Wenn ein pharmazeutischer QA-Manager einen Fehler bei der Umgebungsüberwachung auf die Reinigungswerkzeuge zurückführt, ist das kaum noch eine Überraschung. Branchenuntersuchungen bringen durchweg 30–60 % der EM-Exkursionen mit einer durch Reinigungsgeräte verursachten Kontamination in Verbindung – und der Übeltäter ist fast immer die Partikelabgabe. Für Einrichtungen, die nach ISO 14644-1 und EU-GMP-Anhang 1 arbeiten, ist die Wahl zwischen Standard- und fusselarmen Reinraummopps keine Frage der Präferenz. Es handelt sich um einen dokumentierten, validierten Kontrollpunkt in Ihrer Kontaminationskontrollstrategie, der bestimmt, ob Ihre klassifizierten Bereiche den Spezifikationen entsprechen oder OOS-Untersuchungen, Produktionsstopps und behördliche Feststellungen auslösen.
Ein fusselarmer Reinraummopp ist nicht einfach ein „besserer“ Mopp. Es handelt sich um ein Gerät zur Kontaminationskontrolle, das so konstruiert ist, dass es um Größenordnungen weniger Partikel erzeugt als herkömmliche Reinigungsgeräte. Es wurde durch quantitative Partikelfreisetzungstests validiert und so ausgewählt, dass es den spezifischen Partikelanzahlgrenzwerten und GMP-Anforderungen Ihrer Reinraumklasse entspricht. In diesem Leitfaden wird erklärt, was „wenig Flusen“ in regulatorischer Hinsicht bedeutet, warum es für die Einhaltung von Vorschriften wichtig ist, welche Materialien validierte Leistung liefern und wie Sie das richtige Moppsystem für jeden Bereich in Ihrer Einrichtung festlegen.
Was bedeutet „Low Lint“ in Reinräumen?
In der Reinraumterminologie bezieht sich „Flusen“ auf faserige Partikel und nichtfaserige Ablagerungen, die während des Gebrauchs von Textilien freigesetzt werden. Diese Partikel reichen von sichtbaren Faserfragmenten (zige bis hunderte Mikrometer) bis hin zu nicht sichtbaren Partikeln unter 5 µm, die nur von optischen Partikelzählern erfasst werden. ISO 14644-1 klassifiziert Reinräume anhand der gemessenen Partikelkonzentration in der Luft bei bestimmten Größenschwellenwerten – hauptsächlich ≥0,5 µm und ≥5 µm. Ein Reinigungsgerät, das selbst geringe Mengen Flusen abwirft, kann genügend Partikel erzeugen, um eine klassifizierte Umgebung außerhalb der Spezifikation zu bringen, insbesondere in Bereichen der ISO-Klassen 5–7, in denen die Grenzwerte streng kontrolliert werden.
„Geringe Flusenbildung“ ist kein Marketingmerkmal, sondern ein quantifiziertes Leistungsmerkmal, das durch standardisierte Partikelfreisetzungstests validiert wird. ISO 9073-10 definiert einen Flusentest im trockenen Zustand für Vliestextilien, während der Helmke-Trommeltest (gemäß IEST-RP-CC003.4) die Partikelemission des gesamten Kleidungsstücks oder Textils unter simulierten Nutzungsbedingungen misst. Für Reinraum-MoppsDie Prüfung der Partikelerzeugung erfolgt in der Regel nach ISO 14644-14 (Bewertung der Eignung von Geräten anhand der Partikelkonzentration in der Luft), wobei Moppköpfe mechanischer Bewegung ausgesetzt werden, während Partikelzähler in der Luft die Freisetzungsraten messen.
Akzeptable fusselarme Mopps weisen eine Partikelerzeugung auf, die weit unter den Klassifizierungsgrenzen ihres vorgesehenen Verwendungsbereichs liegt:
ISO-Klasse 5 (3.520 Partikel/m³ bei ≥0,5 µm; 29 Partikel/m³ bei ≥5 µm): Mopps müssen erzeugt werden <10 Partikel pro Hub, um einen messbaren Beitrag zur Partikelbelastung zu vermeiden. ISO-Klasse 6 (35.200 Partikel/m³ bei ≥0,5 µm; 293 Partikel/m³ bei ≥5 µm): Akzeptable Moppbildung <50 Partikel pro Hub. ISO-Klasse 7 (352.000 Partikel/m³ bei ≥0,5 µm; 2.930 Partikel/m³ bei ≥5 µm): Mops erzeugend <Typischerweise sind 100 Partikel pro Hub qualifiziert. ISO-Klasse 8 (3.520.000 Partikel/m³ bei ≥0,5 µm; 29.300 Partikel/m³ bei ≥5 µm): Eine höhere Generation ist möglicherweise tolerierbar, validierte fusselarme Mopps bleiben jedoch die beste Praxis, um Partikeltrends zu verhindern.
- ISO-Klasse 5 (3.520 Partikel/m³ bei ≥0,5 µm; 29 Partikel/m³ bei ≥5 µm): Mopps müssen erzeugt werden <10 Partikel pro Hub, um einen messbaren Beitrag zur Partikelbelastung zu vermeiden.
- ISO-Klasse 6 (35.200 Partikel/m³ bei ≥0,5 µm; 293 Partikel/m³ bei ≥5 µm): Es entstehen akzeptable Mopps <50 Partikel pro Hub.
- ISO-Klasse 7 (352.000 Partikel/m³ bei ≥0,5 µm; 2.930 Partikel/m³ bei ≥5 µm): Mopbildung <Typischerweise sind 100 Partikel pro Hub qualifiziert.
- ISO-Klasse 8 (3.520.000 Partikel/m³ bei ≥0,5 µm; 29.300 Partikel/m³ bei ≥5 µm): Eine höhere Generation mag tolerierbar sein, validierte fusselarme Mopps bleiben jedoch die beste Praxis, um Partikeltrends zu verhindern.
Im Gegensatz dazu werfen herkömmliche Hausmeistermopps (Baumwolle, Viskose, Schlingenmischungen) Tausende von Partikeln pro Zug ab. Die Lücke ist nicht inkrementell, sondern strukturell und wird durch den Fasertyp, die Kantenkonstruktion und die Materialverarbeitung bestimmt.
Warum Mopps eine häufige Quelle für Flusen sind
Reinigungswerkzeuge sind während des Gebrauchs hohen mechanischen Belastungen ausgesetzt – Reibung am Boden, wiederholtes Benetzen und Auswringen, Kontakt mit aggressiven Desinfektionsmitteln. Bei wiederverwendbaren Systemen werden die Fasern durch Autoklavieren oder Waschzyklen mit der Zeit abgebaut. Schnittkanten herkömmlicher Mopps lösen sich bei jedem Gebrauch auf und geben Faserenden in den Reinraum frei. Locker verdrehte oder geschlungene Fasern brechen unter dem Abrieb und es entstehen sowohl faserige Flusen als auch Mikropartikel aus der Faserfragmentierung. Mopps mit Schaumstoffkern und nicht validierten Substraten können Schaumstoffpartikel abgeben, wenn sich das Material unter chemischer oder thermischer Belastung zersetzt.
Engineering löst diese Fehlermodi. Endlosfilamentfasern machen abgeschnittene Enden überflüssig. Heißversiegelte oder ultraschallverschweißte Kanten verhindern ein Auflösen. Eine enge Strick- oder Webdichte minimiert das Herausziehen der Fasern. Materialien werden über Hunderte von Zyklen hinweg auf Chemikalien- und Autoklavenbeständigkeit validiert. Diese Konstruktionsmerkmale liefern in Kombination mit Partikelerzeugungstests gemäß ISO 14644-14 den dokumentierten Nachweis, dass der Mopp bei routinemäßigem Gebrauch keine messbare Kontamination verursacht – eine Anforderung, die ausdrücklich durch den Auftrag des EU-GMP-Anhangs 1 unterstützt wird, die Partikelabgabe von Materialien und Geräten, die in klassifizierten Bereichen verwendet werden, zu minimieren.
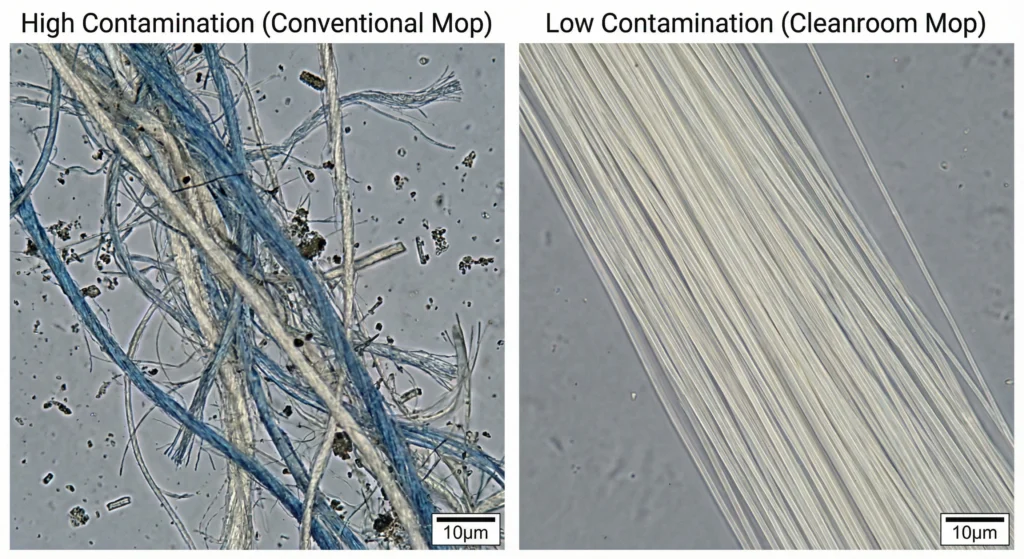
Abbildung 1: Vergleich der Partikelerzeugung unter simulierten Einsatzbedingungen. Ein herkömmlicher Wischmopp mit scharfer Kante (linkes Bild) setzt pro Hub Hunderte von Faserfragmenten und Partikeln frei und verstößt damit gegen die Partikelgrenzwerte der ISO-Klassen 5–7. Es erzeugt einen fusselarmen Mopp mit versiegelten Kanten (rechte Seite). <50 Partikel ≥0,5 µm pro Hub durch Endlosfilamentkonstruktion und heißversiegelte Kanten, wodurch die Klassifizierungskonformität über mehr als 100 Autoklavenzyklen erhalten bleibt.
Warum fusselarme Mopps für GMP-Arbeitsabläufe von entscheidender Bedeutung sind
EU-GMP-Anhang 1 (Revision 2022) schreibt eine anlagenweite Kontaminationskontrollstrategie vor, die mikrobielle, partikuläre und Endotoxinkontaminationen durch Design, Verfahren und Geräteauswahl identifiziert und kontrolliert. Reinigungs- und Desinfektionsprogramme müssen validiert sein, und in klassifizierten Bereichen verwendete Materialien müssen die Partikelbildung minimieren und die wiederholte Anwendung von Desinfektionsmitteln und sporiziden Mitteln ermöglichen. Fusselarme Mopps sind in diesem Rahmen kein optionales Zubehör – sie sind kritische Kontrollpunkte, die sich direkt darauf auswirken, ob Ihre Einrichtung die ISO-Klassifizierung einhält, die Umweltüberwachung besteht und behördliche Inspektionen übersteht.
Anhang 1 und die Anforderung „Sichtbare und nicht sichtbare Kontamination“.
Anhang 1 befasst sich ausdrücklich mit sichtbarer und nicht sichtbarer Partikelkontamination als Risiken, die durch das CCS kontrolliert werden müssen. Die Reinraumklassifizierung nach Gesamtpartikelzahl (≥0,5 µm und ≥5 µm) legt den Leistungsbereich fest; Alle in diese Bereiche eingeführten Geräte oder Materialien dürfen die Klassifizierungsgrenzen nicht beeinträchtigen. In Absatz 4.10 wird gefordert, dass in Reinräumen verwendete Materialien so ausgewählt werden, dass die Partikelerzeugung minimiert wird. Absatz 4.28 schreibt vor, dass Reinigungsprozesse validiert werden müssen, um Rückstände zu entfernen und die Partikelverunreinigung zu minimieren.
Wenn ein standardmäßiger, partikelabwerfender Mopp in einem ISO-Klasse-6- oder -Klasse-7-Unterstützungsbereich verwendet wird, führt er zu einem Kontaminationsvektor, der Ihr gesamtes Umweltüberwachungsprogramm untergräbt. Bei jedem Wischdurchgang werden Fasern und Partikel freigesetzt, die sich auf Geräten, Wänden und Böden absetzen. Dies führt sowohl zu sofortigen Abweichungen bei der Partikelanzahl als auch zu langfristigen Risiken einer biologischen Belastung, da diese Partikel eine mikrobielle Kontamination beherbergen. Bei behördlichen Inspektionen prüfen Prüfer Reinigungsvalidierungsprotokolle, Gerätequalifizierungsaufzeichnungen und EM-Trends. In den Warning Letters der FDA wird darauf hingewiesen, dass Reinigungswerkzeuge nicht qualifiziert sind oder, schlimmer noch, sichtbar ausfransende, partikelerzeugende Wischmopps verwendet wurden. In einer Durchsetzungsmaßnahme aus dem Jahr 2020 wurde ausdrücklich darauf hingewiesen, dass „an den Moppköpfen, die zur Reinigung des Sterilbereichs verwendet werden, Ausfransungen beobachtet wurden“ und „mindestens ein Moppkopf aus partikelerzeugendem Material hergestellt wurde“. Die FDA kam zu dem Schluss, dass es in der Einrichtung an angemessenen Kontrollen für die Bewertung der Reinigungsgeräte mangelte.
Warum 30–60 % der EM-Ausfälle auf die Reinigung von Werkzeugen zurückzuführen sind
Exkursionen zur Umweltüberwachung lösen Untersuchungen aus, und diese Untersuchungen deuten häufig auf Reinigungsarbeiten hin. Während die veröffentlichten branchenweiten Statistiken begrenzt sind, zeigen Daten auf Anlagenebene durchweg, dass 30–60 % der EM-Ausfälle durch Partikel oder Mikroben auf unzureichende Qualifikation der Reinigungswerkzeuge, unsachgemäße Werkzeugwartung oder Kreuzkontamination durch nicht sterile Reinigungsmaterialien zurückzuführen sind. Der Mechanismus ist einfach: Stark fusselnde Mopps geben beim Wischen Partikel ab; diese Partikel setzen sich ab; anschließende Luft- und Oberflächenprobenentnahme erkennt die Kontamination; Untersuchungen ergaben, dass der Moppkopf nicht validiert war, über seine zulässige Lebensdauer hinaus verwendet wurde oder mit der Desinfektionschemie nicht kompatibel war.
Dieses Problem ist besonders akut in Produktionsbereichen nach ISO 5–7 (EU-GMP-Klasse B/C-Äquivalente), in denen aseptische Verarbeitungsunterstützungsaktivitäten – Materialbereitstellung, Umkleideausrüstung, Gerätevorbereitung – stattfinden. Diese Bereiche arbeiten konstruktionsbedingt nahe an ihren Partikelgrenzwerten. Die Einführung eines Werkzeugs, das sogar 200–300 Partikel pro Hub abstößt, kann eine Umgebung der Klasse 6 (35.200 Partikel/m³-Grenzwert bei ≥0,5 µm) während der aktiven Reinigung oder unmittelbar danach ins Wanken bringen. Die Kontamination ist für den Bediener unsichtbar, wird jedoch durch kontinuierliche Partikelüberwachung und routinemäßige Oberflächen-/Luftprobenahme erfasst. Das Ergebnis: Produktionsstopps, Chargenuntersuchungen und Korrekturmaßnahmen, die durch die Festlegung validierter fusselarmer Mopps von vornherein hätten verhindert werden können.
Reinräume und das Problem der „versteckten Kontaminationsvektoren“.
Reinigungswerkzeuge bewegen sich durch jeden Raum Ihrer Einrichtung. Ein Mopp, der in einer Luftschleuse für Materialien der Güteklasse D verwendet wird, kann später (unsachgemäß) in einen Korridor der Güteklasse C transportiert werden und dabei Partikel oder biologische Belastung mit sich führen. Selbst innerhalb einer einzelnen Fläche werden die Moppfasern durch wiederholte Verwendung beschädigt – Kanten fransen aus, versiegelte Nähte lösen sich und Schaumstoffkerne zerbröckeln – und verwandelt einen qualifizierten fusselarmen Mopp in einen Partikelgenerator, sofern keine Inspektions- und Austauschprotokolle durchgesetzt werden.
Flusenarme Mopps unterbrechen diesen Kontaminationskreislauf, wenn sie ordnungsgemäß validiert und gewartet werden. Ihre Partikelbildung bleibt über mehr als 100 Autoklavenzyklen stabil (bei wiederverwendbaren Systemen) oder wird vollständig eliminiert (bei vorsterilisierten Einwegartikeln). Materialzertifizierungen und Chargenrückverfolgbarkeit ermöglichen es QS-Teams, die Leistung von Werkzeugen zu verfolgen, Verschleißtrends zu erkennen und Mopps auszumustern, bevor sie zu Kontaminationsquellen werden. Dieses Maß an Kontrolle ist mit standardmäßiger Hausmeisterausrüstung nicht erreichbar, weshalb GMP-Einrichtungen unter Annex 1 und der FDA-Aufsicht fusselarme Mopps als regulierte Kontaminationskontrollgeräte und nicht als Reinigungsmittel behandeln.
B2B-Entscheidungspunkt: Chargenrisiko reduzieren und Audits bestehen
Für Beschaffungsmanager und Qualitätssicherungsleiter ist das Wertversprechen fusselarmer Reinraummopps quantifizierbar: Jede verhinderte EM-Exkursion vermeidet Untersuchungskosten (oft 10.000 bis 50.000 US-Dollar für Arbeit, Tests und Dokumentation), eliminiert Produktionsverzögerungen und verringert das Risiko behördlicher Feststellungen, die zu Genehmigungsentscheidungen oder Importwarnungen führen können. Eine Einrichtung, die validierte fusselarme Mopps spezifiziert, Qualifikationsaufzeichnungen führt und Austauschpläne durchsetzt, weist eine systematische Kontaminationskontrolle auf – genau das, was Prüfer bei GMP-Inspektionen erwarten. Die zusätzlichen Kosten für fusselarme Mopps (in der Regel 20–50 % höher als bei Standardmops) sind im Vergleich zu den risikobereinigten Kosten einer einzelnen Chargenkontamination oder einer fehlgeschlagenen Inspektion vernachlässigbar.
Arten von fusselarmen Moppmaterialien
Die fusselarme Leistung wird durch Materialauswahl, Faserkonstruktion und Kantenversiegelungstechnologie erreicht. Auf dem Markt für Reinraummopps dominieren vier Hauptmaterialkategorien, die jeweils unterschiedliche Kompromisse in Bezug auf Saugfähigkeit, chemische Beständigkeit, Haltbarkeit und Partikelerzeugung bieten.
100 % Polyester-Mopps mit versiegelten Kanten
Polyester-Strickmopps aus 100 % Endlosfilament-Polyestergarnen stellen den Industriestandard für die fusselarme und langlebige Reinraumreinigung dar. Die Kanten sind heißversiegelt oder ultraschallverschweißt, um ein Auflösen zu verhindern, und die enge Strickstruktur minimiert das Herausziehen der Fasern während des Gebrauchs. Polyester ist chemisch inert und verträgt wiederholte Einwirkungen von Isopropylalkohol (70 % IPA), Wasserstoffperoxid (3–35 %), quartären Ammoniumverbindungen und Natriumhypochlorit (Bleichmittel) in Konzentrationen von bis zu 1 %, ohne dass es zu einer nennenswerten Faserschädigung oder Farbverlust kommt.
Tests zur Partikelerzeugung gemäß ISO 14644-14 zeigen typischerweise <50 Partikel ≥0,5 µm pro Hub für qualifizierte Polyester-Mopps mit versiegelten Kanten, die den Einsatz in Umgebungen der ISO-Klassen 5–8 unterstützen. Die Autoklavenstabilität ist ausgezeichnet: Validierte Produkte behalten ihre Dimensionsstabilität und fusselarme Leistung über 150–200+ Sterilisationszyklen bei 121 °C. Polyester-Strickmopps sind das Arbeitspferd der Wahl für wiederverwendbare Reinraum-Moppprogramme und bieten das beste Gleichgewicht zwischen chemischer Beständigkeit, Haltbarkeit und Gesamtbetriebskosten für Einrichtungen mit validierter Wasch- und Sterilisationsinfrastruktur.
Fusselarme Mikrofaser-Mopps (Split-Fiber-Technologie)
Mikrofasermopps verwenden ultrafeine synthetische Fasern – typischerweise Polyester-/Polyamidmischungen mit Durchmessern unter 1 Denier (ungefähr 10 Mikrometer) –, die in einer Split-Faser-Konstruktion hergestellt werden, die mikroskopisch kleine Kanäle für die Partikelerfassung schafft. Das hohe Verhältnis von Oberfläche zu Gewicht sorgt für eine hervorragende Saugfähigkeit (häufig das 6- bis 8-fache des Trockengewichts des Mopps) und eine hervorragende Effizienz beim Einfangen von Partikeln. Dadurch eignen sich Mikrofasermopps sowohl zum Nasswischen mit Desinfektionsmitteln als auch zum feuchten Staubwischen, um Restpartikel zwischen den Desinfektionszyklen zu entfernen.
Bei richtiger Konstruktion mit versiegelten Kanten und Endlosfasern erreichen Mikrofasermopps eine fusselarme Leistung, die mit Polyester-Stricksystemen vergleichbar ist <50 Partikel pro Hub im Validierungstest. Die gespaltene Faserstruktur von Mikrofasern kann jedoch anfällig für bestimmte desinfizierende Chemikalien sein: Wiederholter Kontakt mit hochkonzentriertem Bleichmittel (>1 %) kann dazu führen, dass sich die Faser aufspaltet und zu einer Faserschädigung führt, wodurch sich mit der Zeit die Partikelablösung erhöht. Aus diesem Grund eignen sich Mikrofasermopps am besten für Einrichtungen, die IPA, Quats und Wasserstoffperoxid als primäre Desinfektionsmittel verwenden, wobei Bleichmittel eher für die regelmäßige sporizide Behandlung als für den täglichen Gebrauch reserviert sind.
Für Mikrofasermopps sind validierte Waschprotokolle erforderlich. Durch unsachgemäßes Waschen – hohe Hitze, Weichspüler oder kontaminierte Wäschereiausrüstung – können Partikel oder Rückstände entstehen, die die Leistung des Reinraums beeinträchtigen. Viele Einrichtungen mindern dieses Risiko, indem sie vorsterilisierte Einweg-Mikrofasermopps verwenden, die die Komplexität des Wäschewaschens verringern und gleichzeitig die hohe Saugfähigkeit und Partikelerfassungsvorteile der Mikrofasern bewahren. Für einen detaillierten Vergleich von Reinraummopps aus Mikrofaser vs. PolyesterWeitere Informationen finden Sie in unserem Leitfaden zur Materialauswahl.
Heißversiegelte, lasergeschnittene Kanten vs. Schnittkantenkonstruktion
Die Kantenkonstruktion ist der wichtigste Faktor, der darüber entscheidet, ob ein Mopp als „fusselarm“ gilt. Schnittkanten – dort, wo der Stoff einfach geschoren und unversiegelt bleibt – lösen sich bei jedem Gebrauch auf und geben Faserenden in den Reinraum frei. Selbst eine einzige Schnittkante an einem ansonsten hochwertigen Moppkopf kann pro Wischdurchgang Hunderte von Partikeln erzeugen, da die Kante ausfranst.
Bei heißversiegelten Kanten werden die Faserenden durch thermisches Schweißen geschmolzen und verschmolzen, wodurch ein fester Rand entsteht, der ein Auflösen verhindert. Beim Ultraschallschweißen werden ähnliche Ergebnisse durch hochfrequente Vibration erzielt, bei der Fasern miteinander verbunden werden, ohne dass Klebstoffe oder Fremdmaterialien eingebracht werden. Lasergeschnittene Kanten kombinieren Präzisionsschneiden mit Kantenversiegelung in einem einzigen Schritt und liefern saubere, partikelfreie Ränder, die für Anwendungen der ISO-Klasse 5 geeignet sind. Qualifizierte fusselarme Mopps geben in ihrer Produktdokumentation die Kantenversiegelungsmethode an und stellen Daten zur Partikelerzeugung bereit, die zeigen, dass versiegelte Kanten im Vergleich zu Mopps mit scharfen Kanten aus gleichwertigem Material eine Flusenreduzierung von 60–80 % bewirken.
Schaumfreie vs. Schaumkern-Mopps

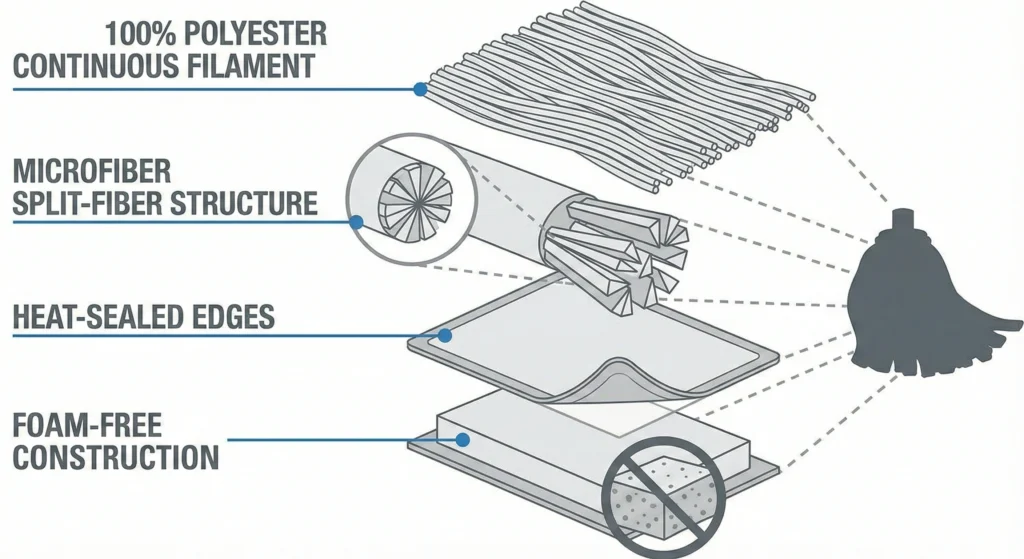
Abbildung 2: Die Kantenkonstruktion bestimmt die Flusenbildung. Schnittkantenmopps (links) entwirren sich während des Gebrauchs und geben Faserenden in Reinräume ab. Heißversiegelte Kanten (Mitte) verschmelzen die Faserenden durch thermisches Schweißen, sodass partikelfreie Ränder entstehen. Ultraschallgeschweißte Kanten (rechts) verbinden Fasern durch Hochfrequenzvibration ohne Klebstoffe und sorgen so für eine Flusenreduzierung von 60–80 % im Vergleich zur hochmodernen Konstruktion. Qualifizierte fusselarme Mopps geben in der Produktdokumentation die Kantenversiegelungsmethode an.
Mopps mit Schaumstoffkern bestehen aus einem zentralen Schaumstoffsubstrat, das von einer textilen Außenschicht umgeben ist. Der Schaumstoffkern sorgt für strukturelle Steifigkeit und eine gleichmäßige Flüssigkeitsverteilung über den Moppkopf, was für das gleichmäßige Auftragen von sporiziden Wirkstoffen auf validierte Oberflächen von Vorteil sein kann. Schaumstoffsubstrate weisen jedoch große Unterschiede in der chemischen Beständigkeit auf; Nicht alle Schaumformulierungen vertragen eine wiederholte Einwirkung von Bleichmitteln, Wasserstoffperoxid oder Hochtemperatur-Autoklavieren ohne Zerfall (Bröckeln, Verfärbung, Verlust der strukturellen Integrität). Ein sich zersetzender Schaumkern wird zu einer Partikelquelle und stößt Schaumfragmente aus, die den Reinraum verunreinigen.
Schaumfreie Mopps eliminieren dieses Risiko vollständig. Die schaumfreien Designs sind durchgehend aus Endlosfilamentgewebe (Polyester oder Mikrofaser) gefertigt und basieren auf Faserdichte und Strickstruktur, um Saugfähigkeit und strukturelle Integrität zu erreichen. Für Einrichtungen, die aggressive Desinfektionsprogramme verwenden oder mehr als 100 Autoklavenzyklen erfordern, ist die schaumfreie Konstruktion die sicherere und vorhersehbarere Wahl. Wenn Mopps mit Schaumstoffkern spezifiziert werden, müssen die Anbieter chemische Kompatibilitätsdaten, Autoklavenvalidierung (Zyklen bis zum Versagen) und Partikelerzeugungstests nach der Alterung bereitstellen, um nachzuweisen, dass das Schaumstoffsubstrat unter Ihren tatsächlichen Verwendungsbedingungen stabil bleibt.
In welchen Bereichen sind fusselarme Reinraummopps erforderlich?
Nicht jeder Bereich in einer pharmazeutischen oder biotechnologischen Einrichtung erfordert das gleiche Maß an Flusenkontrolle. Ihre Kontaminationskontrollstrategie sollte bereichsspezifische Anforderungen basierend auf ISO-Klassifizierung, GMP-Qualität, Produktkontaktrisiko und Anforderungen an die Sterilitätssicherung definieren. Das folgende Rahmenwerk unterstützt Beschaffungs- und Qualitätssicherungsteams dabei, vertretbare, risikobasierte Entscheidungen zu treffen.
Aseptische Verarbeitung der Klasse A/B (ISO-Klasse 5): Obligatorisch
Umgebungen der EU-GMP-Klassen A und B – aseptische Abfülllinien, Gefriertrocknungsbeladung, Verschließen von Fläschchen unter unidirektionalem Luftstrom – sind die anspruchsvollsten Reinraumanwendungen. Die Partikelgrenzwerte sind extrem (3.520 Partikel/m³ bei ≥0,5 µm für ISO-Klasse 5), Sterilität ist nicht verhandelbar und jede Kontamination kann ganze Produktionschargen gefährden. Fusselarme Mopps in diesen Bereichen müssen sein:
- Steril: Entweder vorsterilisierte Einwegartikel (gammabestrahlt, einzeln verpackt mit Sterilitätszertifikaten) oder wiederverwendbare Mopps, die unmittelbar vor der Verwendung autoklaviert werden.
- Extrem geringer Haarausfall: Partikelerzeugung <10 Partikel pro Hub, validiert nach ISO 14644-14.
- Materialtransfer kontrolliert: Mopps müssen in Bereiche der Klasse A/B durch validierte Sterilisations- oder Transferdesinfektionsverfahren (doppelseitige Autoklaven, sterile Durchreiche) gemäß Anhang 1 Absatz 4.22 gelangen.
In der Praxis verwenden die meisten Einrichtungen vorsterilisierte Einwegmopps für Kerne der Güteklasse A/B, um das Wiederaufbereitungsrisiko zu eliminieren und den Materialfluss zu vereinfachen. Diese Mopps werden häufig vorgetränkt mit sterilem 70 % IPA in einer Doppelbeutelverpackung geliefert (der äußere Beutel wird in der Luftschleuse der Klasse C entfernt; der innere sterile Beutel wird im Bereich der Klasse A/B geöffnet). Die zusätzlichen Kosten werden durch die Eliminierung des Kreuzkontaminationsrisikos und den Wegfall der Wiederaufbereitung im Autoklaven als Variable bei Kontaminationsuntersuchungen gerechtfertigt.
ISO 5-Probenahme & Wägeräume: Hohe Anforderungen
Materialprobenahmekabinen, Wägeräume für pharmazeutische Wirkstoffe (API) und Compoundierräume der ISO-Klasse 5 unterliegen denselben Partikelgrenzwerten wie Bereiche der Klasse A/B, können jedoch nicht sterile Materialien oder Zwischenprodukte verarbeiten, bei denen Sterilität noch nicht erforderlich ist. Fusselarme Wischmopps sind nach wie vor Pflicht, die Sterilitätsanforderung kann jedoch aufgrund der CCS-Risikobewertung gelockert werden:
- Wiederverwendbare fusselarme Mopps (Polyester mit versiegelter Kante oder Mikrofaser) mit validierten Wasch- und Desinfektionsprotokollen sind akzeptabel, wenn das CCS begründet, dass für den spezifischen Vorgang keine Sterilität erforderlich ist.
- Partikelerzeugung muss noch sein <10–20 Partikel pro Hub, um die ISO-Klasse 5-Klassifizierung aufrechtzuerhalten.
- Desinfektionsmittelverträglichkeit mit hochkonzentriertem IPA, Wasserstoffperoxid und sporiziden Mitteln ist erforderlich, da diese Bereiche häufig einer Biodekontamination unterzogen werden.
Für risikoscheue Einrichtungen oder Einrichtungen mit begrenzter Wäscherei-Infrastruktur bleiben vorsterilisierte Einweg-Mopps eine pragmatische Wahl, auch wenn Sterilität nicht unbedingt erforderlich ist, da sie die Qualifizierungskomplexität wiederverwendbarer Systeme eliminieren.
Fertigung der Güteklasse C/D (ISO-Klasse 7/8): Empfohlen, aber flexibel
Aseptische Verarbeitungsunterstützungsbereiche der Klasse C (ISO-Klasse 7) und Endverpackungs- oder unsterile Compoundierungsbereiche der Klasse D (ISO-Klasse 8) unterliegen gelockerten Partikelgrenzwerten (352.000 bzw. 3.520.000 Partikel/m³ bei ≥0,5 µm). Standardmäßig hochwertige Reinigungsmopps können in diesen Bereichen technisch gesehen die Klassifizierungsgrenzen erfüllen. Allerdings bleiben fusselarme Mopps aus mehreren Gründen nach wie vor die beste Praxis:
- Kontaminationsprävention: Partikel, die in Bereichen der Klasse C/D freigesetzt werden, können durch Personalkleidung, Materialtransfer oder Luftströmungsmuster in höherwertige Zonen transportiert werden und dort zu einer Kontamination führen, die sich in Bereichen der Klasse A/B als EM-Auslenkungen manifestiert.
- Stabilität des EM-Trends: Der werksweite Einsatz validierter, fusselarmer Mopps vereinfacht Umweltüberwachungsprogramme, reduziert die Grundpartikelanzahl und erleichtert die Erkennung echter Kontaminationsereignisse im Vergleich zu werkzeugbedingtem Lärm.
- Anpassung der regulatorischen Erwartungen: Prüfer erwarten eine systematische Kontaminationskontrolle und keinen Flickenteppich aus qualifizierter und nicht qualifizierter Ausrüstung. Die Angabe fusselarmer Mopps in allen klassifizierten Bereichen zeigt, dass CCS ausgereift ist.
Für eine budgetbewusste Beschaffung besteht ein pragmatischer Kompromiss darin, in Bereichen der Klasse C/D wiederverwendbare, fusselarme Mopps (Polyester mit versiegeltem Rand, validiert für mehr als 150 Autoklavenzyklen) zu verwenden und für Kerne der Klasse A/B vorsterilisierte Einwegartikel aufzubewahren.
Unterstützungsbereiche, Schleusen und Kreuzkontaminationsrisiko
Umkleideräume, Personenschleusen (Manlocks) und Materialbereitstellungsbereiche können der ISO-Klasse 8 oder niedriger zugeordnet werden. Während die Partikelgrenzwerte mild sind, dienen diese Bereiche als Kontaminationskontrollpuffer, die höherwertige Zonen schützen. Der Einsatz fusselarmer Wischmopps in den Stützbereichen verhindert die Ansammlung von Partikeln auf Kleiderbänken, Luftschleusenoberflächen und Transferwagen, die von Personal oder Materialien in Produktionsbereiche getragen werden könnten.
Eine kritische CCS-Kontrolle: Farbcodierte Mop-Trennung. Mopps, die in Förderbereichen der Klasse D verwendet werden, dürfen niemals in Zonen der Klasse A/B gelangen. Farbcodierung (z. B. blaue Mopps für Produktionsbereiche, rot für die Abfallentsorgung, grün für Umkleideräume) in Kombination mit physischer Trennung (getrennte Lagerung, dokumentierte Verfahren, Bedienerschulung) verhindert Kreuzkontaminationen. Auch für minderwertige Bereiche sollten fusselarme Wischmopps spezifiziert werden, um eine systemweite Kontaminationskontrolle aufrechtzuerhalten und die Schulung zu vereinfachen (ein Standard: Alle Wischmopps sind fusselarm und haben versiegelte Kanten, unabhängig vom Bereich).
B2B-Entscheidungsrahmen: „Muss vorhanden, empfohlen, optional“
Für Beschaffungsteams, die Moppspezifikationen erstellen:
- Muss vorhanden sein (nicht verhandelbar): Aseptische Kerne der Güteklasse A/B, Probenahme-/Wägeräume der ISO-Klasse 5 – vorsterilisierter Einweg- oder autoklavierter Mehrweg, <10 Partikel/Hub.
- Dringend empfohlen (Risikominderung): Supportbereiche der Klasse C (ISO-Klasse 7), Produktionsbereiche mit hohem Wert oder hohem Risiko – wiederverwendbare, fusselarme Bereiche mit validierter Reinigung, <50 Partikel/Hub.
- Empfohlen (Best Practice): Verpackung/Compoundierung der Klasse D (ISO-Klasse 8), Stützbereiche, Mannschlösser – wiederverwendbar, fusselarm, <100 Partikel/Hub, oder akzeptieren Sie Standard-Reinraummopps, wenn die CCS-Risikobewertung dies rechtfertigt.
- Optional (kontextabhängig): Nicht klassifiziertes Lager, an Reinräume angrenzende Bürobereiche – Standard-Reinraummopps akzeptabel, aber fusselarme Wischtücher werden bevorzugt, um eine Partikelmigration zu verhindern.
Dieses abgestufte Rahmenwerk gleicht die Kontaminationskontrolle mit den Kosten aus und ermöglicht es den Einrichtungen, Budgets den Bereichen mit dem höchsten Risiko zuzuweisen und gleichzeitig vertretbare, revisionssichere Spezifikationen in der gesamten Einrichtung aufrechtzuerhalten.
Testen & Validierungsstandards für fusselarme Mopps
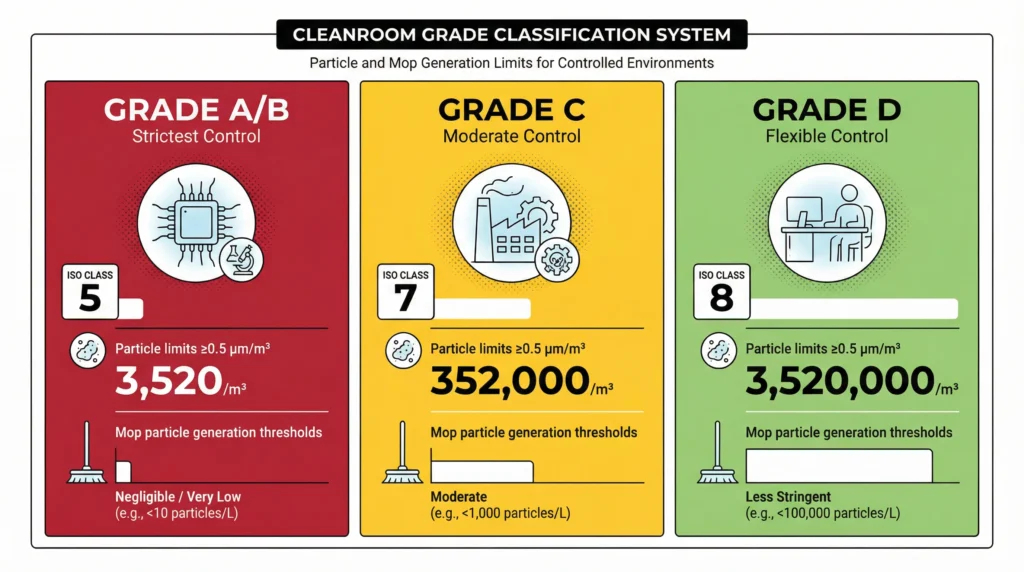
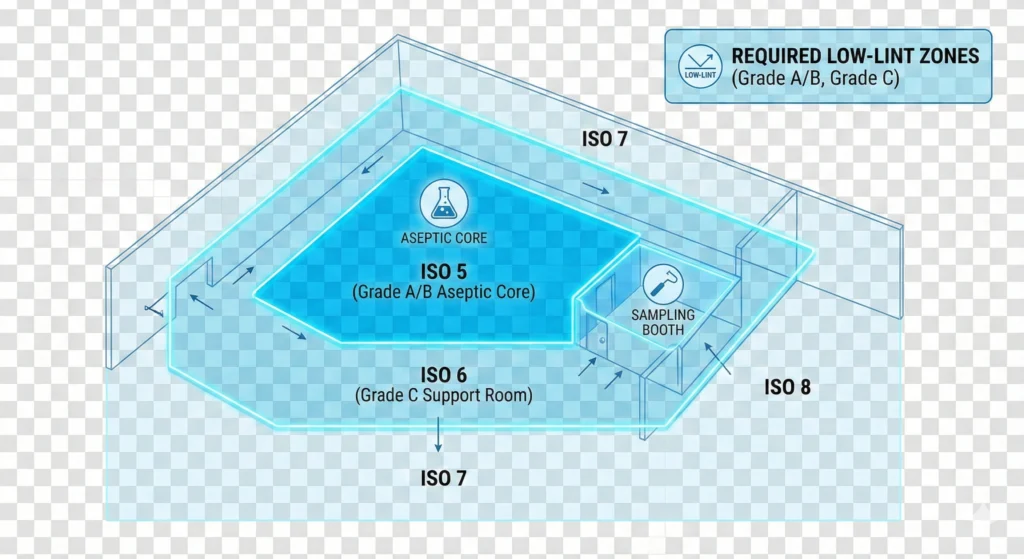
Abbildung 3: Die Gebietsklassifizierung bestimmt den Bedarf an fusselarmen Mopps. Aseptische Kerne der Klasse A/B (ISO-Klasse 5) erfordern sterile Mopps mit <10 Partikel/Hub – aus Gründen der Einhaltung gesetzlicher Vorschriften nicht verhandelbar. Für Stützbereiche der Klasse C (ISO-Klasse 7) sind validierte fusselarme Mopps erforderlich <50 Partikel/Hub, um die Migration von Verunreinigungen zu verhindern. Bereiche der Klasse D (ISO-Klasse 8) akzeptieren Standard-Reinraummopps, profitieren aber von fusselarmen Systemen für EM-Trendstabilität. Ein farbcodiertes Rahmenwerk leitet Beschaffungsentscheidungen nach Risikostufe.
Claiming “low lint” is not enough—GMP facilities require documented evidence that cleaning equipment meets quantified performance thresholds. Validation testing provides the data that supports equipment qualification, defends regulatory audits, and enables root-cause analysis when contamination events occur. Fünf Kerntestkategorien definieren die Validierung fusselarmer Mopps.

Helmke-Trommeltest (Partikelemissionsklassifizierung)
Der in IEST-RP-CC003.4 standardisierte Helmke-Trommel-Test misst die Partikelemission ganzer Kleidungsstücke oder Textilien unter simulierten Nutzungsbedingungen. Der Testartikel (Moppkopf, Wischer oder Kleidungsstück) wird in eine rotierende Edelstahltrommel gelegt, die 10 Minuten lang mit 10 U/min rotiert. Beim Taumeln freigesetzte Luftpartikel werden über eine isokinetische Sonde gemessen, die an einen Laser-Partikelzähler angeschlossen ist, der mit etwa 1 Kubikfuß pro Minute (CFM) arbeitet. Partikelzahlen werden bei ≥0,3 µm und ≥0,5 µm aufgezeichnet und dann mit den Kategorietabellen IEST-RP-CC003.3 verglichen, um das Textil in Kategorie I (empfohlen für ISO 1–3), Kategorie II oder Kategorie III (empfohlen für ISO 4–9) zu klassifizieren.
Bei Reinraum-Mopps bestätigt die Helmke-Trommelprüfung, dass der Moppkopf in die Kategorie I oder II fällt, und bestätigt damit die Eignung für den Einsatz in Umgebungen der ISO-Klassen 5–8. Die Tests werden in der Regel an neuen Moppköpfen und erneut nach einer simulierten Alterung (50–100 Autoklavenzyklen oder gleichwertige Wäsche) durchgeführt, um sicherzustellen, dass die Partikelerzeugung über die qualifizierte Nutzungsdauer stabil bleibt. Anbieter sollten Helmke Drum-Testberichte mit Partikelemissionsraten (Partikel/Minute) und Kategorieklassifizierung vorlegen; Einrichtungen, die eine interne Validierung durchführen, können dasselbe Protokoll verwenden, um alternative Lieferanten zu qualifizieren oder Kontaminationsereignisse zu untersuchen.
ISO 9073-10 Flusentest im trockenen Zustand
ISO 9073-10 definiert eine Methode zur Flusenbildung im trockenen Zustand für Vliestextilien, bei der die freigesetzte Flusenmasse gemessen wird, wenn eine Textilprobe in einem standardisierten Gerät geschüttelt wird. Während dieser Test häufig für die Qualifizierung von Wischtüchern und Kleidungsstücken verwendet wird, misst er die Flusen nach Gewicht (Milligramm) und nicht nach der Partikelanzahl, sodass er weniger direkt auf die Qualifizierung von Reinraum-Mopps anwendbar ist (wo die Partikelkonzentration die regulatorische Messgröße ist). Allerdings können ISO 9073-10-Daten die Ergebnisse von Helmke Drum ergänzen, indem sie eine Charakterisierung auf Materialebene ermöglichen, insbesondere zum Vergleich von Fasersubstraten oder Kantenversiegelungsmethoden während der Produktentwicklung.
Luftpartikelabwurftest (ISO 14644-14)
ISO 14644-14 bietet einen Rahmen für die Beurteilung der Geräteeignung durch Messung der Partikelkonzentration in der Luft während des Gerätegebrauchs. Bei der Moppvalidierung bedeutet dies, dass ein Moppkopf (an Rahmen und Griff befestigt) in einer kontrollierten Reinraumumgebung platziert wird, standardisierte Wischbewegungen auf einer repräsentativen Bodenoberfläche (Reinraumboden aus Epoxidharz oder Vinyl) ausgeführt werden und die Partikelerzeugung mithilfe optischer Partikelzähler gemessen wird, die hinter dem Wischpfad positioniert sind.
Details zum Testprotokoll:
- Wischmuster: Überlappende S-Kurven, 2 Meter pro Durchgang, standardisierte Hubgeschwindigkeit (0,5 m/s).
- Abtrieb: Mit einer Wägezelle oder einer Federwaage auf 500 Gramm kalibriert, um den tatsächlichen Bedienerdruck zu simulieren.
- Moppzustand: Mit Wasser in pharmazeutischer Qualität oder einem repräsentativen Desinfektionsmittel (70 % IPA, Wasserstoffperoxid) gesättigt, um die Haarentfernung im nassen Zustand zu testen.
- Partikelmessung: Probenahme mit optischem Partikelzähler bei 1 CFM, 0,5 Meter stromabwärts positioniert, Messung von ≥0,5 µm und ≥5 µm für 5 Minuten nach dem Wischen.
Akzeptanzkriterien: Die Partikelerzeugung muss typischerweise unter einem definierten Schwellenwert bleiben <10 Partikel pro Hub für den Einsatz der ISO-Klasse 5, <50 Partikel pro Hub für ISO-Klasse 6–7 und <100 Partikel pro Hub für ISO-Klasse 8. Die Tests werden an neuen Mopps und nach Alterung (25, 50, 75, 100 Autoklavenzyklen) durchgeführt, um die Leistungsstabilität zu validieren. Dieser Test misst direkt den Beitrag des Mopps zur Partikelbelastung in der Luft unter tatsächlichen Einsatzbedingungen und ist damit der Goldstandard für die Qualifizierung von Reinraum-Mopps.
Nassabwurfleistung und Desinfektionsmittelverträglichkeit
Das Partikelabgabeverhalten ändert sich, wenn Mopps mit Desinfektionsmitteln benetzt werden. Einige Materialien quellen auf, versteifen sich oder setzen Partikel aggressiver frei, wenn sie mit IPA, Wasserstoffperoxid oder Bleichmittel gesättigt werden. Die Nassablösungsvalidierung kombiniert die chemische Einwirkung mit der Prüfung der Partikelerzeugung:
- Einweichtest: Tauchen Sie den Moppkopf für eine definierte Kontaktzeit (10–30 Minuten) in eine Desinfektionslösung in der Anwendungskonzentration (z. B. 70 % IPA, 3 % H₂O₂, 0,5 % Bleichmittel).
- Spülen und auswringen: Simulieren Sie die Handhabung durch den Bediener – überschüssige Lösung auswringen, auf sichtbare Faserschäden oder Farbveränderungen prüfen.
- Erneuter Test der Partikelerzeugung: Führen Sie mit dem befeuchteten Mopp einen Luftpartikelabgabetest (Protokoll ISO 14644-14) durch, um die Partikelfreisetzung während der tatsächlichen Reinigung zu messen.
Wiederholen Sie diesen Zyklus für 10, 50 und 100 Expositionen, um eine kumulative chemische Belastung zu simulieren. Akzeptanzkriterien: Kein mechanischer Fehler (Faserbruch, Kantentrennung), kein Absorptionsverlust >20 %, und die Partikelerzeugung muss innerhalb qualifizierter Grenzen bleiben. Dieser Test bestätigt, dass die fusselarme Leistung des Mopps über eine realistische Einwirkung und Alterung des Desinfektionsmittels hinweg erhalten bleibt.
Extrahierbare Stoffe & Prüfung auf auslaugbare Stoffe (für Hochrisikobereiche)
In Umgebungen der Klasse A/B oder dort, wo Mopps mit produktberührenden Oberflächen (Isolatorinnenräume, Abfüllliniendecks), extrahierbaren und auslaugbaren Stoffen (E&L) Tests stellen sicher, dass Moppmaterialien keine chemischen Verunreinigungen einbringen. E&L-Studien setzen Moppmaterial unter kontrollierten Bedingungen Lösungsmitteln (Wasser, IPA, saure/basische Lösungen) aus und analysieren dann den Extrakt mittels Gaschromatographie-Massenspektrometrie (GC-MS) oder Flüssigkeitschromatographie-Massenspektrometrie (LC-MS), um ausgelaugte Substanzen zu identifizieren und zu quantifizieren. Verbindungen, die oberhalb der Grenzwerte festgestellt werden, müssen auf ihr toxikologisches Risiko und ihre Kompatibilität mit den Produktspezifikationen untersucht werden.
Für die meisten Moppanwendungen in pharmazeutischen Reinräumen bietet E&Eine L-Prüfung ist nicht erforderlich, wenn der Mopp niemals mit dem Produkt oder produktberührenden Oberflächen in Berührung kommt. Allerdings sollten Einrichtungen, die Mopps in Isolatoren, auf Abfülllinienoberflächen oder in direktem Kontakt mit Fläschchen/Stopfen verwenden, E. anfordern&L-Daten von Lieferanten oder führen Sie interne Studien durch. Polyester- und Polypropylen-Moppmaterialien weisen im Allgemeinen ein geringes Extraktionsprofil auf, während bestimmte Schaumstoffsubstrate Weichmacher oder Verarbeitungshilfsstoffe auslaugen können, die einer Bewertung bedürfen.
Flusenstabilität im Autoklavenzyklus (für wiederverwendbare Mopps)
Wiederverwendbare fusselarme Mopps müssen ihre Leistung über ihre gesamte Nutzungsdauer hinweg aufrechterhalten – normalerweise 50–200 Autoklavenzyklen. Beim Stabilitätstest im Autoklaven werden Moppköpfe einer wiederholten Sterilisation bei 121 °C (oder höher, je nach Einrichtungsprotokoll) unterzogen. Anschließend werden die Dimensionsstabilität, die mechanische Festigkeit und die Partikelerzeugung in definierten Intervallen gemessen:
- Grundlinie (Zyklus 0): Neuer Mopp, Partikelerzeugung <50 Partikel pro Hub.
- Mittleres Leben (Zyklus 50): Dimensionsänderung <5 %, Zugfestigkeitserhalt >80 %, Partikelerzeugung <50 Partikel pro Hub.
- End-of-Life (Zyklus 100–200): Dimensionsänderung <10 %, keine Kantentrennung oder sichtbare Faserschädigung, weiterhin Partikelbildung <50 Partikel pro Hub.
Fehlerkriterien: Sichtbare Verschlechterung (Ausfransen, Verfärbung, Kantentrennung), Dimensionsänderung >10 % oder die Partikelerzeugung überschreitet die Qualifikationsgrenzen. Anbieter sollten Autoklaven-Validierungsdaten bereitstellen, die die Zyklen bis zum Ausfall zeigen; Einrichtungen können diese Daten intern überprüfen, indem sie Probenmopps anhand ihrer tatsächlichen Autoklavenprotokolle und Desinfektionsmittelexpositionen altern lassen und dann die Partikelerzeugung gemäß ISO 14644-14 erneut testen.

Empfehlungen für fusselarme Mopp-Mopps von MIDPOSI
MIDPOSI bietet ein Portfolio validierter fusselarmer Reinraumwischtücher, die den Anforderungen von ISO 14644 und EU GMP Annex 1 in den Bereichen Pharmazie, Biotechnologie, Halbleiter und Medizingerätefertigung entsprechen. Unsere Produktlinie deckt das gesamte Spektrum der Reinraumklassifizierungen ab, von aseptischen Kernen der Klasse A bis hin zu Unterstützungsbereichen der Klasse D, mit dokumentierter Partikelerzeugungsleistung, Validierung der chemischen Kompatibilität und behördlicher Dokumentation.
Vorsterilisierte Einweg-Mopps (Klasse A/B, ISO-Klasse 5)
MIDPOSI Gamma-steriles Polyester-Mopppad (Produktcode: CMP-DS-POLY-GS)
- Material: 100 % Endlosfilament-Polyester-Strick, heißversiegelte Kanten, schaumfreie Konstruktion.
- Sterilisation: Gammabestrahlung (25–50 kGy), einzeln verpackt im Doppelbeutel-Sterilbarrieresystem mit chargenspezifischen Sterilitätszertifikaten.
- Partikelerzeugung: <10 Partikel ≥0,5 µm pro Hub (validiert nach ISO 14644-14).
- Anwendungen: Aseptische Abfüllung der EU-GMP-Klasse A/B, Gefriertrocknung, Verschließen von Fläschchen; Probenahmekabinen und Wägeräume der ISO-Klasse 5.
- Vorgesättigte Option: Erhältlich vorbenetzt mit sterilem 70 % IPA (CMP-DS-POLY-GS-IPA) in dreischichtiger Verpackung für den direkten Gebrauch der Klasse A.
- Dokumentation: Sterilitätszertifikat (SAL 10⁻⁶), Prüfbericht zur Partikelerzeugung, Datenblatt zur Materialsicherheit, Aufzeichnungen zur Gammadosis.
MIDPOSI Gamma-steriles Mikrofaser-Mopppad (Produktcode: CMP-DS-MF-GS)
- Material: Polyester/Polyamid-Mikrofasermischung (<1 Denier), ultraschallversiegelte Kanten, Split-Faser-Konstruktion für verbesserte Partikelerfassung.
- Sterilisation: Gammabestrahlung, Doppelbeutelverpackung.
- Partikelerzeugung: <10 Partikel ≥0,5 µm pro Hub; Hervorragende Saugfähigkeit (8-faches Trockengewicht) für die Anwendung sporizider Wirkstoffe.
- Anwendungen: Umgebungen der Klasse A/B, die eine hohe Saugfähigkeit erfordern; Isolatorinnenräume; Eindämmung verschütteter Flüssigkeiten in sterilen Bereichen.
- Chemische Kompatibilität: Validiert für 70 % IPA, 3–10 % H₂O₂, quartäre Ammoniumverbindungen (nicht empfohlen für >00,5 % Bleichmittel bei einmaliger Anwendung).
Wiederverwendbare autoklavierbare Mopps (Klasse C/D, ISO-Klasse 6–8)
MIDPOSI Polyester-Mopp mit versiegelten Kanten (Produktcode: CMP-RUS-POLY-150)
- Material: 100 % Polyester-Strick, Endlosfilamentgarn, heißversiegelte Kanten an allen vier Seiten.
- Autoklavenvalidierung: 150+ Zyklen bei 121°C mit <5 % Dimensionsänderung und gleichbleibende Partikelerzeugungsleistung.
- Partikelerzeugung: <50 Partikel ≥0,5 µm pro Hub über die gesamte Nutzungsdauer.
- Chemische Beständigkeit: Validiert für 70 % IPA, 0,5–1 % Bleichmittel, 3–35 % H₂O₂, quartäre Ammoniumverbindungen (2.000 ppm) und phenolische Desinfektionsmittel.
- Anwendungen: Aseptische Unterstützungsbereiche der Klasse C, Fertigungszonen der ISO-Klasse 6–7, Verpackungs- und Compoundierungsbereiche der Klasse D.
- Kosteneffizienz: Niedrigste Kosten pro Nutzung für Einrichtungen mit hohem Volumen und validierter Waschinfrastruktur.
MIDPOSI Mikrofaser-Wiederverwendbarer Mopp (versiegelte Kante) (Produktcode: CMP-RUS-MF-100)
- Material: Polyester/Polyamid-Mikrofaser, ultraschallverschweißte Kanten, Split-Fiber-Technologie.
- Autoklavenvalidierung: 100+ Zyklen bei 121°C.
- Partikelerzeugung: <50 Partikel ≥0,5 µm pro Hub; Außergewöhnliche Partikelerfassungseffizienz für feuchte Staubentfernung und Restpartikelentfernung.
- Saugfähigkeit: 6–8× Trockengewicht; Ideal für großflächiges Wischen und starke Desinfektionsanwendungen.
- Chemische Kompatibilität: Optimiert für IPA- und Wasserstoffperoxidprogramme; akzeptabel für die regelmäßige Verwendung von Bleichmitteln (≤0,5 %).
- Anwendungen: Umgebungen der ISO-Klassen 6–8 mit Priorität auf Saugfähigkeit und Partikelerfassung; Umkleideräume; Materialschleusen.
Produktauswahltabelle nach Reinraumqualität
| Reinraumqualität | ISO-Klasse | Partikelgrenzwert (≥0,5 µm/m³) | Empfohlenes MIDPOSI-Produkt | Partikelerzeugung | Sterilisation | Kostenkategorie |
| Note A/B | Klasse 5 | 3.520 | CMP-DS-POLY-GS (Gamma-steriler Einwegartikel) | <10 Partikel/Hub | Gamma, vorsteril | Prämie |
| Note A/B | Klasse 5 | 3.520 | CMP-DS-MF-GS (Gamma-sterile Mikrofaser-Einwegartikel) | <10 Partikel/Hub | Gamma, vorsteril | Prämie |
| Klasse C | Klasse 7 | 352.000 | CMP-RUS-POLY-150 (Polyester wiederverwendbar) | <50 Partikel/Hub | Autoklav im eigenen Haus | Standard |
| Klasse C | Klasse 7 | 352.000 | CMP-RUS-MF-100 (wiederverwendbare Mikrofaser) | <50 Partikel/Hub | Autoklav im eigenen Haus | Standard |
| Klasse D | Klasse 8 | 3.520.000 | CMP-RUS-POLY-150 (Polyester wiederverwendbar) | <50 Partikel/Hub | Desinfektion oder Autoklav | Wirtschaft |
| ISO 5 Probenahme/Wiegen | Klasse 5 | 3.520 | CMP-DS-POLY-GS oder CMP-RUS-POLY-150 | <10–20 Partikel/Hub | Gemäß CCS-Anforderungen | Variable |
| Unterstützungsbereiche / Manlocks | Klasse 8+ | ≥3.520.000 | CMP-RUS-POLY-150 oder Standard-Reinraummopp | <100 Partikel/Hub | Desinfektion | Wirtschaft |
Bestell- und Validierungsunterstützung
MIDPOSI bietet umfassenden technischen Support, um QA-Teams, Anlageningenieure und Beschaffungsspezialisten bei der Auswahl, Qualifizierung und dem Einsatz fusselarmer Reinraummopps zu unterstützen:
- Mustersets: Testpakete mit 5–10 Moppköpfen (Mischung aus Polyester und Mikrofaser, wiederverwendbar und wegwerfbar) für interne Pilottests und Validierung der Partikelerzeugung.
- Technische Dokumentation: Testberichte zur Partikelerzeugung (ISO 14644-14), Helmke-Drum-Testergebnisse, Matrizen zur chemischen Kompatibilität, Validierungsdaten für Autoklaven und Sterilitätszertifikate (für Einwegartikel), die jeder Produktlieferung beiliegen.
- Validierungsprotokolle: Maßgeschneiderte Testprotokolle für einrichtungsspezifische Qualifizierungsstudien, einschließlich empfohlener Akzeptanzkriterien, Probenahmepläne und Datenanalysevorlagen.
- Schulung vor Ort: Bedienerschulungen zu den Themen ordnungsgemäßer Umgang mit dem Mopp, Techniken zum Auftragen von Desinfektionsmitteln, farbcodierte Trennsysteme und Inspektionsverfahren zur Identifizierung der Moppschädigung.
- Unterstützung bei der Regulierungsdokumentation: Unterstützung bei der Erstellung von Begründungsdokumenten für FDA-Audits, EMA-Inspektionen und Aktualisierungen der Kontaminationskontrollstrategie, einschließlich Risikobewertungen und Zusammenfassungen der Lieferantenqualifikation.
Für Produktkataloge, technische Spezifikationen oder zum Anfordern eines Musterkits besuchen Sie bitte MIDPOSI Reinraum-Verbrauchsmaterialien oder wenden Sie sich an Ihren regionalen technischen Vertreter. Unser Team steht zur Verfügung, um einrichtungsspezifische Herausforderungen bei der Kontaminationskontrolle zu besprechen und Moppkonfigurationen zu empfehlen, die für Ihre ISO-Klassifizierung, Ihr Desinfektionsprogramm und Ihre Budgetbeschränkungen optimiert sind.