جب ایک فارماسیوٹیکل QA مینیجر کلین روم موپس کے لیے ایک تصریح تیار کرتا ہے، تو پہلا فیصلہ اکثر مواد پر آتا ہے: مائیکرو فائبر یا پالئیےسٹر؟ مارکیٹنگ کے دعوے مخالف سمتوں میں کھینچتے ہیں — مائکرو فائیبر فروش اعلی جاذبیت اور پارٹیکل پک اپ پر زور دیتے ہیں، جب کہ پالئیےسٹر فراہم کرنے والے کم لنٹ جنریشن اور آٹوکلیو کی طویل زندگی کی طرف اشارہ کرتے ہیں۔ ISO 14644-1 اور EU GMP Annex 1 کے تحت کام کرنے والی سہولیات کے لیے، یہ انتخاب ترجیح کا معاملہ نہیں ہے۔ یہ ایک دستاویزی آلودگی پر قابو پانے کا فیصلہ ہے جو اس بات کا تعین کرتا ہے کہ آیا آپ کا صفائی کا پروگرام ISO درجہ بندی کو برقرار رکھتا ہے، ماحولیاتی نگرانی کو پاس کرتا ہے، اور ریگولیٹری جانچ پڑتال کا مقابلہ کرتا ہے۔
سچائی: کوئی بھی مواد عالمی طور پر "بہتر" نہیں ہے۔ ہر ایک میں فائبر فن تعمیر، علاقے کی درجہ بندی، جراثیم کش کیمسٹری، اور آپریشنل ترجیحات سے متعین زیادہ سے زیادہ استعمال کے معاملات ہوتے ہیں۔ مائیکرو فائبر کی اسپلٹ فائبر کنسٹرکشن 6–8× جاذبیت اور بہتر پارٹیکل کیپچر فراہم کرتی ہے — آئی ایس او 7–8 زونز میں سپل مینجمنٹ اور بڑے ایریا موپنگ کے لیے مثالی۔ پالئیےسٹر کا مسلسل فلیمینٹ ڈیزائن کٹے ہوئے سروں کو ختم کرتا ہے اور 150-200 آٹوکلیو سائیکلوں میں 50 ذرات فی اسٹروک سے نیچے ذرات کی پیداوار کو برقرار رکھتا ہے — جو ISO 5–6 ایسپٹک سپورٹ ایریاز اور جارحانہ جراثیم کش گردش کے پروگراموں کے لیے ضروری ہے۔ آپ کی درخواست کے لیے غلط مواد کا انتخاب آلودگی کا خطرہ لاتا ہے، ایم او پی کی زندگی کو کم کرتا ہے، اور توثیق کو پیچیدہ بناتا ہے۔
یہ گائیڈ مائیکرو فائبر اور پالئیےسٹر کلین روم موپس کا پانچ جہتوں میں موازنہ کرتا ہے: فائبر فن تعمیر اور کنارے کی تعمیر؛ جذب، استحکام، اور ذرہ کنٹرول کی کارکردگی؛ فارما کی سہولت کے انتخاب کا معیار؛ ISO گریڈ فیصلے کا فریم ورک؛ اور MIDPOSI مصنوعات کی سفارشات۔ آخر تک، آپ کے پاس ایک واضح فیصلہ میٹرکس ہو گا جو کلین روم کی درجہ بندی، آپریشنل ورک فلو، اور بجٹ کی رکاوٹوں سے میل کھاتا ہے — جسے پارٹیکل جنریشن ڈیٹا، کیمیائی مطابقت کی توثیق، اور حقیقی دنیا کی دواسازی کی تعیناتی کی حمایت حاصل ہے۔
مائیکرو فائبر بمقابلہ پالئیےسٹر - کلین روم کے ساختی فرق
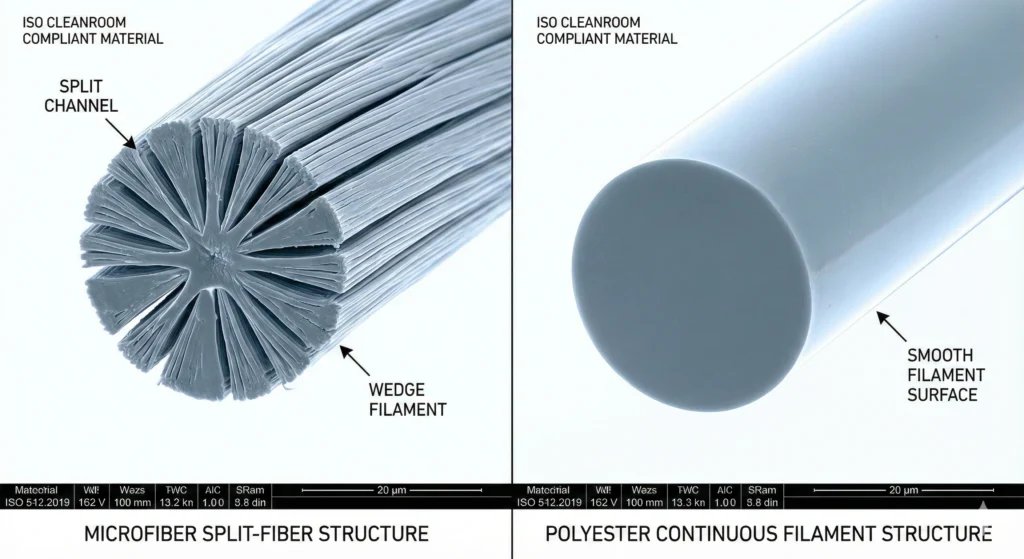
مائیکرو فائبر اور پالئیےسٹر کلین روم موپس کے درمیان کارکردگی کا فرق فائبر کی سطح سے شروع ہوتا ہے۔ یہ سمجھنا کہ ہر مواد کو کس طرح انجینیئر کیا جاتا ہے — فلیمینٹ قطر سے لے کر کنارے پر سگ ماہی کے طریقہ کار تک — یہ بتاتا ہے کہ وہ فارماسیوٹیکل کلین روم کے حالات میں مختلف کیوں برتاؤ کرتے ہیں۔
فائبر آرکیٹیکچر کا جائزہ
مائیکرو فائبر: اسپلٹ فائبر، اونچی سطح کا رقبہ
مائیکرو فائبر ایم او پی ہیڈز 1 ڈینیئر (≈10 مائیکرو میٹر قطر) سے نیچے انتہائی باریک مصنوعی ریشوں سے بنائے جاتے ہیں جو کہ انسانی بالوں کی موٹائی کا تقریباً دسواں حصہ ہے۔ زیادہ تر فارماسیوٹیکل گریڈ کلین روم مائیکرو فائبر 80/20 پالئیےسٹر/پولیامائیڈ (نائیلون) مرکب استعمال کرتا ہے جس میں اسپلٹ فائبر کراس سیکشنز کے ساتھ انجنیئر کیا گیا ہے۔ مینوفیکچرنگ کے دوران، پولیسٹر اور پولیامائیڈ پولیمر کو ایک ساتھ باہر نکالا جاتا ہے، پھر میکانکی یا کیمیائی طور پر تقسیم کیا جاتا ہے تاکہ ستارے کی شکل یا پچر کی شکل کے فائبر پروفائلز بنائے جائیں جن کی لمبائی کی طرف ایک سے زیادہ نالی چلتی ہے۔
یہ سپلٹ فائبر جیومیٹری دو کام کرتی ہے۔ سب سے پہلے، یہ فیبرک کے فی گرام سطح کے رقبے میں ڈرامائی طور پر اضافہ کرتا ہے — ہر فائبر متعدد کیپلیری چینلز پیش کرتا ہے جو سطح کے تناؤ کے ذریعے مائع کو نکالتے ہیں، 6–8× خشک وزن میں جاذبیت فراہم کرتے ہیں۔ دوسرا، نالی ذرات کے لیے مکینیکل ٹریپ بناتے ہیں: ہموار مونو فیلیمنٹ ریشوں کے مقابلے میں ذرہ اٹھانے کی کارکردگی کو بہتر بنانے، موپنگ کے دوران ذیلی مائیکرون آلودگی چینلز میں جم جاتے ہیں۔ دواسازی کی سہولیات کے لیے، اس کا مطلب ہے کہ مائیکرو فائبر بقایا ذرات کو ہٹانے اور جراثیم کش محلول کی بڑی مقدار کو ایک ہی پاس میں جذب کرنے میں مہارت رکھتا ہے۔
اسپلٹ فائبر آرکیٹیکچر ایک ساختی تجارت کو متعارف کراتا ہے۔ نالیوں اور باریک فائبر کا قطر مائیکرو فائبر کو مکینیکل کھرچنے اور کیمیائی انحطاط کا زیادہ خطرہ بناتا ہے۔ بار بار آٹوکلیونگ (121 ° C پر بھاپ) اور آکسائڈائزنگ جراثیم کش مادوں (ہائیڈروجن پیرو آکسائیڈ، سوڈیم ہائپوکلورائٹ) کی نمائش سے فائبر کی تقسیم فائبر ٹوٹنے میں ترقی کر سکتی ہے، جس سے وقت کے ساتھ ذرہ بہاؤ میں اضافہ ہوتا ہے۔ مائیکرو فائبر موپس عام طور پر 50-100 آٹوکلیو سائیکلوں کے لیے اہل ہوتے ہیں جو پولیسٹر سے چھوٹے ہوتے ہیں، لیکن جائز واحد استعمال یا درمیانی سائیکل زندگی کے پروٹوکول کے ساتھ سہولیات کے لیے کافی ہیں۔
پالئیےسٹر: مسلسل فلامانٹ، کم پارٹیکل ریلیز
پالئیےسٹر کلین روم موپس مسلسل 100% پولیسٹر یارن کا استعمال کرتے ہیں- لمبے، غیر ٹوٹے ہوئے تاروں کو ایک تنگ کپڑے کے ڈھانچے میں بنا ہوا ہے جس میں فائبر کے سرے نہیں ہیں۔ کاتا ہوا یارن کے برعکس (جو چھوٹے ریشوں کو ایک ساتھ گھماتے ہیں، کمزور پوائنٹس بناتے ہیں جہاں سے ریشے باہر نکل سکتے ہیں)، مسلسل تنت اندرونی خلفشار کو ختم کرتا ہے۔ ہر سوت ایم او پی پیڈ کی پوری لمبائی کو چلاتا ہے، اور بنا ہوا ڈھانچہ پورے تانے بانے میں مکینیکل تناؤ کو تقسیم کرتا ہے۔
یہ تعمیر موروثی کم لِنٹ کارکردگی فراہم کرتی ہے۔ بغیر کسی کٹے ہوئے سرے اور ڈھیلے ٹوٹنے کے لیے چھوٹے ریشے کے بغیر، مسلسل فلیمینٹ پالئیےسٹر آئی ایس او کلاس 5 کی حد سے نیچے ذرات کی گنتی پیدا کرتا ہے (<10 particles ≥0.5 µm per stroke) when edges are properly sealed. The smooth, round cross-section of polyester filaments also resists particle capture—absorbency is lower than microfiber (typically 3–4× dry weight)—but the material’s chemical inertness and thermal stability allow 150–200+ autoclave cycles with minimal dimensional change or performance degradation.
For low-lint cleanroom mops, مسلسل-فلامینٹ پالئیےسٹر ISO کلاس 5–7 ایسپٹک سپورٹ ایریاز میں انڈسٹری کا معیار ہے، جہاں پارٹیکل جنریشن کی حدیں سخت ہیں اور طویل سروس لائف ملکیت کی کل لاگت کو کم کرتی ہے۔ فائبر فن تعمیر جارحانہ جراثیم کش گردش کو بھی برداشت کرتا ہے: 70% IPA، 3-35% ہائیڈروجن پیرو آکسائیڈ، کواٹرنری امونیم مرکبات (2,000 ppm)، اور سوڈیم ہائپوکلورائٹ 1% تک بغیر کسی خاص فائبر کو پہنچنے والے نقصان یا رنگ کے نقصان کے۔
کیوں فائبر جیومیٹری لنٹنگ، صفائی کے برتاؤ اور نس بندی کے استحکام کا تعین کرتی ہے۔
اسپلٹ فائبر مائیکرو فائبر اور مسلسل فلیمینٹ پالئیےسٹر جھرن کے درمیان ہر کارکردگی میٹرک میں ساختی فرق:
- لنٹنگ: مائیکرو فائبر کے پتلے، منقسم ریشے تناؤ کی وجہ سے ٹوٹ جاتے ہیں، ریشے دار ذرات جاری کرتے ہیں۔ مسلسل فلیمینٹ پالئیےسٹر کے موٹے، نہ ٹوٹے ہوئے دھاگے ٹوٹ پھوٹ کے خلاف مزاحمت کرتے ہیں، سینکڑوں چکروں میں ذرہ کی کم پیداوار کو برقرار رکھتے ہیں۔
- جاذب: مائیکرو فائبر کے کیپلیری چینلز مائع کو جارحانہ طریقے سے نکالتے ہیں۔ پالئیےسٹر کی ہموار سطح زیادہ آہستہ سے جذب ہوتی ہے لیکن موپنگ کے دوران جراثیم کش مادے کو زیادہ متوقع طور پر جاری کرتی ہے۔
- پائیداری: مائیکرو فائبر آکسیڈائزرز اور گرمی کے تحت تیزی سے کم ہوتا ہے۔ پالئیےسٹر توسیع شدہ آٹوکلیو اور کیمیائی نمائش میں جہتی استحکام اور مکینیکل طاقت کو برقرار رکھتا ہے۔
- پارٹیکل کیپچر: Microfiber traps particles in fiber grooves; polyester relies on knit density and does not capture particles as efficiently, but also does not release captured contaminants as easily during subsequent mopping.
These trade-offs mean material selection cannot be made on absorbency alone. A microfiber mop that absorbs 8× its weight may shed 200 particles per stroke in an ISO Class 6 area, pushing the environment out of classification. A polyester mop that absorbs only 3× its weight but generates <20 particles per stroke maintains compliance and lasts three times as many cycles.
کنارے کی تعمیر کے اختلافات
Edge construction is the single most critical factor determining whether a mop qualifies as “low lint” for pharmaceutical use. Even high-quality fiber material becomes a particle source if edges are left unsealed.
Microfiber: Higher Lint Risk Due to Split Ends
Microfiber’s split-fiber architecture makes edge sealing especially important. If edges are simply cut and left unsealed, the thin filaments unravel rapidly—each mopping pass pulls fibers loose, and the split structure accelerates breakage. A cut-edge microfiber mop can shed 500–1,000 particles per stroke, disqualifying it from any ISO-classified environment.
Pharmaceutical-grade microfiber mops address this through sealed-edge construction:
- Laser cutting: Simultaneous cutting and heat-sealing in a single pass, using focused laser energy to melt fiber ends and fuse them into a solid border. This method delivers the cleanest edge and is preferred for ISO Class 5–6 microfiber applications.
- Ultrasonic sealing: High-frequency vibration generates heat at the fabric edge, welding fibers together without introducing adhesives or foreign materials. Suitable for ISO Class 6–8 applications.
- Heat sealing: Thermal welding using heated tools to melt and bond fiber ends. Effective but may leave a thicker, stiffer edge compared to laser or ultrasonic methods.
Even with sealed edges, microfiber’s thin fiber diameter means sealed borders are less robust than polyester equivalents. Edges can separate after 30–50 autoclave cycles if the mop is subjected to aggressive wringing or abrasion, requiring earlier replacement to prevent particle excursions.
Polyester: Heat-Sealed, Ultrasonic Sealed, Continuous Perimeter Construction
Continuous-filament polyester’s thicker yarns create stronger sealed edges that resist separation across 150–200+ cycles. The same edge sealing methods are used—laser cutting, ultrasonic welding, thermal bonding—but the result is a more durable perimeter that tolerates repeated mechanical stress and chemical exposure.
Some polyester mop pads also use continuous perimeter construction, where the knit pattern is designed so yarns loop continuously around all four edges without cut ends. This eliminates edge sealing as a single point of failure, delivering the lowest possible particle generation for Grade A/B aseptic core applications.
Why Sealed Edges Are Mandatory for Pharmaceutical ISO Spaces
ISO 14644-1 classifies cleanrooms by airborne particle concentration—cut edges on mops introduce an uncontrolled particle source that can push environments out of specification. EU GMP Annex 1 (paragraph 4.10) mandates materials used in classified areas minimize particle generation; unsealed or poorly sealed mop edges violate this requirement.
During regulatory inspections, auditors examine cleaning tool qualification records. A 2020 FDA Warning Letter specifically cited “fraying observed on mop heads used to clean the sterile suite” and “at least one mop head constructed of particle generating material,” concluding the facility lacked adequate contamination control. Sealed-edge construction is not a premium feature—it is a baseline GMP requirement for any mop entering ISO Class 5–8 areas.

Figure 2: Edge construction determines lint generation for both microfiber and polyester cleanroom mops. Cut edges (left) unravel during use, releasing 500–1,000 particles per stroke and disqualifying mops from ISO-classified environments. Heat-sealed edges (center) use thermal welding to fuse fiber ends, reducing particle generation to <100 particles/stroke—suitable for ISO Class 7–8 areas. Ultrasonic-sealed edges (right) bond fibers through high-frequency vibration without adhesives, achieving <50 particles/stroke for ISO Class 5–7 pharmaceutical applications. Sealed-edge construction is a baseline GMP requirement per EU GMP Annex 1 paragraph 4.10.
پشت پناہی & منسلکہ تغیرات
How a mop pad attaches to its frame determines ease of use, cross-contamination risk, and compatibility with validated laundering or sterilization protocols.
Hook-and-Loop (Microfiber) vs Pocket/Clip (Polyester Sealed-Edge)
Many commercial microfiber mops use hook-and-loop (Velcro) attachment systems: a plastic or fabric strip sewn onto the mop pad back, mating with corresponding hooks on the mop frame. This design allows quick pad changes and is common in janitorial applications.
For pharmaceutical cleanrooms, hook-and-loop systems introduce two contamination risks:
- Particle generation from Velcro hooks: The plastic hooks shed microparticles when subjected to repeated attach/detach cycles and autoclave stress. Even “cleanroom-grade” Velcro generates measurable particles—typically 50–100 particles per attachment cycle—which may exceed ISO Class 5–6 acceptance criteria.
- Particle entrapment in hook structures: Lint, fibers, and bioburden from previous mopping operations lodge in the hook matrix and are not fully removed during laundering or autoclaving. This creates a hidden contamination reservoir that cross-contaminates subsequent mopping cycles.
As a result, sealed-edge polyester mops for pharmaceutical applications typically use alternative attachment methods:
- Pocket/sleeve attachment: The mop frame slides into a sewn pocket along one edge of the mop pad. No Velcro, no adhesives—just continuous-filament fabric throughout. This method is compatible with 200+ autoclave cycles and eliminates hook-related particle generation.
- Clip attachment: Spring-loaded or magnetic clips on the mop frame grip the mop pad edge. Clips are constructed from stainless steel or autoclave-stable polymers, validated for particle generation and cleanable between uses.
Why Velcro Disqualifies Most Microfiber Pads from ISO Applications
While hook-and-loop attachment is convenient, the particle generation and cross-contamination risks make it unsuitable for ISO Class 5–7 pharmaceutical cleanrooms. Facilities specifying microfiber mops for these areas should require sealed-edge pads with pocket or clip attachment, not Velcro-backed designs.
For ISO Class 8 support areas and non-aseptic zones, where particle limits are more lenient (3,520,000 particles/m³ at ≥0.5 µm), Velcro-backed microfiber may be acceptable if the CCS risk assessment justifies the trade-off between convenience and contamination control. However, best practice remains pocket or clip attachment across all classified areas to maintain system-wide consistency and simplify operator training.
جذب، استحکام & پارٹیکل کنٹرول کا موازنہ
When procurement teams evaluate cleanroom mop materials, three performance metrics dominate the decision: absorbency (how much disinfectant the mop can hold), particle shedding (whether the mop contaminates the environment), and durability (how many autoclave cycles before replacement). Microfiber and polyester trade off these attributes in opposite directions.
جذب & مٹی ہٹانے کی کارکردگی
Microfiber = Superior Absorbency (6–8× Dry Weight)
Microfiber’s split-fiber channels create microscopic capillaries that wick liquid through surface tension. A 200-gram dry microfiber mop pad can absorb 1,200–1,600 grams of disinfectant solution—roughly 6–8 times its own weight. This high absorbency translates to practical advantages:
- Fewer mop changes: A single microfiber pad can clean larger floor areas (200–300 m² in ISO Class 7–8 environments) before requiring re-saturation or replacement.
- Spill management: Microfiber excels at absorbing and containing liquid spills—critical for facilities handling bulk disinfectants, buffer solutions, or cleaning chemical concentrates.
- Particle pickup: The fiber grooves mechanically trap particles during mopping, removing residual dust and lint more effectively than smooth-fiber materials.
However, high absorbency is not always an advantage in GMP workflows. Microfiber’s aggressive liquid uptake can make it difficult to control wet film thickness during validated disinfection. If a mop absorbs too much 70% IPA, the residual surface moisture may exceed drying time specifications, delaying room release or creating slip hazards. Operators must learn to pre-saturate microfiber mops to a controlled moisture level—typically wringing to 70–80% saturation before mopping—which adds procedural complexity.
Polyester = Controlled Absorbency, Predictable Disinfectant Release
Pharmaceutical cleaning validation protocols specify contact time, disinfectant concentration, and surface coverage—not “maximum absorbency.” A mop that absorbs 8× its weight but leaves puddles or takes 15 minutes to dry may fail validation even if it removes more soil than a 3× absorbency mop that delivers controlled, compliant application. Procurement decisions should align material absorbency with operational workflow requirements, not assume “more is better.”
- Uniform wet film thickness: Polyester releases liquid more consistently during mopping, delivering controlled surface coverage that meets validated disinfection protocols (e.g., 10 mL/m² contact time specifications).
- Faster drying: Less residual moisture on floors reduces drying time and room turnaround, especially important in high-throughput aseptic filling areas where downtime costs are significant.
- Operator control: Easier to train operators to maintain consistent mopping technique, reducing variability in cleaning validation performance.
For facilities prioritizing compliance and reproducibility over maximum absorbency, polyester’s controlled moisture management is a feature, not a limitation.
Why High Absorbency Is Not Always an Advantage in GMP Cleaning
Pharmaceutical cleaning validation protocols specify contact time, disinfectant concentration, and surface coverage—not “maximum absorbency.” A mop that absorbs 8× its weight but leaves puddles or takes 15 minutes to dry may fail validation even if it removes more soil than a 3× absorbency mop that delivers controlled, compliant application. Procurement decisions should align material absorbency with operational workflow requirements, not assume “more is better.”
ذرہ بہا رہا ہے & لنٹنگ سلوک
Particle generation is the primary regulatory concern for cleanroom mops. ISO 14644-14 provides the test framework: mops are subjected to simulated-use conditions (mechanical agitation, wet mopping strokes) while optical particle counters measure airborne particle release at ≥0.5 µm and ≥5 µm.
Microfiber Lint Range: 100–500 Particles/m²
Sealed-edge microfiber mops validated for pharmaceutical use typically generate 100–200 particles ≥0.5 µm per square meter mopped when new. After 25–50 autoclave cycles, particle generation increases to 200–500 particles/m² as fiber splitting progresses and sealed edges begin to separate.
This performance envelope makes microfiber acceptable for ISO Class 7–8 environments (352,000 and 3,520,000 particles/m³ limits, respectively) where the mop’s contribution remains a small fraction of total particle budget. However, in ISO Class 5–6 areas (3,520 and 35,200 particles/m³ limits), microfiber’s particle generation can represent 5–10% of the classification limit—significant enough to trigger environmental monitoring excursions when combined with other particle sources (personnel gowning, material transfer, equipment operation).
Key variables affecting microfiber lint performance:
- Edge sealing method: Laser-cut edges shed 30–40% less than ultrasonic or heat-sealed edges.
- Autoclave cycle count: Particle generation doubles between cycle 0 and cycle 50 for most microfiber formulations.
- Disinfectant chemistry: Exposure to >1% sodium hypochlorite or >10% hydrogen peroxide accelerates fiber degradation and lint generation.
- Mechanical stress: Aggressive wringing, abrasive floor surfaces, and high-pressure mopping increase particle release.
Polyester Lint Range: <50–100 Particles/m²
Continuous-filament polyester mops with sealed edges generate <50 particles ≥0.5 µm per square meter mopped when new, and maintain this performance across 100–150 autoclave cycles before increasing to 50–100 particles/m². Even at end of qualified life (150–200 cycles), polyester particle generation remains below microfiber’s new-mop baseline.
This 5× to 10× particle generation advantage makes polyester the only defensible choice for ISO Class 5–6 aseptic support areas, sampling booths, and weighing rooms. For ISO Class 7 environments, polyester reduces baseline particle counts, simplifying environmental monitoring trend analysis and making it easier to detect true contamination events versus tool-related noise.
Why Polyester Dominates in ISO 5–7 Due to Particle Generation Limits
ISO Class 5 allows a maximum of 3,520 particles ≥0.5 µm per cubic meter of air. A typical cleanroom floor area mopped per shift might be 50–100 m². Using microfiber (200 particles/m² generation) introduces 10,000–20,000 particles during cleaning—enough to create measurable particle spikes in continuous monitoring systems. Polyester mops (50 particles/m²) generate 2,500–5,000 particles for the same area—4× lower contamination contribution that keeps the room within specification during and after cleaning.
For facilities operating close to their ISO classification limits—common in high-utilization aseptic filling lines—polyester’s particle control advantage directly translates to fewer EM excursions, reduced investigation burden, and lower batch contamination risk.

Figure 3: Particle generation performance across autoclave cycle life. Microfiber (orange bars) starts at 100–200 particles ≥0.5 µm per m² when new, doubles to 200–500 particles/m² by cycle 50, then requires replacement to prevent ISO classification excursions. Polyester (blue bars) maintains <50 particles/m² through cycle 100 and stays below 100 particles/m² through cycle 200—delivering 5× to 10× lower contamination contribution across qualified life. This performance gap makes polyester the only defensible choice for ISO Class 5–7 aseptic support areas where particle limits are tightly controlled.
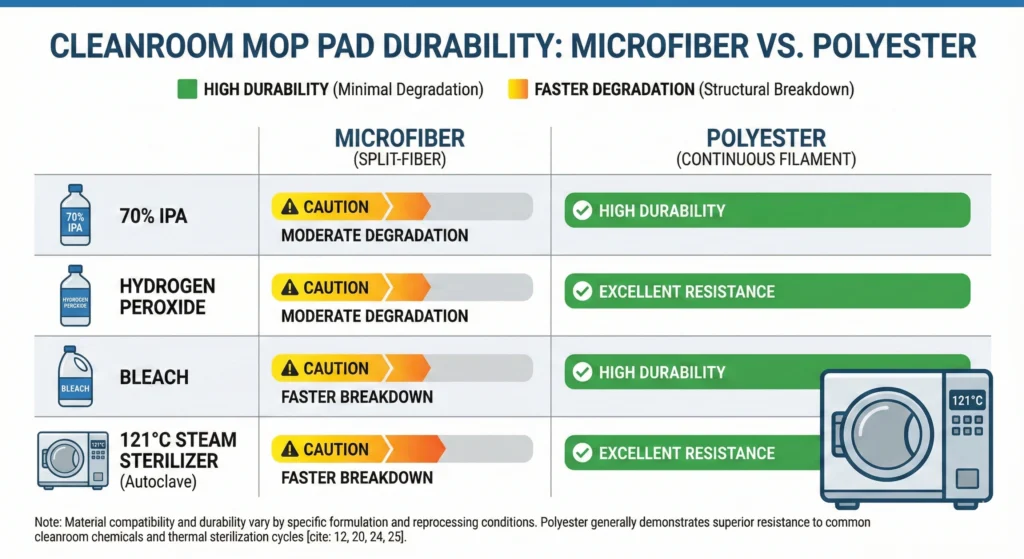
کیمیائی مزاحمت
Pharmaceutical facilities rotate disinfectants per EU GMP Annex 1 to prevent microbial resistance and address different contamination types (vegetative bacteria, spore-formers, fungi). Mop materials must tolerate weekly or daily exposure to multiple chemistries without degradation.
Common Disinfectant Exposures:
- 70% isopropyl alcohol (IPA): Routine disinfection; daily use
- Quaternary ammonium compounds (quats, 2,000 ppm): Broad-spectrum disinfection; 2–3× per week
- 3–6% hydrogen peroxide: Sporicidal treatment; weekly or after contamination events
- 0.5–1% sodium hypochlorite (5,000 ppm bleach): Sporicidal treatment; monthly or after high-risk events
Microfiber Suffers Faster Degradation
Microfiber’s 80/20 polyester/polyamide blend shows excellent compatibility with IPA and quats—no measurable performance loss after 50 exposures. However, the polyamide component degrades under oxidizing disinfectants:
- Hydrogen peroxide (>6%): Polyamide fibers yellow and lose tensile strength after 10–15 exposures; particle generation increases by 50–100%.
- Sodium hypochlorite (>0.5%): Severe degradation after 5–10 exposures; fibers become brittle and break during mopping.
Facilities using aggressive oxidizer programs must either (1) limit microfiber mops to IPA/quat-only applications, or (2) accept shorter service life (25–50 cycles instead of 50–100) and replace mops more frequently.
Polyester Continuous Filament = Broad Chemical Tolerance
100% polyester fiber is chemically inert to alcohols, quats, and moderate oxidizers. Validated polyester mops tolerate:
- IPA and quats: No degradation across 200+ exposures.
- 3–35% hydrogen peroxide: <5% dimensional change and no color loss after 100 exposures.
- 0.5–1% sodium hypochlorite: <10% tensile strength loss after 50 exposures; acceptable for monthly sporicidal treatment.
Polyester’s broad chemical compatibility simplifies disinfectant rotation validation and allows a single mop material to be used across all cleaning protocols—reducing SKU complexity, operator training burden, and the risk of using the wrong mop with incompatible chemistry.
The Impact on Long-Term System Validation
Cleaning validation protocols qualify mop materials through worst-case chemical exposure studies: materials are subjected to maximum disinfectant concentrations at maximum frequency, then tested for particle generation, dimensional stability, and mechanical integrity. Polyester’s chemical resistance allows qualification across full disinfectant rotation programs with 150–200 cycle life. Microfiber requires split qualifications (IPA/quat protocols vs oxidizer protocols) or shorter qualified life, complicating validation documentation and increasing requalification frequency.
نسبندی استحکام
Reusable cleanroom mops must maintain performance across repeated sterilization cycles. Autoclave durability determines total cost of ownership and replacement frequency.
Microfiber: 30–50 Autoclave Cycles (ISO Class 7–8)
Pharmaceutical-grade sealed-edge microfiber mops are validated for 50–100 autoclave cycles at 121°C, depending on edge sealing quality and fiber formulation. In practice, most facilities replace microfiber mops at 50 cycles to maintain particle generation within acceptance criteria:
- Dimensional change: 3–5% shrinkage by cycle 50; 5–10% by cycle 100.
- Edge integrity: Sealed borders begin separating after 30–50 cycles under aggressive use (frequent wringing, abrasive floors).
- Particle generation: Doubles between cycle 0 and cycle 50 for typical split-fiber formulations.
For ISO Class 8 support areas and non-critical zones, 50-cycle life is acceptable and delivers reasonable cost-per-use when balanced against microfiber’s superior absorbency. For ISO Class 6–7 areas, shorter cycle life increases replacement frequency and total cost of ownership compared to polyester.
Polyester: 50–100 Autoclave Cycles (ISO Class 5–7)
Continuous-filament polyester mops with sealed edges qualify for 150–200+ autoclave cycles with minimal performance degradation:
- Dimensional change: <2% shrinkage through cycle 100; 3–5% by cycle 200.
- Edge integrity: Heat-sealed or ultrasonic-welded edges remain intact through 150+ cycles.
- Particle generation: <50 particles/m² maintained through cycle 100; increases to 50–100 particles/m² by cycle 150–200 (still within ISO Class 5–7 acceptance criteria).
Polyester’s 3× to 4× longer service life translates directly to lower cost-per-cycle, reduced replacement logistics, and less frequent requalification. For high-volume facilities mopping 500–1,000 m² per day, polyester’s durability advantage can reduce annual mop purchases by 50–70% compared to microfiber.
Why Polyester Maintains Integrity Better After Heat/Chemical Stress
Continuous-filament construction distributes thermal and chemical stress across long, unbroken yarns. Polyester’s crystalline molecular structure resists hydrolysis and oxidation better than polyamide blends. The combination of structural design (no weak points from cut ends or fiber junctions) and material chemistry (inert polyester vs reactive polyamide) gives polyester inherent durability that microfiber cannot match.
فارما کی کون سی سہولیات کا انتخاب کرنا چاہیے۔
Material selection should follow a risk-based framework that matches fiber architecture to area classification, operational workflow, and contamination control priorities. The following guidance provides decision logic by facility type and use case.
ایسپٹک مینوفیکچرنگ (گریڈ A/B، ISO 5–7)
Recommended: Polyester Sealed-Edge Only
Grade A/B aseptic cores—filling lines, lyophilization loading, vial capping under unidirectional airflow—operate under extreme particle limits (3,520 particles/m³ at ≥0.5 µm for ISO Class 5). Any cleaning tool that generates measurable particle contribution risks classification excursions and batch contamination.
Why polyester is non-negotiable:
- Particle generation: <50 particles/m² maintained across 150+ autoclave cycles, delivering 5×10× lower contamination than microfiber.
- Sterilization pathway: Compatible with gamma irradiation (for pre-sterilized disposables) or in-house autoclaving (for reusable systems) per EU GMP Annex 1 paragraph 4.22.
- Chemical compatibility: Tolerates full disinfectant rotation including sporicidal agents (6% H₂O₂, 0.5% bleach) without performance degradation.
- Validation simplicity: Single material qualification covers all aseptic workflows, simplifying IQ/OQ/PQ protocols and reducing documentation burden.
For Grade B support areas (ISO Class 7), polyester remains the safest choice to prevent particle migration into adjacent Grade A cores. While sealed-edge microfiber may technically meet ISO Class 7 limits, the narrow margin of safety and shorter service life make polyester the more defensible specification.
غیر ایسپٹک مینوفیکچرنگ (گریڈ C/D، ISO 7–8)
Microfiber Acceptable If Sealed-Edge + Particle-Tested
Grade C/D manufacturing areas—non-sterile compounding, tablet production, secondary packaging—operate under relaxed particle limits (352,000 and 3,520,000 particles/m³ at ≥0.5 µm). Sealed-edge microfiber can meet these limits if properly validated.
When microfiber makes sense in Grade C/D:
- Large-area mopping: Facilities cleaning 500+ m² per shift benefit from microfiber’s 6–8× absorbency, reducing mop changes and operator fatigue.
- Spill response: Areas handling bulk liquids (buffer preparation, cleaning chemical storage) need high absorbency for rapid spill containment.
- Budget constraints: Microfiber’s lower upfront cost (typically 30–40% less than polyester) can be justified in non-critical areas where shorter service life is acceptable.
Qualification requirements for Grade C/D microfiber:
- Laser-cut or ultrasonic-sealed edges (no cut-edge mops)
- Particle generation testing per ISO 14644-14 showing <200 particles/m² when new and <500 particles/m² at end of qualified life
- Chemical compatibility validation for facility-specific disinfectant program
- Replacement at 50 autoclave cycles or when visual inspection reveals edge separation
Use cases: Support rooms, airlocks, equipment corridors
Microfiber is well-suited for:
- Gowning rooms and personnel airlocks: ISO Class 8 areas with high foot traffic where absorbency and particle pickup efficiency outweigh particle generation concerns.
- Equipment corridors and staging areas: ISO Class 7–8 zones supporting production but not directly contacting product or product-contact surfaces.
- Material airlocks: Transfer areas where sealed-edge microfiber can handle both cleaning (IPA/quat application) and spill containment without introducing unacceptable contamination.
For these applications, specify pocket or clip attachment (not Velcro) and validate particle generation under actual use conditions including worst-case disinfectant exposure and mechanical stress.
اونچی مٹی والے علاقے & ہیوی اسپلس
Microfiber Better for Spill Pickup
When contamination events occur—bulk disinfectant spills, buffer overflows, cleaning chemical releases—absorbency becomes the primary concern. Microfiber’s 6–8× capacity allows a single mop to absorb and contain 1–2 liters of liquid, preventing spread to adjacent areas and reducing cleanup time.
But Must Be Paired with Low-Lint Polyester for Final Disinfection Pass
A validated two-step protocol addresses both spill containment and particle control:
- Step 1 — Spill removal with microfiber: Use sealed-edge microfiber mop to absorb bulk liquid and remove visible soil. Discard mop (if single-use) or transfer to contaminated waste staging (if reusable).
- Step 2 — Disinfection with polyester: After spill area is dry, perform validated disinfection using polyester sealed-edge mop saturated with qualified disinfectant (70% IPA or facility-standard protocol). This final pass delivers low-particle-count surface disinfection that meets GMP requirements.
This hybrid approach captures microfiber’s absorbency advantage while maintaining particle control through polyester’s low-lint finish.
آپریٹرز & Ergonomics غور
Microfiber Lighter, Easier for Large-Area Mopping
Microfiber mop pads weigh 150–200 grams dry; when saturated to 6× absorbency, total weight reaches 1,200–1,400 grams. Polyester pads weigh 200–250 grams dry; at 3× absorbency, total weight is 800–1,000 grams. For operators mopping 200–500 m² per shift, the lighter microfiber system reduces arm and shoulder fatigue.
However, this ergonomic advantage comes with a procedural trade-off: microfiber requires careful wringing to control moisture content before mopping, adding 10–15 seconds per mop change. Polyester’s controlled absorbency allows simpler “dip and wring once” procedures that operators master quickly.
Polyester Preferred for Disinfectant Consistency & Precise Wet Film Thickness
Pharmaceutical cleaning validation specifies wet film thickness to ensure adequate disinfectant contact time. Polyester’s predictable liquid release—depositing 8–12 mL/m² with consistent mopping technique—delivers reproducible surface coverage that meets validation acceptance criteria. Microfiber’s variable absorbency and aggressive wicking make it harder to achieve consistent wet film thickness without extensive operator training and monitoring.
For facilities prioritizing validation compliance and reproducibility, polyester’s operational simplicity outweighs microfiber’s ergonomic advantages.
مختلف ISO گریڈز کے لیے کون سا مواد بہترین ہے؟
The following decision framework maps material selection to ISO classification, balancing particle control requirements with operational priorities and cost constraints.
ISO 5 (Aseptic Core)
Polyester Only
ISO Class 5 environments—Grade A filling zones, lyophilization loading, aseptic compounding—demand particle generation below 10 particles/m² to avoid measurable contamination contribution. Only continuous-filament polyester with sealed edges and validated particle testing meets this threshold.
Prefer Continuous Filament + Gamma Sterile Option
For Grade A cores, specify:
- Pre-sterilized disposable polyester mops: Gamma-irradiated to SAL 10⁻⁶, individually packaged in double-pouch sterile barrier systems. Eliminates reprocessing risk and simplifies material transfer into aseptic zones.
- Pre-saturated option: Polyester mops pre-wetted with sterile 70% IPA in triple-layer packaging for direct use in Grade A areas without additional disinfectant handling.
Reusable polyester mops are acceptable for ISO 5 support areas (sampling booths, weighing rooms) if autoclaved immediately before use and validated for particle generation <10 particles/m² across qualified life.
ISO 6–7 (پس منظر & گریڈ B/C سپورٹ ایریاز)
Polyester = Best Particle Control
ISO Class 6–7 areas (35,200 and 352,000 particles/m³ at ≥0.5 µm) support aseptic operations through material staging, equipment preparation, and personnel gowning. Particle limits are less extreme than ISO 5, but contamination in these areas can migrate into higher-grade zones via airflow, personnel movement, or material transfer.
Why polyester remains the optimal choice:
- Particle generation: 50–100 particles/m² even at end of qualified life (150–200 cycles), maintaining 5× safety margin below microfiber baseline.
- EM trend stability: Lower baseline particle counts simplify environmental monitoring, making it easier to detect true contamination events versus cleaning tool noise.
- Cross-area contamination prevention: Using polyester facility-wide eliminates the risk of accidentally using a higher-shedding microfiber mop in a critical area.
Microfiber = Acceptable If Sealed-Edge + Validated
Sealed-edge microfiber can meet ISO 6–7 particle limits if:
- Particle generation validated at <200 particles/m² when new; <500 particles/m² at end of qualified life (cycle 50)
- Edges laser-cut or ultrasonically sealed (not heat-sealed, which degrades faster)
- Pocket or clip attachment (no Velcro)
- Replacement at 50 autoclave cycles or when edge separation visible
- CCS risk assessment justifies trade-off between cost/absorbency and particle generation
For risk-averse facilities or those with limited QA resources for ongoing mop qualification, polyester’s superior particle control and longer service life simplify compliance and reduce total cost of ownership.
آئی ایس او 8 (عام پیداوار & گودام)
Microfiber Widely Acceptable
ISO Class 8 areas (3,520,000 particles/m³ at ≥0.5 µm)—general manufacturing, packaging, warehousing adjacent to cleanrooms—have lenient particle limits that both microfiber and polyester easily meet. Material selection in these areas prioritizes cost, absorbency, and operational efficiency over maximum particle control.
When to choose microfiber in ISO 8:
- Large-area cleaning (>300 m² per shift) where 6–8× absorbency reduces mop changes
- Spill-prone environments (buffer prep, cleaning chemical storage) requiring rapid liquid containment
- Budget-conscious procurement where 30–40% lower upfront cost justifies shorter service life
Polyester Recommended When Disinfectant Rotation Involves Peroxide/Bleach
Even in ISO 8 areas, polyester makes sense when:
- Disinfectant program includes frequent oxidizer use (>6% H₂O₂, >0.5% bleach) that degrades microfiber polyamide fibers
- Facility operates single-material policy (all areas use polyester to eliminate cross-contamination risk and simplify operator training)
- Long-term cost optimization: polyester’s 150–200 cycle life delivers lower cost-per-use despite higher upfront price
فیصلہ میٹرکس کا خلاصہ ٹیبل
| Priority | Optimal Material | Why |
| Particle control | پالئیےسٹر | 5×10× lower lint generation; <50 particles/m² across 150+ cycles |
| Spill absorption | مائیکرو فائبر | 6–8× absorbency vs 3–4× for polyester; faster liquid containment |
| Autoclave durability | پالئیےسٹر | 150–200+ cycles vs 50–100 for microfiber; lower replacement cost |
| ISO 5–7 compliance | پالئیےسٹر | Only material meeting <50 particles/m² limit for aseptic areas |
| ISO 7–8 cost optimization | Microfiber/Polyester hybrid | Microfiber for large areas & spills; polyester for final disinfection |
B2B Procurement Recommendation
For pharmaceutical facilities building cleanroom mop specifications:
- Single-material approach (polyester only): Simplest validation, lowest cross-contamination risk, best long-term cost-per-use. Recommended for facilities with ISO 5–7 areas or limited QA resources.
- Hybrid approach (polyester for ISO 5–7, microfiber for ISO 8): Balances performance and cost. Requires validated segregation protocols (color-coding, physical separation, operator training) to prevent cross-area contamination.
- Avoid microfiber in ISO 5–6: Particle generation risk too high; regulatory expectation is continuous-filament polyester or equivalent low-lint material.
MIDPOSI کی سفارش - جب ہم پالئیےسٹر یا مائیکرو فائبر کی سفارش کرتے ہیں۔
MIDPOSI manufactures both continuous-filament polyester and sealed-edge microfiber cleanroom mops validated for pharmaceutical GMP applications. Our material recommendations follow the same risk-based framework outlined in this guide, matching fiber architecture to your facility’s ISO classification, disinfectant program, and operational workflow.
جب MIDPOSI پالئیےسٹر کی سفارش کرتا ہے۔
ISO 5–7 Pharmaceutical Use
For aseptic manufacturing cores (Grade A/B), sampling/weighing rooms, and Grade C support areas, MIDPOSI specifies continuous-filament polyester as the only material meeting particle generation and durability requirements:
- MIDPOSI Gamma-Sterile Polyester Mop Pad (Product Code: CMP-DS-POLY-GS): 100% continuous-filament polyester knit, heat-sealed edges, gamma-irradiated to SAL 10⁻⁶. Particle generation <10 particles/m² validated per ISO 14644-14. Individual double-pouch packaging for direct transfer into Grade A/B areas.
- MIDPOSI Polyester Sealed-Edge Reusable Mop (Product Code: CMP-RUS-POLY-150): Autoclave-validated for 150+ cycles at 121°C. Particle generation <50 particles/m² maintained across qualified life. Compatible with 70% IPA, 3–35% H₂O₂, quats, and 0.5–1% bleach.
EU GMP Annex 1 Disinfectant Rotation
Facilities rotating alcohols, quats, hydrogen peroxide, and sodium hypochlorite per Annex 1 sporicidal requirements benefit from polyester’s broad chemical compatibility. A single polyester mop material qualifies across all disinfectant protocols, simplifying validation and reducing the risk of material-chemistry incompatibility.
Reusable Autoclave Workflows
For facilities with validated in-house laundering and sterilization infrastructure, polyester’s 150–200 cycle durability delivers the lowest cost-per-use. MIDPOSI’s reusable polyester mops maintain dimensional stability (<3% shrinkage through cycle 100) and particle generation within specification, avoiding the premature replacement costs associated with microfiber’s shorter service life.
High-Risk Environmental Monitoring Zones
Areas with history of EM excursions or operating close to ISO classification limits benefit from polyester’s 5×10× lower particle generation. Switching from microfiber to polyester in Grade C support areas has resolved chronic particle count trends in multiple customer facilities, eliminating investigation burden and reducing OOS risk.

جب MIDPOSI Microfiber کی سفارش کرتا ہے۔
Large-Area ISO 7–8
For non-aseptic manufacturing, packaging, and warehouse areas where particle limits are lenient (352,000+ particles/m³ at ≥0.5 µm), sealed-edge microfiber delivers operational advantages:
- MIDPOSI Microfiber Reusable Mop (Sealed-Edge) (Product Code: CMP-RUS-MF-100): 80/20 polyester/polyamide blend, ultrasonic-sealed edges. Particle generation <200 particles/m² when new; <500 particles/m² at cycle 50. Absorbency 6–8× dry weight for large-area mopping efficiency.
Facilities cleaning 500+ m² per shift in ISO 8 areas see 30–40% reduction in mop changes using microfiber versus polyester, reducing operator fatigue and improving throughput.
Spill Management/Pre-Cleaning
Areas handling bulk liquids—buffer preparation, cleaning chemical storage, equipment wash stations—require rapid spill containment. MIDPOSI microfiber mops absorb 1.5–2× more liquid per pad than polyester equivalents, containing spills faster and preventing spread to adjacent cleanroom zones.
We recommend a two-step protocol: microfiber for spill absorption and soil removal; polyester for final validated disinfection pass.
Cost Optimization Scenarios
For budget-constrained facilities where ISO 8 areas represent >70% of total cleanroom space, microfiber’s 30–40% lower upfront cost can be justified if:
- Disinfectant program avoids high-concentration oxidizers (>6% H₂O₂, >0.5% bleach)
- Mop replacement at 50 cycles is acceptable and documented in cleaning SOPs
- Particle generation validated at <500 particles/m² through qualified life
MIDPOSI provides particle generation test reports, chemical compatibility matrices, and autoclave validation data to support customer IQ/OQ/PQ protocols for microfiber qualification.
Non-Aseptic Cleanrooms
Biotechnology R&D labs, cell culture facilities, and non-sterile pharmaceutical compounding areas classified ISO 7–8 can use microfiber where product sterility is not required. MIDPOSI microfiber mops meet particle limits, tolerate IPA/quat programs, and deliver the absorbency needed for efficient large-area cleaning.
نمونے کی درخواست کریں۔ & توثیق کا پیکیج
MIDPOSI offers comprehensive qualification support to assist QA teams, facility engineers, and procurement specialists in material selection and validation:
Sample Kits
- Evaluation packs containing 5–10 mop heads (mix of polyester and microfiber, reusable and disposable) for in-house pilot testing
- Side-by-side comparison under your actual disinfectant program, mopping technique, and autoclave protocol
- No-cost sampling for facilities evaluating >100 mop heads per year
Particle Test Data
- ISO 14644-14 particle generation test reports showing particle counts at ≥0.5 µm and ≥5 µm under simulated-use conditions
- Testing performed on new mops and after accelerated aging (25, 50, 75, 100+ autoclave cycles)
- Acceptance criteria aligned to ISO Class 5, 6, 7, and 8 limits
Chemical Compatibility Reports
- ASTM D543 exposure validation for 70% IPA, 3–35% H₂O₂, quats (2,000 ppm), and 0.5–1% NaOCl
- Dimensional stability, tensile strength retention, and color fastness data after 10, 25, 50, and 100 exposures
- Worst-case chemical stress testing simulating daily disinfectant rotation per EU GMP Annex 1
Autoclave Durability Charts
- Cycle-life qualification showing dimensional change, edge integrity, and particle generation across 50, 100, 150, and 200 autoclave cycles at 121°C
- Acceptance criteria for end-of-life determination (particle generation increase, edge separation, >5% shrinkage)
- Recommended replacement schedules by ISO grade and use intensity
SOPs for Qualification (IQ/OQ/PQ)
- Template protocols for installation qualification (receiving inspection, labeling, storage)
- Operational qualification (particle generation testing, chemical compatibility verification, autoclave cycle validation)
- Performance qualification (in-use monitoring, EM trend analysis, operator training)
- Customized to your facility’s cleaning validation framework and regulatory requirements
For product catalogs, technical specifications, or to request a sample kit and validation package, visit MIDPOSI cleanroom consumables or contact your regional technical representative. Our contamination control specialists are available to review your facility’s ISO classification, disinfectant program, and operational priorities—then recommend the optimal polyester or microfiber mop configuration that balances particle control, durability, cost, and GMP compliance.







