Lorsque la surveillance environnementale dans une ligne de remplissage aseptique de catégorie A détecte une excursion de particules trente minutes après le nettoyage du sol, l'enquête mène presque toujours à la même cause fondamentale : l'outil de nettoyage lui-même. Votre tête de vadrouille peut réussir les tests de stérilité, mais si la fixation Velcro du cadre perd des fibres à chaque passage, ou si le système de seau contamine le désinfectant entre les zones, vous avez introduit une contamination sous couvert de nettoyage.
Choisir le bon système de vadrouille pour salle blanche ne consiste pas à parcourir les catalogues de produits, mais à valider un flux de travail de nettoyage intégré qui répond aux exigences de l'annexe 1 des BPF de l'UE (en vigueur depuis août 2023), aux normes opérationnelles ISO 14644-5 (mises à jour en 2025) et aux attentes CGMP de la FDA. Ce guide explique comment les systèmes de vadrouille complets (et non les composants individuels) préviennent les trois échecs de nettoyage les plus courants en salle blanche : la génération de particules à partir d'outils mal conçus, la dilution du désinfectant dans des configurations de seau inadéquates et les lacunes dans la documentation qui déclenchent les conclusions d'un audit. Vous verrez exactement quelle architecture système correspond aux environnements de production pharmaceutique ISO 5 à 8, de quelles preuves de validation les équipes d'approvisionnement ont besoin pour justifier les dépenses en biens d'équipement, et comment les systèmes de vadrouille validés de MIDPOSI assurent une conformité clé en main avec les données sur les particules, les matrices de compatibilité chimique et les modèles IQ/OQ/PQ prêts pour l'examen de l'assurance qualité.
Qu’est-ce qu’un système de vadrouille pour salle blanche ? (Pas juste une vadrouille)
Les spécifications d’approvisionnement qui demandent « une vadrouille pour salle blanche » passent à côté de l’essentiel. Les agences de réglementation n’évaluent pas les têtes de vadrouille de manière isolée : elles évaluent la capacité de l’ensemble du système de nettoyage à maintenir un contrôle environnemental. L'annexe 1 des BPF de l'UE (sections 4.29 à 4.31) exige des programmes de nettoyage et de désinfection validés dans lesquels les matériaux tolèrent une exposition chimique répétée sans dégradation ni rejet de particules. La norme ISO 14644-5:2025 exige que les installations établissent un programme de contrôle des opérations qui comprend un programme de nettoyage documenté avec une durée de vie définie pour les consommables. Un système de vadrouille est l’unité opérationnelle qui répond à ces exigences.
Voici ce qui comprend un système de vadrouille pour salle blanche validé :
Tête de vadrouille — Construction en polyester ou en microfibre à bords scellés qui génère <100 particules/m² selon le test sur tambour Helmke IEST-RP-CC004. Doit démontrer une compatibilité chimique avec tous les désinfectants de votre rotation (IPA à 70 %, peroxyde d'hydrogène, acide peracétique, composés d'ammonium quaternaire). Pour les têtes réutilisables, la durée de vie validée est généralement de 50 à 100 cycles d'autoclave ; pour stérilisation gamma à usage unique selon SAL 10⁻⁶.
Cadre de vadrouille — Acier inoxydable autoclavable (SS316) ou polypropylène haute température avec poches scellées qui empêchent la libération des fibres. Les attaches Velcro sont disqualifiées dans les zones de grade A/B ; seuls les bords du cadre entièrement fermés répondent aux exigences en matière de matériaux à faible perte de l'annexe 1.
Poignée — Construction monobloc sans espace. Les joints filetés et les segments télescopiques créent des pièges à particules qui violent les exigences de finition de surface ISO 14644-1. Les poignées validées utilisent des extrusions continues en acier inoxydable ou en polypropylène de qualité salle blanche.
Système de godet — C'est là que la plupart des systèmes échouent. Les sections 4.29 à 4.31 de l'Annexe 1 exigent une validation de l'efficacité du désinfectant par matériau de surface, ce qui signifie que la configuration de votre seau doit empêcher la contamination croisée et maintenir le temps de contact du désinfectant. Les systèmes à seau unique diluent le désinfectant immédiatement ; les configurations à double seau (séparation propre/sale) réduisent la dilution mais compromettent néanmoins les protocoles de désinfection par rotation. Seuls les systèmes à trois seaux (pré-rinçage, application de désinfectant, rinçage final) répondent aux exigences de flux de travail validées pour les environnements de catégorie A/B où l'annexe 1 impose des agents de nettoyage stériles.
Procédures opérationnelles standard — Le système comprend des protocoles écrits qui définissent la rotation des désinfectants (au moins deux agents avec des modes d'action différents, plus une application sporicide périodique conformément à l'annexe 1), la fréquence de changement de tête de vadrouille, les volumes de remplissage du seau et la technique de l'opérateur. Ces SOP lient les spécifications des composants aux résultats de la surveillance environnementale.
Pourquoi la distinction entre « système » est-elle importante ? Parce que les inspecteurs examinent votre stratégie de contrôle de la contamination de manière globale. Lorsqu'ils examinent les rapports de validation de nettoyage, ils recherchent des preuves que les données sur les particules de votre tête de vadrouille, la qualification des matériaux du cadre et les SOP du flux de travail du seau s'alignent pour produire des résultats de surveillance environnementale cohérents. Une tête de vadrouille avec un <La fiche technique de 50 particules/m² ne signifie rien si votre cadre perd des fibres ou si votre système de seaux contamine les zones. Le système est l'unité validée, pas la tête de vadrouille seule.

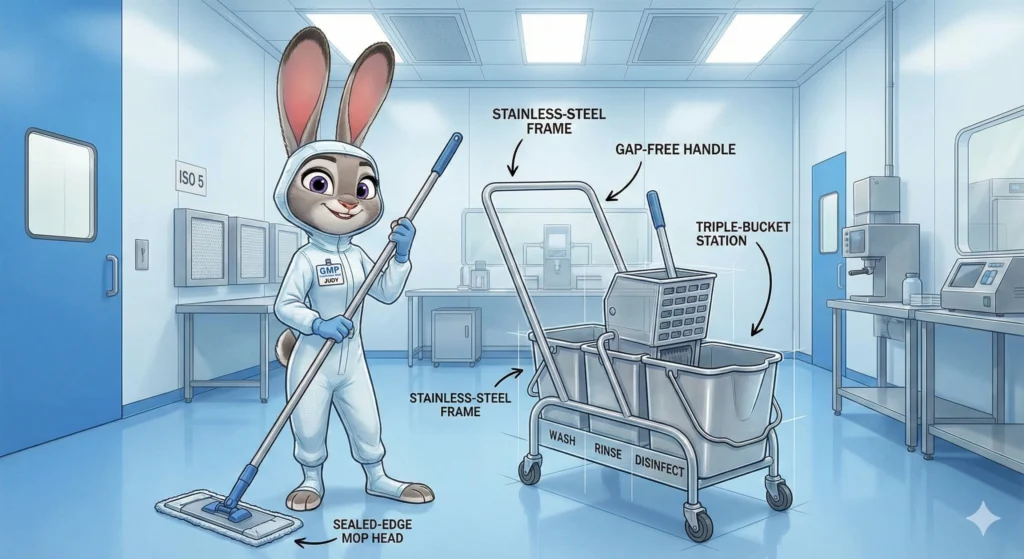
Figure 1 : Système complet de vadrouille pour salle blanche montrant les composants intégrés : tête de vadrouille à bords scellés, cadre en acier inoxydable, manche monobloc et configuration à trois seaux. L'annexe 1 des BPF de l'UE exige la validation de l'ensemble du système, et non des composants individuels, pour démontrer le contrôle de la contamination conformément aux exigences du programme de contrôle des opérations ISO 14644-5:2025.
Composants du système : coussin, cadre, poignée & Bucket (architecture validée GMP)
Chaque composant d’un système de vadrouille pour salle blanche comporte des risques de contamination spécifiques. Les équipes d’approvisionnement qui sélectionnent les composants de manière indépendante – « cette tête de balai a l’air bien, associons-la à ce cadre » – se retrouvent avec des lacunes en matière de qualification qui apparaissent lors de la validation ou, pire encore, lors de l’inspection de la FDA. Voici comment évaluer chaque élément par rapport aux exigences BPF.
Tête de vadrouille : polyester à bords scellés ou microfibre
La tête de vadrouille entre en contact avec toutes les surfaces critiques de votre salle blanche, faisant du choix des matériaux votre première décision en matière de contrôle de la contamination. Deux options dominent les applications pharmaceutiques, mais une seule répond systématiquement aux exigences de faible perte de l’Annexe 1.
Polyester à bords scellés est la norme pharmaceutique. Le fil de polyester à filament continu, thermoscellé sur tous les bords, génère <50 particules/m² lors des tests en fût Helmke. Cette construction empêche les fibres coupées de se détacher pendant l'utilisation. La résistance chimique couvre tout le spectre des désinfectants : elle tolère 70 % d'IPA pour le nettoyage de routine, survit à l'oxydation du peroxyde d'hydrogène et de l'acide peracétique (critique pour la rotation sporicide selon la section 4.30 de l'annexe 1) et reste stable dans les composés d'ammonium quaternaire. La durabilité de l'autoclave dure 80 à 100 cycles à 121 °C avant que la résistance à la traction ne se dégrade en dessous des critères d'acceptation ; les versions à usage unique stérilisées aux rayons gamma fournissent un SAL 10⁻⁶ pour les grades A/B où l'annexe 1 exige des matériaux de nettoyage stériles.
Microfibre présente un risque de particules plus élevé. Alors que la microfibre à fibres divisées excelle dans l’absorption des liquides, le processus de division des fibres crée des bords coupés. À moins que chaque bord ne soit lié thermiquement, les têtes de vadrouille en microfibre perdent des fragments, en particulier après des lavages ou autoclavages répétés. Les microfibres grand public (celles vendues pour le nettoyage domestique) génèrent plus de 200 particules/m², ce qui les disqualifie entièrement des environnements ISO 5 à 8. Même les microfibres de qualité salle blanche avec bords scellés présentent un nombre de particules 2 à 3 fois plus élevé que le polyester équivalent. Les économies de coûts disparaissent lorsque vous suivez une excursion EM vers la perte de microfibres.
Particle generation data is non-negotiable. Demand IEST-RP-CC004 Helmke drum test reports showing particle counts at 0.5 µm and 5.0 µm, both before and after simulated-use conditioning (e.g., 10 autoclave cycles). If the supplier can’t provide this data, the mop head isn’t validated.
Chemical compatibility requires exposure testing. Request documentation showing mop head integrity (visual inspection, tensile testing, particle shedding) after 50 cycles of your specific disinfectant at in-use concentration. IPA tolerance is table stakes; the real question is whether the material survives your sporicidal rotation (often 6% hydrogen peroxide or 0.8% peracetic acid) without degrading.
La durabilité de l'autoclave détermine le coût total de possession. Une tête de vadrouille évaluée pour 100 cycles à 15 $ par tête coûte 0,15 $ par utilisation. Les têtes à usage unique stérilisées aux rayons gamma à 8 $ chacune coûtent 8,00 $ par utilisation, mais éliminent la validation du retraitement et le risque de contamination croisée, ce qui est souvent le bon choix pour les opérations de base aseptiques de catégorie A.
Cadre de vadrouille : construction autoclavable et à poche scellée
Le cadre fixe la tête de vadrouille au manche. C'est dans cette interface que la plupart des spécifications de mélange et d'appariement de composants échouent.
Pourquoi le Velcro est disqualifié
Les fermetures Velcro à crochets et boucles éliminent les fragments de nylon à chaque cycle de fixation. Les tests de génération de particules sur les cadres de vadrouilles Velcro montrent systématiquement 150 à 300 particules/m², soit le triple du seuil pour les zones ISO 6 (classe 1 000) et catastrophique pour les zones ISO 5 (classe 100) de grade A/B. L'annexe 1 des BPF de l'UE exige explicitement des matériaux qui « minimisent la génération de particules » (section 4.14). Velcro échoue catégoriquement à cette exigence.
Cadres à poche scellée ou à la pointe de la technologie
Les cadres validés utilisent des poches scellées dans lesquelles la tête de vadrouille glisse dans un canal entièrement fermé. Le bord du cadre est soit soudé thermiquement (cadres en polypropylène), soit serti mécaniquement (cadres en acier inoxydable) pour éliminer l'exposition des fibres. Les cadres de pointe, où la tête de vadrouille se replie simplement sur une barre plate, laissent les bords du tissu exposés, permettant aux fibres de se libérer pendant le mouvement push-pull du nettoyage.
Options de matériaux de cadre :
Acier inoxydable 316L survives unlimited autoclave cycles, tolerates aggressive disinfectants (including high-concentration peroxide and peracetic acid), and provides the longest service life. Typical frame life exceeds 5 years in daily-use environments. Downsides: higher upfront cost ($80–$120 per frame) and weight (matters for operators cleaning large floor areas). SS316L is the standard for reusable mop systems in ISO 5–7 production suites.
High-Temperature Polypropylene (PP) offre un poids plus léger et un coût inférieur (30 à 50 $ par cadre) tout en conservant la compatibilité avec l'autoclave (121 °C pour plus de 50 cycles). La résistance chimique couvre l'IPA, les quats et les concentrations modérées de peroxyde, mais les agents sporicides agressifs dégradent le PP plus rapidement que l'acier inoxydable. La durée de vie est de 2 à 3 ans en utilisation typique. Les cadres PP fonctionnent bien pour les environnements ISO 6 à 8 (grade C/D) où la sensibilité aux coûts détermine les spécifications.
Construction monobloc sans espace
Les coutures, les joints et les points de fixation créent des pièges à particules. Les cadres validés sont soit soudés (en acier inoxydable), soit moulés (en polypropylène) en pièces détachées. Les cadres en plusieurs parties dotés de fixations mécaniques (vis, rivets) accumulent des résidus dans les filetages et les crevasses, ce qui constitue une violation des exigences de finition de surface de la norme ISO 14644-1 qui exigent des surfaces lisses et nettoyables.
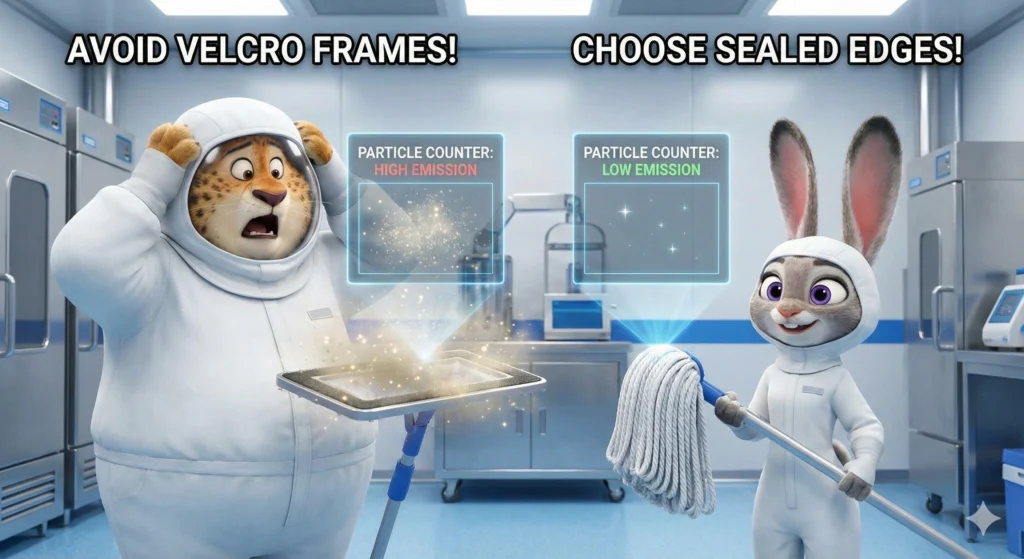
Figure 3 : Construction en polyester à bords scellés (à gauche) par rapport au cadre à bords coupés/Velcro (à droite). Les bords thermoscellés empêchent la génération de particules (<50 particules/m² selon IEST-RP-CC004), répondant aux exigences de surface ISO 14644-1. Les attaches Velcro et les bords coupés du tissu créent des zones de libération de fibres qui génèrent 150 à 300 particules/m², les disqualifiant des salles blanches de catégorie A/B conformément aux exigences de matériaux à faible perte de l'annexe 1 des BPF de l'UE (section 4.14).
Poignée : matériaux monobloc, sans espace, de qualité salle blanche
Les poignées semblent simples jusqu'à ce que vous examiniez où se cache la contamination.
Les joints filetés et les segments télescopiques sont des sources de particules
Les manches de vadrouille commerciale utilisent des raccords filetés pour connecter les segments du manche ou ajuster la longueur. Chaque vallée de fil est un piège à particules qui collecte les résidus des solutions de nettoyage, des fibres de pansement et des retombées environnementales. Lors de l'utilisation, les contraintes mécaniques libèrent les particules piégées. Les poignées télescopiques, où un tube glisse dans un autre, créent des zones de friction qui génèrent des débris d'usure. Ces conceptions sont incompatibles avec les normes ISO 5 à 7 pour les salles blanches.
Comparaison des matériaux
Acier inoxydable SS316: One-piece extrusions or single-weld construction, no threads, no joints. Length is fixed (typically 1.2–1.5 m for floor mops). Autoclave-compatible, chemically inert, unlimited service life. Weight: ~800–900 g. Cost: $60–$90. Best for high-grade environments (ISO 5–6, Grade A/B) where validation burden justifies capital investment.
High-Temperature Polypropylene: Poignées monobloc injectées ou extrudées. Un poids plus léger (~ 300 à 400 g) réduit la fatigue de l'opérateur lors d'un nettoyage prolongé. Autoclavable à 121°C pendant plus de 50 cycles. La résistance chimique correspond aux limites du cadre PP (IPA, quats, peroxyde modéré). Coût : 20 $ à 35 $. Convient aux normes ISO 6 à 8 (grades B/C/D) où l'équilibre coût-performance favorise les flux de travail jetables ou semi-jetables.
Mécanisme de fixation au cadre
The handle-to-frame connection must be cleanable and secure without tools. Snap-lock designs that enclose the joint fully meet ISO surface requirements. Threaded connections (even when using cleanroom-compatible materials) create the same particle trap issues noted above. The best systems use tapered snap-fit connections where the handle end inserts into a matching frame socket—no threads, no tools, no gaps.
Bucket System: Dual vs Triple Bucket (Annex 1 Compliance)
Annex 1 sections 4.29–4.31 don’t explicitly mandate triple-bucket systems, but the validation requirements for disinfectant efficacy and cross-contamination prevention make triple-bucket configurations the only practical path to compliance in Grade A/B.
Why Single-Bucket Systems Fail Immediately
Single-bucket workflows—where the operator dips the mop into a bucket of disinfectant, mops the floor, and returns the mop to the same bucket—introduce floor contaminants (particles, bioburden, residues) directly into the disinfectant reservoir. After five dip cycles, disinfectant concentration drops as water and debris dilute the solution. After ten cycles, you’re mopping with contaminated water that spreads bioburden rather than removing it. This violates Annex 1 section 4.29’s requirement for validated disinfectant efficacy.
Dual-Bucket Shortcomings
Dual-bucket systems separate “clean” disinfectant (Bucket 1) from “dirty” rinse water (Bucket 2). The operator dips the mop in Bucket 1, mops a section, then rinses the mop in Bucket 2 before returning to Bucket 1 for the next section. This prevents gross contamination of the disinfectant but creates two problems:
- Disinfectant contact time is not controlled. Annex 1 requires validation of disinfectant efficacy per surface material, which means you must demonstrate that your application method achieves the required contact time (typically 1–5 minutes depending on the agent). In a dual-bucket workflow, the mop head carries disinfectant to the floor but immediately picks up water and debris, reducing contact time and diluting the agent.
- Disinfectant rotation fails. Annex 1 section 4.30 requires “more than one disinfectant with different modes of action” plus periodic sporicidal application. Dual-bucket systems provide no mechanism to apply different agents sequentially without fully draining and refilling buckets between agents—impractical during shift operations.
Why Triple-Bucket Systems Win
Triple-bucket configurations segregate:
- Bucket 1: Pre-rinse / debris removal — Plain purified water (or mild detergent solution) removes gross soil and particles. The operator mops a section, returns to Bucket 1, rinses, and wrings.
- Bucket 2: Disinfectant application — Contains the validated disinfectant at in-use concentration (e.g., 70% IPA for routine cleaning, or 6% hydrogen peroxide for sporicidal rotation). The operator dips the mop, wrings lightly to control solution volume, and applies to the floor. The mop head is not returned to Bucket 2 after use—it proceeds directly to Bucket 3.
- Bucket 3: Final rinse — Purified water removes excess disinfectant and ensures no agent carryover between zones (critical when rotating disinfectants or cleaning different grade areas sequentially).
This workflow achieves:
- Validated disinfectant contact time: Bucket 2 maintains disinfectant concentration because contaminated mops never return to it.
- Rotation-ready protocol: Swapping the agent in Bucket 2 (e.g., from IPA to hydrogen peroxide for sporicidal rotation per Annex 1 section 4.30) requires only draining and refilling Bucket 2, not the entire system.
- Cross-contamination prevention: Buckets 1 and 3 capture debris and rinse water; Bucket 2 remains uncontaminated throughout the shift.
Material and Construction Requirements
Stainless Steel Buckets (SS304 or SS316): Autoclavable, chemically inert, longest service life (10+ years). Typical capacity: 10–15 liters per bucket. Cost: $150–$250 per bucket (triple-bucket set: $450–$750). Best for validated reusable systems in long-term production facilities.
High-Temperature Polypropylene Buckets: Autoclavable to 121°C, lighter weight, lower cost ($40–$70 per bucket; triple set: $120–$210). Chemical resistance covers IPA, quats, moderate peroxide; aggressive sporicides shorten service life to 2–3 years. Suitable for cost-sensitive or semi-disposable workflows.
Wringer vs Press Mechanism: Wringers (roller or lever-action) generate particles from mechanical wear. Press plates (flat perforated inserts where the operator manually presses the mop head) eliminate moving parts and reduce particle generation. For ISO 5–6 (Grade A/B), press systems are preferred; for ISO 7–8 (Grade C/D), wringers are acceptable if qualified.
Color-Coding and Labeling
ISO 14644-5:2025 emphasizes operational controls that prevent cross-contamination. Color-coded bucket systems (e.g., blue for Bucket 1 pre-rinse, green for Bucket 2 disinfectant, yellow for Bucket 3 final rinse) reduce operator error. Permanent labels indicating bucket function, disinfectant type, and fill line further support SOP compliance and audit defense.

Figure 2: Triple-bucket workflow configuration meeting EU GMP Annex 1 sections 4.29–4.31 requirements for validated disinfectant efficacy. Bucket 1 (blue) removes gross soil, Bucket 2 (green) applies disinfectant at validated concentration without contamination return, Bucket 3 (yellow) performs final rinse to prevent agent carryover between zones. This segregated workflow maintains disinfectant stability and supports rotation protocols required by Annex 1 section 4.30.
Benefits of GMP-Validated Mop Systems (ISO 5–8 Success Factors)
Procurement cost comparisons often focus on the mop head unit price. What gets missed: the total cost of an environmental monitoring failure, an audit observation, or a batch hold traced to inadequate cleaning validation. Validated mop systems don’t just meet compliance—they prevent the operational disruptions that cost 10–100× the equipment investment.
1. Prevent Environmental Monitoring Failures
Particle excursions and elevated bioburden counts trigger deviation investigations that consume weeks of QA time, halt production lines, and create regulatory exposure. When investigations trace contamination to cleaning tools, the root cause analysis question becomes: “Why wasn’t the cleaning system validated to prevent this?”
Validated mop systems provide:
Particle generation data that establishes baseline expectations. When your mop head’s Helmke drum test report shows <50 particles/m² and your routine EM samples show baseline particle counts before and after mopping (no excursions), you’ve demonstrated system control. If an excursion occurs, the validated baseline helps eliminate the mop as the variable—focusing investigation on other root causes.
Chemical compatibility evidence that prevents material degradation. Mop heads that survive 50+ autoclave cycles and 100+ disinfectant exposures (per validation testing) won’t suddenly shed fibers mid-shift. Unvalidated materials degrade unpredictably, releasing particles during use—the definition of an EM failure waiting to happen.
SOP-linked workflows that tie system use to EM outcomes. Your Contamination Control Strategy documents that mop system X, used per SOP Y, maintains Grade A particle counts between Z excursions per year. When EM trending shows stable performance, that’s validation; when it shows excursions, the validated baseline supports investigation.
Real cost of EM failures: A single Grade A particle excursion triggers 40–80 hours of investigation labor (QA review, root cause analysis, CAPA documentation). Multiply by 3–4 excursions/year from an unvalidated mop system, and you’ve spent $15,000–$30,000 in QA time alone—before counting any production impact.
2. Reduce Audit Findings (FDA/EMA/MHRA)
Regulatory inspections focus on cleaning validation evidence. Common audit observations related to cleaning systems include:
- “Inadequate validation of cleaning agent efficacy per surface material” (Annex 1 section 4.29 violation)
- “No documented service life for reusable cleaning consumables” (ISO 14644-5:2025 requirement)
- “Cleaning materials in Grade A/B areas not demonstrated sterile prior to use” (Annex 1 section 4.31 violation)
- “No evidence of particle generation testing for cleanroom mop heads”
Validated mop systems address these gaps with turnkey documentation:
Particle generation test reports (IEST-RP-CC004 Helmke drum data) demonstrate low-shedding material qualification.
Chemical compatibility matrices show validation of disinfectant exposure per Annex 1 requirements (IPA, peroxide, peracetic acid, quats—all tested at in-use concentrations).
Sterilization validation protocols (for gamma-sterilized single-use systems) or autoclave cycle qualification data (for reusable systems) prove sterility compliance in Grade A/B.
Service life documentation (autoclave cycle limits, retirement criteria) meets ISO 14644-5:2025 consumables requirements.
IQ/OQ/PQ templates that integrate mop system qualification into your facility’s cleaning validation program.
Triple-bucket systems specifically address audit findings on disinfectant rotation. When inspectors ask, “How do you validate contact time and prevent cross-contamination during disinfectant rotation?” the triple-bucket workflow provides a documented, defensible answer. Dual-bucket or single-bucket systems force QA teams to justify validation gaps—explanations that rarely satisfy inspectors.
3. Extend Tool Service Life & Reduce Costs
Reusable mop systems with validated service life deliver better total cost of ownership than disposable alternatives—if, and only if, the system is designed for repeated sterilization cycles.
5-Year Cost Comparison (ISO 6 Cleanroom, 250 Cleaning Cycles/Year)
Validated Reusable System (sealed-edge polyester mop heads, SS316 frame/handle, autoclavable for 100 cycles):
- Initial equipment: $300 (frame + handle + buckets)
- Mop heads: 13 heads over 5 years ($15/head × 100 cycles each × 1,250 total cycles = 13 heads) = $195
- Reprocessing: Autoclave cost ~$2/cycle, 1,250 cycles = $2,500
- Total 5-year cost: $2,995 (~$600/year)
Gamma-Sterilized Single-Use System (pre-sterilized polyester mop heads, disposable PP frame, single-use workflow):
- Mop head + frame units: $12/unit × 250 uses/year × 5 years = $15,000
- No reprocessing cost
- Total 5-year cost: $15,000 (~$3,000/year)
Unvalidated Commercial System (microfiber mop heads, Velcro frame, dual-bucket, sourced from janitorial suppliers):
- Initial equipment: $80 (frame + handle + buckets)
- Mop heads: Fail particle testing after 20 cycles; require replacement every 5 months = 12 heads/year × 5 years = 60 heads × $10/head = $600
- EM excursion investigations: 3 excursions/year × $5,000 investigation cost = $15,000/year × 5 years = $75,000
- Total 5-year cost: $75,680 (~$15,136/year)
The validated reusable system costs 20% of the unvalidated system’s total expense—because it eliminates the EM failure penalty.
4. Ensure Disinfectant Contact-Time Stability
Annex 1 section 4.29 requires validated disinfectant efficacy, which depends on maintaining agent concentration and contact time throughout the cleaning shift. Bucket system design directly controls this.
Why Dual-Bucket Systems Fail Validation
Dual-bucket workflows can’t maintain disinfectant concentration. Every time the operator returns a contaminated mop to the “clean” bucket (even after rinsing in the “dirty” bucket), residual water and debris dilute the disinfectant. After 20 dip cycles, a 70% IPA solution drops to 60–65% effective concentration—below validated efficacy thresholds. Hydrogen peroxide is worse; organic debris rapidly decomposes peroxide, cutting its effective concentration in half after 10–15 cycles.
Why Triple-Bucket Systems Maintain Validation
The triple-bucket workflow isolates the disinfectant bucket (Bucket 2). Contaminated mops never return to it; they proceed from Bucket 2 directly to Bucket 3 (final rinse). This design keeps Bucket 2 at validated concentration for the entire shift. When your disinfectant efficacy validation shows that 70% IPA achieves 3-log bioburden reduction with 2-minute contact time, the triple-bucket system delivers that validated performance consistently—because concentration remains stable.
Contact time control: In a triple-bucket workflow, the operator applies disinfectant from Bucket 2, mops a defined area (typically 2–4 m²), and allows the solution to remain on the surface for the validated contact time before proceeding to the next section. The workflow SOP specifies contact time per disinfectant (e.g., 2 minutes for IPA, 5 minutes for hydrogen peroxide). This SOP-driven control isn’t feasible in dual-bucket systems where the operator continuously dips and mops without discrete dwell periods.

Top 3 Cleanroom Mop Systems for ISO 5–8 Pharma Lines
These system architectures represent the three validated approaches pharmaceutical facilities use to meet EU GMP Annex 1 and ISO 14644-5 requirements. Your choice depends on cleanroom grade, production volume, reprocessing capacity, and capital budget.
System 1 — Gamma-Sterilized Single-Use Mop System (Grade A/B)
Architecture: Pre-sterilized sealed-edge polyester mop head + disposable polypropylene frame, packaged in double-peel pouches, gamma-irradiated to SAL 10⁻⁶. Single-use workflow with no reprocessing.
Target Application: Aseptic filling suites, lyophilizer loading, vial inspection areas—any Grade A/B zone where Annex 1 section 4.31 requires sterile cleaning materials and cross-contamination risk must be eliminated completely.
Spécifications clés:
- Particle generation: <50 particules/m² selon IEST-RP-CC004 (testé après irradiation pour confirmer que la stérilisation gamma ne dégrade pas le matériau)
- Niveau d'assurance de stérilité : 10⁻⁶ (dose gamma de qualité pharmaceutique, généralement 25 à 40 kGy)
- Compatibilité chimique : Pré-qualifié pour 70 % d'IPA, 6 % de peroxyde d'hydrogène, 0,2 à 0,35 % d'acide peracétique, des quats sporicides
- Emballage en sachet à double décollement pour un transfert aseptique vers le grade A/B sans contamination du carton extérieur
- Certificat d'irradiation (CoI) et certificat d'analyse (CoA) inclus avec chaque lot
Avantages:
- Aucun risque de contamination croisée : chaque événement de nettoyage utilise un système frais et stérile
- Aucune validation de retraitement requise (élimine la qualification d'autoclave, la surveillance du cycle, les critères de mise hors service)
- Conformité immédiate aux exigences de stérilité de l’annexe 1
- Simplifies SOP: operators don’t handle reprocessing, cycle tracking, or mop head retirement decisions
Limites:
- Highest cost per use: $8–$12 per mop head + frame unit
- Generates more waste (disposal considerations for facilities with sustainability mandates)
- Requires consistent supply chain management (lead times for gamma sterilization)
Ideal For: High-grade critical zones (Grade A aseptic core, Grade B background), low-frequency cleaning (1–2 cycles/day), facilities with limited autoclave capacity, or operations prioritizing absolute contamination control over cost.
System 2 — Autoclavable Reusable Polyester System (ISO 6–8)
Architecture: Sealed-edge polyester mop heads (100-cycle service life) + SS316 stainless steel frame and handle + autoclavable triple-bucket system (SS304/316 buckets). Reprocessing workflow: post-use laundering, autoclave sterilization (121°C, 30 minutes), cycle tracking, retirement at validated limits.
Target Application: Grade B/C production areas, Grade D warehousing and corridors, ISO 6–8 general manufacturing—zones where validated reusable systems deliver optimal ROI.
Spécifications clés:
- Mop head: Continuous-filament polyester, four-edge thermal seal, <50 particles/m² new and <100 particles/m² after 50 autoclave cycles
- Frame: SS316L, sealed-pocket construction, no Velcro, mechanically crimped edges, weight 400–500 g
- Poignée : extrusion monobloc SS316, longueur de 1,2 à 1,5 m, connexion au cadre par encliquetage, poids ~ 800 g
- Seaux : ensemble SS304 à trois seaux (capacité de 10 à 15 L chacun), autoclavables, code couleur (bleu/vert/jaune), essoreuse à plaque de pression
- Durée de vie : têtes de vadrouille validées pour 80 à 100 cycles d'autoclave ; cadre/poignée/seaux illimités avec un bon entretien
Avantages:
- Meilleur coût total de possession : ~ 600 $/an pour 250 cycles de nettoyage (voir la comparaison des coûts dans la section 4)
- Longue durée de vie de l'équipement : le cadre/la poignée/les seaux durent de 5 à 10 ans et plus
- Documentation complète de validation : données sur les particules, qualification du cycle d'autoclave, matrices de compatibilité chimique, SOP de mise hors service
- Prend en charge la rotation des désinfectants : le système à triple seau permet les changements d'agent par équipe (rotation de l'IPA au peroxyde selon la section 4.30 de l'annexe 1)
Limites:
- Requires reprocessing infrastructure (washer, autoclave, cycle tracking system)
- Higher upfront capital ($500–$800 for complete system: frame, handle, 10–15 mop heads, triple-bucket set)
- Operator training needed for reprocessing SOP, cycle log management, retirement criteria
Ideal For: Medium- to high-frequency cleaning (2–5 cycles/day), facilities with existing autoclave capacity, operations seeking TCO optimization, sites with validated reprocessing programs already in place for gowning/gloves.
System 3 — Annex 1 Triple-Bucket Workflow System (Grade A/B/C)
Architecture: This is not a product configuration but a validated workflow system combining either System 1 or System 2 hardware with triple-bucket fluid management. The defining feature is operational control of disinfectant efficacy per Annex 1 sections 4.29–4.31.
Target Application: Any pharmaceutical cleanroom where disinfectant rotation is required, sporicidal agents are used, or inspectors expect documented validation of contact time and concentration control.
Workflow Specifications:
- Bucket 1 (Pre-rinse): Purified water or mild detergent (e.g., 0.5% Alcalex); removes gross soil/particles before disinfectant application
- Bucket 2 (Disinfectant): Contains validated agent at in-use concentration; mop heads dip here but never return post-use (prevents dilution)
- Bucket 3 (Final rinse): Purified water; removes excess disinfectant, prevents agent carryover between zones
- SOP-defined contact time: Operator applies disinfectant, allows validated dwell (e.g., 2 min for IPA, 5 min for H₂O₂), then proceeds
- Agent rotation protocol: Per Annex 1 section 4.30, facilities rotate ≥2 disinfectants (different modes of action) plus periodic sporicide; triple-bucket workflow accommodates daily or per-shift agent changes by draining/refilling Bucket 2 only
Key Validation Elements:
- Disinfectant efficacy testing: Demonstrate 3–4 log bioburden reduction at validated concentration and contact time
- Concentration stability study: Show that Bucket 2 maintains ≥95% of initial disinfectant concentration over full shift (no contaminated mop returns = no dilution)
- Cross-contamination prevention: Validate that Bucket 1 and Bucket 3 rinse water contains no detectable viable organisms above action limits
- SOP adherence monitoring: Use fill-line markers on buckets, time logs for contact time, and color-coding to reduce operator error
Avantages:
- Directly addresses the #1 audit finding on cleaning validation: “inadequate disinfectant efficacy validation”
- Enables compliance with Annex 1 disinfectant rotation requirements (section 4.30)
- Provides documented answer when inspectors ask, “How do you prevent cross-contamination during cleaning?”
- Supports multiple disinfectant agents in a single shift without cross-contamination
Limites:
- Requires more floor space: Three buckets vs one or two
- Longer setup time: Operators fill three buckets instead of one or two
- Higher training burden: Operators must understand workflow logic and SOP rationale (not just “dip and mop”)
Ideal For: Any facility facing audit scrutiny on cleaning validation, sites with Annex 1 disinfectant rotation requirements, operations where EM trends show bioburden excursions linked to cleaning, or QA teams seeking turnkey validation evidence.

Selection Framework:
- Grade A aseptic core → System 1 (single-use, gamma-sterilized) or System 3 (triple-bucket workflow)
- Grade B background to aseptic → System 2 (reusable polyester, SS316 hardware) + System 3 (triple-bucket workflow)
- Grade C/D general manufacturing → System 2 (reusable polyester, cost-optimized)
- Audit-risk mitigation priority → System 3 (triple-bucket workflow) regardless of grade
MIDPOSI Cleanroom Mop System Recommendation (ISO 5–8 Ready)
MIDPOSI cleanroom mop systems are engineered specifically for pharmaceutical GMP compliance, with every component designed to meet EU GMP Annex 1 and ISO 14644-5:2025 requirements. Our systems deliver turnkey validation packages that reduce your QA team’s qualification workload from months to weeks.
Why MIDPOSI Uses Sealed-Edge Polyester Only
Nous fabriquons toutes les têtes de vadrouille avec du fil de polyester à filament continu et une thermoscellage à quatre bords : pas de bords coupés, pas de Velcro, pas de risque de perte de microfibres. Cette sélection de matériaux n'est pas négociable car c'est la seule construction qui offre constamment des résultats <50 particules/m² sur plus de 100 cycles d'autoclave.
Données de validation réelles:
- Génération de particules : 35 à 45 particules/m² (0,5 µm) selon le test sur tambour Helmke IEST-RP-CC004, mesuré sur de nouvelles têtes et à nouveau après 50 cycles d'autoclave
- Compatibilité chimique : exposition validée à 70 % d'IPA (200 cycles), 6 % de H₂O₂ (100 cycles), 0,35 % d'acide peracétique (50 cycles) et de chlorure de benzalkonium (200 cycles), le tout à des concentrations d'utilisation, avec des tests de particules post-exposition confirmant l'absence de dégradation.
- Autoclave durability: 100-cycle qualification protocol (121°C, 30 min per cycle) with tensile strength, visual integrity, and particle shedding measured at cycles 25, 50, 75, and 100
- Gamma sterilization (single-use option): 25–35 kGy dose, SAL 10⁻⁶, with post-irradiation particle testing confirming material stability
You receive this data with every mop head lot—not generic spec sheets, but batch-specific test reports your QA team can file directly in validation documentation.

Available Configurations (Reusable / Sterile / Triple-Bucket)
Reusable Polyester System (ISO 6–8 / Grade B/C/D)
- Mop heads: Sealed-edge polyester, 30 × 13 cm or 40 × 13 cm, autoclavable to 100 cycles, $14–$18/head
- Frame: SS316L sealed-pocket design, 300 mm or 400 mm width, mechanically crimped edges, $95–$125
- Handle: SS316 one-piece extrusion, 1.2 m or 1.5 m length, snap-fit connection, $75–$95
- Bucket system: Triple-bucket SS304 set (12 L capacity each), color-coded (blue/green/yellow), press-plate wringer, $650/set
- Complete system cost: $850–$1,100 (includes frame, handle, buckets, starter pack of 10 mop heads)
When to choose reusable: Medium- to high-frequency cleaning (2+ cycles/day), existing autoclave capacity, TCO optimization priority, Grade B/C/D zones where sterility can be achieved via terminal sterilization.
Gamma-Sterilized Single-Use System (ISO 5–6 / Grade A/B)
- Mop heads: Sealed-edge polyester + disposable PP frame, gamma-sterilized to SAL 10⁻₆, double-peel pouch packaging, $9–$13/unit
- Handle (reusable): High-temperature PP, autoclavable, snap-fit frame connection, $28–$35
- Bucket system: Optional triple-bucket autoclavable PP set, $180–$220
When to choose single-use: Grade A aseptic core operations, low-frequency cleaning (1–2 cycles/day), limited autoclave capacity, absolute cross-contamination prevention priority, facilities preferring to eliminate reprocessing validation.
Annex 1 Triple-Bucket Workflow Add-On
- Available for both reusable and single-use configurations
- Includes workflow SOP template, bucket fill-line markers, color-coded labels, disinfectant rotation log templates
- Validation support: Disinfectant concentration stability protocol, cross-contamination prevention validation template, contact time SOP guidance
Validation Package (Turnkey for QA Teams)
Every MIDPOSI cleanroom mop system ships with a complete validation package designed to integrate directly into your facility’s IQ/OQ/PQ protocols:
Particle Test Report — IEST-RP-CC004 Helmke drum data showing particle counts at 0.5 µm and 5.0 µm, tested on new material and after simulated-use conditioning (autoclave cycles or gamma irradiation). Batch-specific results traceable to your delivered lot.
Chemical Compatibility Data — Material integrity testing after exposure to your specific disinfectants. We pre-qualify IPA, hydrogen peroxide, peracetic acid, and quat compounds; if you use other agents (e.g., chlorine dioxide, sporicidal formulations), we’ll run custom compatibility testing and provide results before shipment.
Autoclave Cycle Validation — For reusable systems: 100-cycle qualification report showing tensile strength retention, visual integrity scoring, and particle generation trends across service life. Includes retirement criteria (typically: retire when particle count exceeds 150/m² or visual defects appear).
Sterilization Documentation — For gamma-sterilized systems: Certificate of Irradiation (dose and dose mapping per ISO 11137), post-irradiation sterility test results (USP <71>), material stability data confirming no radiation-induced degradation.
Certificates of Analysis & Conformance — Batch CoA covering material specifications (fiber type, edge seal integrity, dimensions); Certificate of Conformance stating compliance with ISO 14644-5 consumables requirements and EU GMP Annex 1 low-shedding material criteria.
IQ/OQ/PQ Templates — Editable protocols your QA team customizes for your facility:
- Installation Qualification (IQ): Equipment receipt, visual inspection, component identification, traceability verification
- Operational Qualification (OQ): Mop head attachment/detachment testing, bucket fill procedures, operator technique verification, SOP training records
- Performance Qualification (PQ): Environmental monitoring before/after cleaning with MIDPOSI system, particle count trending over 30–90 days, bioburden sampling demonstrating validated disinfectant efficacy
CTA: Request Pricing, Samples & Validation Documents
Ready to qualify your cleanroom mop system? MIDPOSI delivers:
- Free sample kits (1 mop head + frame for on-site particle testing)
- Custom quotes within 12 hours (quantity discounts for multi-site orders)
- Full validation packages with every order
- Technical support from contamination control specialists who’ve validated 200+ pharmaceutical cleaning systems
Contact MIDPOSI:
We respond to all inquiries within 12 business hours. For urgent qualification needs (audit prep, production line startups), ask about expedited validation document delivery.
FAQ — Cleanroom Mop Systems for Pharmaceutical Manufacturing
What mop system is required for Grade A/B cleanrooms?
EU GMP Annex 1 section 4.31 requires that disinfectants and detergents used in Grade A and Grade B areas must be sterile prior to use. This means your mop system must either be:
- Gamma-sterilized single-use: Pre-sterilized mop heads and frames (SAL 10⁻⁶) packaged for aseptic transfer into the Grade A/B zone. No reprocessing required—each cleaning event uses a fresh, sterile system.
- Autoclavable reusable system with terminal sterilization: Mop heads, frames, and buckets that undergo validated autoclave sterilization (121°C, 30 minutes minimum) after each use. Your facility must validate the autoclave cycle, establish service life limits (typically 80–100 cycles for sealed-edge polyester mop heads), and maintain cycle logs.
Both approaches meet Annex 1 sterility requirements. Single-use systems eliminate cross-contamination risk and reprocessing validation burden; reusable systems offer better total cost of ownership if you have autoclave capacity. Either way, the mop system must also meet material requirements: sealed-edge construction (no Velcro, no cut fabric edges), particle generation <100 particles/m² per IEST standards, and validated chemical compatibility with all disinfectants in your rotation (IPA, peroxide, sporicidal agents).
How many autoclave cycles can polyester mop heads withstand?
Validated sealed-edge polyester mop heads typically deliver 80–100 autoclave cycles at 121°C before material degradation triggers retirement. The specific service life depends on:
- Edge seal integrity: Les joints thermiques à quatre bords empêchent la libération des fibres ; toute défaillance du joint (effilochage visible, séparation des bords) nécessite un retrait immédiat, quel que soit le nombre de cycles.
- Exposition chimique: Les agents sporicides agressifs (peroxyde d'hydrogène à haute concentration, acide peracétique) accélèrent la dégradation du polyester. Les têtes de vadrouille utilisées exclusivement avec 70 % d'IPA dépassent souvent les 100 cycles ; les têtes exposées à 6 % de H₂O₂ par semaine peuvent prendre leur retraite après 80 cycles.
- Contrainte mécanique: Le nettoyage à haute fréquence (plus de 3 cycles/jour) provoque plus d'usure qu'une utilisation à basse fréquence. L’intensité du lavage compte également : des cycles d’extraction doux préservent mieux le matériau que des cycles d’essorage agressifs.
You must validate service life for your specific use conditions. The validation protocol measures particle generation, tensile strength, and visual integrity at intervals (e.g., cycles 25, 50, 75, 100). Retirement criteria typically include: particle count exceeds 150/m², tensile strength drops below 50% of original, or visual defects appear (holes, tears, edge separation). ISO 14644-5:2025 requires documented service life and retirement criteria for all reusable consumables; MIDPOSI provides a validated 100-cycle qualification report you can adopt or customize for your facility.
Why are consumer microfiber mops disqualified for pharmaceutical cleanrooms?
Consumer-grade microfiber mops generate 200–500 particles/m²—far exceeding ISO 5–8 cleanroom limits. The disqualification stems from three material defects:
- Cut edges: Consumer microfiber mops use cut fabric edges (hemmed or serged seams) rather than thermal-sealed edges. Every cut fiber end is a particle source. During mopping, mechanical stress releases fiber fragments.
- Fiber splitting degradation: Microfiber cleaning performance depends on split fibers that create high surface area. But repeated laundering and autoclaving causes fibers to break at split points, releasing microfiber fragments. After 20–30 wash/autoclave cycles, particle shedding spikes.
- Chemical incompatibility: Consumer microfiber blends (typically polyester/polyamide) aren’t validated for pharmaceutical disinfectants. Polyamide (nylon) degrades in oxidizing agents (hydrogen peroxide, peracetic acid), losing tensile strength and shedding particles.
Even “cleanroom-grade” microfiber with sealed edges generates 2–3× more particles than equivalent polyester. EU GMP Annex 1 section 4.14 requires materials that “minimize particle generation.” For ISO 5–7 (Grade A/B/C), sealed-edge polyester is the only material that consistently meets particle limits across service life. Microfiber may be acceptable for ISO 8 (Grade D) corridors and warehousing—but only if validated with Helmke drum particle data showing <100 particles/m² after simulated use.
Does Annex 1 require triple-bucket systems?
EU GMP Annex 1 does not explicitly mandate triple-bucket systems, but sections 4.29–4.31 create validation requirements that make triple-bucket configurations the only practical compliance path for Grade A/B:
- Section 4.29 requires validated disinfectant efficacy, which depends on maintaining agent concentration and contact time. Single-bucket and dual-bucket systems dilute disinfectant as contaminated mops return to the cleaning solution, invalidating efficacy claims.
- Section 4.30 requires “more than one disinfectant with different modes of action” plus periodic sporicidal application. Triple-bucket systems enable disinfectant rotation by isolating the application bucket (Bucket 2)—you drain and refill only Bucket 2 to change agents, without cross-contaminating pre-rinse (Bucket 1) or final-rinse (Bucket 3) reservoirs. Dual-bucket systems require draining the entire setup between agent changes, which is impractical during shift operations.
- Section 4.31 requires sterile disinfectants/detergents in Grade A/B. Triple-bucket workflows maintain sterility in Bucket 2 because contaminated mops never return to it after floor contact.
Inspectors assess your Contamination Control Strategy holistically. When they review cleaning validation, they expect documented evidence that your bucket configuration prevents cross-contamination and maintains validated disinfectant concentration. Facilities using single- or dual-bucket systems face audit findings: “Inadequate validation of cleaning agent efficacy per surface material” (Annex 1 section 4.29 violation). Triple-bucket systems provide the documented, defensible workflow that satisfies inspector expectations.
For Grade C/D areas where sterility requirements are less stringent, dual-bucket systems may be acceptable if validated—but triple-bucket configurations still offer better contamination control and simpler audit defense.
What documentation is needed for mop system validation?
Pharmaceutical cleanroom mop system validation requires documentation that proves the complete system (mop head + frame + handle + buckets + workflow) maintains environmental control per ISO 14644 and EU GMP Annex 1. Your validation package must include:
Particle Generation Data: IEST-RP-CC004 Helmke drum test reports showing particle counts (≥0.5 µm and ≥5.0 µm) for mop heads in new condition and after simulated-use conditioning (e.g., 50 autoclave cycles). Acceptance: <100 particles/m² for ISO 6–8, <50 particles/m² for ISO 5. Frame and handle components should also be tested if particle-generating mechanisms exist (e.g., Velcro, threaded joints).
Chemical Compatibility Matrices: Material integrity testing after exposure to all disinfectants in your rotation (IPA, hydrogen peroxide, peracetic acid, quats, sporicidal agents) at in-use concentrations. Documentation must show post-exposure particle counts, tensile strength retention, and visual integrity. Acceptance: no visible degradation, particle counts remain within validated limits, tensile strength ≥70% of original.
Sterilization Validation: For reusable systems, autoclave cycle qualification (temperature distribution, penetration studies, biological indicators) demonstrating sterility achievement. For gamma-sterilized single-use systems, Certificate of Irradiation showing dose and dose mapping per ISO 11137, plus sterility test results per USP <71>.
Service Life Documentation: For reusable mop heads, validated service life protocols showing particle generation, tensile strength, and visual integrity trends across autoclave cycles. Must include retirement criteria (e.g., retire at 100 cycles or when particle count exceeds 150/m², whichever occurs first). ISO 14644-5:2025 explicitly requires service life definition for consumables.
Procédures opérationnelles standard: Written protocols covering mop system use (bucket setup, disinfectant fill volumes, mop head change frequency, contact time per disinfectant), reprocessing (laundering, autoclave cycle parameters, cycle log management), and retirement (criteria, traceability, disposal). SOPs must link system use to environmental monitoring outcomes.
Installation/Operational/Performance Qualification (IQ/OQ/PQ): Protocoles qui qualifient le système de vadrouille dans le cadre de la stratégie de contrôle de la contamination de votre installation. IQ vérifie la réception et la traçabilité des équipements ; OQ teste les paramètres opérationnels (fixation de la tête de vadrouille, flux de travail du godet, formation des opérateurs) ; PQ démontre que le système maintient un contrôle environnemental (échantillonnage EM avant/après nettoyage, tendance des particules, contrôle de la charge biologique sur 30 à 90 jours).
Certificates of Analysis & Conformance: CoA spécifique au lot du fournisseur du système de vadrouille montrant les spécifications des matériaux et les résultats des tests ; Certificat de conformité attestant la conformité aux exigences ISO 14644 et EU GMP Annexe 1.
Les systèmes de vadrouille pour salles blanches MIDPOSI sont livrés avec des packages de validation clé en main comprenant toute la documentation ci-dessus dans des formats modifiables que votre équipe d'assurance qualité peut personnaliser pour une qualification spécifique au site. Cela réduit le délai de validation de 6 à 9 mois (en partant de zéro) à 4 à 8 semaines.