полиэстер более равномерно выделяет жидкость во время мытья полов, обеспечивая контролируемое покрытие поверхности, соответствующее утвержденным протоколам дезинфекции (например, время контакта 10 мл/м²).
- Более быстрое высыхание: Меньшее количество остаточной влаги на полах сокращает время высыхания и оборот помещения, что особенно важно в зонах асептического розлива с высокой пропускной способностью, где затраты простоя значительны.
- Операторский контроль: Облегчает обучение операторов соблюдению единообразной техники мытья полов, что снижает вариативность в результатах проверки очистки.
Для предприятий, которые отдают предпочтение соблюдению требований и воспроизводимости, а не максимальной впитывающей способности, контролируемое управление влажностью полиэстера является особенностью, а не ограничением.
Почему высокая впитывающая способность не всегда является преимуществом при очистке GMP
В протоколах валидации фармацевтической очистки указывается время контакта, концентрация дезинфицирующего средства и степень покрытия поверхности, а не «максимальная впитывающая способность». Швабра, которая поглощает в 8 раз больше своего веса, но оставляет лужи или высыхает в течение 15 минут, может не пройти валидацию, даже если она удаляет больше грязи, чем швабра с впитывающей способностью в 3 раза, обеспечивающая контролируемое и соответствующее требованиям нанесение. Решения о закупках должны согласовывать поглощаемость материалов с требованиями рабочего процесса, а не исходить из того, что «чем больше, тем лучше».
Выпадение частиц & Поведение линтинга
Particle generation is the primary regulatory concern for cleanroom mops. ISO 14644-14 provides the test framework: mops are subjected to simulated-use conditions (mechanical agitation, wet mopping strokes) while optical particle counters measure airborne particle release at ≥0.5 µm and ≥5 µm.
Microfiber Lint Range: 100–500 Particles/m²
Sealed-edge microfiber mops validated for pharmaceutical use typically generate 100–200 particles ≥0.5 µm per square meter mopped when new. After 25–50 autoclave cycles, particle generation increases to 200–500 particles/m² as fiber splitting progresses and sealed edges begin to separate.
This performance envelope makes microfiber acceptable for ISO Class 7–8 environments (352,000 and 3,520,000 particles/m³ limits, respectively) where the mop’s contribution remains a small fraction of total particle budget. However, in ISO Class 5–6 areas (3,520 and 35,200 particles/m³ limits), microfiber’s particle generation can represent 5–10% of the classification limit—significant enough to trigger environmental monitoring excursions when combined with other particle sources (personnel gowning, material transfer, equipment operation).
Key variables affecting microfiber lint performance:
- Edge sealing method: Laser-cut edges shed 30–40% less than ultrasonic or heat-sealed edges.
- Autoclave cycle count: Particle generation doubles between cycle 0 and cycle 50 for most microfiber formulations.
- Disinfectant chemistry: Exposure to >1% sodium hypochlorite or >10% hydrogen peroxide accelerates fiber degradation and lint generation.
- Mechanical stress: Aggressive wringing, abrasive floor surfaces, and high-pressure mopping increase particle release.
Polyester Lint Range: <50–100 Particles/m²
Continuous-filament polyester mops with sealed edges generate <50 particles ≥0.5 µm per square meter mopped when new, and maintain this performance across 100–150 autoclave cycles before increasing to 50–100 particles/m². Even at end of qualified life (150–200 cycles), polyester particle generation remains below microfiber’s new-mop baseline.
Это преимущество в увеличении образования частиц в 5–10 раз делает полиэстер единственным оправданным выбором для асептических зон поддержки классов ISO 5–6, кабин для отбора проб и комнат для взвешивания. В средах класса 7 по ISO полиэстер снижает базовое количество частиц, упрощая анализ тенденций мониторинга окружающей среды и облегчая обнаружение истинных событий загрязнения по сравнению с шумом, связанным с инструментом.
Почему полиэстер доминирует в ISO 5–7 из-за ограничений на образование частиц
ISO Class 5 allows a maximum of 3,520 particles ≥0.5 µm per cubic meter of air. A typical cleanroom floor area mopped per shift might be 50–100 m². Using microfiber (200 particles/m² generation) introduces 10,000–20,000 particles during cleaning—enough to create measurable particle spikes in continuous monitoring systems. Polyester mops (50 particles/m²) generate 2,500–5,000 particles for the same area—4× lower contamination contribution that keeps the room within specification during and after cleaning.
For facilities operating close to their ISO classification limits—common in high-utilization aseptic filling lines—polyester’s particle control advantage directly translates to fewer EM excursions, reduced investigation burden, and lower batch contamination risk.

Figure 3: Particle generation performance across autoclave cycle life. Microfiber (orange bars) starts at 100–200 particles ≥0.5 µm per m² when new, doubles to 200–500 particles/m² by cycle 50, then requires replacement to prevent ISO classification excursions. Polyester (blue bars) maintains <50 particles/m² through cycle 100 and stays below 100 particles/m² through cycle 200—delivering 5× to 10× lower contamination contribution across qualified life. This performance gap makes polyester the only defensible choice for ISO Class 5–7 aseptic support areas where particle limits are tightly controlled.
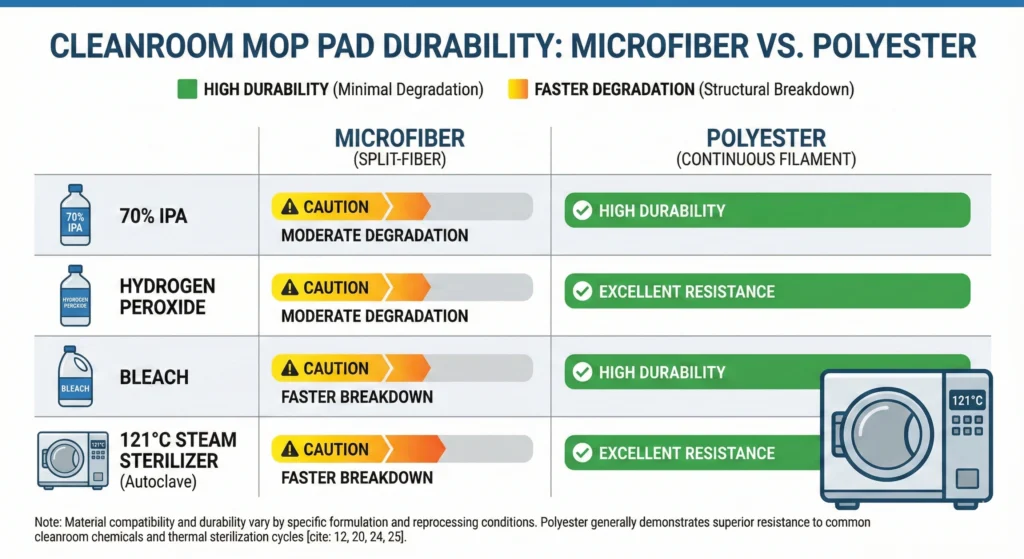
Химическая стойкость
Pharmaceutical facilities rotate disinfectants per EU GMP Annex 1 to prevent microbial resistance and address different contamination types (vegetative bacteria, spore-formers, fungi). Mop materials must tolerate weekly or daily exposure to multiple chemistries without degradation.
Common Disinfectant Exposures:
- 70% isopropyl alcohol (IPA): Routine disinfection; daily use
- Quaternary ammonium compounds (quats, 2,000 ppm): Broad-spectrum disinfection; 2–3× per week
- 3–6% hydrogen peroxide: Sporicidal treatment; weekly or after contamination events
- 0.5–1% sodium hypochlorite (5,000 ppm bleach): Sporicidal treatment; monthly or after high-risk events
Microfiber Suffers Faster Degradation
Microfiber’s 80/20 polyester/polyamide blend shows excellent compatibility with IPA and quats—no measurable performance loss after 50 exposures. However, the polyamide component degrades under oxidizing disinfectants:
- Hydrogen peroxide (>6%): Polyamide fibers yellow and lose tensile strength after 10–15 exposures; particle generation increases by 50–100%.
- Sodium hypochlorite (>0.5%): Severe degradation after 5–10 exposures; fibers become brittle and break during mopping.
Facilities using aggressive oxidizer programs must either (1) limit microfiber mops to IPA/quat-only applications, or (2) accept shorter service life (25–50 cycles instead of 50–100) and replace mops more frequently.
Polyester Continuous Filament = Broad Chemical Tolerance
100% polyester fiber is chemically inert to alcohols, quats, and moderate oxidizers. Validated polyester mops tolerate:
- IPA and quats: No degradation across 200+ exposures.
- 3–35% hydrogen peroxide: <5% dimensional change and no color loss after 100 exposures.
- 0.5–1% sodium hypochlorite: <10% tensile strength loss after 50 exposures; acceptable for monthly sporicidal treatment.
Широкая химическая совместимость полиэстера упрощает проверку ротации дезинфицирующих средств и позволяет использовать один материал швабры во всех протоколах уборки, что снижает сложность артикула, нагрузку на обучение операторов и риск использования неправильной швабры с несовместимым химическим составом.
Влияние на долгосрочную проверку системы
Протоколы проверки очистки оценивают материалы для швабр посредством исследований наихудшего химического воздействия: материалы подвергаются воздействию максимальных концентраций дезинфицирующего средства с максимальной частотой, затем проверяются на образование частиц, стабильность размеров и механическую целостность. Химическая стойкость полиэстера позволяет его аттестовать по программам полной ротации дезинфицирующих средств со сроком службы 150–200 циклов. Микроволокно требует разделения квалификаций (протоколы IPA/кватов и протоколы окислителя) или более короткого срока службы, что усложняет документацию по валидации и увеличивает частоту повторной квалификации.
Стерилизация Долговечность
Многоразовые швабры для чистых помещений должны сохранять работоспособность при повторных циклах стерилизации. Долговечность автоклава определяет общую стоимость владения и частоту замены.
Микрофибра: 30–50 циклов автоклавирования (класс ISO 7–8).
Швабры из микрофибры фармацевтического класса с герметичными краями выдерживают 50–100 циклов автоклавирования при температуре 121°C, в зависимости от качества уплотнения краев и состава волокна. На практике большинство предприятий заменяют швабры из микрофибры через 50 циклов, чтобы поддерживать образование частиц в пределах критериев приемлемости:
- Изменение размеров: усадка 3–5% к 50-му циклу; 5–10% к 100 циклу.
- Целостность края: Запечатанные края начинают отделяться после 30–50 циклов агрессивного использования (частое отжимание, абразивные полы).
- Генерация частиц: Удваивается между циклом 0 и циклом 50 для типичных составов с расщепленными волокнами.
For ISO Class 8 support areas and non-critical zones, 50-cycle life is acceptable and delivers reasonable cost-per-use when balanced against microfiber’s superior absorbency. For ISO Class 6–7 areas, shorter cycle life increases replacement frequency and total cost of ownership compared to polyester.
Polyester: 50–100 Autoclave Cycles (ISO Class 5–7)
Continuous-filament polyester mops with sealed edges qualify for 150–200+ autoclave cycles with minimal performance degradation:
- Изменение размеров: <2% shrinkage through cycle 100; 3–5% by cycle 200.
- Целостность края: Heat-sealed or ultrasonic-welded edges remain intact through 150+ cycles.
- Генерация частиц: <50 particles/m² maintained through cycle 100; increases to 50–100 particles/m² by cycle 150–200 (still within ISO Class 5–7 acceptance criteria).
Polyester’s 3× to 4× longer service life translates directly to lower cost-per-cycle, reduced replacement logistics, and less frequent requalification. For high-volume facilities mopping 500–1,000 m² per day, polyester’s durability advantage can reduce annual mop purchases by 50–70% compared to microfiber.
Why Polyester Maintains Integrity Better After Heat/Chemical Stress
Continuous-filament construction distributes thermal and chemical stress across long, unbroken yarns. Polyester’s crystalline molecular structure resists hydrolysis and oxidation better than polyamide blends. The combination of structural design (no weak points from cut ends or fiber junctions) and material chemistry (inert polyester vs reactive polyamide) gives polyester inherent durability that microfiber cannot match.
Какие аптечные учреждения следует выбрать
Material selection should follow a risk-based framework that matches fiber architecture to area classification, operational workflow, and contamination control priorities. The following guidance provides decision logic by facility type and use case.
Асептическое производство (класс A/B, ISO 5–7)
Recommended: Polyester Sealed-Edge Only
Grade A/B aseptic cores—filling lines, lyophilization loading, vial capping under unidirectional airflow—operate under extreme particle limits (3,520 particles/m³ at ≥0.5 µm for ISO Class 5). Any cleaning tool that generates measurable particle contribution risks classification excursions and batch contamination.
Why polyester is non-negotiable:
- Генерация частиц: <50 particles/m² maintained across 150+ autoclave cycles, delivering 5×10× lower contamination than microfiber.
- Sterilization pathway: Compatible with gamma irradiation (for pre-sterilized disposables) or in-house autoclaving (for reusable systems) per EU GMP Annex 1 paragraph 4.22.
- Химическая совместимость: Tolerates full disinfectant rotation including sporicidal agents (6% H₂O₂, 0.5% bleach) without performance degradation.
- Validation simplicity: Single material qualification covers all aseptic workflows, simplifying IQ/OQ/PQ protocols and reducing documentation burden.
For Grade B support areas (ISO Class 7), polyester remains the safest choice to prevent particle migration into adjacent Grade A cores. While sealed-edge microfiber may technically meet ISO Class 7 limits, the narrow margin of safety and shorter service life make polyester the more defensible specification.
Неасептическое производство (класс C/D, ISO 7–8)
Microfiber Acceptable If Sealed-Edge + Particle-Tested
Grade C/D manufacturing areas—non-sterile compounding, tablet production, secondary packaging—operate under relaxed particle limits (352,000 and 3,520,000 particles/m³ at ≥0.5 µm). Sealed-edge microfiber can meet these limits if properly validated.
When microfiber makes sense in Grade C/D:
- Large-area mopping: Facilities cleaning 500+ m² per shift benefit from microfiber’s 6–8× absorbency, reducing mop changes and operator fatigue.
- Spill response: Areas handling bulk liquids (buffer preparation, cleaning chemical storage) need high absorbency for rapid spill containment.
- Budget constraints: Microfiber’s lower upfront cost (typically 30–40% less than polyester) can be justified in non-critical areas where shorter service life is acceptable.
Qualification requirements for Grade C/D microfiber:
- Laser-cut or ultrasonic-sealed edges (no cut-edge mops)
- Particle generation testing per ISO 14644-14 showing <200 particles/m² when new and <500 particles/m² at end of qualified life
- Chemical compatibility validation for facility-specific disinfectant program
- Replacement at 50 autoclave cycles or when visual inspection reveals edge separation
Use cases: Support rooms, airlocks, equipment corridors
Microfiber is well-suited for:
- Gowning rooms and personnel airlocks: ISO Class 8 areas with high foot traffic where absorbency and particle pickup efficiency outweigh particle generation concerns.
- Equipment corridors and staging areas: ISO Class 7–8 zones supporting production but not directly contacting product or product-contact surfaces.
- Material airlocks: Transfer areas where sealed-edge microfiber can handle both cleaning (IPA/quat application) and spill containment without introducing unacceptable contamination.
For these applications, specify pocket or clip attachment (not Velcro) and validate particle generation under actual use conditions including worst-case disinfectant exposure and mechanical stress.
Высокопочвенные районы & Тяжелые разливы
Microfiber Better for Spill Pickup
When contamination events occur—bulk disinfectant spills, buffer overflows, cleaning chemical releases—absorbency becomes the primary concern. Microfiber’s 6–8× capacity allows a single mop to absorb and contain 1–2 liters of liquid, preventing spread to adjacent areas and reducing cleanup time.
But Must Be Paired with Low-Lint Polyester for Final Disinfection Pass
A validated two-step protocol addresses both spill containment and particle control:
- Step 1 — Spill removal with microfiber: Use sealed-edge microfiber mop to absorb bulk liquid and remove visible soil. Discard mop (if single-use) or transfer to contaminated waste staging (if reusable).
- Step 2 — Disinfection with polyester: After spill area is dry, perform validated disinfection using polyester sealed-edge mop saturated with qualified disinfectant (70% IPA or facility-standard protocol). This final pass delivers low-particle-count surface disinfection that meets GMP requirements.
This hybrid approach captures microfiber’s absorbency advantage while maintaining particle control through polyester’s low-lint finish.
Операторы & Учет эргономики
Microfiber Lighter, Easier for Large-Area Mopping
Microfiber mop pads weigh 150–200 grams dry; when saturated to 6× absorbency, total weight reaches 1,200–1,400 grams. Polyester pads weigh 200–250 grams dry; at 3× absorbency, total weight is 800–1,000 grams. For operators mopping 200–500 m² per shift, the lighter microfiber system reduces arm and shoulder fatigue.
However, this ergonomic advantage comes with a procedural trade-off: microfiber requires careful wringing to control moisture content before mopping, adding 10–15 seconds per mop change. Polyester’s controlled absorbency allows simpler “dip and wring once” procedures that operators master quickly.
Polyester Preferred for Disinfectant Consistency & Precise Wet Film Thickness
В валидации фармацевтической очистки указывается толщина влажной пленки, обеспечивающая достаточное время контакта дезинфицирующего средства. Предсказуемое жидкое выделение полиэстера (8–12 мл/м² при последовательной технике мытья) обеспечивает воспроизводимое покрытие поверхности, соответствующее критериям приемлемости валидации. Переменная впитывающая способность и агрессивное впитывание микрофибры затрудняют достижение постоянной толщины влажной пленки без тщательного обучения и контроля операторов.
Для предприятий, которые отдают приоритет соблюдению требований валидации и воспроизводимости, простота эксплуатации полиэстера перевешивает эргономические преимущества микроволокна.
Какой материал лучше всего подходит для разных классов ISO?
Следующая схема принятия решений сопоставляет выбор материалов с классификацией ISO, балансируя требования по контролю частиц с эксплуатационными приоритетами и ценовыми ограничениями.
ISO 5 (асептическое ядро)
Только полиэстер
ISO Class 5 environments—Grade A filling zones, lyophilization loading, aseptic compounding—demand particle generation below 10 particles/m² to avoid measurable contamination contribution. Only continuous-filament polyester with sealed edges and validated particle testing meets this threshold.
Prefer Continuous Filament + Gamma Sterile Option
For Grade A cores, specify:
- Pre-sterilized disposable polyester mops: Gamma-irradiated to SAL 10⁻⁶, individually packaged in double-pouch sterile barrier systems. Eliminates reprocessing risk and simplifies material transfer into aseptic zones.
- Pre-saturated option: Polyester mops pre-wetted with sterile 70% IPA in triple-layer packaging for direct use in Grade A areas without additional disinfectant handling.
Reusable polyester mops are acceptable for ISO 5 support areas (sampling booths, weighing rooms) if autoclaved immediately before use and validated for particle generation <10 particles/m² across qualified life.
ISO 6–7 (Справочная информация) & Области поддержки класса B/C)
Polyester = Best Particle Control
ISO Class 6–7 areas (35,200 and 352,000 particles/m³ at ≥0.5 µm) support aseptic operations through material staging, equipment preparation, and personnel gowning. Particle limits are less extreme than ISO 5, but contamination in these areas can migrate into higher-grade zones via airflow, personnel movement, or material transfer.
Why polyester remains the optimal choice:
- Генерация частиц: 50–100 particles/m² even at end of qualified life (150–200 cycles), maintaining 5× safety margin below microfiber baseline.
- EM trend stability: Lower baseline particle counts simplify environmental monitoring, making it easier to detect true contamination events versus cleaning tool noise.
- Cross-area contamination prevention: Using polyester facility-wide eliminates the risk of accidentally using a higher-shedding microfiber mop in a critical area.
Microfiber = Acceptable If Sealed-Edge + Validated
Sealed-edge microfiber can meet ISO 6–7 particle limits if:
- Particle generation validated at <200 particles/m² when new; <500 particles/m² at end of qualified life (cycle 50)
- Edges laser-cut or ultrasonically sealed (not heat-sealed, which degrades faster)
- Pocket or clip attachment (no Velcro)
- Replacement at 50 autoclave cycles or when edge separation visible
- CCS risk assessment justifies trade-off between cost/absorbency and particle generation
For risk-averse facilities or those with limited QA resources for ongoing mop qualification, polyester’s superior particle control and longer service life simplify compliance and reduce total cost of ownership.
ISO 8 (Общее производство & Складирование)
Microfiber Widely Acceptable
ISO Class 8 areas (3,520,000 particles/m³ at ≥0.5 µm)—general manufacturing, packaging, warehousing adjacent to cleanrooms—have lenient particle limits that both microfiber and polyester easily meet. Material selection in these areas prioritizes cost, absorbency, and operational efficiency over maximum particle control.
When to choose microfiber in ISO 8:
- Large-area cleaning (>300 m² per shift) where 6–8× absorbency reduces mop changes
- Spill-prone environments (buffer prep, cleaning chemical storage) requiring rapid liquid containment
- Budget-conscious procurement where 30–40% lower upfront cost justifies shorter service life
Polyester Recommended When Disinfectant Rotation Involves Peroxide/Bleach
Even in ISO 8 areas, polyester makes sense when:
- Disinfectant program includes frequent oxidizer use (>6% H₂O₂, >0.5% bleach) that degrades microfiber polyamide fibers
- Facility operates single-material policy (all areas use polyester to eliminate cross-contamination risk and simplify operator training)
- Long-term cost optimization: polyester’s 150–200 cycle life delivers lower cost-per-use despite higher upfront price
Сводная таблица матрицы решений
| Priority | Optimal Material | Why |
| Particle control | Полиэстер | 5×10× lower lint generation; <50 particles/m² across 150+ cycles |
| Spill absorption | Микрофибра | 6–8× absorbency vs 3–4× for polyester; faster liquid containment |
| Долговечность автоклава | Полиэстер | 150–200+ cycles vs 50–100 for microfiber; lower replacement cost |
| ISO 5–7 compliance | Полиэстер | Only material meeting <50 particles/m² limit for aseptic areas |
| ISO 7–8 cost optimization | Microfiber/Polyester hybrid | Microfiber for large areas & spills; polyester for final disinfection |
B2B Procurement Recommendation
For pharmaceutical facilities building cleanroom mop specifications:
- Single-material approach (polyester only): Simplest validation, lowest cross-contamination risk, best long-term cost-per-use. Recommended for facilities with ISO 5–7 areas or limited QA resources.
- Hybrid approach (polyester for ISO 5–7, microfiber for ISO 8): Balances performance and cost. Requires validated segregation protocols (color-coding, physical separation, operator training) to prevent cross-area contamination.
- Avoid microfiber in ISO 5–6: Particle generation risk too high; regulatory expectation is continuous-filament polyester or equivalent low-lint material.
Рекомендации MIDPOSI — когда мы рекомендуем полиэстер или микрофибру
MIDPOSI manufactures both continuous-filament polyester and sealed-edge microfiber cleanroom mops validated for pharmaceutical GMP applications. Our material recommendations follow the same risk-based framework outlined in this guide, matching fiber architecture to your facility’s ISO classification, disinfectant program, and operational workflow.
Когда MIDPOSI рекомендует полиэстер
ISO 5–7 Pharmaceutical Use
For aseptic manufacturing cores (Grade A/B), sampling/weighing rooms, and Grade C support areas, MIDPOSI specifies continuous-filament polyester as the only material meeting particle generation and durability requirements:
- MIDPOSI Gamma-Sterile Polyester Mop Pad (Product Code: CMP-DS-POLY-GS): 100% continuous-filament polyester knit, heat-sealed edges, gamma-irradiated to SAL 10⁻⁶. Particle generation <10 particles/m² validated per ISO 14644-14. Individual double-pouch packaging for direct transfer into Grade A/B areas.
- MIDPOSI Polyester Sealed-Edge Reusable Mop (Product Code: CMP-RUS-POLY-150): Autoclave-validated for 150+ cycles at 121°C. Particle generation <50 particles/m² maintained across qualified life. Compatible with 70% IPA, 3–35% H₂O₂, quats, and 0.5–1% bleach.
EU GMP Annex 1 Disinfectant Rotation
Facilities rotating alcohols, quats, hydrogen peroxide, and sodium hypochlorite per Annex 1 sporicidal requirements benefit from polyester’s broad chemical compatibility. A single polyester mop material qualifies across all disinfectant protocols, simplifying validation and reducing the risk of material-chemistry incompatibility.
Рабочие процессы многоразового автоклава
Для предприятий с проверенной собственной инфраструктурой стирки и стерилизации долговечность полиэстера в течение 150–200 циклов обеспечивает самую низкую стоимость использования. Многоразовые полиэфирные швабры MIDPOSI сохраняют стабильность размеров (<Усадка 3% в течение 100-го цикла) и образование частиц в пределах спецификации, что позволяет избежать преждевременных затрат на замену, связанных с более коротким сроком службы микроволокна.
Зоны экологического мониторинга повышенного риска
Areas with history of EM excursions or operating close to ISO classification limits benefit from polyester’s 5×10× lower particle generation. Switching from microfiber to polyester in Grade C support areas has resolved chronic particle count trends in multiple customer facilities, eliminating investigation burden and reducing OOS risk.

Когда MIDPOSI рекомендует микрофибру
Large-Area ISO 7–8
For non-aseptic manufacturing, packaging, and warehouse areas where particle limits are lenient (352,000+ particles/m³ at ≥0.5 µm), sealed-edge microfiber delivers operational advantages:
- MIDPOSI Microfiber Reusable Mop (Sealed-Edge) (Product Code: CMP-RUS-MF-100): 80/20 polyester/polyamide blend, ultrasonic-sealed edges. Particle generation <200 particles/m² when new; <500 particles/m² at cycle 50. Absorbency 6–8× dry weight for large-area mopping efficiency.
Facilities cleaning 500+ m² per shift in ISO 8 areas see 30–40% reduction in mop changes using microfiber versus polyester, reducing operator fatigue and improving throughput.
Spill Management/Pre-Cleaning
Areas handling bulk liquids—buffer preparation, cleaning chemical storage, equipment wash stations—require rapid spill containment. MIDPOSI microfiber mops absorb 1.5–2× more liquid per pad than polyester equivalents, containing spills faster and preventing spread to adjacent cleanroom zones.
We recommend a two-step protocol: microfiber for spill absorption and soil removal; polyester for final validated disinfection pass.
Cost Optimization Scenarios
For budget-constrained facilities where ISO 8 areas represent >70% of total cleanroom space, microfiber’s 30–40% lower upfront cost can be justified if:
- Disinfectant program avoids high-concentration oxidizers (>6% H₂O₂, >0.5% bleach)
- Mop replacement at 50 cycles is acceptable and documented in cleaning SOPs
- Particle generation validated at <500 particles/m² through qualified life
MIDPOSI provides particle generation test reports, chemical compatibility matrices, and autoclave validation data to support customer IQ/OQ/PQ protocols for microfiber qualification.
Non-Aseptic Cleanrooms
Biotechnology R&Лаборатории D, предприятия по культивированию клеток и нестерильные участки производства фармацевтических препаратов, классифицированные по стандарту ISO 7–8, могут использовать микроволокно там, где стерильность продукта не требуется. Швабры из микрофибры MIDPOSI соответствуют нормам содержания частиц, допускают программы IPA/quat и обеспечивают впитывающую способность, необходимую для эффективной уборки больших площадей.
Запросить образцы & Пакет проверки
MIDPOSI предлагает комплексную квалификационную поддержку, чтобы помочь группам контроля качества, инженерам объектов и специалистам по закупкам в выборе и проверке материалов:
Образцы наборов
- Оценочные комплекты, содержащие 5–10 насадок для швабр (смесь полиэстера и микрофибры, многоразовые и одноразовые) для пилотного тестирования на предприятии.
- Параллельное сравнение с вашей реальной программой дезинфекции, техникой мытья полов и протоколом автоклава.
- Бесплатный отбор проб для оценки объектов >100 насадок для швабр в год
Данные испытаний частиц
- ISO 14644-14 particle generation test reports showing particle counts at ≥0.5 µm and ≥5 µm under simulated-use conditions
- Testing performed on new mops and after accelerated aging (25, 50, 75, 100+ autoclave cycles)
- Acceptance criteria aligned to ISO Class 5, 6, 7, and 8 limits
Chemical Compatibility Reports
- ASTM D543 exposure validation for 70% IPA, 3–35% H₂O₂, quats (2,000 ppm), and 0.5–1% NaOCl
- Dimensional stability, tensile strength retention, and color fastness data after 10, 25, 50, and 100 exposures
- Worst-case chemical stress testing simulating daily disinfectant rotation per EU GMP Annex 1
Autoclave Durability Charts
- Аттестация срока службы, показывающая изменение размеров, целостность кромок и образование частиц в течение 50, 100, 150 и 200 циклов автоклавирования при 121°C.
- Критерии приемки для определения окончания срока службы (увеличение образования частиц, разделение краев, >5% усадка)
- Рекомендуемые графики замены в зависимости от класса ISO и интенсивности использования.
СОПы для квалификации (IQ/OQ/PQ)
- Образцы протоколов аттестации монтажа (приемочный контроль, маркировка, хранение)
- Эксплуатационная квалификация (тестирование образования частиц, проверка химической совместимости, проверка автоклавного цикла)
- Квалификация производительности (мониторинг в процессе эксплуатации, анализ электромагнитных тенденций, обучение операторов)
- Настраивается в соответствии с системой валидации очистки вашего предприятия и нормативными требованиями.
For product catalogs, technical specifications, or to request a sample kit and validation package, visit MIDPOSI cleanroom consumables or contact your regional technical representative. Our contamination control specialists are available to review your facility’s ISO classification, disinfectant program, and operational priorities—then recommend the optimal polyester or microfiber mop configuration that balances particle control, durability, cost, and GMP compliance.







