A QA-focused technical guide for GMP material entry into Grade A/B zones—covering peel-and-pass logic, packaging integrity risks, and audit-defensible controls aligned with EU GMP Annex 1 expectations.

بانجھ پن مینوفیکچرنگ کے دوران حاصل کیا جاتا ہے، لیکن زیادہ تر آلودگی کے واقعات اس دوران ہوتے ہیں۔ سیپٹک منتقلی—when materials move from uncontrolled areas to Grade C, then B, and finally A. Without redundant barriers, the mop packaging surface can act as a carrier for particulates and bioburden.
عملی طور پر، جراثیم سے پاک یموپی پیکیجنگ functions as a controlled boundary: the outer bag is stripped at the interface, while the inner bag remains sterile until the point of use. This is the operational basis of چھیلنا اور پاس کرنا.
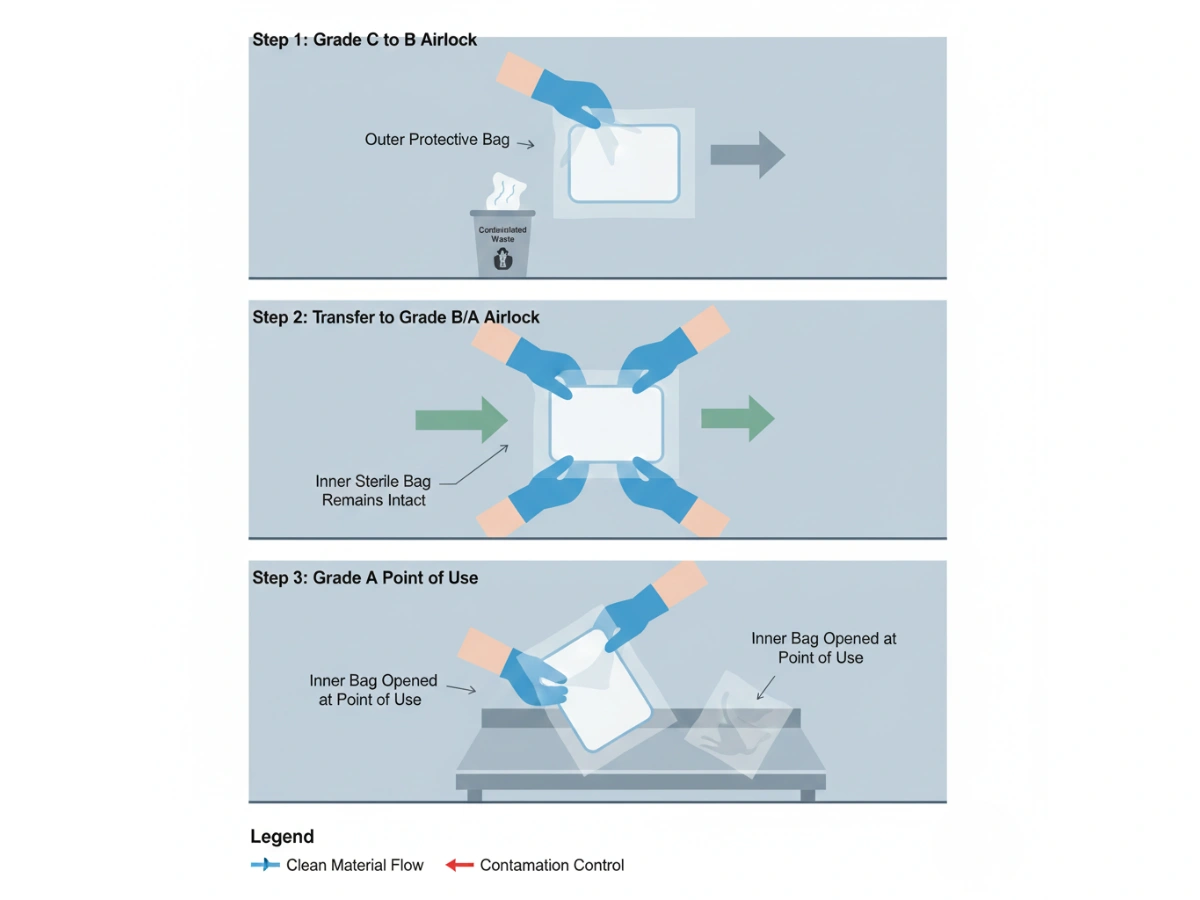

For Grade A/B operations, the core question is not “sterile at release,” but “sterile at point-of-use.” Double-bagging reduces transfer variability by removing the external surface at the boundary rather than relying on wipe-down success every time.

Use this simplified logic to align packaging selection with grade, transfer method, and validation burden. For Grade A/B, an engineered barrier is typically preferred over manual disinfection dependence.
| فیصلہ کن عنصر | سنگل بیگ پیکیجنگ | ڈبل بیگ پیکیجنگ |
|---|---|---|
| منتقلی کا کنٹرول | تصدیق شدہ وائپ ڈاؤن اور نظم و ضبط کی ضرورت ہے۔ | چھلکا اور پاس باؤنڈری پر آلودگی کو دور کرتا ہے۔ |
| ناکامی موڈ | ناکامی کا واحد نقطہ | بے کار جراثیم سے پاک رکاوٹ پرتیں۔ |
| آڈٹ ڈیفنسبلٹی | SOP پر عملدرآمد کے ثبوت پر بہت زیادہ انحصار | CCS کے لیے مضبوط انجنیئرڈ کنٹرول بیانیہ |
| آپریشنل کام کا بوجھ | اعلی (جراثیم کشی، نگرانی، انحراف) | زیریں (معیاری پٹی پر حد تک عمل) |


