Environmental monitoring failures in pharmaceutical manufacturing trace back to cleaning execution 60% of the time. A 2025 FDA warning letter to Excelvision Fareva specifically cited “failure to establish an adequate system for cleaning and disinfecting rooms and equipment to produce aseptic conditions”—not because the facility lacked cleaning tools, but because SOPs failed to integrate cleaning validation with Contamination Control Strategy (CCS) requirements, left sterilization of critical components unspecified, and offered no verification framework for operators to demonstrate aseptic conditions post-cleaning.
When environmental monitoring excursions occur, when FDA issues 483 observations about “inadequate cleaning validation,” or when EU GMP Annex 1 inspectors note “unvalidated disinfection programs”—the root cause is rarely the mop itself. It is the Standard Operating Procedure that fails to define area classification logic, omits contact time specifications, provides no validation checkpoints, and leaves operators uncertain whether a surface was truly cleaned or merely wiped.
This guide provides the regulatory framework, step-by-step structure, validation checkpoints, and practical templates you need to write a cleanroom mopping SOP that meets ISO 14644, EU GMP Annex 1, and FDA CGMP requirements—one that QA can defend during inspections, operators can execute consistently, and validation teams can qualify with measurable acceptance criteria. Whether you’re writing your first pharmaceutical cleaning SOP, updating legacy procedures to meet Annex 1 CCS requirements, or standardizing protocols across multiple aseptic facilities, this comprehensive reference delivers the structure and technical depth required for GMP-compliant mopping programs in ISO 5–8 pharmaceutical environments.
Why Cleanroom Mopping SOPs Are Critical under ISO & GMP
Cleaning procedures in pharmaceutical cleanrooms operate under a unique regulatory burden. Unlike janitorial protocols in office buildings—where “clean enough” is a subjective judgment—pharmaceutical mopping SOPs are legal evidence documents that must demonstrate, through validation and routine monitoring, that cleaning activities achieve and maintain the classified environmental state required for sterile drug manufacturing.
EU GMP Annex 1 (effective August 2023) explicitly designates cleaning and disinfection as a “critical element” of the Contamination Control Strategy (sections 4.10, 4.22, 4.33-4.36). The revised Annex requires that cleaning programs be validated, that disinfection effectiveness be monitored routinely, and that disinfectants and cleaning tools used in Grade A/B aseptic areas be sterile prior to use. This is not guidance—it is a regulatory mandate that facilities must implement through documented, validated SOPs.
ISO 14644-5 (2025 revision) requires an Operations Control Programme (OCP) that explicitly covers cleaning, personnel movement, and monitoring, with procedures “suitable for the specified cleanliness levels.” ISO 14644-1 defines those cleanliness levels by particle concentration (e.g., ISO Class 5: 3,520 particles/m³ at ≥0.5 µm), and mopping activities must not violate those limits during execution or prevent timely return to classification post-cleaning.
FDA warning letters from 2023-2025 reveal where SOPs fail in practice. Excelvision Fareva’s 2025 warning letter cited failure to sterilize equipment prior to installation in ISO 5 filling lines—a gap that a properly structured SOP would have prevented by defining tool handling and sterile introduction protocols. Staska Pharmaceuticals’ 2025 letter noted “inadequate cleaning validation” and the need for “scientifically supported justification” of cleaning effectiveness across residues and bioburden. Empower Pharmacy’s warning emphasized that any microbial recovery in ISO 5 is “of serious concern” and requires immediate investigation—making clear that SOPs must define alert/action limits, verification sampling, and investigation triggers, not simply list mopping steps.
The consequence of inadequate SOPs extends far beyond regulatory findings. Environmental monitoring excursions traced to cleaning execution force production holds, batch investigations, and extensive root-cause analysis. If the SOP lacks validation checkpoints or omits technique specifications (e.g., unidirectional mopping, contact time verification), investigators struggle to determine whether the excursion reflects a cleaning system failure or an execution deviation—prolonging investigations and eroding confidence in the entire contamination control program.
Common SOP Deficiencies That Trigger Compliance Observations
When FDA inspectors or EU GMP auditors issue observations about cleanroom mopping procedures, the deficiencies cluster around several recurring themes:
Lack of area classification logic: Generic SOPs that apply the same procedure, tools, and verification to ISO 5, ISO 7, and ISO 8 areas demonstrate poor understanding of risk-based contamination control. Annex 1 Table 2 sets microbial qualification limits ranging from “no growth” (Grade A) to 50 CFU per contact plate (Grade D), yet SOPs often lack grade-specific tool selection (sterile vs. low-lint), disinfectant requirements (sporicidal for Grade A/B vs. routine bactericides for Grade C/D), or verification frequency.
Missing validation checkpoints: SOPs that instruct operators to “mop the floor” without defining how to verify cleaning effectiveness, what constitutes acceptable bioburden reduction, or when to sample for environmental monitoring leave no objective evidence that cleaning achieves its intended purpose. ISO 14644-5 defines verification as “confirmation, via objective evidence, that specified requirements have been fulfilled”—if the SOP provides no measurement criteria, verification is impossible.
Omitted contact time specifications: Disinfectants require defined wet contact time to achieve labeled kill claims. Isopropyl alcohol (IPA) at 70% is rapidly bactericidal but must remain wet on the surface—yet IPA evaporates within seconds, often before achieving the 1-2 minute contact time needed for virucidal activity. SOPs that state “apply disinfectant and wipe” without specifying minimum wet time, re-wetting protocols, or verification that surfaces stayed wet provide no basis for assuming disinfection occurred.
No tool cross-contamination controls: Reusable mops carry bioburden and particle contamination from previous rooms unless reprocessed under validated protocols. Yet SOPs frequently omit reprocessing instructions, maximum use cycles, sterility verification, or physical controls preventing cross-grade mop use (e.g., color-coding, one-mop-per-room rules). The result: a mop used in an ISO 8 packaging area enters an ISO 6 filling support room, carrying contamination the SOP failed to prevent.
Inadequate disinfectant rotation logic: Annex 1 section 4.33 requires “more than one disinfectant” with “different modes of action” and “periodic use of a sporicidal agent.” SOPs that rotate disinfectants arbitrarily (Monday: IPA, Tuesday: peroxide, Wednesday: IPA) without defining mode-of-action diversity, sporicidal frequency, or effectiveness monitoring against recovered flora fail to demonstrate a scientifically justified program.
These deficiencies are preventable. A well-structured SOP that defines scope by ISO classification, integrates validation checkpoints with measurable acceptance criteria, specifies tool handling to eliminate cross-contamination, and ties disinfectant use to validated contact times transforms cleaning from a “best effort” activity into a controlled, auditable process that protects batch sterility and withstands regulatory scrutiny.
ISO/GMP-Compliant Mopping SOP Structure Overview
A pharmaceutical cleanroom mopping SOP is not a narrative document—it is a structured control framework that guides operators through pre-cleaning preparation, execution with verification, and documentation that creates an audit trail. The structure below reflects best practices from ISO 14644-5, EU GMP Annex 1, and FDA CGMP expectations, organized to support both operator execution and regulatory defense.
Core SOP Components
1. Scope & Area Classification
Define which rooms, suites, or zones the SOP governs, with explicit ISO classification per ISO 14644-1 (e.g., ISO Class 5, Class 7) and corresponding EU GMP grades where applicable (Grade A/B/C/D). Specify occupancy states (at-rest, operational) and any exclusions (e.g., this SOP does not cover equipment interior cleaning or ceiling disinfection). Area classification drives every downstream decision—tool selection, disinfectant requirements, verification frequency—so ambiguity here cascades into execution errors.
Example scope statement: “This SOP governs floor mopping in ISO Class 6 (Grade B) aseptic filling suite anterooms and ISO Class 7 (Grade C) gowning corridors. ISO Class 5 (Grade A) critical zones under unidirectional airflow are excluded and covered under SOP-CLEAN-005.”
2. Responsibilities
Assign roles for execution (production operators, environmental services), review (production supervisors), approval (QA), and oversight (contamination control specialists). Define who qualifies operators, who investigates deviations, and who maintains tool inventory and disinfectant stock. Clear accountability prevents “it’s not my job” gaps that leave critical tasks unexecuted.
3. Definitions & References
Define key terms that could be misinterpreted: “sterile” (SAL 10⁻⁶ sterilization), “low-lint” (particle generation <100 particles ≥0.5 µm per stroke), “contact time” (minimum wet dwell period per product label), “sporicidal” (effective against bacterial spores per validated challenge testing). Reference governing standards (ISO 14644-1:2015, ISO 14644-5:2025, EU GMP Annex 1 sections 4.33-4.36, facility CCS document) so auditors can trace requirements to source regulations.
4. Approved Tools & Материалы
List mop systems (mop head material, frame, handle), buckets or pre-saturated applicators, and disinfectants by product name, concentration, and lot traceability requirements. Specify sterility requirements by area grade (sterile gamma-irradiated mops for Grade A/B, autoclavable low-lint polyester for Grade C/D). Include supplier qualification references and validation package availability (particle generation data, chemical compatibility matrices, sterilization certificates). This section answers the operator question: “What am I allowed to use?”
5. Pre-Mopping Preparations
Detail gowning requirements, material introduction protocols (disinfecting mop package exteriors before airlock entry), tool integrity checks (sealed sterile packaging intact, no visible damage to mop heads), and disinfectant preparation (dilution verification, sterility for Grade A/B, expiry dating). This is where cross-contamination is prevented or introduced—rigorous pre-checks catch problems before they enter the cleanroom.
6. Step-by-Step Procedure
Provide sequential, operator-executable instructions covering room setup (HEPA verification, material flow path), mopping sequence (top-to-bottom for walls, far-to-exit for floors, unidirectional strokes aligned with airflow), contact time verification (surface stays visibly wet for labeled duration), and post-mopping checks (no pooling, no residue streaks). Use numbered steps, not paragraphs. Each step should have a single action and, where relevant, an acceptance criterion.
7. Verification & Документация
Define what operators must record (date, time, area, disinfectant lot, operator initials, any deviations), how environmental monitoring tie-ins occur (e.g., “QA will collect settle plates in mopped area within 30 minutes post-cleaning”), and investigation triggers (visible residue, contact time not achieved, tool integrity failure). Documentation is the objective evidence ISO 14644-5 requires for verification—without it, cleaning is unverifiable.
8. Safety & Precautions
Address chemical hazards (IPA flammability, peroxide oxidizer warnings), slip risks from wet floors, and emergency contacts. This section protects operators and demonstrates due diligence in risk management.
9. Appendices & References
Attach disinfectant contact time tables, tool reprocessing flowcharts (for reusable systems), color-coding schemes preventing cross-grade use, and links to related SOPs (gowning, waste disposal, environmental monitoring). Appendices keep the core procedure lean while providing operators quick-reference detail when needed.
This structure transforms a vague “clean the floor” instruction into a controlled process with defined inputs (qualified tools, validated disinfectants), controlled execution (unidirectional technique, verified contact time), and measurable outputs (documented completion, EM verification within acceptance criteria). Regulators expect this level of rigor in pharmaceutical manufacturing—delivering it through structured SOPs is not optional.

Figure 1: ISO/GMP-compliant SOP structure flowchart. This modular framework ensures regulatory defensibility by defining scope by ISO classification, integrating validation checkpoints, and creating operator-executable procedures with measurable outcomes.
Step-by-Step Cleanroom Mopping Workflow (High-Compliance Version)
The operational core of a cleanroom mopping SOP is the step-by-step procedure that operators execute. This workflow integrates ISO classification logic, Annex 1 sterile tool requirements, contact time verification, and cross-contamination controls into a structured sequence that transforms regulatory mandates into daily practice.
1. Pre-Cleaning Preparation
Before any mop enters a classified area, operators must complete gowning, tool qualification, and environmental readiness checks.
Gowning qualification: Personnel must complete facility-specific cleanroom gowning per site SOPs, with annual requalification for Grade A/B access (Annex 1 requires assessment “at least annually” for aseptic area personnel). Gown integrity, glove donning technique, and hood/goggle fit must meet acceptance criteria before proceeding. Operators with visible gowning defects (torn gloves, exposed hair) are immediately disqualified from entering.
Mop integrity verification: Remove mop from packaging and inspect for damage. For sterile gamma-irradiated disposable mops (Grade A/B), confirm packaging seal is intact, radiation indicator shows “passed” color change, and sterility expiry date is valid. For autoclavable reusable mops, verify autoclave tape indicator shows “sterile” and sterilization date is within hold time (typically 7-30 days depending on packaging). Any compromised sterility indicator triggers mop rejection and documentation as a deviation.
Disinfectant preparation and verification: For Grade A/B areas, disinfectants must be sterile prior to use (Annex 1 section 4.34). Use commercially prepared sterile disinfectant with lot-traced certificate of analysis, or prepare dilutions aseptically using sterile water and validated aseptic technique. Verify concentration using on-label dilution charts or refractometer (for IPA). Record lot number, preparation date/time, expiry (typically 24 hours for facility-prepared solutions), and operator initials. For Grade C/D, non-sterile pharmaceutical-grade disinfectants are acceptable if validated effective.
Material introduction protocol: Disinfect exterior surfaces of all materials entering cleanroom (mop packaging, disinfectant bottles) at airlock entry using facility transfer disinfection SOP. Allow contact time per SOP before transferring through airlock. This prevents introducing external contamination on packaging that will later contact cleanroom surfaces.
2. Room Setup and Environmental Verification
HEPA airflow confirmation: Before mopping begins, verify room HEPA system is operating. Check differential pressure gauges show positive pressure relative to adjacent lower-grade areas (typical: +10-15 Pa Grade B→C, +15-20 Pa Grade A→B). For unidirectional airflow areas (Grade A), visually confirm first air flow using facility airflow visualization method (e.g., approved particle streamers, facility smoke studies). If airflow is compromised, notify supervisor and delay cleaning until rectified—mopping without functional HEPA risks contamination accumulation.
Material flow path establishment: Clear a defined path from airlock to the furthest corner of the room. Mopping proceeds from this far corner toward the exit, ensuring operators never walk across freshly mopped floors and redeposit contamination. Remove mobile equipment or materials obstructing the mop path. In Grade A filling lines, coordinate with production to ensure aseptic operations are complete and line is in “at-rest” state before mopping commences.
Pre-wipe, then mop sequence: Annex 1 and GMP best practice require cleaning before disinfection because debris and residues inhibit disinfectant contact. For walls and vertical surfaces, wipe first using approved low-lint wipes to remove visible particulate, then follow with disinfectant mop application. For floors with visible debris, pre-vacuum using HEPA-filtered cleanroom vacuum or pre-wipe high-traffic zones before wet mopping. This two-step approach ensures disinfectant contacts a clean surface, maximizing effectiveness.
3. Mopping Sequence: Unidirectional, Overlapping, Exit-Path Aligned
Top-to-bottom, clean-to-dirty principle: Always clean higher surfaces before lower ones. For walls, start at ceiling junction and mop downward in vertical strokes. For floors, start at the furthest, cleanest corner and work toward the exit (typically the airlock or gowning area entry). Never mop toward clean areas from dirty areas—this cross-contaminates and violates contamination control logic.
Unidirectional stroke technique: Use straight, parallel strokes in one direction only. Pull the mop toward you in smooth, controlled motion, lift at the end of the stroke, reposition for the next pass, and repeat. Do not use back-and-forth or figure-8 motions—these redistribute contamination rather than removing it. Each stroke should overlap the previous by 10-25% to ensure no gaps in coverage.
Airflow alignment for Grade A/B: In unidirectional airflow areas, align mop strokes with HEPA airflow direction when possible. Mopping perpendicular to first air can disrupt laminar flow and temporarily elevate particle counts in the critical zone. While some disruption is unavoidable during cleaning, aligning with airflow minimizes turbulence and supports faster return to classification.
Contact time verification (critical compliance point): After applying disinfectant, the surface must remain visibly wet for the labeled contact time. This is where most SOPs fail in execution. Isopropyl alcohol (70% IPA) evaporates in 30-60 seconds but requires 1-2 minutes for full virucidal activity. Hydrogen peroxide formulations typically specify 1-5 minute contact depending on concentration. Operators must either apply sufficient volume to maintain wetness through the contact period, or re-wet surfaces that dry prematurely. Document contact time achievement: “Surface remained visibly wet for 3 minutes per SOP-CHEM-012 requirement.”
One mop per room rule (cross-contamination prevention): Disposable mops are discarded after completing one room and never reused. Reusable mops must be collected for reprocessing after each room and never carried between areas without validated sterilization. If using color-coded systems, enforce strict grade segregation: blue mops for Grade C only, yellow for Grade B only, red for Grade A only. Cross-grade mop use is a critical deviation requiring investigation.
4. Disinfectant Contact Time Documentation
Contact time is not optional—it is a validated parameter that must be recorded and verified. SOPs must specify:
- Product name and lot number of disinfectant used
- Labeled contact time per manufacturer IFU or facility validation (e.g., “3 minutes wet contact”)
- Verification method: visual confirmation of wetness maintained throughout period, or timer documentation
- Re-wetting protocol if surface dries prematurely: “If surface dries before contact time elapses, re-apply disinfectant and restart timer”
FDA warning letters specifically cite insufficient contact time as a recurring validation gap. Staska’s 2025 letter noted the need for “scientifically supported justification” of cleaning effectiveness, which depends on achieving validated exposure conditions. An SOP that omits contact time leaves no basis for claiming disinfection occurred.
5. Disposal or Reprocessing Pathway
Disposable mop disposal: After use, disposable mops are immediately placed in designated waste containers within the cleanroom (typically lined with autoclave bags for bioburden inactivation before removal). Record disposal in cleaning log: “Mop #2025-04-18-001 used in Room 204 (ISO 6), discarded per SOP-WASTE-003.” Disposal pathway offers zero cross-contamination risk and eliminates reprocessing validation burden—a key advantage for high-risk areas.
Reusable mop reprocessing: Collect used reusable mops in dedicated soiled-tool containers, segregated by grade. Transport to validated laundry facility or on-site reprocessing area per material flow SOP. Reprocessing must include:
- Validated laundering cycle (temperature, detergent, rinse cycles) qualified to remove bioburden and particles without degrading mop material
- Inspection for wear, tears, or loss of low-lint performance; reject mops exceeding maximum cycle count (e.g., 50-100 laundry cycles depending on material)
- Sterilization (autoclaving at 121°C for 30 minutes or gamma irradiation) with sterility verification per validation protocol
- Sterile packaging with expiry dating and lot traceability
Ignoring cycle count limits is a high-risk practice. Mops degrade with repeated laundering and sterilization, progressively shedding more particles and losing absorbency. SOPs must define rejection criteria and document cycle count tracking.

Figure 2: High-compliance cleanroom mopping workflow. Each phase includes verification checkpoints that transform regulatory mandates into operator-executable steps with objective evidence of compliance.
Validation Requirements for Mopping SOPs
An unvalidated cleaning SOP is, from a regulatory perspective, uncontrolled. EU GMP Annex 1 section 4.22 requires that “cleaning prior to disinfection” be validated and that disinfection processes be validated “in the specific manner of use.” ISO 14644-5 requires verification through objective evidence. FDA warning letters cite “inadequate cleaning validation” when facilities cannot demonstrate, with data, that cleaning achieves intended contamination control. This section defines the validation checkpoints that transform a written procedure into a qualified, defensible cleaning system.
1. Particle Validation (ISO 14644-1 Compliance)
Mopping must not violate room classification limits during execution or prevent timely recovery to at-rest classification post-cleaning.
Validation approach: Conduct particle monitoring during worst-case mopping operations (maximum floor area, representative operator, routine disinfectant) using calibrated optical particle counters positioned per ISO 14644-1 sampling plans. Measure particle concentration at ≥0.5 µm and ≥5.0 µm before mopping, during mopping (peak disturbance), and at defined intervals post-mopping until return to baseline.
Acceptance criteria by ISO class:
- ISO Class 5: Particle count must return to ≤3,520 particles/m³ (≥0.5 µm) within 15-20 minutes post-mopping. Transient peaks during mopping should not exceed 2x classification limit. Sustained exceedance triggers investigation of mop particle generation, operator technique, or airflow disruption.
- ISO Class 6: Return to ≤35,200 particles/m³ (≥0.5 µm) within 20 minutes. Peak during mopping <2.5x limit.
- ISO Class 7: Return to ≤352,000 particles/m³ (≥0.5 µm) within 20 minutes. Peak during mopping <3x limit.
- ISO Class 8: Return to ≤3,520,000 particles/m³ (≥0.5 µm) within 20 minutes.
Why reusable mops fail particle validation more often: Laundered reusable mops progressively shed more particles as fabric degrades with repeated wash/sterilization cycles. Even with validated reprocessing, cycle-to-cycle variability introduces particle generation risk. Disposable mops deliver consistent, qualified particle performance because every use begins with a fresh, factory-validated mop head.
2. Bioburden Validation
Cleaning and disinfection must achieve measurable bioburden reduction. Annex 1 Table 2 defines microbial qualification limits by grade; routine environmental monitoring verifies ongoing control.
Baseline bioburden trending: Establish pre-cleaning bioburden baseline through routine EM sampling (contact plates, swabs) collected from representative floor surfaces before scheduled mopping. Trend baseline over 3-6 months to understand typical contamination levels by area and time of day. Post-cleaning samples collected 30-60 minutes after mopping (allowing disinfectant contact time and evaporation) demonstrate bioburden reduction.
Acceptance criteria (post-cleaning EM results):
- Оценка отлично: No growth (0 CFU) on contact plates or swabs
- Оценка Б: ≤5 CFU per contact plate
- Оценка С: ≤25 CFU per contact plate
- Оценка Д: ≤50 CFU per contact plate
Failure to meet these limits triggers investigation: Was contact time achieved? Is disinfectant still effective against recovered flora? Is mop reprocessing adequate (for reusables)? Is operator technique introducing contamination?
Why reusable mops carry higher bioburden risk: Reusable mops can harbor residual bioburden in fabric interstices if laundering is inadequate, or if mops are stored damp between uses. Even validated reprocessing can fail if cycle parameters drift (e.g., wash temperature drops below validation setpoint). Disposable sterile mops eliminate this risk—every use is SAL 10⁻⁶ sterile.
3. Disinfectant Validation
Disinfectants must be validated effective against facility bioburden, on representative surfaces, in the manner of use (mopping), with validated contact time.
Rotation logic (mode of action diversity): Annex 1 requires “more than one disinfectant” with “different modes of action” and “periodic use of a sporicidal agent.” A compliant rotation might be:
- Week 1-3: 70% isopropyl alcohol (alcohol, bactericidal/virucidal)
- Week 4: 0.5% accelerated hydrogen peroxide (oxidizer, bactericidal/fungicidal/virucidal)
- Monthly: Sodium hypochlorite 5000 ppm (oxidizer, sporicidal) or peracetic acid (sporicidal)
This rotation prevents flora from adapting to a single disinfectant and addresses spore-forming organisms (e.g., Bacillus spp.) that resist alcohol.
Contact time verification protocol: Validate that operators can maintain labeled wet contact time under actual use conditions. Use visual observation, surface temperature monitoring (for temperature-sensitive chemistries), or dye tracers to confirm coverage and dwell time. If IPA evaporates before contact time elapses, modify application volume or technique, or consider pre-saturated mops that deliver controlled solution volume.
Compatibility validation (critical for reusable mops): Some disinfectant-material combinations degrade mop performance. Quaternary ammonium compounds (quats) adsorb onto cellulose fibers and lose activity; polyester mop heads are required. Bleach degrades certain autoclave-compatible polymers over repeated exposures. Validation must demonstrate that approved mop materials tolerate all disinfectants in the rotation schedule without loss of low-lint properties or structural integrity.
4. Operator Qualification (OQ)
Cleaning effectiveness depends on operator technique. Annex 1 requires training and periodic reassessment; ISO 14644-5 requires personnel qualification integrated into the OCP.
Initial qualification: Operators complete hands-on training covering SOP steps, gowning, mop handling, unidirectional stroke technique, contact time verification, and documentation. Qualification includes observed performance evaluation: trainer watches operator execute complete mopping cycle and verifies technique against checklist (unidirectional strokes, proper overlap, contact time achieved, one-mop-per-room rule followed). Only operators with “pass” rating are authorized to clean classified areas unsupervised.
Annual competency requalification: Annex 1 requires reassessment “at least annually” for Grade A/B personnel. Requalification includes written assessment (SOP knowledge, disinfectant contact times, deviation reporting) and observed performance. Any operator linked to EM excursion or SOP deviation undergoes immediate retraining and requalification before resuming cleaning duties.
Video recording as evidence: Some facilities record operator qualification sessions, creating objective evidence for audits. Recorded sessions demonstrate proper technique and provide training material for new hires. Video is not required by regulation but offers robust documentation that operators were qualified per GMP expectations.
5. Tool Validation: Two Pathways with Dramatically Different Burdens
The choice between disposable and reusable mops creates vastly different validation workloads.
Disposable mop validation pathway (simplified):
- Material qualification: Vendor provides particle generation data (per ISO 14644-14 or equivalent), chemical compatibility matrices, and sterility certificates (for gamma-irradiated mops: SAL 10⁻⁶ validation reports). Facility reviews data, qualifies vendor per supplier quality program, and approves material for use.
- Sterility verification: For sterile disposables, periodic sterility testing of incoming lots (e.g., quarterly or per risk-based sampling plan) confirms vendor sterilization process remains in control. Certificates of Analysis (CoA) document sterility test results.
- Ongoing monitoring: Particle validation studies confirm disposables do not contribute particle excursions during use. Because each mop is single-use, cycle count and reprocessing validation are eliminated.
Total validation burden: material qualification + sterility verification + particle use studies.
Reusable mop validation pathway (complex):
- Material qualification: Same as disposable (particle generation, chemical compatibility)
- Laundering IQ/OQ/PQ: Validate laundering process (Installation Qualification of laundry equipment, Operational Qualification of wash cycle parameters, Performance Qualification demonstrating bioburden removal and particle performance retention). This requires challenge testing with artificially soiled mops, bioburden recovery studies, and particle generation testing pre- and post-laundering.
- Sterilization IQ/OQ/PQ: Validate autoclave cycle or gamma irradiation process, including biological indicator challenges, temperature mapping, and sterility test verification.
- Cycle count limits: Define maximum laundry/sterilization cycles before mop rejection (e.g., 50 cycles). Requires accelerated aging studies demonstrating particle generation and absorbency remain acceptable through end of qualified life.
- Sterility assurance: Periodic sterility testing of processed mops, validated sterile hold time post-sterilization (e.g., 30 days in sealed packaging), and expiry dating.
- Reprocessing tracking: Implement system to track individual mop cycle count (e.g., RFID tags, barcode labels), enforce retirement at maximum cycles, and document reprocessing batch records per GMP.
Total validation burden: material qualification + laundering IQ/OQ/PQ + sterilization IQ/OQ/PQ + cycle count studies + sterility assurance + tracking system validation.
Conclusion: Disposable mop systems reduce validation burden by 60-70% compared to reusables, eliminate reprocessing-related contamination risk, and deliver predictable particle performance. For ISO 5-6 high-risk areas, the validation savings and contamination control advantages strongly favor disposables.
Do’s & Don’ts in Pharma Cleanzone Mopping
Do’s & Don’ts in Pharma Cleanzone Mopping
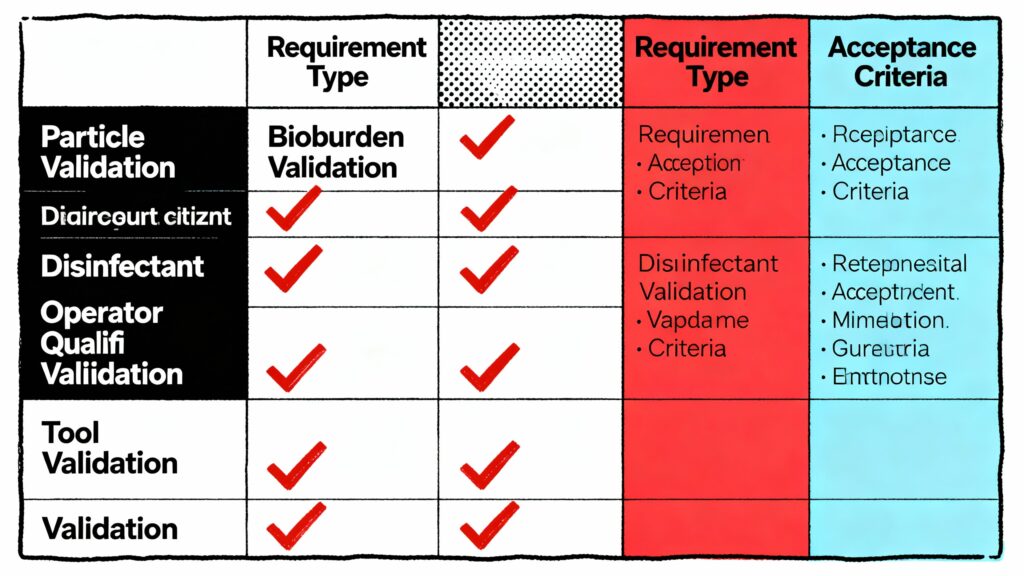
Figure 3: Validation requirements matrix for cleanroom mopping SOPs. Five validation checkpoints (particle, bioburden, disinfectant, operator qualification, tool validation) with explicit acceptance criteria demonstrate that cleaning achieves intended contamination control per Annex 1 and ISO 14644-5 requirements.
Do’s (Correct Practices)
Use sterile, sealed mop pads in Grade A/B areas: Annex 1 section 4.34 requires sterile disinfectants and cleaning tools in aseptic zones. For Grade A/B, use gamma-irradiated sterile disposable mops (SAL 10⁻⁶) supplied in sealed packaging with radiation indicators, or autoclavable reusables sterilized immediately before use with validated sterility assurance. Non-sterile mops in aseptic areas are a critical GMP violation.
Always mop in unidirectional airflow direction where possible: Unidirectional (laminar) airflow in Grade A pushes particles away from critical surfaces. Mopping perpendicular to airflow creates turbulence that can temporarily suspend particles over exposed product. Align mop strokes with airflow direction to minimize disruption and support faster particle clearance post-cleaning.
Track disinfectant lot, expiry, and contact time in cleaning logs: Every mopping event must document disinfectant lot number, preparation date (for facility-prepared solutions), expiry date/time, and contact time achieved. This documentation provides objective evidence that validated cleaning parameters were met—without it, you cannot demonstrate compliance during investigations or audits.
Implement and enforce one-mop-per-room rule: Cross-contamination from mops used in multiple rooms without reprocessing is a leading cause of environmental monitoring excursions. Disposable mops are discarded after each room. Reusable mops must be color-coded by area grade (e.g., red for Grade A only, yellow for Grade B only, blue for Grade C only) and collected for validated reprocessing after single-room use. Never carry a used mop between rooms.
Verify surface remains wet for labeled contact time: Disinfectant efficacy depends on achieving manufacturer-specified contact time with the surface visibly wet. For fast-evaporating agents like isopropyl alcohol, this may require re-application or higher initial volume to maintain wetness through the full contact period. Operators must visually confirm wetness throughout—if surface dries early, re-wet and restart contact time timer.
Complete gowning qualification before entering classified areas: All personnel entering ISO 5-8 areas must complete gowning per site SOPs and pass gowning qualification assessments. For Grade A/B, Annex 1 requires annual requalification “at least annually” with visual and microbial assessment. Unqualified personnel introduce contamination risk that mopping cannot remediate.
Don’ts (Prohibited Practices)
Don’t reuse mops between ISO grades or adjacent rooms: Using the same mop in ISO 8 packaging and then ISO 6 filling support without reprocessing cross-contaminates cleaner areas with bioburden and particles from lower-grade zones. This practice violates contamination control principles and is a common FDA/EMA observation. Each area grade requires dedicated mops or validated reprocessing between uses.
Don’t use figure-8 or back-and-forth mopping motion: Figure-8 and back-and-forth strokes redistribute contamination rather than removing it, spread disinfectant unevenly, and create overlapping wet zones where contact time is unpredictable. Use unidirectional, straight, parallel strokes with 10-25% overlap and lift the mop at the end of each stroke before repositioning.
Don’t double-dip mop into bucket after floor contact: Once a mop touches the floor, it is contaminated. Dipping it back into the disinfectant bucket contaminates the solution, reducing effectiveness for subsequent applications. Use single-use pre-saturated mops, or implement validated bucket systems with wringer separating clean solution from used solution. For reusable systems, change disinfectant solution after each room or when visibly soiled.
Don’t use non-validated laundry processes for reusable mops: Sending cleanroom mops to a commercial laundry without validated bioburden removal, particle generation testing, and cycle parameter controls (wash temperature, detergent type, rinse quality) risks introducing contamination into classified areas. Reusable mops require IQ/OQ/PQ-qualified laundering with documented batch records, cycle count tracking, and periodic sterility verification. Non-validated laundry is uncontrolled and GMP-noncompliant.
Don’t skip disinfectant rotation or omit periodic sporicides: Using only one disinfectant (e.g., 70% IPA exclusively) allows flora to adapt and spore-formers to persist. Annex 1 requires “more than one disinfectant” with “different modes of action” and “periodic use of a sporicidal agent.” A compliant program rotates at least two disinfectants (e.g., alcohol + oxidizer) and includes monthly or quarterly sporicidal cycles (sodium hypochlorite, peracetic acid, or hydrogen peroxide at sporicidal concentration). Monitoring environmental isolate susceptibility to disinfectants verifies program effectiveness.
Don’t mop during active aseptic operations in Grade A: Mopping generates transient particle disturbances and requires operator presence/movement that can disrupt laminar airflow over exposed sterile product. Schedule mopping during line downtime, between batches, or during validated “at-rest” qualification periods. Mopping during active Grade A filling operations is prohibited under Annex 1 contamination control expectations.
Don’t exceed maximum cycle count for reusable mops: Mops degrade with repeated laundering and sterilization. Fabric fibers fray, sealed edges delaminate, and particle generation increases. Validation defines maximum qualified cycles (e.g., 50-100 cycles). Exceeding this limit without revalidation means the mop no longer performs to specification. Implement tracking systems (barcodes, RFID tags) to enforce cycle limits and retire mops at end of qualified life.
Don’t introduce non-sterile disinfectant into Grade A/B areas: Annex 1 section 4.34 requires disinfectants used in Grade A/B to be sterile. Facility-prepared dilutions must be made aseptically using sterile water, validated for sterility, and assigned hold time limits (typically 24 hours). Commercially supplied sterile disinfectants must be vendor-qualified with certificates of analysis. Using non-sterile disinfectant in aseptic zones introduces viable bioburden that undermines the entire contamination control program.
Hidden Cross-Contamination Risks (Awareness Points)
Operators may unknowingly introduce contamination through practices that appear reasonable but violate GMP principles:
- Storing wet reusable mops: Mops stored damp between uses become bioburden incubators. All reusable mops must be laundered, sterilized, and packaged immediately after use, not hung to “dry” for later reuse.
- Using cellulose-based wipes with QAC disinfectants: Quaternary ammonium compounds adsorb onto cellulose fibers and lose antimicrobial activity. Use polyester or other synthetic low-lint wipes/mops with QACs.
- Mopping immediately after HEPA filter change without airflow verification: Filter changes can introduce particulate. Verify room returns to classification (particle count monitoring) before resuming routine mopping to avoid spreading installation debris.
- Ignoring visible mop damage: Torn mop heads, frayed edges, or damaged sterile packaging compromise particle control and sterility assurance. Reject damaged mops immediately and document as deviation.
By codifying these practices into SOP training and competency assessments, facilities reduce execution variability and prevent recurring contamination events traced to operator error.
Recommended Tools for Writing an SOP (GMP-Compliant)
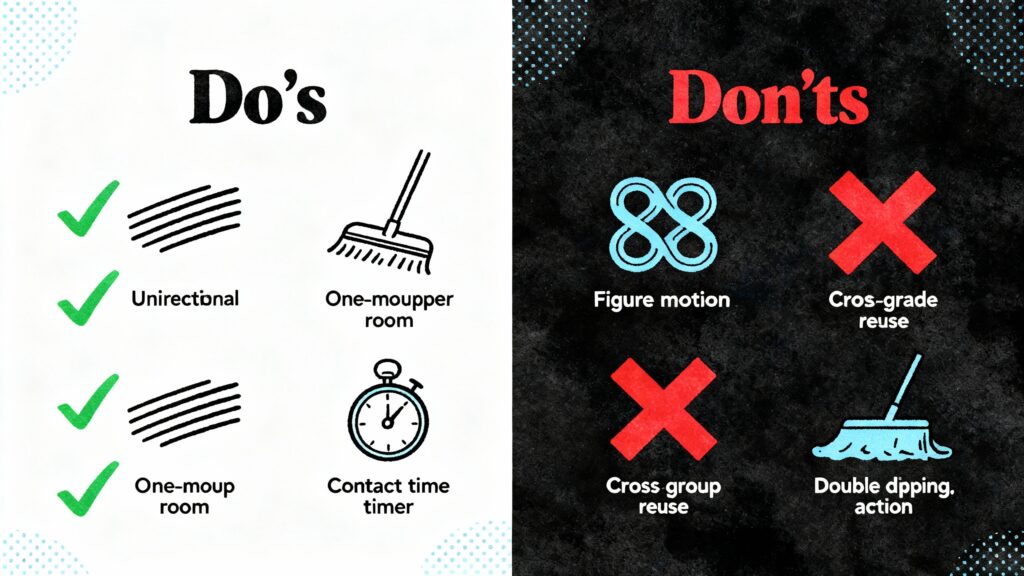
Figure 4: Critical do’s and don’ts in pharmaceutical cleanroom mopping. Left: Correct practices (unidirectional strokes, one-mop-per-room, contact time verification). Right: Prohibited practices that trigger FDA observations and environmental monitoring excursions (figure-8 motion, cross-grade reuse, double-dipping).
Once you’ve defined SOP structure, workflow, and validation requirements, tool selection becomes the practical decision that determines whether your SOP is executable and defensible. The “approved tools & materials” section of your SOP should reference products that meet regulatory expectations, come with validation support packages, and match your facility’s ISO classification and operational model.
Tool Selection Criteria for SOP-Referenced Mops
Sterility pathway for Grade A/B: For aseptic areas, mops must be sterile prior to use (Annex 1 requirement). Two pathways meet this:
- Gamma-irradiated sterile disposable mops: Pre-sterilized at manufacturer (SAL 10⁻⁶), sealed in validated sterile packaging, lot-traceable with certificates of sterility. Zero reprocessing burden. Ideal for ISO 5-6 critical zones where validation simplicity and contamination risk reduction justify higher unit cost.
- Autoclavable reusable mops: Polyester or polypropylene mop heads that withstand 121°C autoclave cycles without melting or particle generation increase. Require on-site sterilization, validated reprocessing, cycle count tracking, and sterility verification. Suitable for facilities with qualified laundry/sterilization infrastructure and willingness to manage reprocessing validation.
Low-lint specification for Grade C/D: For support areas (ISO 7-8), sterility may not be required, but low particle generation is mandatory. Look for mops with:
- Heat-sealed or ultrasonically welded edges (no cut/frayed ends)
- Continuous-filament polyester or tightly knitted microfiber construction
- Particle generation data: <100 particles ≥0.5 µm per stroke (ISO 14644-14 methodology)
- Chemical compatibility with facility disinfectant rotation (IPA, peroxide, quats, bleach)
Validation documentation package: SOP-compliant tools must come with vendor-supplied validation support:
- Particle generation test reports (ISO 14644-14 or equivalent third-party testing)
- Chemical compatibility matrices showing material stability across disinfectants
- Sterility certificates (for sterile disposables): gamma dose validation, SAL 10⁻⁶ documentation, certificate of analysis per lot
- Material safety data sheets (MSDS) and certificates of conformance
- Extractables/leachables data (for direct product-contact applications)
Without this documentation, your SOP references unqualified tools that cannot be validated—a gap that auditors will identify.
MIDPOSI Cleanroom Mop Product Line (SOP-Ready Solutions)
MIDPOSI offers a complete mop system portfolio designed to support pharmaceutical SOP requirements across all ISO classifications:
For ISO Class 5-6 (Grade A/B) Aseptic Areas:
- Gamma-Sterile Disposable Mop System: Pre-sterilized polyester mop heads (SAL 10⁻⁶), individually sealed with radiation indicators, supplied with validation package including sterility certificates, particle generation data (<50 particles ≥0.5 µm per stroke), and chemical compatibility across IPA, peroxide, and sporicidal agents. Stainless steel mop frame and autoclavable aluminum handle complete the system. Single-use mops eliminate reprocessing validation and ensure zero cross-contamination risk.
- Learn more about disposable cleanroom mops — includes TCO comparison showing disposables deliver lower total cost than reusables in high-risk ISO 5-6 applications.
For ISO Class 7-8 (Grade C/D) Support Areas:
- Autoclavable Low-Lint Reusable Mop System: Continuous-filament polyester mop heads with ultrasonically sealed edges, qualified for 100+ autoclave cycles at 121°C without particle generation increase. Supplied with validation data package supporting SOP material qualification. Color-coded mop heads (blue/yellow/red) prevent cross-grade use. Stainless steel frame and handle autoclavable alongside mop heads.
- View complete cleanroom mop guide — foundational reference explaining mop construction, material selection, and system component compatibility.
For High-Volume Operations:
- Pre-Saturated Disposable Mop System: Mops pre-wetted with validated disinfectant at controlled concentration, individually sealed, eliminating on-site dilution variability and contact time guesswork. Ideal for facilities seeking to reduce operator preparation steps and simplify SOP execution. Available in IPA 70%, hydrogen peroxide formulations, and QAC blends.
Validation Package Availability: All MIDPOSI mop systems include particle generation test reports, chemical compatibility matrices, and (for sterile products) sterility certificates per lot. Custom validation protocols available for site-specific disinfectant combinations, particle monitoring under customer-specific conditions, and bioburden challenge testing. Request validation package with product samples to accelerate SOP qualification.
Call-to-Action: Writing a compliant cleanroom mopping SOP requires tools that meet Annex 1, ISO 14644, and FDA expectations. Request MIDPOSI product samples, validation data packages, and SOP consultation to ensure your tool selection supports defensible, executable procedures. Contact us for SOP-specific recommendations tailored to your ISO classification and facility operational model.
FAQ — Cleanroom Mopping SOP Questions
Q: How often must disinfectants be rotated under Annex 1?
A: Annex 1 section 4.33 requires “more than one disinfectant” with “different modes of action” and “periodic use of a sporicidal agent,” but does not mandate specific rotation frequency. Best practice: rotate at least two disinfectants (e.g., alcohol + oxidizer) weekly or bi-weekly, with sporicidal agent (sodium hypochlorite, peracetic acid, or high-concentration hydrogen peroxide) applied monthly or quarterly depending on bioburden monitoring trends. Effectiveness must be monitored routinely to detect flora shifts or resistance. Document rotation schedule in SOP and tie frequency to environmental monitoring data showing sustained bioburden control.
Q: What contact time is required for 70% isopropyl alcohol (IPA)?
A: Contact time for IPA depends on target organism and product formulation. Most IPA products achieve bactericidal activity in 15-30 seconds, but virucidal activity may require 1-2 minutes wet contact. The challenge with IPA is rapid evaporation—surfaces often dry in 30-60 seconds, before virucidal contact time is achieved. SOPs must specify: (1) labeled contact time per manufacturer instructions for use (IFU) or facility validation, (2) re-wetting protocol if surface dries prematurely, and (3) operator verification that wetness was maintained for full contact period. For organisms requiring longer contact (e.g., certain non-enveloped viruses), consider hydrogen peroxide or other agents with slower evaporation and longer wet dwell time.
Q: Do disposable mops require the same validation as reusable mops?
A: No—disposable and reusable mops follow dramatically different validation pathways. Disposable mops require: (1) material qualification (vendor-supplied particle generation data, chemical compatibility matrices), (2) sterility verification for sterile disposables (certificates of analysis, periodic incoming lot sterility testing), and (3) particle use studies confirming no classification excursions during mopping. Reprocessing validation (laundering IQ/OQ/PQ, sterilization IQ/OQ/PQ, cycle count limits, tracking systems) is eliminated because mops are discarded after single use. Reusable mops require all of the above plus extensive reprocessing validation, cycle count tracking, and periodic requalification as materials degrade. For ISO 5-6 high-risk areas, disposables reduce validation burden by 60-70% and eliminate cross-contamination risk from inadequate reprocessing.
Q: Can the same mop be used in multiple cleanroom grades (e.g., Grade C and Grade B)?
A: No—using a single mop across multiple ISO grades or EU GMP grades without validated reprocessing between uses creates cross-contamination risk and violates contamination control principles. Once a mop contacts a lower-grade area (e.g., Grade C), it carries bioburden and particles from that environment. Moving it into a higher-grade area (e.g., Grade B) without sterilization introduces contamination the higher-grade classification cannot tolerate. Best practice: implement strict one-mop-per-grade rules using color-coded systems (e.g., red for Grade A only, yellow for Grade B only, blue for Grade C only). For disposables, discard after single-room use. For reusables, collect for validated laundering and sterilization after each use, with grade-specific segregation preventing accidental cross-use.
Q: How do I document operator qualification for cleanroom mopping?
A: Operator qualification documentation must demonstrate competency through training, assessment, and periodic requalification. Minimum documentation includes: (1) Training records: operators complete hands-on SOP training covering gowning, mop handling, unidirectional technique, contact time verification, and documentation requirements. Training sign-off includes date, trainer name, and operator acknowledgment. (2) Competency assessment: observed performance evaluation where qualified trainer watches operator execute complete mopping cycle and scores against checklist (unidirectional strokes, proper overlap, contact time achieved, one-mop-per-room rule followed, documentation complete). Pass/fail criteria must be defined; only “pass” operators authorized for unsupervised cleaning. (3) Annual requalification: Annex 1 requires “at least annually” for Grade A/B personnel. Requalification includes written assessment (SOP knowledge, disinfectant specs, deviation reporting) and observed re-performance. (4) Deviation-triggered retraining: any operator linked to EM excursion or SOP deviation undergoes immediate retraining and requalification before resuming duties. (5) Optional: video recording of qualification sessions for objective evidence and training material.
Q: What are the biggest SOP failures that trigger FDA 483 observations?
A: FDA warning letters from 2023-2025 reveal recurring SOP deficiencies: (1) Missing contact time specifications: SOPs state “apply disinfectant and wipe” without defining minimum wet dwell time or verification method, leaving no basis for claiming disinfection occurred. (2) No validation checkpoints: SOPs lack measurable acceptance criteria for cleaning effectiveness (bioburden reduction, particle control), making verification impossible. (3) Inadequate tool sterilization protocols: Failure to sterilize mops/equipment before introducing into ISO 5 areas, or using non-validated laundering for reusable tools. (4) Lack of area classification logic: Generic SOPs applying same procedure to ISO 5, 7, and 8 without grade-specific tool requirements or verification frequency. (5) No disinfectant rotation or sporicide use: Reliance on single disinfectant (often IPA alone) without mode-of-action diversity or periodic sporicidal cycles. (6) Missing operator qualification documentation: No competency assessments, annual requalification for Grade A/B personnel, or retraining after deviations. Preventing these failures requires structured SOP design with explicit validation checkpoints, regulatory citations justifying each requirement, and operator training emphasizing compliance rationale.
Q: Should I write separate SOPs for each ISO classification, or one SOP covering all areas?
A: Best practice: one master SOP with classification-specific sections. A single SOP covering all ISO 5-8 areas ensures consistency in structure, definitions, and overarching principles (unidirectional technique, contact time requirements, documentation standards) while incorporating grade-specific tool requirements, disinfectant specifications, and verification frequency as subsections or appendices. For example: Section 4.2 “Approved Tools by Area Grade” lists sterile gamma-irradiated mops for Grade A/B, autoclavable low-lint mops for Grade C, and non-sterile low-lint mops for Grade D. Section 6.3 “Verification Frequency” specifies daily EM sampling for Grade A/B, weekly for Grade C, monthly for Grade D. This approach prevents duplication, reduces maintenance burden (single SOP to update when regulations change), and ensures operators understand contamination control logic across the facility. Alternatively, for facilities with vastly different operational models (e.g., large-scale Grade C packaging vs. small-batch Grade A filling), separate SOPs may be warranted—but ensure cross-referencing and alignment on core principles.







