クリーンルームモップの仕様を EU GMP グレード A、B、C、および D ゾーンに適合させるための構造化されたフレームワーク。製薬およびバイオテクノロジー施設の無菌要件、材料の選択、包装、文書化の期待、およびゾーン固有の運用上の考慮事項をカバーします。

次のマトリックスは、GMP グレード A、B、C、D ゾーン間でモップの仕様がどのように変化するかを簡単に説明します。各行は一般的な評価の開始点を表します — 普遍的な規制義務ではありません。施設固有のリスク評価、洗浄検証プロトコル、および製品との接触の近接性が最終仕様に反映される必要があります。
| GMPグレード | 典型的な無菌要件 | 素材の好み | 包装 | 期待されるドキュメント |
|---|---|---|---|---|
| 甲種 | 最終滅菌済み (ガンマ線滅菌または検証済みの方法)。二重袋入り | 連続フィラメントポリエステルニット、シールエッジ付き | 段階的な無菌移送。多層外袋除去 | 無菌証明書(バッチごと)、COA、粒子試験データ、バッチトレーサビリティ |
| グレードB | 通常、グレード A に接続されている場合は無菌です。非滅菌はスタンドアロンゾーンに対して評価される可能性があります | 連続フィラメントポリエステルニット(ほとんどの場合、グレードAと同じ材料規格) | 滅菌時には二重袋に入れられます。シングルバッグは非滅菌時に評価できる | COA、粒子試験データ。無菌の場合は無菌証明書。トレーサビリティ記録 |
| グレードC | 非滅菌が典型的です。施設が統一の無菌プログラムを採用している場合は、無菌を使用することができます。 | ポリエステルまたはマイクロファイバー (リスクベース);マイクロファイバーの洗浄効果を評価できる可能性がある | バルクまたは単一バッグ。無菌性の保証ではなく、包装の清潔さ | COA、材料認証。無菌性は通常必要ありません |
| グレードD | 非滅菌。グレード D に無菌を過剰に指定することはコスト効率の悪い一般的な手法です | ポリエステルまたはマイクロファイバー。コスト効率、洗浄パフォーマンス、ゾーン分離が主な推進要因 | バルク包装は通常許容されます | COA、材質認証、色分け検証 |
免責事項: これらは、規制上の義務ではなく、業界の一般的な慣行に基づいた一般的な評価ガイドラインです。特定の施設のリスク評価、洗浄検証プロトコル、および製品との接触の近さにより、モップの最終仕様が決定されるはずです。現在の EU GMP Annex 1 および該当する地域の規制要件を常に確認してください。
「GMP クリーンルーム モップ」という用語は、あたかもすべての GMP ゾーンが単一セットの洗浄ツール要件を共有しているかのように使用されることがよくあります。実際には、 GMP施設清掃用クリーンルームモップ どのグレードゾーンに入るかに応じて、異なる指定が必要です。グレード D の材料準備エリアに適したモップは、グレード A の無菌充填ラインに入るモップと同じではありません。
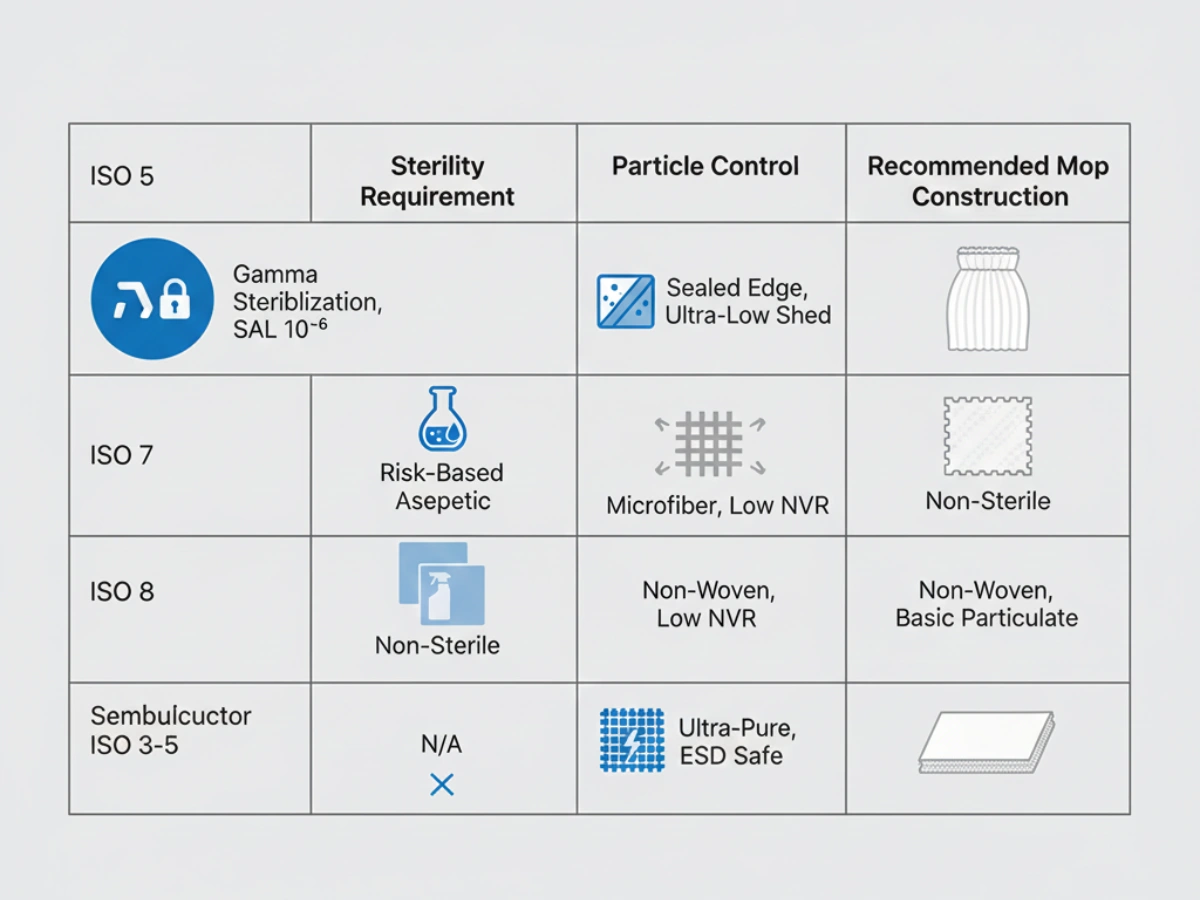
EU GMP Annex 1 フレームワークでは、滅菌医薬品製造用の 4 つのクリーンルーム グレードが定義されており、それぞれに明確な浮遊粒子制限、微生物制限、および運用上の期待が定められています。 GMP洗浄とは この文脈では、これは単一のプロトコルではなく、清掃ツールが汚染管理戦略の一部であるゾーン階層化システムです。
無菌充填、ストッパーボウル、開いたアンプルとバイアル、無菌接続などの高リスク操作用のローカルゾーン。浮遊粒子制限は最も厳しいものです。 ≤3,520個/m³ (≥0.5 µm) 静止時と動作時。グレード A に入る洗浄ツールは、製品の無菌性を損なう可能性のある粒子、微生物、または化学残留物を混入してはなりません。
無菌調製および充填中のグレード A ゾーンのバックグラウンド環境。静止粒子限界ミラー グレード A (≤3,520個/m³ で ≥0.5 µm);動作中の制限はさらに高くなりますが、依然として厳しく管理されています。クリーニングツールは、無菌操作をサポートするバックグラウンド環境の維持と互換性がある必要があります。
Clean areas for less critical stages of sterile product manufacturing. Grade C: solution preparation, component washing. Grade D: material handling, equipment cleaning, packaging. Particle limits are progressively less stringent, and cleaning tool specifications can shift toward operational efficiency and cost-effectiveness while maintaining environmental control.
あ クリーンルームモップシステムの概要 is helpful as a starting point, but this grade-stratified guide focuses on how the specification changes as the facility moves from the aseptic core outward. The central principle is: the closer a mop gets to the product, the more its material, sterility, packaging, and documentation matter.
グレード A およびグレード B ゾーンは、GMP 施設の無菌中核を表します。これらの分野で使用されるモップには、最も厳しい材料、無菌性、および文書要件が適用されます。ここで行われる選択の決定は、製品の無菌性保証と規制監査の結果に直接影響します。
グレード A に入るモップ、および通常はグレード A の操作の背景として機能するグレード B に入るモップの場合 終末期滅菌は期待される標準です。ガンマ線照射はクリーンルームモップの一般的な滅菌方法であり、その後に検証された無菌性が保証されます。各製造バッチには、滅菌プロセス、バッチ識別、および滅菌保証レベル (SAL) を文書化した滅菌証明書が添付される必要があります。
滅菌モップは必ず使用してください。 二重袋入り 段階的な無菌移送を可能にします。外袋はグレード C または B の移行領域で取り外されます。グレードBまたはAゾーン内では内袋は取り外されます。この段階的な移送プロトコルは、無菌技術の重要な要素です。無菌移送プロトコルと包装要件の詳細な検査については、次の資料を参照してください。 滅菌クリーンルームモップ無菌移送および梱包ガイド.

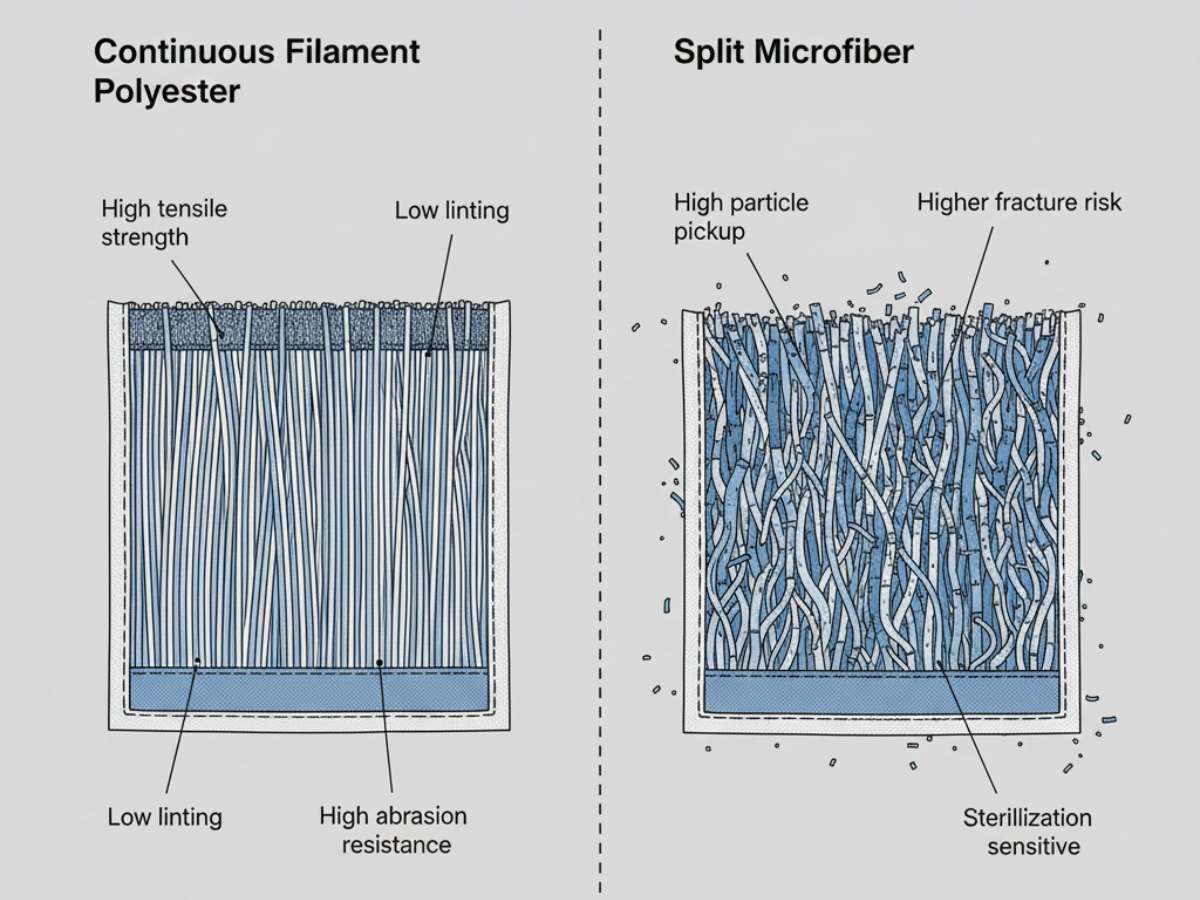
For Grade A and Grade B zones, continuous filament polyester knit with sealed edges is the material configuration most commonly recommended. The structural rationale is as follows:
In Grade A and B zones, lighter mop head weights (40g–55g) are often preferred. These provide adequate absorbency for the typically smaller surface areas in aseptic filling suites while offering the operator greater control in tightly configured critical zones. Heavier heads (65g) carry more liquid and cover more surface area per stroke — an advantage in larger open areas such as Grade B corridors and anterooms — but may introduce handling challenges in confined Grade A spaces.
For Grade A and B zones, the documentation package should include at minimum:
For a deeper discussion of documentation across all cleanroom classifications, the pharmaceutical cleanroom mop GMP Annex 1 compliance guide covers documentation expectations aligned with the current Annex 1 revision. The broader context of 製薬用クリーンルームモップの要件 also addresses facility-level considerations beyond the grade-specific framework.
グレード B は、グレード A には当てはまらない微妙な決定ポイントを示します。グレード B は無菌操作をサポートするバックグラウンド環境として機能するため、グレード B で使用されるモップの無菌要件は、そのゾーンがアクティブなグレード A 操作に接続されているかどうかによって異なります。
グレード B のモップを滅菌する必要があるかどうかの決定は、リスクベースの評価を通じて評価される必要があります。次の 3 つの条件は、非滅菌モップがスタンドアロンのグレード B 使用として評価される場合を示しています。
The Grade B zone is physically separated from Grade A operations and is not in active use as a background environment during aseptic processing. If the Grade B room is in a “resting” state or serves functions that do not directly support active Grade A operations, the sterility requirement may be re-evaluated.
The facility has a validated cleaning protocol demonstrating that the use of non-sterile mops in the specific Grade B zone does not result in microbial or particulate excursions beyond the zone’s defined limits. This validation should include environmental monitoring data collected under both at-rest and in-operation conditions.
A formal, documented risk assessment has been conducted and approved by QA, addressing: the proximity of the Grade B zone to Grade A, the nature of operations in the Grade B zone, the cleaning frequency, and the potential impact of a non-sterile mop on environmental monitoring results and product quality.
If all three conditions are satisfied, non-sterile mops may be evaluated for the specific Grade B zone. If any condition is not fully satisfied, sterile mops should be the default specification for Grade B when it serves as background to Grade A operations. When in doubt — and particularly during regulatory inspections — the conservative approach of specifying sterile mops for Grade B is generally the path of least audit risk.
Regardless of the sterility decision, the material standard for Grade B mops should typically match Grade A: continuous filament polyester knit with sealed edges. The rationale is that the Grade B environment must maintain particle counts low enough to protect the Grade A zone it serves. Introducing a lower-grade material into Grade B — for example, microfiber with higher particle shedding potential — creates a material-quality gradient that may undermine the contamination control strategy.
Once the mop specification moves beyond the aseptic core into Grade C and D zones, the evaluation criteria shift. The central question is no longer “how to maintain sterility assurance” but “how to achieve effective contamination control at an appropriate cost within a less stringent environmental classification.”
For the vast majority of Grade C and D applications, non-sterile mops are appropriate and cost-efficient. Grade C particle limits (≤352,000 particles/m³ で ≥0.5 µm at rest; ≤3,520,000 in operation) and Grade D limits (≤3,520,000 at rest; not defined in operation) permit a broader range of cleaning tool materials. Over-specifying sterile mops for Grade C/D is one of the more common cost-inefficient practices observed in multi-grade facilities.
There are limited scenarios where a facility may choose to use sterile mops in Grade C — for example, if the facility adopts a uniform sterile mop program across all grades to simplify supply chain management and reduce the risk of the wrong mop entering the wrong zone. This is an operational decision, not a regulatory requirement, and should be evaluated against the cost premium.
In Grade C and D, the material decision opens up. Both polyester and microfiber can be viable options, and the choice should be driven by the facility’s priorities:
の microfiber vs polyester cleanroom mop comparison provides a detailed, evidence-based analysis of the material tradeoffs across particle generation, absorbency, chemical compatibility, durability, and lifecycle cost — directly relevant to the Grade C/D material decision.
The Grade C/D disposable-vs-reusable decision is primarily economic rather than sterility-driven. At lower grades, the analysis centers on:
For a structured framework comparing these dimensions, refer to the disposable vs reusable cleanroom mop decision guide.
One of the most practical mechanisms for preventing Grade A/B mops from being mistakenly used in Grade C/D (and vice versa) is a color-coding system. By assigning distinct mop or trim colors to each grade zone, operators can visually confirm at a glance that the correct mop is in use. This is a simple but effective layer of defense:
Color-coding assignments should be documented in the facility’s cleaning SOP, visually posted at cleaning stations, and included in operator training. The color scheme should be simple enough to be remembered and applied consistently.
The following table is the master reference for this guide. It consolidates the key specification dimensions across all four GMP grades into a single comparison view. Use this as a starting point for drafting facility-specific mop specifications — not as a regulatory compliance checklist.
| 学年 | 無菌性 | 材料 | Weight Range | 包装 | ドキュメンテーション | Change Frequency | Suggested MIDPOSI Option |
|---|---|---|---|---|---|---|---|
| あ | Terminally sterilized (gamma); SAL validated | Continuous filament polyester knit; laser/ultrasonic sealed edges | 40g–55g (lighter heads for operator control in confined aseptic spaces) | Double-bagged; staged aseptic transfer protocol | COA + Certificate of Sterility (per batch) + particle test data + CoC + batch traceability | Per-cleaning-event or per-area; validated in cleaning SOP | White Mop 40g/55g Sterile |
| B | Sterile when connected to Grade A; non-sterile may be evaluated for standalone zones (risk-based) | Continuous filament polyester knit; sealed edges; same material standard as Grade A in most cases | 55g (common); 65g may be evaluated for larger areas | Double-bagged when sterile; single-bag may be acceptable when non-sterile | COA + sterility cert (if sterile) + particle test data + traceability | Aligned with Grade A schedule when serving connected Grade A; may follow B-specific schedule otherwise | White Mop 55g/65g Sterile (connected to A); 55g/65g Non-Sterile (standalone, risk-assessed) |
| C | Non-sterile (typical); sterile optional for uniform program | Polyester or microfiber (risk-based); polyester preferred where chemical compatibility matters; microfiber where cleaning efficacy prioritized | 55g–65g (coverage efficiency for larger support areas) | Bulk or single-bag; packaging cleanliness standard | COA + material certification | Defined by facility cleaning protocol; typically per-area or per-shift | White Mop 55g/65g Non-Sterile; Microfiber Stripe Mop Pads |
| D | Non-sterile; sterile is typically cost-inefficient for Grade D applications | Polyester or microfiber; cost-efficiency, cleaning performance, and zone segregation drive selection | 55g–65g | バルク包装は通常許容されます | COA + material certification | Defined by facility cleaning protocol; typically highest change frequency due to dirt loading | White Mop 55g/65g Non-Sterile; Microfiber Stripe Mop Pads; color-coded options |
IMPORTANT DISCLAIMER: These are general evaluation guidelines based on common industry practice and material science principles, not regulatory mandates. Specific facility risk assessments, cleaning validation protocols, product-contact proximity, and current applicable regulatory requirements (EU GMP Annex 1, PIC/S, WHO, local competent authority) should drive final mop specifications. The “Suggested MIDPOSI Option” column reflects MIDPOSI’s product portfolio alignment with general grade expectations; it does not constitute a regulatory recommendation. Each facility should conduct its own qualification of any mop product for its specific use conditions.
For guidance on how mop head weight affects cleaning performance, absorbency, and operator fatigue — which directly informs the weight column above — refer to the cleanroom mop head weight selection guide. For the documentation items listed in the matrix, the クリーンルームモップの検証文書とCOA guide provides a detailed explanation of each document type and what buyers should look for when reviewing supplier submissions.
The following five scenarios represent commonly observed issues in facilities that have not fully implemented a grade-stratified approach to cleanroom mop selection. Each includes practical correction guidance.
The problem: A facility purchases one mop spec — typically the sterile, polyester, double-bagged configuration appropriate for Grade A — and deploys it across all grades from the aseptic core through Grade D material staging. This ensures uniform quality but generates significant unnecessary cost in Grades C and D where non-sterile, single-bag, or bulk-packaged options would be functionally adequate.
How to correct: Map each zone to its actual regulatory and operational requirements. Reserve the Grade A specification for Grade A zones (and connected Grade B). Introduce non-sterile, appropriately packaged mops for Grade C and D. The cost savings from this grade-stratification typically exceed the incremental administrative effort of managing multiple mop SKUs.
The problem: A facility uses terminally sterilized, double-bagged mops in Grade D zones because “we use sterile mops everywhere” is perceived as the safer position. In Grade D, where airborne particle limits are 1,000x higher than Grade A, the sterile mop premium delivers minimal contamination control benefit relative to its cost.
How to correct: Review the specific regulatory requirements for Grade D in the facility’s jurisdiction. In nearly all cases, Grade D does not require sterile cleaning tools. If the concern is operator error (a sterile mop being mistaken for a non-sterile one), address this through color-coding, labeling, and training rather than by over-specifying the entire inventory.
The problem: Grade B is sometimes mischaracterized as “just a cleaner Grade C,” leading to the specification of non-sterile, non-validated mops for Grade B areas that serve as background to Grade A operations. This creates a contamination control gap at the boundary between the aseptic core and the supporting environment.
How to correct: When Grade B serves as background to Grade A, treat its mop material and sterility standards as aligned with Grade A. Only downgrade the specification to non-sterile if a formal, documented risk assessment supports it and the three conditions from the Grade B decision framework (Section 4) are satisfied.
The problem: The mop head specification is grade-stratified, but the mop frame and handle are not. Operators use the same reusable stainless steel frame and handle in Grade A, B, C, and D, with only the mop head changing between zones. This is functionally equivalent to using the same mop across all grades — the frame itself can carry particles, residues, and microorganisms between zones of different classification.
How to correct: Dedicate mop frames (and handles, where practical) to specific grade zones. At minimum, separate aseptic core (A/B) frames from support zone (C/D) frames. Color-code or label the frames to make misassignment visually obvious. Include frame and handle assignment in the cleaning SOP.
The problem: The facility’s QA team requests the same documentation package from the supplier regardless of grade — Certificate of Sterility for Grade D mops, or omits particle test data for Grade A mops because “the COA was enough.” This creates two risks: over-documentation that adds supplier cost without regulatory benefit, and under-documentation that leaves critical gaps in the mop qualification record.
How to correct: Define a grade-specific documentation requirement matrix in the mop supplier quality agreement. Grade A/B: full documentation package (sterility cert, COA, particle data, CoC, traceability). Grade C/D: COA and material certification as the baseline, with additional documentation only where justified by a specific risk assessment. Include the documentation matrix as a reviewed item during internal audits and supplier quality reviews.
This guide addresses the grade-stratification dimension of GMP cleanroom mop selection. The following resources address complementary aspects of cleanroom mop evaluation that intersect with the grade-based framework:
For Grade A sterile manufacturing areas, a terminally sterilized (typically gamma-irradiated), continuous filament polyester knit mop with laser-sealed or ultrasonically-sealed edges, double-bagged for staged aseptic transfer, is the most commonly recommended configuration. Lighter mop head weights (40g–55g) are typically preferred for operator control in confined aseptic filling spaces. Documentation should include a Certificate of Sterility per batch, a Certificate of Analysis, particle test data with methodology specified, a Certificate of Conformance, and batch traceability records. Each facility should verify that its specific product-contact proximity, cleaning validation data, and regional regulatory requirements are satisfied by the chosen mop specification.
Not always, but the default recommendation for Grade B zones that serve as background to Grade A operations is sterile. Non-sterile mops may be evaluated for standalone Grade B zones only if three conditions are satisfied: (1) the Grade B zone is physically independent and not in active use as background during Grade A aseptic operations, (2) the facility has a validated cleaning protocol demonstrating no environmental monitoring excursions with non-sterile mops, and (3) a formal, documented risk assessment has been conducted and approved by QA. If any condition is not fully satisfied, sterile mops should remain the specification. In practice, many facilities default to sterile mops for all Grade B to avoid regulatory audit questions.
Yes, in most cases the same mop specification can be used across Grade C and D, as both are non-aseptic support zones with fundamentally similar cleaning tool requirements (non-sterile, particle-controlled, chemically compatible). However, the facility should implement a mechanism to prevent mops used in one zone from entering the other without appropriate cleaning or replacement — typically through color-coding, zone-dedicated mop inventories, and SOP-defined usage protocols. A mop used in Grade D, where dirt loading may be higher, should not then be taken into Grade C without going through the validated cleaning process. The mop head itself may be the same product; the usage protocol distinguishes the zones.
For Grade A mop validation, an auditor would typically expect to see: (1) Certificate of Sterility per production batch with batch identifier, sterilization method (e.g., gamma irradiation), sterilization date, and Sterility Assurance Level (SAL, typically 10-6); (2) Certificate of Analysis (COA) per batch confirming weight, dimensions, and material composition; (3) particle generation test data with the test methodology specified (e.g., Helmke drum test per IEST-RP-CC003 or Gelbo flex test); (4) Certificate of Conformance confirming the product meets stated specifications; (5) batch traceability records linking the mop batch to raw material lots, production dates, and sterilization cycle records; and (6) where applicable, endotoxin test data for products used in aseptic processing of parenteral products. The auditor will also expect the facility to demonstrate that the mop has been qualified for its specific use conditions through internal evaluation, not solely through supplier-provided documentation.
The primary difference is that Grade A demands continuous filament polyester knit with sealed edges — a material configuration optimized for minimal particle shedding and maximum chemical compatibility with oxidizing disinfectants. Grade C opens the material decision to include both polyester and microfiber. Polyester remains the default choice when particle control and chemical compatibility are the priorities. Microfiber may be evaluated in Grade C when cleaning efficacy (absorbency, mechanical particle capture, residue removal) is the priority and the facility’s disinfectant formulary is compatible with the polyamide (nylon) component present in most microfiber blends. The Grade A material specification is stricter because the contamination risk from even small differences in particle release rate is significantly higher in the aseptic core.
Both disposable and reusable configurations are viable for Grade B, and the choice should be driven by the facility’s specific operational priorities rather than a grade-based rule. Disposable sterile mops eliminate the validation burden of reuse (washing, drying, resterilization protocols) and remove the risk of improperly cleaned reusables; they are operationally simpler but incur a higher per-use material cost. Reusable sterile mops (typically autoclavable) have a lower per-use cost over the full lifecycle but require validated washing and resterilization infrastructure. In practice, the decision often depends on: (1) whether the facility already operates a cleanroom laundry, (2) the mop change frequency in Grade B, and (3) the risk tolerance for potential reuse-related contamination. Many facilities use disposables in the aseptic core (Grade A) and evaluate reusables for Grade B based on volume and cost.
There is no single “best” weight per grade, but general recommendations are: Grade A: 40g–55g, because lighter heads offer better operator control in the confined spaces typical of aseptic filling suites and the surface areas per cleaning event are usually smaller. Grade B: 55g is a common mid-range choice for corridors and anterooms; 65g may be evaluated for larger Grade B rooms where coverage efficiency is prioritized. Grade C/D: 55g–65g, because larger support areas benefit from the higher absorbency and wider coverage per stroke of a heavier mop head. The weight decision is also influenced by the facility’s cleaning solution volume (heavier heads carry more liquid), operator ergonomics (lighter heads reduce fatigue over long cleaning shifts), and the mop frame’s compatibility with different head weights. The complete selection framework is covered in the cleanroom mop head weight guide.
Preventing cross-zone mop errors requires a combination of physical, procedural, and training controls: (1) Color-coding: Assign distinct mop or trim colors to each grade zone and ensure the scheme is posted at cleaning stations. For example, white mops for Grade A/B, blue for Grade C, green for Grade D. (2) Physical separation: Store mops for each grade zone in physically separate locations. Never store Grade A/B and Grade C/D mops in the same cabinet or cart without clear visual demarcation. (3) SOP documentation: Include zone-specific mop identification in the cleaning SOP with photographs of each mop type and its assigned zone. (4) Operator training: Include a specific “mop-zone matching” module in GMP cleaning training, with periodic competency assessment. (5) Line clearance and changeover verification: Before starting a cleaning shift, verify that the mops staged at each zone match the zone assignment. (6) Incident reporting: Define a CAPA-triggering threshold for cross-zone mop errors so that systemic issues are investigated rather than treated as isolated operator errors.
Discuss your facility’s grade requirements with our technical team — from Grade A sterile core to Grade D support areas. MIDPOSI White Cleanroom Mop Series provides 100% continuous filament polyester knit construction with sealed edges, available in sterile (gamma-irradiated, double-bagged) and non-sterile configurations across 40g, 55g, and 65g weights. Documentation packages including Certificate of Analysis and, for sterile configurations, Certificate of Sterility are available upon request to support your supplier qualification process.
MIDPOSI supplies cleanroom mops to pharmaceutical, biotech, and medical device manufacturers. Batch-level documentation including Certificate of Analysis (COA) and, for sterile products, Certificate of Sterility is available upon request. Contact our team to discuss your facility’s grade-specific mop requirements — from Grade A aseptic core to Grade D support zones — and request product samples for internal evaluation.


